Строительная панель с прессованными кромками - RU2358076C1
Код документа: RU2358076C1
Чертежи

















Описание
Настоящее изобретение относится к строительным панелям, особенно к доскам настила, которые имеют сердцевину из древесного волокна, поверхностный слой и прессованные криволинейные участки кромок. Более конкретно, настоящее изобретение относится к замковому соединению строительных панелей с участками сжатых кромок, расположенными ниже поверхности панели. Настоящее изобретение относится к панелям с такими участками кромок и к способу производства таких панелей.
Настоящее изобретение особенно подходит для использования в плавающих настилах, которые изготовлены из досок настила, содержащих сердцевину из древесного волокна с поверхностным слоем, и которые предпочтительно соединены механически замковой системой, интегрированной с доской настила. Доска настила с механической замковой системой имеет довольно сложный профиль кромки, и криволинейные участки кромок сложнее в производстве, чем традиционные мебельные детали.
Нижеследующее описание способов по предшествующему уровню техники, проблем известных систем, а также задач и признаков настоящего изобретения, таким образом, в качестве не ограничивающего примера будет направлено прежде всего на эту область и, в частности, на настил из ламината с механическими замковыми системами. Однако следует подчеркнуть, что настоящее изобретение может использоваться для отдельных досок настила с отдельными замковыми системами, где доски настила имеют сердцевину и по меньшей один поверхностный слой и где эти две детали можно сформировать давлением, приложенным к поверхностному слою. Поэтому настоящее изобретение может применяться, например, к настилам с одним или более поверхностным слоем из дерева, наложенным на сердцевину из древесного волокна. Настоящее изобретение также может использоваться в строительных панелях, например в стеновых панелях, поточных панелях и накладных деталях настила, таких как профили расшивок, переходные профили или отделочные профили.
В нижеследующем описании видимая поверхность описываемой доски настила именуется "лицевой стороной", а противоположная сторона именуется "тыльной стороной". "Горизонтальная плоскость" относится к плоскости, которая проходит по внешним плоским частям поверхностного слоя на лицевой стороне. "Вертикальная плоскость" - это плоскость, перпендикулярная горизонтальной плоскости и проходящая у внешней кромки поверхностного слоя. "Вверх" означает направление к лицевой стороне, а "вниз" - направление к тыльной стороне. "Вертикальный" означает параллельный вертикальной плоскости, а "горизонтальный" - параллельный горизонтальной плоскости.
"Участок кромки" означает часть кромки, расположенную ниже горизонтальной плоскости. "Поверхность настила" означает наружные плоские части поверхностного слоя, расположенные вдоль горизонтальной плоскости. "Поверхность кромки" означает поверхность участка кромки. "Замковая система" означает взаимодействующие соединяющие средства, которые взаимно соединяют доски настила вертикально и/или горизонтально. "Механическая замковая система" означает, что соединение может осуществляться без клея.
Настилы из ламината и других подобных досок настила содержат один или более верхний слой декоративного ламината, декоративного пластика или деревянного шпона, промежуточную сердцевину из материала на основе древесных волокон или пластика и предпочтительно нижний балансирующий слой на тыльной стороне сердцевины.
Настил из ламината обычно содержит сердцевину из ДВП толщиной 6-9 мм, верхний декоративный слой ламината и нижний балансирующий слой толщиной 0,1-0,6 мм, выполненный из ламината, пластика, бумаги или подобного материала. Можно производить и более толстые настилы из ламината толщиной 12-16 мм и более. Такие настилы имеют улучшенные звукоизолирующие свойства. Можно также производить очень тонкие настилы толщиной 3-6 мм. Такие тонкие настилы можно использовать в помещениях с подогревом полов, так как тонкая панель настила более эффективно пропускает теплоту к поверхности, чем традиционные панели настила. Поверхностный слой придает доскам настила требуемый внешний вид и износостойкость. Сердцевина обеспечивает стабильность, а балансирующий слой защищает панель настила при изменениях относительной влажности в течение года. Укладка досок настила является плавающей, т.е. без клея, и производится на существующий черный пол. Традиционные твердые доски настила в плавающих полах такого типа обычно соединяют посредством клеевых шпунтовых соединений.
В дополнение к таким традиционным настилам были разработаны доски настила, которые не требовали применения клея и соединялись механически так называемыми механическими замковыми системами. Эти системы содержат замковые средства, которые запирают доски горизонтально и вертикально. Механические замковые системы можно формировать обработкой сердцевины. Альтернативно детали замковой системы можно формировать из отдельного материала и интегрировать с доской настила, например соединять с доской настила в ходе ее изготовления.
Самым распространенным материалом сердцевины является ДВП высокой плотности, обладающая большой плотностью и высокой стабильностью, которую обычно называют ДВПВП (HDF - High Density Fiberboard). Иногда в качестве сердцевины используют ДВП средней плотности (ДВПСП). ДВПВП и ДВПСП содержат измельченные древесные волокна, которые с помощью связующих соединены в листовой материал.
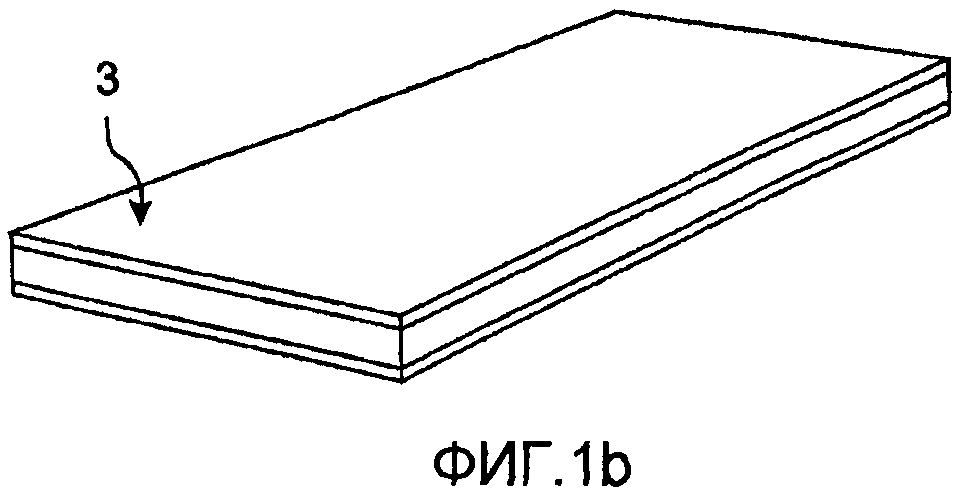
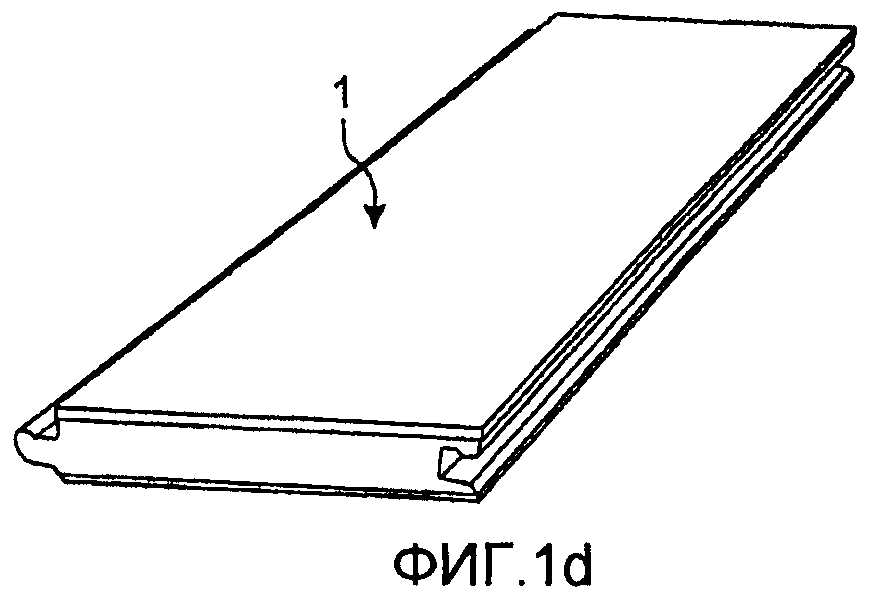
Настилы из ламината и многие другие настилы с поверхностным слоем из пластика, древесины, шпона, пробки и т.п. производят несколькими технологическими операциями. Как показано на фиг.1a-1d, отдельными операциями изготавливают поверхностный слой и балансирующий слой, которые затем соединяют с материалом сердцевины, например, приклеивая заранее изготовленный декоративный слой и балансирующий слой к ДВП. Такой производственный процесс применяется, когда панель настила имеет поверхность из декоративного ламината высокого давления (ЛВД), который изготавливают отдельной операцией, где множество листов бумаги, пропитанной термореактивной смолой, например меламином и/или фенолом, спрессовывают под высоким давлением и при высокой температуре.
Однако в настоящее время наиболее распространенным способом изготовления настила из ламината является способ ламинирования прямым прессованием (ЛПП), где и производство декоративного слоя ламината и крепление к ДВП осуществляются одной и той же технологической операцией. Один или более листов бумаги, пропитанной термореактивной смолой, такой как меламин или подобные типы смол, наносят непосредственно на доску и спрессовывают их под давлением и при высокой температуре, без какого-либо склеивания.
На фиг.1a-1d показано, как производится настил из ламината по известной технологии. Как правило, вышеописанными способами производят элемент (3 на фиг.1с) настила в виде большой ламинированной доски, которую затем распиливают на несколько отдельных панелей (2 на фиг.1с) настила, из которых затем механической обработкой изготавливают доски (1 на фиг.1d) настила. Кромки панелей настила подвергают индивидуальной механической обработке, получая доски настила с механическими замковыми системами на кромках. Обработка кромок производится на сложных фрезерных станках, где панель настила точно позиционируется между одной или более цепью и лентой или подобным элементом для перемещения с высокой скоростью и с большой точностью мимо нескольких фрезерующих головок, снабженных алмазными или металлическими фрезами, обрабатывающими кромку панели настила. Используя несколько фрезерных головок, можно формировать сложный профиль со скоростью более 100 м/мин и с точностью ±0,02 мм.
Верхние кромки досок настила в большинстве случаев очень остры и перпендикулярны поверхности пола и проходят в той же плоскости, что и поверхность пола.
Недавно были разработаны настилы из ламината с декоративными канавками или фасками на кромках, которые выглядят как реальный зазор или фаска между сплошными деревянными элементами настила, такими как планки или паркет.
Известно, что такие кромки можно изготовить несколькими способами.
В последние годы все большее распространение получают полы из ламината, являющиеся имитацией камня, плитки и пр. Известно, что способ, который используется для изготовления декоративных кромок таких настилов, можно применять и для изготовления участков кромок, которые выглядят как зазоры в настилах из цельной древесины. Это показано на фиг.2а и 2b. Исходным материалом является декоративная бумага с напечатанным участком кромки, пропитанная меламиновой смолой. При такой операции происходит неконтролируемое разбухание. При последующем ламинировании декоративную пропитанную бумагу помещают на сердцевину и осуществляют ламинирование с помощью рельефной металлической пластины, которая формирует углубление 20 в тех частях элемента 3 настила, на которых нужно сформировать участок кромки. Это показано на фиг.20а. В результате получается элемент 1, 1' пола, на лицевой стороне которого имеется вдавленный или тисненый рисунок, соответствующий желаемым участкам кромок между досками настила, как показано на фиг.2b.
При таком способе изготовления возникает ряд проблем, которые прежде всего связаны с трудностями позиционирования декоративной бумаги и металлических пластин при ламинировании и с трудностями позиционирования элемента настила и панелей настила при последующем распиливании и при обработке кромок. В результате получается панель пола с участками кромок, в структуре и дизайне которых имеются существенные и нежелательные отклонения, как показано на фиг.2b. Другая проблема заключается в том, что при таком способе можно наносить текстуры глубиной менее 0,2 мм, которые невозможно сделать глубже, чем толщина поверхностного слоя. Другим недостатком является то, что, хотя кромка и находится ниже поверхности настила, она остра и параллельна поверхности. Были проанализированы и оценены возможности использования такой традиционной технологии и для производства прессованных участков кромок в панелях ЛПП в виде, например, скоса или сложной криволинейной формы. Некоторые выводы описаны ниже и показаны на фиг.2е.
Можно использовать декоративную бумагу, имеющую лишь рисунок древесины, и это дает преимущество, поскольку можно избежать проблемы, связанной с позиционированием прессующей пластины и участка напечатанной декоративной кромки. Этот способ, однако, обладает несколькими недостатками. Очень трудно сформировать кромку с глубиной ED более 0,2 мм, что относится к тому же порядку величины, что и толщина ST поверхности. Максимальный угол AN, который может быть достигнут, составляет менее 10°. Производительность будет недостаточной, поскольку время цикла прессования и давление прессования следует увеличить. Увеличенные углы и более глубокое тиснение повышают риск разрыва бумаги во время производства. Кроме того, элемент настила с углублениями будет очень трудно позиционировать для последующего распиливания и фрезерования. Возникнут существенные нежелательные отклонения в ширине EW1, EW2 кромок величиной 0,3-0,5 мм. Соседние кромки и углубления 20, 20', которые должны находиться в контакте друг с другом, будут располагаться не на одинаковой высоте. Кроме того, поверхностный слой ламината будет спрессован, особенно прозрачный наложенный износостойкий слой 33, который расположен над декоративной бумагой с напечатанным рисунком. Все эти проблемы усугубляются, если традиционную ширину доски настила, равную 200 мм, уменьшить до 150 мм, или 120 мм, или до менее 100 мм, поскольку количество углублений возрастает. Для большинства задач это потребует повышения давления с 300 Н/см2 до 600 Н/см2 или даже 800 Н/см2. Потребуются существенные инвестиции в новое и более дорогое прессовальное оборудование и рельефные металлические пластины, особенно если нужно производить доски настила разной ширины или длины.
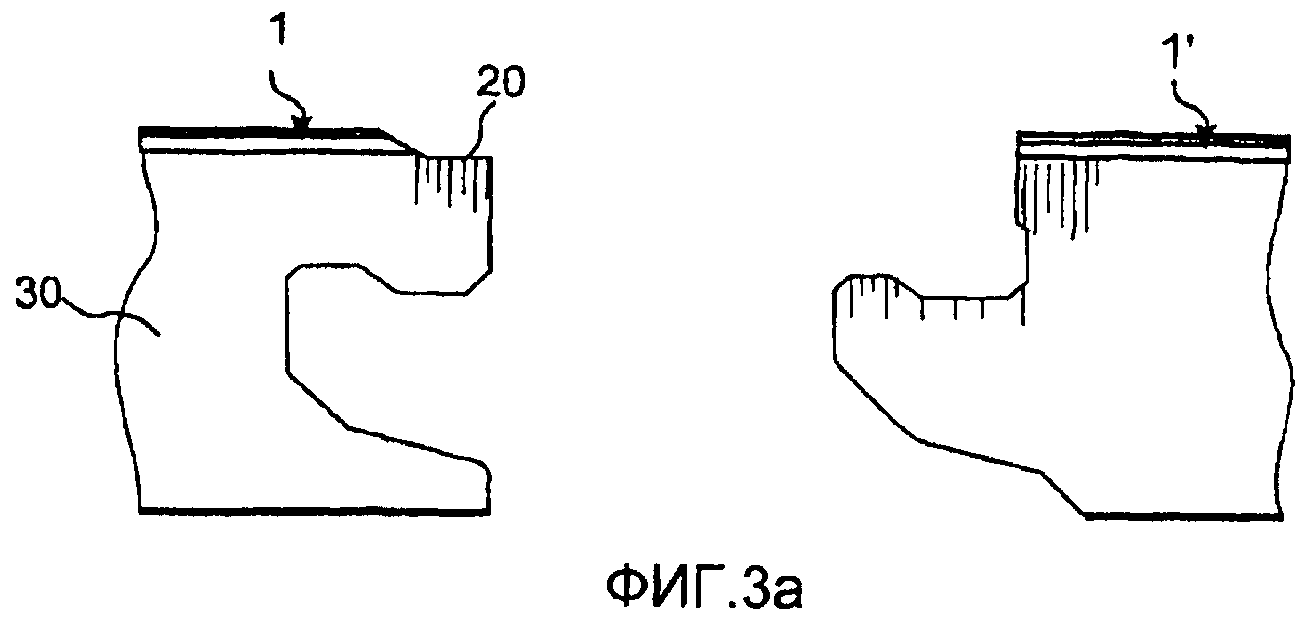
На фиг.2с и 2d показан другой способ. Участок декоративной кромки может быть выполнен при обработке кромок панели 1, 1' настила. Затем может производиться ламинирование и распилка элемента 3 настила без каких-либо особых требований к выравниванию, и проблемы разбухания не возникает. Декоративный и тисненый участок кромки может быть образован частью декоративного поверхностного слоя, удаленного так, чтобы стал видимым усиливающий слой ламината (фиг.2d). Альтернативно можно использовать саму сердцевину 30 для создания декоративного тисненого участка кромки. Это показано на фиг.3а. С участков, которые должны образовать участок 20 декоративной тисненой кромки, поверхностный слой снят и сердцевина 30 обнажена. Декоративную канавку можно выполнить только на одной кромке, как показано на фиг.3а. Главным недостатком является невозможность создания рисунка и структуры, совпадающих с поверхностным слоем. Следовательно, невозможно сформировать участок кромки, который выглядит как фаска в поверхностном слое из сплошной древесины.
Наиболее распространенный способ показан на фиг.3b. Часть участка кромки доски 1, 1' настила выполнена в виде скоса 20, который затем на отдельной операции закрывают отдельным материалом, например пленкой, пластиковой полосой, или ему можно придать цвет, нанести рисунок и пр. Такие дополнительные материалы усложняют и удорожают процесс, и выполнить участок кромки с таким же рисунком и структурой, что и поверхность настила, невозможно. Такой участок кромки имеет значительно меньшее сопротивление истиранию и худшее сопротивление воздействию влаги, чем поверхность пола. Этот способ производства является довольно медленным и требует нескольких наносящих устройств, чтобы скорость соответствовала скорости современных линий, производящих настил из ламината.
Другой способ показан на фиг.3с. Участок 20 кромки сформирован из отдельного материала, который вставлен или экструдирован в канавку. Этот способ обладает теми же недостатками, что и описанный выше.
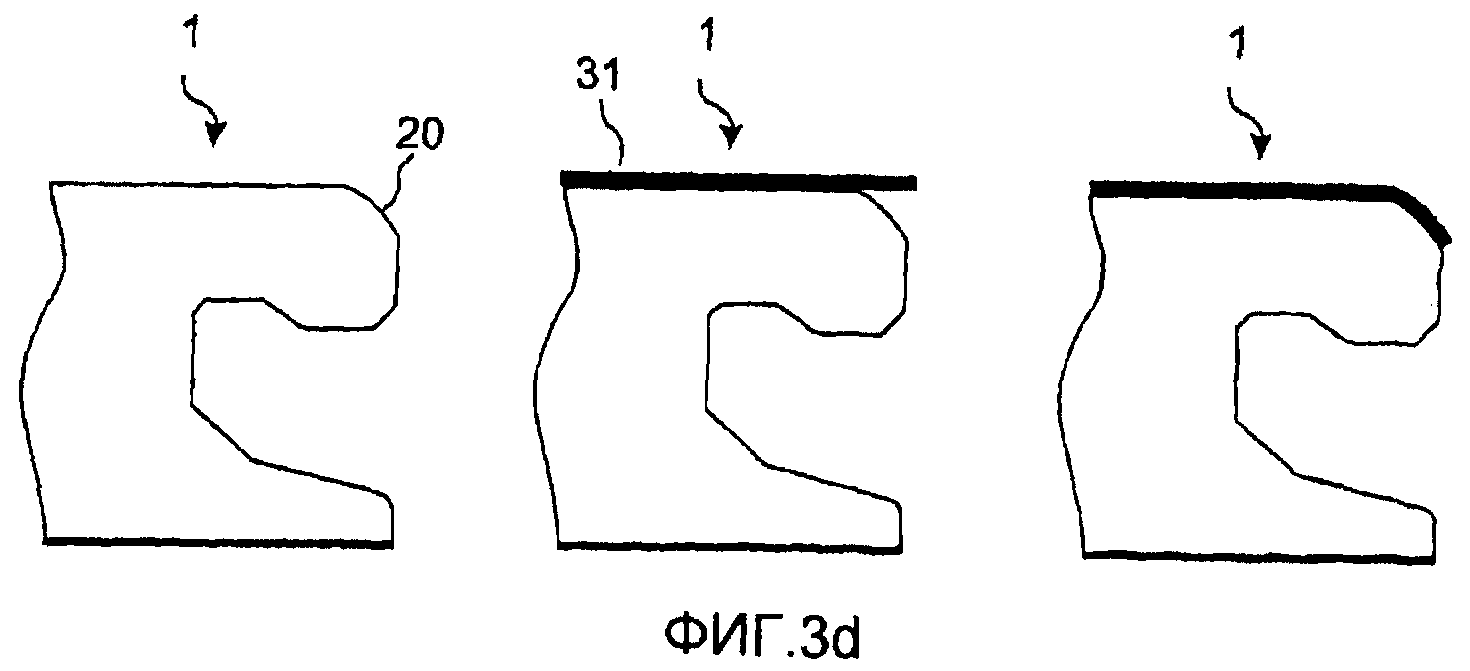
На фиг.3d показано, что хорошо известным способом постформирования, применяемым для деталей мебели, можно производить скругленные участки 20 кромки. Постфорированная ламинирующая поверхность 31 из ЛВД, которая является столь гибкой, что может формироваться после изготовления ламинированного листа, может приклеиваться к уже обработанной доске 1 настила. На втором шаге кромку можно нагреть и ламинат изогнуть и приклеить вокруг участка кромки. Такой способ был бы очень сложен и дорог, поскольку нужно ламинировать отдельные панели настила, и для настилов из ламината он не применяется. В теории, конечно, можно использовать технологию ЛПП и осуществлять прямое прессование декоративной бумаги и поверхностного слоя на панели настила с криволинейными участками кромок. Даже в этом случае в пресс придется подавать отдельные панели настила индивидуально, что приведет к резкому снижению производительности.
Принципы настоящего изобретения относятся к участкам кромок строительных панелей и направлены на преодоление одного или более ограничений и недостатков предшествующего уровня техники.
Эти и другие задачи настоящего изобретения достигаются досками настила и способами их производства, обладающими признаками, приведенными в независимых пунктах формулы. Зависимые пункты определяют особенно предпочтительные варианты настоящего изобретения.
Главной задачей настоящего изобретения является создание строительных панелей, особенно досок настила, с криволинейными участками кромок, выполненными за одно с поверхностным слоем, которые можно производить более эффективно, чем изделия, имеющиеся в настоящее время на рынке.
Дополнительной задачей настоящего изобретения является создание таких панелей с участками кромок, которые имеют улучшенный дизайн и стойкость к истиранию.
Для достижения указанных задач согласно первому принципу настоящего изобретения предлагается доска настила с замковой системой, сердечником на основе древесного волокна и поверхностным слоем, расположенным на верхней стороне сердцевины. Внешние плоские части поверхностного слоя образуют поверхность настила и горизонтальную плоскость. Плоскость, перпендикулярная горизонтальной плоскости и проходящая у кромки поверхностного слоя, образует вертикальную плоскость. Доска настила имеет участок кромки с поверхностью кромки, которая расположена ниже горизонтальной плоскости. Поверхность кромки у вертикальной плоскости расположена на расстоянии от горизонтальной плоскости, которое образует глубину кромки и которое превышает толщину поверхностного слоя.
Поверхность настила и поверхность кромки выполнены как одно целое из одного материала. Часть сердцевины на участке кромки под поверхностью кромки, примыкающей к вертикальной плоскости и находящейся на вертикальном расстоянии от поверхности кромки, имеет более высокую плотность, чем та часть сердцевины, которая находится под поверхностью настила рядом с участком кромки и на том же вертикальном расстоянии от поверхности настила.
Криволинейный участок кромки может быть сформирован только на одной кромке, на двух противоположных кромках или на двух парах противоположных кромок. Альтернативно участок кромки может быть сформирован в панелях, имеющих более 4-х кромок.
Наиболее эффективным является производство, где панели имеют криволинейные кромки по первому принципу настоящего изобретения на двух противоположных, предпочтительно длинных кромках, если доски настила являются прямоугольными. Короткие кромки могут быть традиционно прямыми. Короткие кромки также могут иметь по меньшей мере один участок, расположенный ниже поверхности и сформированный любым другим способом, например описанным выше и показанным на фиг.2а-2е, 3a-3d, 6a-6b или 8.
Доски настила с деревянной поверхностью часто имеют скошенные или криволинейные кромки, которые на длинных кромках отличаются по форме и структуре поверхности от коротких кромок. Главной причиной этому является разная ориентация волокон на длинных и на коротких кромках. Кроме того, для их получения применяются различные производственные способы, которые создают разный внешний вид. Было обнаружено, что многослойные доски настила можно производить более эффективно и с дизайном, очень близким к древесине, если поверхность длинных кромок делать отличной от поверхности коротких кромок.
Согласно второму принципу настоящего изобретения предлагается прямоугольная доска настила, содержащая пары противоположных длинных и коротких кромок, механическую замковую систему на по меньшей мере одной паре кромок, сердцевину на основе древесного волокна и ламинированный поверхностный слой, расположенный на верхней стороне сердцевины. Внешние плоские части поверхностного слоя образуют поверхность настила и горизонтальную плоскость. Доски настила на длинных кромках и по меньшей мере на одной из коротких кромок имеют участки с поверхностями, которые расположены ниже этой горизонтальной плоскости. Участок длинной кромки содержит материал, отличающийся от материала короткой кромки.
Согласно одному предпочтительному варианту этого второго принципа доска настила имеет одну пару длинных кромок с участком по первому принципу. На одной короткой кромке доска настила имеет участок, с которого поверхностный слой ламината удален, и сердечник на основе древесного волокна, например, ДВПВП покрашен или пропитан, например, химикатом на основе масла.
Согласно третьему принципу настоящего изобретения предлагается способ изготовления доски настила с замковой системой, сердцевиной на основе древесного волокна и поверхностным слоем, расположенным на верхней поверхности сердцевины. Внешние плоские части поверхностного слоя образуют поверхность настила и горизонтальную плоскость. Доска настила имеет участок кромки с поверхностью, которая расположена ниже этой горизонтальной плоскости. Способ содержит этапы, при которых:
- наносят поверхностный слой на сердцевину для формирования элемента настила;
- разрезают элемент настила на панели настила;
- прилагают давление к поверхности на участке кромки панели настила так, что сердцевина под поверхностным слоем прессуется и поверхностный слой постоянно изгибается к тыльной стороне.
Согласно второму аспекту второго принципа настоящего изобретения предлагается способ изготовления строительной панели с сердцевиной на основе древесного волокна и поверхностным слоем, расположенным на верхней стороне сердцевины. Внешние плоские части поверхностного слоя образуют поверхность панели и горизонтальную плоскость. Панель имеет участок кромки с поверхностью, которая расположена ниже этой горизонтальной плоскости. Способ содержит этапы, при которых:
- наносят поверхностный слой на сердцевину для формирования строительного элемента;
- разрезают строительный элемент на строительные панели;
- прилагают давление к поверхности на участке кромки строительной панели так, что сердцевина под поверхностным слоем прессуется и поверхностный слой постоянно изгибается к тыльной стороне.
Настоящее изобретение может использоваться для получения изогнутых или скошенных участков кромок в панелях разной ширины, особенно в узких панелях, а также в очень толстых (12-16 мм) и тонких (3-5 мм) панелях ламината, как описано во введении. Такие тонкие и толстые панели в настоящее время не производятся. Производственное оборудование и способ по настоящему изобретению гораздо проще в регулировке под панели разных размеров и толщины, чем традиционные технологии прессования и постформирования.
Сущность изобретения поясняется на чертежах, на которых представлено:
Фиг.1a-d - иллюстрация различных этапов по производству доски настила согласно известной технологии.
Фиг.2а-е - иллюстрация способов формирования участков кромок согласно известной технологии.
Фиг.3a-d - примеры разных способов изготовления участков кромок по прототипу.
Фиг.4a-d - формирование участка кромки прессованием по настоящему изобретению.
Фиг.5а-с - различные свойства выпуклого криволинейного участка кромки по настоящему изобретению.
Фиг.6a, b - альтернативные способы формирования по вариантам настоящего изобретения.
Фиг.7 - профиль расшивки по настоящему изобретению.
Фиг.8 - участок кромки с криволинейной поверхностью кромки.
Фиг.9 - доска настила с поверхностями кромок на длинной и на короткой сторонах, содержащими разные материалы.
На фиг.4а-с показаны четыре этапа изготовления досок настила по одному варианту настоящего изобретения. На фиг.4а показаны две противоположные кромки двух по существу одинаковых панелей 2, 2' настила, предназначенных для соединения друг с другом механической замковой системой. Доски настила имеют поверхностный слой 31, например, из ламината высокой плотности, ламината прямого прессования или древесного шпона, сердцевину 30 из ДВПВП и балансирующий слой 32. Как показано на фиг.4b, на верхней стороне кромки формируют краевую канавку 16, 16' и часть поверхностного слоя 31 удаляют. Это можно делать отдельной операцией или во время распиливания элемента 3 настила на панели 2 настила. Если поверхностным слоем является ламинат, по меньшей мере часть краевой канавки 16, 16' и поверхностный слой 31 рядом с краевой канавкой 16, 16' предпочтительно нагревают соответствующим нагревательным устройством Н, например нагревательным соплом, которое выдувает равномерный поток горячего воздуха, инфракрасным излучением, микроволнами, высокой частотой, контактным нагревом, лазером или другим известным способом. Температура должна превышать 100°С. Предпочтительной температурой является 150-200°С. Во многих случаях наилучшие результаты дает температура около 170°С. Для поверхностного слоя 31 можно использовать ламинат нормального качества, не обладающий особой способностью к постформированию. Однако эффективность производства могут повысить модификации термореактивных смол, аналогичные модификациям, которые применяются в ламинатах, способных к постформированию. Если поверхностным слоем является шпон дерева, нагревание предпочтительно не требуется. Панель настила предпочтительно имеет базовую поверхность 17, 17', которую можно использовать для правильного позиционирования панели настила во время формирования участков кромки и замковой системы. Как показано на фиг.4 с, участок 20, 20' кромки затем подвергают прессованию прессующим инструментом ТО, который предпочтительно нагрет до такой же температуры, как описано выше. Прессующим элементом может быть колесо и/или прессующий башмак или подобное устройство, имеющее профиль, который предпочтительно соответствует требуемому профилю кромки. Для формирования участка кромки можно использовать несколько инструментов, применяемых в несколько этапов, например на одной длинной кромке, на обеих длинных кромках или на короткой, а затем на длинной кромке. Разумеется, короткие кромки можно формировать перед длинными, и на одном и том же оборудовании можно обрабатывать несколько досок настила. Колеса могут иметь разную конструкцию и поэтому позволяют формировать тисненый участок кромки. Такой участок кромки также может иметь случайную или синхронизированную структуру. Прессование кромок может быть непрерывной операцией, при которой доску настила, например, перемещают относительно фиксированного инструмента. Разумеется, доска может быть неподвижной, а инструмент может перемещаться относительно доски. Возможны и другие альтернативы. Кромку также можно формировать традиционной операцией прессования. Такой способ особенно полезен для коротких кромок и позволяет точно формировать угловые секции. При сжатии волокна сердцевины будут постоянно сжаты, ориентация волокон в большинстве случаев изменится, и плотность на участке 20 кромки возрастет. Если поверхностным слоем является ламинат, по существу в большинстве случаев сильного сжатия ламината не произойдет. В некоторых материалах сердцевины может оказаться трудно определить изменение ориентации волокон. Однако увеличившуюся плотность можно измерить с большой точностью. Участок 20 кромки будет значительно прочнее, чем традиционные скошенные кромки в ламинате настила. Стойкость к истиранию будет аналогична поверхности настила, и видимые участки кромки будут иметь такой же дизайн и структуру, что и поверхность настила. Верхние части сердцевины 30 под поверхностным слоем 31, который в настилах из ЛПП пропитан меламином, а в настилах из ЛВД - клеем, поддерживают поверхностный слой 31 ламината во время изгибания и увеличивают гибкость слоя ламината. Преимущество заключается в том, что можно использовать термореактивный декоративный ламинат обычного качества, который является довольно ломким. Для такого формирования прессованием с постоянным сжатием по настоящему изобретению особенно подходит ДВПВП, поскольку структура волокон и связующие, которые применяются в ДВПВП, идеально подходят для этой задачи.
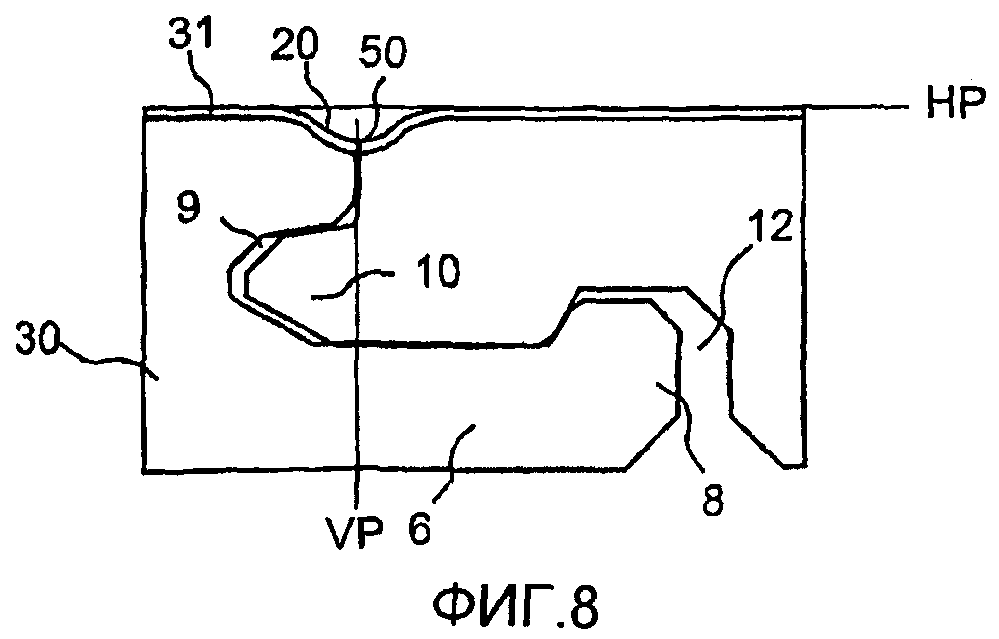
Как показано на фиг.4d, можно легко сформировать и позиционировать с высокой точностью относительно спрессованного участка 20, 20' кромки механическую замковую систему с язычком 10 и канавкой 9 для вертикального запирания и полосой 6 с запирающим элементом 8 и запирающей канавкой 12 для горизонтального запирания. В этом варианте формирование прессованием участка 20, 20' кромки выполняется на панели 2 настила, из которой затем получают доску 1 настила. Преимущество заключается в том, что формирование механической запирающей системы можно производить с высокой точностью и формирование прессованием не меняет размеры профиля, которым в этом варианте в основном является язычок 10 и канавка 9. Тестовое производство показало, что можно получить допуски 0,1 мм и менее, что является значительно лучше того, что можно получить известными технологиями. Разумеется, можно формировать участки 20, 20' на доске настила после обработки кромок, но это более сложно, и возможности прессования в этом случае более ограничены. В большинстве случаев потребуется дополнительная машинная обработка для формирования внешней верхней кромки.
На фиг.5а показано сечение кромки панели по настоящему изобретению. В этом предпочтительном варианте панель 1 настила имеет поверхностный слой 31 из ЛПП с толщиной поверхности ST и внешнюю кромку 51. Верхняя плоская часть поверхностного слоя 31 образует горизонтальную плоскость HP и поверхность 33 настила. Плоскость, перпендикулярная горизонтальной плоскости и расположенная у внешней кромки 51, образует вертикальную плоскость VP. Выпуклый криволинейный участок 20 кромки, который расположен ниже горизонтальной плоскости HP и проходящий до вертикальной плоскости VP, имеет ширину EW кромки, измеренную параллельно горизонтальной плоскости HP, и поверхность 50 кромки. Участок 20 кромки считается криволинейно выпуклым, если по меньшей мере его некоторые части являются выпуклыми, а остальные части являются прямыми, как показано на фиг.5а. Участок 20 кромки имеет глубину ED кромки, измеренную вертикально от горизонтальной плоскости HP, которая равна расстоянию SD от горизонтальной плоскости HP до внешней кромки 51 в вертикальной плоскости VP. Как показано на фиг.5а, волокна в участке 20 кромки были спрессованы, и ориентация волокон изменилась так, что волокна изогнулись в том же направлении, что и поверхность 50 участка 20 кромки. Касательная TL1 к криволинейному участку 20 кромки, проведенная у вертикальной плоскости, имеет больший угол АН2 к горизонтальной плоскости, чем касательная TL2, проведенная на некотором расстоянии от вертикальной плоскости, например на расстоянии, равном 0,5*EW. Настоящее изобретение позволяет формировать участки кромок, где касательные TL образуют угол более 10°. Можно даже получить участки кромки, где углы AN превышают 15, 20, 30 или даже 45°.
Получению участка 20 кромки по настоящему изобретению благоприятствуют несколько соотношений.
- Глубина ED кромки предпочтительно больше, чем толщина ST поверхностного слоя. В наиболее предпочтительном варианте глубина ED кромки должна быть в 2 или даже в 3 раза больше толщины ST поверхностного слоя. Такой способ позволяет формировать участок 20 кромки с глубиной ED, в 10 раз превышающей толщину ST поверхностного слоя.
- Ширина EW кромки предпочтительно должна быть больше глубины ED кромки. В наиболее предпочтительном варианте ширина EW кромки должна быть в 2 раза больше глубины ED кромки.
- Глубина ED кромки предпочтительно должна быть больше в 0,1 раза толщины Т доски настила.
- Толщина ST поверхностного слоя 31 должна составлять - 0,1-0,01 от толщины Т доски настила.
- Касательная TL к участку кромки, расположенная у вертикальной плоскости VP, должна иметь угол к горизонтальной плоскости, превышающий 10°.
Эти соотношения можно использовать независимо или в комбинации на одной кромке или, например, на длинной и на короткой кромках. Длинные кромки, например, могут быть выполнены с более закругленными участками кромок, чем короткие кромки. Предпочтительной комбинацией является такая, где глубина ED кромки больше, чем толщина ST поверхностного слоя и касательная NL к части участка 20 кромки имеет угол, превышающий 10°.
На фиг.5b показан профиль плотностей D в части A-А доски 1 настила, которая не подвергалась прессованию, а на фиг.5с показан профиль плотностей D на участке В-В прессованной кромки той же доски 1 настила. Профиль плотности можно измерить с очень высокой точностью пучком гамма-излучения. Расстояние между точками измерения может составлять всего 0,04 мм. В этом примере поверхностный слой 31 из ламината, имеющий толщину около 0,2 мм, имеет плотность около 1300 кг/м3. Под поверхностным слоем 31 находится участок 52 сердцевины, который при ламинировании прямым прессованием был пропитан меламином и где плотность меняется в пределах около 1200-1000 кг/м3. Под этим участком 52 сердцевины имеется другой участок 53, где плотность немного выше, чем в средней части сердцевины 30. Средняя плотность показана линией AD. Следует подчеркнуть, что прессование материала на основе ДВП всегда приводит к увеличению плотности.
На фиг.4d показан альтернативный способ. Два тестовых образца S1 и S2 с одинаковой толщиной ST брались за кромки, и измерялся их вес. Если вес на миллиметр одинаков, это является хорошим показателем того, что материал не удалялся и кромки были сжаты. Толщина образца может быть, например, 2,44 мм, а длина образца 20 мм вдоль стыка. Образец S1 может иметь ширину SW 3,46 мм, а образец S2 - 3,04 мм. Вес образца S1 составляет 0,167 г, а вес образца S2 - 0,143 г. Образец S1 имеет вес на миллиметр длины 0,167/4,46=0,048 г, а образец S2 - 0,143/3,04=0,047 г. Причина такой небольшой разницы заключается прежде всего в том, что в образце S1 имеется немного больше поверхностного слоя с более высокой плотностью, чем ДВПВП, из-за его криволинейной формы. Подобные тесты на панели, где поверхностный слой был ламинирован на кромку, скругленную машинной обработкой, показали, что образец S1 имеет вес 0,062 г/мм, а образец S2 - 0,071 г/мм. Это является хорошим индикатором того, что материал сердцевины был удален перед прессованием, а не спрессован согласно принципам настоящего изобретения.
На фиг.5с показан профиль плотности в спрессованной части В-В участка 20 кромки. Часть сердцевины 30 в участке кромки, примыкающем к вертикальной плоскости VP и на вертикальном расстоянии SD от поверхностного слоя 31, имеет более высокую плотность D, чем часть сердцевины, которая находится под поверхностью настила, примыкающей к участку 20 кромки и на том же вертикальном расстоянии SD от поверхностного слоя 31. Это, как пояснялось выше, отличается от традиционного постформирования, где участок кромки подвергают машинной обработке и поверхностный слой приклеивают к части сердцевины, которая имеет такую же более низкую плотность.
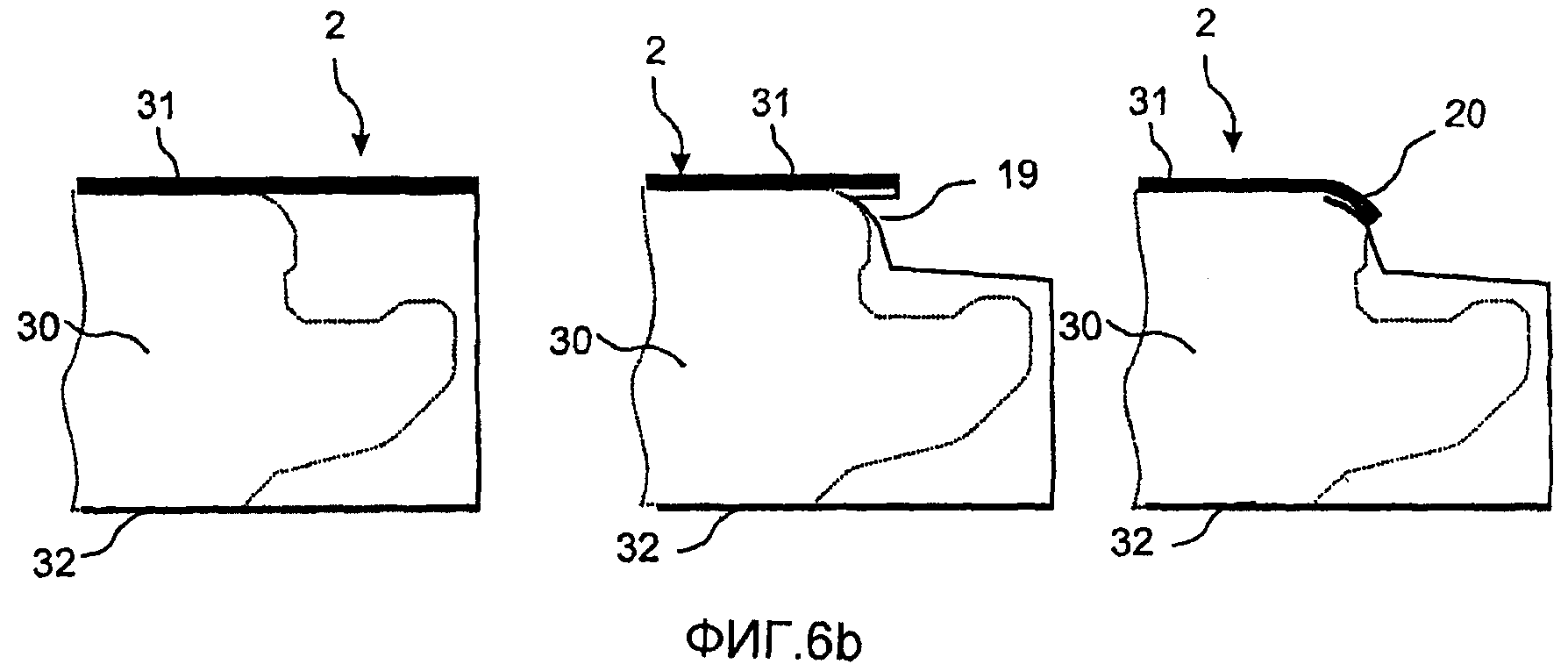
На фиг.6а показан альтернативный способ формирования участка 20 кромки в настиле из ЛПП. Доску 1 настила изготавливают с краевой канавкой 19, расположенной под поверхностным слоем 31. Верхняя часть краевой канавки 19 состоит из поверхностного слоя 31 и части сердцевины 30. Эта верхняя часть краевой канавки 19 загнута к нижней части краевой канавки 19, и обе части спрессованы и склеены друг с другом. На фиг.6b показано, что такой способ может использоваться для формирования участка кромки панели настила, которую затем подвергают машинной обработке для получения доски настила. Оба этих способа более сложны, чем формирование прессованием, поскольку требуют клея и отдельной операции машинной обработки. Этот способ частично можно объединить с прессованием и сердцевину можно прессовать во время склеивания.
На фиг.7 показан профиль расшивки 4 со сформированными прессованием участками 20, 20' кромок по настоящему изобретению.
На фиг.8 показана доска настила с участками 20 на противоположных кромках, которые искривлены и где внешние примыкающие части поверхностей 50 кромок по существу параллельны горизонтальной плоскости HP.
На фиг.9 показана доска настила, где поверхность участка 20 кромки на длинных кромках 4а, 4b содержит материал, отличающийся от материала поверхности кромки участка 20' одной из коротких кромок 5а. Длинные кромки могут быть предпочтительно сформированы способом, показанным на фиг.5а. В этом варианте одна из коротких кромок 5а имеет участок 20' в виде декоративной канавки, по существу параллельной горизонтальной плоскости HP, как показано на фиг.3а. Поверхность кромки на длинных кромках является ламинатом, выполненным из пропитанной меламином бумаги, и на одной короткой кромке поверхность является волокнами ДВПВП, которые можно красить. Для улучшения внешнего вида и снижения издержек производства можно использовать разные комбинации, например ламинат/пленка, ламинат/печать, пленка/печать, ламинат/пропитанный ламинат/пленка и т.д. Разумеется, длинные и короткие кромки можно формировать по первому аспекту настоящего изобретения.
Настоящее изобретение особенно подходит для производства настилов из ламината, которые выглядят как цельные половые доски шириной 5-10 см и где прессованные участки кромок формируют только на длинных сторонах. Такие доски настила легко можно выпускать с произвольной длиной, потому что можно производить длинные панели настила, сформированные прессованием, которые после этого подвергают машинной обработке и режут на доски разной длины. Разумеется, можно также формировать обработанный участок на одной короткой кромке. Видимые волокна древесины можно красить. Настоящее изобретение также очень подходит для производства панелей ламината шириной 10-12 см или 12-15 см, где трудно использовать традиционные способы.
Настил, состоящий из таких узких досок, будет иметь много криволинейных участков 20 кромок, и для получения конкурентоспособных затрат на производство настилов, которые дешевле настилов из цельной древесины, нужно использовать только экономически очень эффективные методы, такие как формирование прессованием.
Формирование прессованием очень эффективно и вполне отвечает требованиям к скорости современных производственных линий.
Способ прессования сердцевины с поверхностным слоем ламинированного элемента настила, панели настила или доски настила или подобного строительного элемента в виде панели по настоящему изобретению можно использовать для формирования тисненых участков на других частях, а не только на кромках.
Реферат
Изобретение относится к области строительства, в частности к строительной панели с прессованными кромками. Технический результат заключается в эффективности производства, улучшении дизайна и стойкости к истиранию. Доска настила с замковой системой содержит сердцевину на основе древесного волокна и поверхностный слой. Поверхностный слой расположен на верхней стороне сердцевины. Верхние плоские части поверхностного слоя образуют поверхность настила и горизонтальную плоскость. Плоскость, перпендикулярная горизонтальной плоскости и проходящая у внешней кромки поверхностного слоя, образует вертикальную плоскость. Доска настила имеет участок кромки с поверхностью, расположенной ниже горизонтальной плоскости. Поверхность кромки у вертикальной плоскости расположена на расстоянии от горизонтальной плоскости, которое образует глубину кромки и превышает толщину поверхностного слоя. Поверхность настила и поверхность кромки выполнены как одно целое из одного материала. Часть сердцевины на участке кромки под поверхностью кромки, примыкающей к вертикальной плоскости и находящейся на вертикальном расстоянии от поверхности кромки, имеет плотность более высокую, чем плотность части сердцевины, расположенной под поверхностью настила, примыкающей к участку кромки на таком же вертикальном расстоянии от поверхности пола. 4 н. и 28 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Система соединения (варианты) и половая доска (варианты)
Комментарии