Способ изготовления многослойного изделия и панель пола - RU2608416C2
Код документа: RU2608416C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Описание в целом относится к области нанесения покрытия на панели, например строительные панели. Более конкретно, описание относится к способу нанесения покрытия на панели пола и к панелям пола, производимым посредством способа.
Настоящее изобретение особенно подходит для использования с плавающими полами, которые образуются из панелей пола с сердцевиной из древесного волокна и тонкой декоративной износостойкой поверхностью. Следовательно, последующее описание предшествующего уровня техники, проблем известных систем и целей и особенностей изобретения, в качестве неограничивающего примера, будет направлено, помимо всего прочего, на эту область применения и, в частности, на настилы, которые подобны традиционным многослойным настилам, основанным на древесном волокне.
Следует отметить, что изобретение также может быть использовано в других применениях, таких как, например, стеновые панели, потолки и компоненты мебели, и тому подобное.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
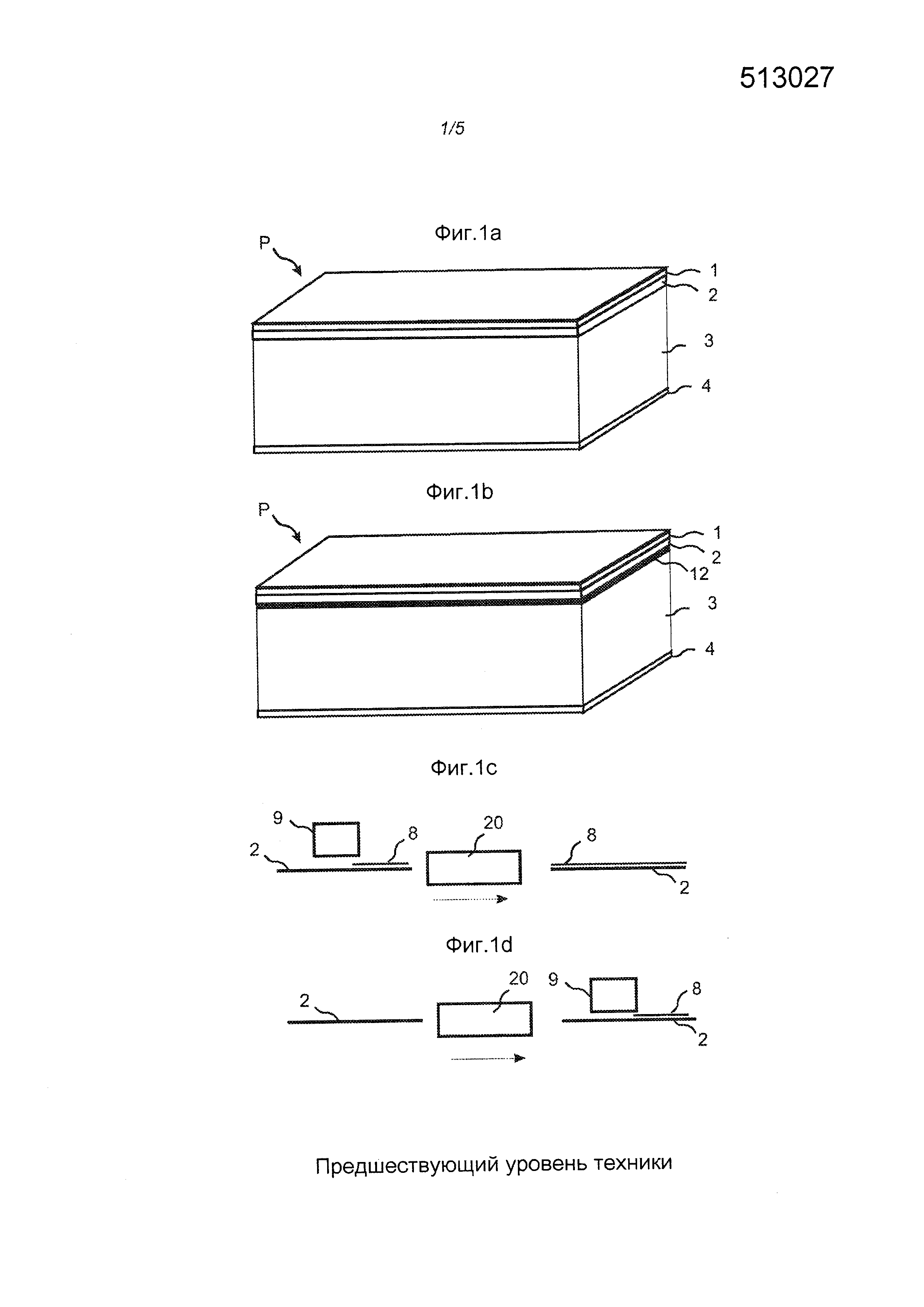
Традиционные многослойные панели P, предназначенные для использования, например, для настила, стеновых панелей или компонентов мебели, изготавливаются посредством следующих этапов, как показано на Фиг. 1a:
- нанесения пропитанной меламиноформальдегидной смолой крафт-бумаги в качестве балансирующего слоя 4 на одну сторону сердцевины 3 основанного на древесном волокне материала;
- нанесения пропитанной меламиноформальдегидной смолой бумаги 2 с напечатанным декором на другую сторону сердцевины 3;
- нанесения пропитанной меламиноформальдегидной смолой прозрачной наружной бумаги 1 с износостойкими частицами, например, оксидом алюминия, на декорированную бумагу; и
- вулканизации смол посредством приложения нагрева и сдавливания в прессе непрерывного или прерывистого действия для получения многослойного продукта.
Обычными параметрами пресса являются давление 40 бар и температура 160-200°C с временем сдавливания 12-30 сек. Придавливание верхней поверхности обычно выполняется к тисненой пластине пресса, которая создает структуру поверхности панели. Декорированная бумага, которая перед пропитыванием имеет вес 60-80 г/м2, содержит обычно около 50% по весу меламиноформальдегидных термореактивных смол. Содержание смолы в наружном слое может быть даже еще большим.
Также известно, что непропитанная декорированная бумага может быть использована для уменьшения затрат на пропитывание и увеличения срока ранения бумаги с напечатанным декором, поскольку пропитанная бумага имеет максимальный срок хранения 6-12 месяцев. Другими недостатками, относящимися к пропитанным декоративным бумагам, являются то, что бумага должна храниться на складе с управлением климатом для исключения слипания, то, что должно быть пропитано минимальное количество в 3 тонны, чтобы получить низкие производственные затраты, и то, что декоративная бумага скручивается и сжимается во время пропитывания и это создает проблемы, когда напечатанный узор должен быть приспособлен к размеру панели или к узору тиснения пластин пресса.
В качестве альтернативы наружному слою бумаги, известно нанесение меламиноформальдегидной смолы и износостойких частиц сверху декорированной бумаги в жидкой форме, которая впоследствии высушивается перед сдавливанием, или в форме сухого порошка, смешанного, например, с древесными волокнами, такой защитный слой называется "жидким наружным слоем" или "порошковым наружным слоем".
К тому же известно нанесение непропитанной декорированной бумаги непосредственно на панель и затем добавление смолы во влажной жидкой форме за несколько этапов на панель и на декорированную бумагу с промежуточными зонами просушивания для удаления воды из смолы. Пропитывание производится наряду с операцией сдавливания.
Также известно, как показано на Фиг. 1b, что пропитанная сердцевинная бумага может быть нанесена в качестве подслоя 12 под декоративную непропитанную бумагу и что смолы из сердцевинной бумаги могут проникнуть в декоративную бумагу во время сдавливания. Этот способ изготовления является сложным и экономически неэффективным.
В традиционных многослойных настилах используется декоративная бумага, которая получает отпечаток перед пропитыванием. Даже когда могут быть использованы непропитанные бумаги, такие бумаги получают отпечаток на отдельных операциях печати и после этого наносятся на сердцевину перед сдавливанием. Такое нанесение отпечатка дает недостаток, заключающийся в том, что декоративная бумага должна быть точно позиционировано для совпадения с тисненой поверхностью пластины пресса или с размером обрабатываемой панели пола.
На Фиг. 1c, d показано, что для создания декора может быть использована технология цифровой печати, основанная на бесконтактном процессе, при котором цифровое печатающее устройств 9, содержащее печатающую головку, обычно так называемую пьезоголовку, выстреливает маленькие капли чернил, содержащих цветовую субстанцию, на подложку 2. Большим преимуществом является гибкость производства, которая позволяет экономично выпускать небольшие производственные объемы.
Цифровая печать 8 обычно наносится на бумагу 2, которая уже покрыта основным слоем, содержащим основной цвет, или непосредственно на панель сердцевины, которая обычно также содержит основной слой. Цифровой отпечаток покрывается прозрачным защитным слоем, который может быть обычным наружным слоем или прозрачным лаком, вулканизированным с помощью ультрафиолета.
Цифровая печать также может быть использована для нанесения отпечатка на наружный слой бумажного листа. Декоративная бумага обеспечивает основное покрытие, и отпечаток на нижней стороне пропитанного наружного слоя обеспечивает дополнительный узор, который требуется для создания рисунка дерева или камня.
На декоративную бумагу 2 или наружный слой может быть нанесен цифровой отпечаток перед пропитыванием 20, как показано на Фиг. 1c, или после пропитывания 20, как показано на Фиг. 1d. Конечным результатом всегда является то, что нанесенный цифровой печатью декор 8 наносится на основанный на бумаге носитель отпечатка 2, который является пропитанным, и после этого наносится на сердцевину 3 как отдельный напечатанный и пропитанный лист.
ОПРЕДЕЛЕНИЯ НЕКОТОРЫХ ТЕРМИНОВ
В последующем тексте, видимая поверхность установленной панели пола называется "передней стороной", тогда как противоположная сторона панели пола, обращенная к черному полу, называется "задней стороной". Под "вверх" понимается к передней стороне и под "вниз" - к задней стороне. Имеющий форму листа материал, который содержит основную часть панели пола, называется "сердцевиной". Под "поверхностным слоем" понимаются все слои, наносимые на сердцевину, ближайшие к передней стороне и покрывающие предпочтительно всю переднюю сторону панели пола. Под "декоративным поверхностным слоем" понимается слой, который в основном предназначен для придания полу его декоративного внешнего вида. "Износостойкий слой" или "защитный слой" относится к слою, который в основном выполнен с возможностью улучшения износостойкости передней стороны. Под "необработанной бумагой" понимается непропитанная бумага, которая не содержит каких-либо термореактивных связующих веществ, или бумага, которая содержит только небольшие количества термореактивных связующих веществ, например менее чем около 20% по весу, и в которую значительная часть смолы, содержащейся в сдавленной бумаге, впрыскивается во время сдавливания со слоя над и/или под бумагой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Общая задача настоящего изобретения заключается в разработке улучшенного способа покрывания панели. Конкретная задача заключается в исключении пропитывания декоративной бумаги и в исключении необходимости точного позиционирования декоративной бумаги на сердцевине перед сдавливанием.
Настоящее изобретение объединяет в себе гибкость процесса и свойства продукта согласно перечислению a-d ниже.
Недостаток всех известных технологий, использующих бумагу с нанесенным отпечатком, заключается в том, что нет способа, который объединял бы в себе максимальные гибкость процесса и свойства продукта с точки зрения a) использования непропитанных или необработанных бумаг, b) увеличения гибкости процесса посредством способности выбора декора в прессовой линии посредством цифрового нанесения декора с помощью струйного печатающего устройства, c) придания структуры поверхности сдавленной панели посредством использования тисненой пластины пресса, которая образует панель во время сдавливания, когда термореактивные смолы вулканизируются, и d) придания продукту сопротивления удару и износу, такого же или лучше, чем в традиционных непосредственных многослойных панелях.
Нанесение печатного декора после позиционирования бумаги на сердцевине увеличивает точность положения декора и позволяет достичь улучшенный рисунок поверхности. Исключение пропитывания бумаги дает экономические преимущества и увеличенную гибкость производства.
Первой особенностью изобретения является способ изготовления многослойного продукта, например строительной панели, предпочтительно панели пола, причем способ содержит этапы:
- нанесения бумаги на одну сторону основанной на древесном волокне сердцевины, например панели из древесноволоконной плиты повышенной плотности,
- создания декора на бумаге посредством процесса нанесения цифрового отпечатка,
- нанесения смолы, предпочтительно меламиноформальдегидной смолы, на бумагу;
- нагрева декора и бумаги со смолой, предпочтительно с использованием инфракрасной лампы; и
- приложения нагрева и сдавливания для вулканизации смолы и посредством этого получения многослойного продукта.
Предпочтительно этап создания декора посредством процесса нанесения цифрового отпечатка осуществляется после нанесения бумаги на сердцевину.
Способ может дополнительно содержать этап нанесения основанного на порошке подслоя на сердцевину и под бумагу. Упомянутый основанный на порошке подслой содержит древесные волокна и порошковую смолу, предпочтительно меламиноформальдегидную смолу.
Основанный на порошке подслой предпочтительно содержит около 50% по весу древесных волокон и около 50% по весу меламиновой смолы (например, Kuaramin 773).
В качестве альтернативы порошковый подслой может предпочтительно содержать около 60-80% по весу древесных волокон и 20-40% по весу меламиновых/карбамидных смол.
Способ может дополнительно содержать этап нанесения влаги на основанный на порошке подслой и после этого приложения нагрева для высушивания основанного на порошке подслоя.
Способ может дополнительно содержать этапы:
- нанесения жидкой смолы, предпочтительно меламиноформальдегидной смолы, на сердцевину; и
- высушивания жидкой смолы, предпочтительно посредством использования инфракрасной лампы, перед нанесением бумаги на сердцевину.
Смола, наносимая на бумагу, может быть в форме порошка или жидкости. Смола в форме порошка может быть включена в смесь, содержащую древесные волокна и упомянутую смолу для образования основанного на порошке наружного слоя.
Способ может дополнительно содержать этап создания декора из порошковой смолы, наносимого на бумагу посредством процесса нанесения цифрового отпечатка. Этот этап может заменить нанесение отпечатка на бумагу.
Вес поверхности порошка на бумаге предпочтительно составляет около 200 г/м2. Способ может дополнительно содержать этап нанесения влаги на смолу в форме порошка.
Способ может дополнительно содержать этап нанесения износостойких частиц, предпочтительно частиц оксида алюминия, на бумагу перед нагревом декора.
Способ может дополнительно содержать этап нанесения дополнительных частиц, таких как субмикронные частицы, основанные на оксидах кремния или алюминия, для улучшения сопротивления истиранию, на бумагу до нагрева декора.
Способ может дополнительно содержать этап нанесения волокон целлюлозы, предпочтительно волокон альфа-целлюлозы, на бумагу перед нагревом декора.
Способ может дополнительно содержать этап нанесения балансирующего слоя на другую сторону сердцевины, перед приложением нагрева и сдавливания, для получения балансирующего слоя.
Балансирующий слой может представлять собой порошковый слой, содержащий древесные волокна и смолу или бумагу.
Вес поверхности бумаги для декора предпочтительно составляет около 60, 70, 80 или 85 г/м2. Могут быть использованы даже еще более тонкие бумаги с весом поверхности около 40-60 г/м2, предпочтительно 40-50 г/м2.
Содержание твердых частиц в смоле предпочтительно лежит в диапазоне около 50±10% по весу, более предпочтительно 50±2% по весу.
Нанесение цифрового отпечатка может представлять собой цифровой бесконтактный процесс, содержащий пьезопечатающую головку, которая наносит капли, основанные на воде. Цветовые пигменты могут быть нанесены на отдельном этапе в сухой форм. Цветовые пигменты связываются посредством капель воды.
Параметры давления могут лежать в диапазоне около 20-60 бар, предпочтительно около 40 бар, и температура лежит в диапазоне около 160-200°C, предпочтительно около 180°C, с временем сдавливания около 12-30 сек.
Как описано в WO2009/124704, также возможно добавлять слой порошковой смеси, содержащей древесный порошок, сухую смолу и возможно другие добавки, под декорированную бумагу для увеличения сопротивления ударам, обеспечения более глубокого тиснения и пропитывания непропитанной декорированной бумаги снизу во время процесса вулканизации в прессе.
Вторая особенность изобретения представляет собой панель пола, изготовленную согласно первой или третьей особенности.
Третья особенность изобретения представляет собой способ изготовления многослойного продукта, например строительной панели, предпочтительно панели пола, причем способ содержит этапы:
- нанесения основанного на порошке подслоя, содержащего древесные волокна и термореактивную смолу, на основанную на древесном волокне сердцевину, например панель из древесноволоконной плиты повышенной плотности,
- нанесения необработанной бумаги на основанный на порошке подслой,
- нанесения защитного основанного на порошке или бумаге наружного слоя, содержащего меламиноформальдегидную смолу и оксид алюминия, на необработанную бумагу;
- приложения нагрева и сдавливания для того, чтобы пропитать необработанную бумагу, для вулканизации смолы и посредством этого получения многослойного продукта.
Способ может дополнительно содержать этап нанесения основанного на порошке балансирующего слоя, содержащего древесные волокна и термореактивную смолу, на заднюю сторону сердцевины.
В одном варианте осуществления наружный слой может представлять собой основанный на порошке наружный слой, и бумажный наружный слой может быть нанесен на основанный на порошке наружный слой.
Четвертая особенность изобретения представляет собой панель пола, содержащую сердцевину, балансирующий слой на задней стороне упомянутой сердцевины, и поверхностный слой на передней стороне упомянутой сердцевины. Поверхностный слой содержит декоративную бумагу, защитную прозрачную бумагу, первый основанный на порошке подслой, расположенный под декоративной бумагой, и второй основанный на порошке подслой, расположенный между декоративной бумагой и защитной прозрачной бумагой. Первый и второй подслои содержат волокна, имеющие среднюю длину, которая меньше, чем средняя длина волокон в декоративной и наружной бумагах.
Балансирующий слой может представлять собой основанный на порошке балансирующий слой, содержащий древесные волокна.
Древесные волокна во всех вариантах осуществления могут быть в форме порошка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1a-1d проиллюстрированы известные многослойные панели пола.
На Фиг. 2a-2d проиллюстрирован первый вариант осуществления изобретения.
На Фиг. 3a-3d проиллюстрирован второй вариант осуществления изобретения.
На Фиг. 4a-4d проиллюстрирован третий вариант осуществления изобретения.
На Фиг. 5a-5c проиллюстрировано образование поверхностного слоя.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Далее описание будет изложено со ссылкой на иллюстративные варианты осуществления.
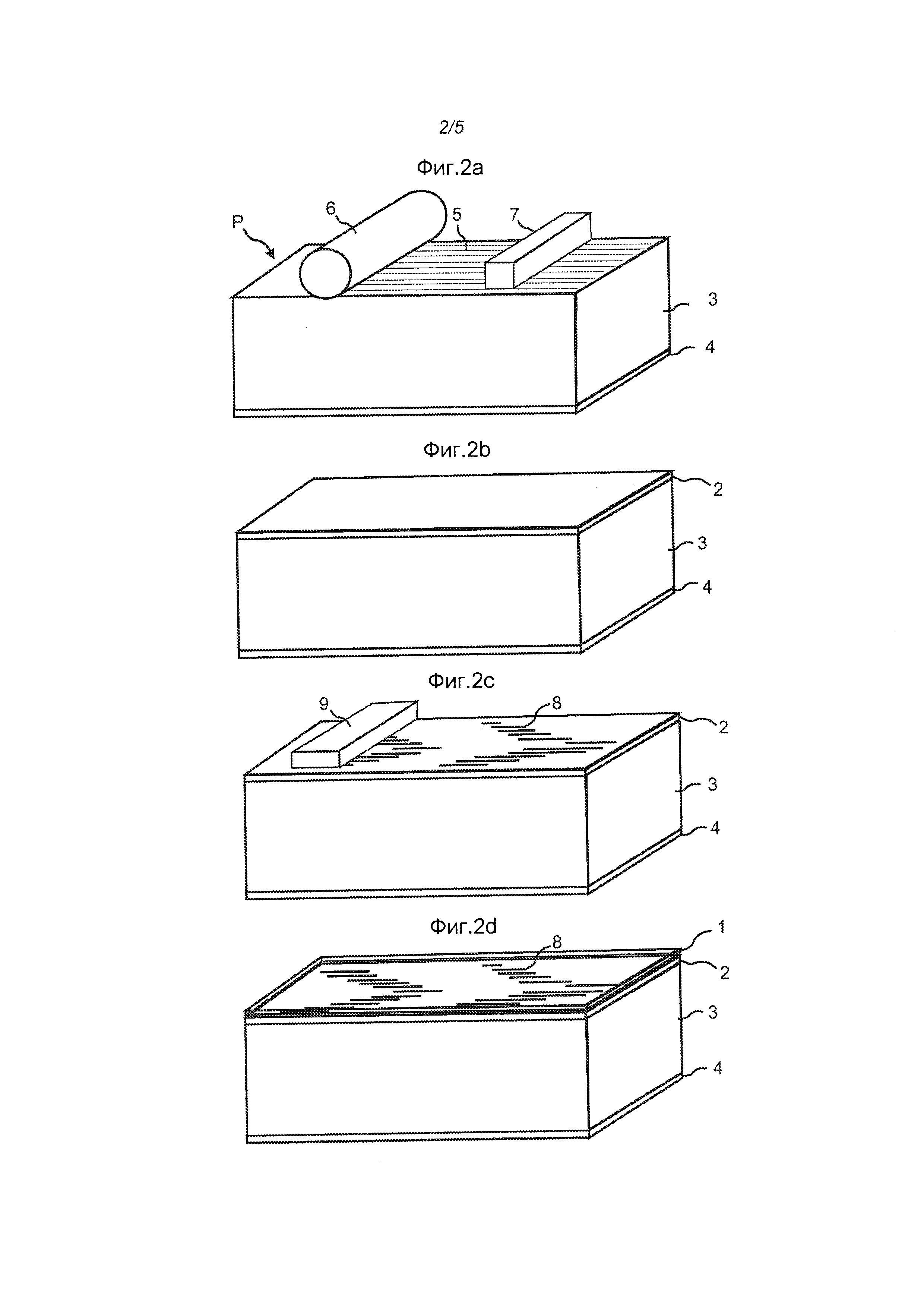
На Фиг. 2a-2d показан первый вариант осуществления изобретения.
На Фиг. 2a показана панель P, содержащая сердцевину 3, предпочтительно сердцевину из древесноволоконной плиты повышенной плотности, и балансирующий слой 4 на задней стороне сердцевины 3. Балансирующий слой 4 может представлять собой обычную крафт-бумагу, пропитанную термореактивной смолой, предпочтительно меламиноформальдегидной смолой, или порошковое основание, содержащее древесные волокна и термореактивную смолу, предпочтительно меламиноформальдегидную смолу. Нанесение порошкового основания выполняется рассеивающим узлом 10 таким же образом, как показано на Фиг. 4a. Разбрызгивающее 11 и сушильное устройство 7 будет стабилизировать порошок и создавать балансирующий слой 4, который может быть присоединен к сердцевине 3 так, чтобы панель P могла быть повернута с задней стороной, смотрящей вниз, перед нанесением поверхностных слоев 1, 2, 12. Смола 5, предпочтительно жидкая термореактивная смола, которая предпочтительно представляет собой меламиноформальдегидную смолу, наносится на верхнюю сторону сердцевины 3, предпочтительно с помощью ролика 6 или посредством разбрызгивания. Смола нагревается и сушится посредством использования сушильного устройства 7, такого как, например, инфракрасная лампа, горячий воздух, микроволны или подобное.
На Фиг. 2b показан слой 2 бумаги, который нанесен на высохшую смолу. Бумага предпочтительно является необработанной бумагой. Бумага может содержать основной цвет или может быть частично покрыта отпечатком. Необходимость в точном выравнивании бумаги отсутствует, поскольку на бумаге 2 нет окончательного напечатанного узора.
На Фиг. 2с показан цифровой отпечаток 8, которая печатается на бумаге 2 посредством цифрового печатающего устройства 9. Нанесение цифрового отпечатка является непостоянным процессом, при котором цифровая печатающая головка, предпочтительно пьезоголовка, выстреливает капли жидкого вещества на подложку и создает узор. Жидкая субстанция может содержать цветовые пигменты и может быть основана на воде. В качестве альтернативы пигменты могут быть нанесены отдельно в форме сухого порошка, и цифровая печатающая головка может, по существу, только наносить жидкую субстанцию, которая может быть прозрачной и которая может содержать субстанцию, которая выполняет функцию связующего вещества и присоединяет пигменты к подложке. Несвязанные пигменты могут быть удалены посредством, например, потока воздуха или силы тяжести. Такое двухэтапное нанесение цифрового отпечатка связующего вещества и порошка (binder and powder (ВАР)) является очень экономически эффективной, особенно когда для создания рисунка используются большие количества пигментов. ВАР позволяет наносить значительные количества пигментного порошка, например более чем 20 г/м2, предпочтительно около 20-50 г/м2.
На Фиг. 2d показано, что бумага 2 покрыта жидкой термореактивной смолой, предпочтительно меламиноформальдегидной смолой, чтобы создать защитный слой 1, подобный обычному наружному слою. Покрытие предпочтительно выполнено таким же образом, как показано и описано на Фиг. 2a. Жидкая смола содержит предпочтительно частицы оксида алюминия и/или волокна целлюлозы, предпочтительно волокна альфа-целлюлозы.
Покрытие бумаги основным цветом также может быть выполнено перед нанесением цифрового отпечатка.
Первый вариант осуществления способа содержит этапы:
- покрывания основанной на древесном волокне сердцевины 3, предпочтительно панели из древесноволоконной плиты повышенной плотности, жидкой меламиноформальдегидной смолой;
- высушивания жидкой смолы;
- прикрепления бумаги 2 к сердцевине 3;
- обеспечения декора 8 на бумаге 2 посредством процесса нанесения цифрового отпечатка;
- покрывания бумаги 2 с декором жидкой меламиновой смолой, предпочтительно содержащей частицы оксида алюминия и/или волокна целлюлозы, предпочтительно волокна альфа-целлюлозы;
- высушивания покрытия; и
- приложения нагрева и давления для вулканизации смол и посредством этого получения многослойного продукта.
Преимущество заключается в том, что возможно использовать бумагу без нанесенного на нее отпечатка, что уменьшает затраты на склад и улучшает гибкость процесса. Посредством нанесения отпечатка на бумагу после того, как бумага прикреплена к сердцевине, улучшается точность положения декора.
Покрытие бумаги может быть заменено или объединено с обычным наружным слоем, который наносится на бумагу с цифровым отпечатком.
На Фиг. 3a-3d показан второй вариант осуществления изобретения. Образование балансирующего слоя 4, покрывание сердцевины 3 и нанесение цифрового отпечатка на бумагу, как показано на Фиг. 3a-3c, являются такими же, как в первом варианте осуществления. Тем не менее, защитный слой 1 был заменен порошковым наружным слоем, который рассеян посредством рассеивающего узла 10 в сухой форме по бумаге 2 с цифровым отпечатком 8, как показано на Фиг. 3d. Упомянутый порошковый наружный слой предпочтительно содержит волокна, предпочтительно обработанные древесные волокна, смолу, предпочтительно меламиноформальдегидную смолу, и износостойкие частицы, предпочтительно оксид алюминия. Жидкая субстанция, предпочтительно содержащая воду, может быть разбрызгана на порошковый наружный слой посредством разбрызгивающего устройства 11 и высушена посредством сушильного устройства 7 для стабилизации порошка перед операцией сдавливания.
Второй вариант осуществления первой особенности способа содержит этапы:
- покрывания основанной на древесном волокне сердцевины 3, предпочтительно панели из древесноволоконной плиты повышенной плотности, жидкой меламиноформальдегидной смолой;
- высушивания жидкой смолы;
- прикрепления бумаги 2 к сердцевине 3;
- обеспечения декора 8 на бумаге 2 посредством процесса нанесения цифрового отпечатка;
- нанесения порошкового наружного слоя 1 на бумагу 2 с напечатанным декором, причем упомянутый наружный слой 1 предпочтительно содержит волокна, смолу, предпочтительно меламиноформальдегидную смолу, и износостойкие частицы, предпочтительно оксид алюминия,
- нанесения влаги на порошковый наружный слой 1;
- высушивания порошкового наружного слоя 1; и
- приложения нагрева и давления для вулканизации смол и посредством этого получения многослойного продукта.
Дополнительным преимуществом второго варианта осуществления является то, что сопротивление удару улучшено из-за существенных количеств волокон в матрице смолы, полученных из порошкового наружного слоя.
На Фиг. 4a-4d показан третий вариант осуществления изобретения. На Фиг. 4a показано, что порошковый подслой 12, содержащий древесные волокна и термореактивную смолу, предпочтительно меламиноформальдегидную смолу или меламиновую/карбамидную смолу, наносится на верхнюю сторону сердцевины 3. Балансирующий слой 4 может представлять собой бумагу или порошковое основание, как описано выше. Подслой 12 может быть нанесен таким же образом, как порошковый наружный слой, с помощью рассеивающего узла 10. Предпочтительно разбрызгивающее устройство 11, которое наносит влагу на порошок, и сушильное устройство 7 также могут быть использованы для стабилизации порошка для того, чтобы способствовать нанесению бумаги 2 на порошковый подслой 12. На Фиг. 4c и 4d показано, что бумага 2 предусмотрена с цифровым отпечатком 8, нанесенным посредством цифрового печатающего устройства 9, и предпочтительно с порошковым наружным слоем 1 или обычным бумажным наружным слоем 1, как описано выше. Порошковый наружный слой 1 может быть нанесен посредством рассеивающего узла 10, обрызган водой посредством разбрызгивающего устройства 11 и высушен посредством сушильного устройства 7.
Третий вариант осуществления способа содержит этапы:
- нанесения основанного на порошке подслоя 12 на сердцевину 3, предпочтительно панель из древесноволоконной плиты повышенной плотности, и предпочтительно нанесение влаги на подслой и после этого высушивание подслоя;
- прикрепления бумаги 2 на подслой 12;
- обеспечения декора 8 на бумаге 2 посредством процесса нанесения цифрового отпечатка;
- нанесения порошкового наружного слоя 1 на бумагу 2 с напечатанным декором, причем упомянутый наружный слой предпочтительно содержит волокна, смолу, предпочтительно меламиноформальдегидную смолу, и износостойкие частицы, предпочтительно оксид алюминия,
- нанесения влаги на порошковый наружный слой 1;
- высушивания порошкового наружного слоя 1; и
- приложения нагрева и давления для вулканизации смол и посредством этого получения многослойного продукта.
Дополнительным преимуществом с третьим вариантом осуществления является то, что потребность в сушке уменьшена, поскольку не наносятся влажные смолы. Подслой 12 дает увеличенное сопротивление удару и возможность образования поверхности с глубоким тиснением. Подслой 12 является экономически эффективным способом обеспечения достаточного количества связующих веществ, которые могут проникать в бумагу 2 во время сдавливания. Вес поверхности порошкового наружного слоя предпочтительно составляет около 200 г/м2, но может быть не более 50 г/м2 или превышать 400 г/м2. Вес подслоя предпочтительно составляет 100-500 г/м2.
Изобретение позволяет уменьшить вес декорированной бумаги, поскольку не требуется пропитывание и не требуется высокая "влажная прочность". Вес необработанной бумаги может быть меньше чем 60 г/м2, предпочтительно около 40-50 г/м2. Параметры давления в приведенных выше трех вариантах осуществления предпочтительно составляют около 40 бар, и температура лежит в диапазоне около 160-200°C, предпочтительно около 180°C, с временем сдавливания около 10-30 сек в зависимости от толщины слоя.
На Фиг. 5a показан поверхностный слой перед сдавливанием согласно третьей особенности изобретения. Подслой 12 содержит в этом варианте осуществления древесные волокна 14, сухие частицы 15 термореактивной смолы и предпочтительно также цветовые пигменты 13, которые придают подслою основной цвет и исключают видимость поверхности сердцевины через тонкую бумагу. Это уменьшает потребность в цифровом отпечатке 8, и отпечаток может быть выполнен с меньшим содержанием черни, предпочтительно с содержанием чернил менее чем 10 г/м2. Порошковый наружный слой 1, который нанесен на бумагу 2 с цифровым отпечатком 8, содержит частицы 16 оксида алюминия, древесные волокна 14 и частицы 15 смолы. На Фиг. 5b показан поверхностный слой после сдавливания. Порошок был сжат, и сдавленный поверхностный слой имеет в этом варианте осуществления предпочтительно толщину T2, которая меньше чем около 80% и еще более предпочтительно меньше ее чем около 50% от толщины Т1 поверхности перед сдавливанием. Сжатие порошка под нагревом и давлением, когда порошковая смола 15 становится текучей, пропитывает бумагу 2 сверху и снизу и присоединяет поверхностные слои к сердцевине 3.
Основные принципы изобретения, заключающиеся в использовании порошкового подслоя 12 для пропитывания необработанной бумаги 2 во время сдавливания, также могут быть использованы даже без нанесения цифрового отпечатка, чтобы произвести поверхность с обычной необработанной декоративной бумагой с нанесенным отпечатком и предпочтительно также с обычным наружным слоем и/или обычной балансировочной бумагой.
Предпочтительным вариантом осуществления является панель P, содержащая основанный на порошке балансирующий слой 4, основанный на порошке подслой 12 на верхней части сердцевины 3, необработанную декоративную бумагу 2, нанесенную на основанный на порошке подслой 12, и защитный наружный слой 1 на необработанной декоративной бумаге.
Основанный на порошке балансирующий слой 4 обеспечивает улучшенное балансирование панели P, поскольку свойства и ориентация волокон в балансирующем слое 4 и подслое 12 могут быть одинаковыми и могут приводить к одинаковому сжатию после сдавливания и в разных климатических условиях. Защитный наружный слой 1 может быть основанным на порошке или на бумаге защитным слоем, как описано в вариантах осуществления выше.
На Фиг. 5c показан поверхностный слой, содержащий порошковый наружный слой 1a и бумажный наружный слой 1b, нанесенный на порошковый наружный слой. Предпочтительно бумажный наружный слой 1b представляет собой необработанную бумагу, которая во время сдавливания пропитывается смолами из порошкового наружного слоя 1a под бумажным наружным слоем 1b. Преимущество заключается в том. что бумажный наружный слой 1b защищает пластины пресса от износа, вызванного частицами оксида алюминия. Могут быть использованы очень тонкие наружные слои бумаги с весом 20-30 г/м2.
Поверхностный слой согласно этому варианту осуществления содержит первый основанный на порошке подслой 12 под декоративной бумагой 2 и второй основанный на порошке подслой 1a под прозрачной бумагой, расположенной над декоративной бумагой 2.
Основанный на порошке слой отличается тем, что подвергнутые механической обработке волокна имеют среднюю длину примерно менее чем 1 мм. Волокна, используемые в сердцевине из древесноволоконной плиты повышенной плотности или в бумаге, длиннее и имеют среднюю длину в несколько мм. Поверхность панели P отличается тем, что волокна в первом 12 и втором 1a подслоях меньше, чем волокна в декоративной бумаге бумажного наружного слоя.
Возможно несколько альтернатив. Порошковый наружный слой 1a может содержать только меламиноформальдегидные смолы и частицы оксида алюминия. Он также может содержать отбеленные прозрачные древесные волокна. Бумажный наружный слой может быть обычным пропитанным наружным слоем с частицами оксида алюминия или без них.
Второй подслой 1a улучшит сопротивление износу и удару, даже в случае, если используется обычный наружный слой.
Необработанный и по существу прозрачный бумажный наружный слой также может быть использован как носитель отпечатка. Цифровой отпечаток 8 наносится на носитель отпечатка. Отпечаток может быть нанесен до или после нанесения необработанного наружного слоя на сердцевину. Необработанный наружный слой предпочтительно наносится на основанный на порошке подслой 12, содержащий волокна 14, термореактивную смолу 15, и цветовые пигменты 13. Порошковый наружный слой или второй обычный наружный слой может быть нанесен не необработанный наружный слой в качестве защитного слоя 1. Необработанный наружный слой во время сдавливания пропитывается от смол в подслое 12 и в защитном слое 1.
ПРИМЕР
В примере 1 ниже использовалась формулировка смеси порошка для балансирующего слоя 4 и первого подслоя 12, содержащая 50% по весу переработанных волокон древесноволокнистой плиты средней плотности (Valinge Innovation Sweden), 50% по весу меламиноформальдегидной смолы (Предпочтительно 4865, Dynea). Формулировка порошка, использованная для второго подслоя 1, содержит около 25% по весу обработанных отбеленных древесных волокон, 65% по весу меламиноформальдегидной смолы и 10% по весу частиц оксида алюминия.
Пример 1: Основанная на порошке панель, полученная через нагрев и сдавливание
Балансирующий слой 4 и первый подслой 12 были образованы посредством рассеивания 300 г/м2 порошка на заднюю сторону и переднюю сторону сердцевины из древесноволоконной плиты повышенной плотности толщиной 9,7 мм.
Необработанная декоративная бумага 2, имеющая вес 60 г/м2, была нанесена на первый подслой 12, и второй подслой 1a был нанесен не декоративную бумагу посредством рассеивания 200 г/м2 порошка.
25 г/м2 необработанного наружного слоя было нанесено не второй подслой 1a.
Сердцевина с поверхностными и балансирующими слоями была сдавлена в прессе с давлением 40 кг/см2, на протяжении 20 сек. Верхний стол пресса прилагал нагрев до 170°C на поверхностный слой, и нижний стол пресса прилагал нагрев до 175°C на балансирующий слой. Поверхность была придавлена к пластине пресса с глубиной тиснения 0,3 мм.
Была получена панель с тисненной декоративной структурой и небольшим предварительным обратным натяжением и немного выпуклой поверхностью. Все необработанные бумаги были пропитаны и вулканизированы во время операции сдавливания.
Реферат
Группа изобретений относится к отделке строительных панелей, в частности панелей пола. Панель пола содержит сердцевину (3) из древесного волокна с балансирующим слоем на задней стороне и поверхностным слоем на передней стороне сердцевины. Поверхностный слой содержит основанный на порошке подслой (12), слой бумаги (2), основанный на порошке наружный слой (1а) и бумажный наружный слой (1b). Средняя длина волокон подслоя и основанного на порошке наружного слоя меньше, чем у слоя бумаги и бумажного наружного слоя. Для изготовления панели пола осуществляют нанесение бумаги (2) на одну сторону сердцевины (3). На бумаге (2) посредством процесса нанесения цифрового отпечатка создают декор (8). Наносят меламиноформальдегидную смолу на бумагу (2). Производят нагревание декора (8) и бумаги (2) со смолой с использованием инфракрасной лампы. Путем приложения нагрева и сдавливания осуществляют вулканизацию смолы с получением многослойного изделия. В альтернативном варианте осуществляют нанесение основанного на порошке подслоя (12), содержащего древесные волокна и термореактивную смолу, на сердцевину (3). На подслой наносят необработанную бумагу с последующим нанесением на нее защитного слоя, содержащего меламиноформальдегидную смолу и оксид алюминия. Путем нагревания и сдавливания осуществляют пропитку необработанной бумаги и вулканизацию смолы с получением многослойного изделия. Обеспечивается получение панелей с повышенными сопротивлениями удару и износу и улучшенным рисунком поверхности. 3 н. и 18 з.п. ф-лы, 19 ил.
Формула
Документы, цитированные в отчёте о поиске
Плитка для полового покрытия, способ и производственная установка для ее изготовления
Комментарии