Машина и способ изготовления строительной панели - RU2637677C2
Код документа: RU2637677C2
Чертежи




Описание
Настоящее изобретение относится, в общем, к изготовлению строительных панелей для внутренней и наружной обшивки зданий, например: внутренних стен, полов, потолков и фасадов. В частности, изобретение относится к машине согласно ограничительной части п. 1 формулы изобретения и к способу согласно ограничительной части п. 13 формулы изобретения.
Сегодня существует много способов осуществления обшивки, например обшивки в виде деревянных панелей и т.п. стен дома. Кроме того, созданы способы крепления других видов панелей в комнате, например: панелей из штукатурки, древесных волокон или ламинированного дерева. Последние способы обладают, в общем, недостатком, заключающимся в том, что при их использовании требуется предпринимать особые меры для получения хорошо выглядящих соединений между включенными элементами стен. Установлено, что особенно перспективным является сочетание эстетически привлекательного внешнего вида отделанных стен с экономически эффективным изготовлением элементов обшивки и, в то же самое время, обеспечение возможности простого крепления.
Например, в международной заявке WO 2010/044728 раскрыт способ изготовления строительной панели, в которой первый армирующий слой располагают на плоской базовой поверхности. Затем вдоль двух противоположных сторон армирующего слоя предпочтительно располагают краевые полосы и объем между краевыми полосами заполняют отверждающейся массой, например штукатуркой. Затем, после отверждения упомянутой отверждающейся массы, поверх нее накладывают второй армирующий слой. В результате получают строительную панель, содержащую встроенные краевые полосы, предпочтительно приспособленные к обеспечению возможности эффективного взаимного соединения двух или большего количества строительных панелей на несущей конструкции, например на стене дома.
При использовании упомянутого выше способа изготовления строительных панелей можно получать панели для обшивки полов, потолков или стен, которые можно эстетически привлекательным способом соединять, и они обладают достаточной прочностью с конструкционной точки зрения. Однако способ изготовления является относительно неэффективным, с точки зрения затрат времени и средств.
Задачей настоящего изобретения, таким образом, является создание способа, посредством которого можно отделывать корпусные элементы строительных панелей экономически эффективным и несложным образом, и полученные в результате строительные панели можно крепить непосредственно на несущей конструкции, например, используя безвинтовое сопряжение их друг с другом.
Задача, согласно первому аспекту изобретения, достигается посредством использования машины, описанной вначале, в которой первая обрабатывающая станция содержит обрабатывающие средства, действующие в направлении ширины, предназначенные для введения, посредством приклеивания, первой краевой полосы корпусного элемента таким образом, чтобы первая краевая полоса была расположена параллельно основной, главной стороне. Вторая обрабатывающая станция содержит обрабатывающие средства, действующие в вертикальном направлении, предназначенные для введения, посредством приклеивания, основного поверхностного слоя, которым покрывают всю основную, главную сторону и основную сторону первой краевой полосы. На второй обрабатывающей станции также прикладывают давление в вертикальном направлении к корпусному элементу и первой краевой полосе в направлении, поперечном рабочему направлению, при пропуске корпусного элемента и первой краевой полосы через вторую обрабатывающую станцию. Давление в вертикальном направлении прикладывают таким образом, чтобы основная сторона первой краевой полосы была расположена на одном уровне с основной, главной стороной корпусного элемента при их пропуске через вторую обрабатывающую станцию.
Данную машину можно с успехом использовать, так как на ней можно обеспечить абсолютно параллельное расположение краевой полосы, прикрепленной к корпусному элементу, относительно основной стороны корпусного элемента. Таким образом получают гладкую и эстетически привлекательную поверхность, покрытую основным поверхностным слоем, например, в виде обоев. Строительная панель, таким образом, пригодна для непосредственного прикрепления к внутренней стене дома.
Согласно одному варианту осуществления данного аспекта изобретения обрабатывающие средства, действующие в направлении ширины, первой обрабатывающей станции дополнительно предназначены для введения, посредством приклеивания, второй краевой полосы вдоль второй краевой стороны из упомянутых четырех краевых сторон. Вторая краевая сторона противоположна первой краевой стороне, и вторую краевую полосу располагают таким образом, чтобы основная сторона второй краевой полосы была параллельна основной, главной стороне. Кроме того, обрабатывающие средства, действующие в вертикальном направлении, второй обрабатывающей станции дополнительно предназначены для введения, посредством приклеивания, основного поверхностного слоя таким образом, чтобы им были покрыты вся основная, главная сторона, основная сторона первой краевой полосы и основная сторона второй краевой полосы. После наложения основного поверхностного слоя, с помощью обрабатывающих средств, действующих в направлении ширины, второй обрабатывающей станции, предназначенных для приложения давления к корпусному элементу, первой краевой полосе и второй краевой полосе в направлении, поперечном рабочему направлению конвейерной линии, при пропуске корпусного элемента, первой краевой полосы и второй краевой полосы через вторую обрабатывающую станцию. При этом под действием давления, прикладываемого в вертикальном направлении, основная сторона первой краевой полосы и основная сторона второй краевой полосы располагаются на одном уровне с основной, главной стороной при их пропуске через вторую обрабатывающую станцию. Таким образом гарантированно обеспечивают условия, при которых обе краевые полосы располагаются абсолютно параллельно корпусному элементу вдоль его основной, главной стороны, и при которых получают в результате строительную панель с гладкой и эстетически привлекательной поверхностью, и при которых она приспособлена к последующему непосредственному прикреплению к несущей конструкции, например, в случае, когда вторую строительную панель можно «пристегивать» к первой строительной панели, третью строительную панель «пристегивать» ко второй строительной панели и т.д. Первая краевая полоса может, таким образом, быть выполнена в виде объекта так называемого охватывающего типа, а вторая краевая полоса - в виде объекта так называемого охватываемого типа.
Согласно другому варианту осуществления данного аспекта изобретения первая обрабатывающая станция содержит, по меньшей мере, один первый регулировочный вал и, по меньшей мере, один второй регулировочный вал, предназначенные для приложения давления в направлении ширины к корпусному элементу и первой краевой полосе, при пропуске корпусного элемента и первой краевой полосы, прикрепленной к нему, через первую обрабатывающую станцию, вдоль рабочего направления конвейерной линии. Внутренний размер между регулировочными валами соответствует требуемому размеру по ширине готовой строительной панели, и благодаря использованию этих валов можно выдерживать с очень высокой точностью данный размер.
После расположения обеих краевых полос: первой и второй краевых полос, около корпусного элемента, первый и второй регулировочные валы располагают, при пропуске корпусного элемента и краевых полос, прикрепленных к нему, через первую обрабатывающую станцию, таким образом, чтобы можно было прикладывать давление в направлении ширины к корпусному элементу, первой краевой полосе и второй краевой полосе в направлении, поперечном рабочему направлению конвейерной линии, где внутренний размер между регулировочными валами соответствует требуемой ширине готовой строительной панели. Такая подгонка является очень полезной, если предполагается затем крепить строительные панели к несущей конструкции, потому что таким образом возможно исключение распространения ошибки из-за любых колебаний ширины строительных панелей и/или из-за того, что края строительных панелей не параллельны друг другу.
Согласно еще одному варианту осуществления данного аспекта изобретения третья обрабатывающая станция в машине содержит обрабатывающие средства, действующие в вертикальном направлении, предназначенные для введения, посредством приклеивания, дополнительного поверхностного слоя, которым покрывают всю дополнительную, главную сторону и дополнительную сторону первой краевой полосы. Таким образом повышают долговечность крепления первой краевой полосы к корпусному элементу. Кроме того, дополнительной стороне строительной панели придают более привлекательный внешний вид. Если также и вторая краевая полоса была приложена к корпусному элементу, то благоприятным является условие, при котором обрабатывающие средства, действующие в вертикальном направлении, на третьей обрабатывающей станции, предназначены для введения, посредством приклеивания, дополнительного поверхностного слоя таким образом, чтобы данным слоем были покрыты вся дополнительная, главная сторона, дополнительная сторона первой краевой полосы и дополнительная сторона второй краевой полосы.
Согласно дополнительному варианту осуществления данного аспекта изобретения обрабатывающие средства, действующие в вертикальном направлении, на второй обрабатывающей станции содержат первый и второй прессовые валы, предназначенные для контактирования с основными и дополнительными, главными сторонами, соответственно. Кроме того, каждый из первого и второго прессовых валов при этом содержит ось вращения, расположенную по существу перпендикулярно рабочему направлению конвейерной линии. Кроме того, каждый из первого и второго прессовых валов имеет длину, превышающую ширину готовой строительной панели. Это является преимуществом, так как при этом можно обрабатывать весь профиль строительной панели одинаковым образом.
Согласно дополнительному варианту осуществления данного аспекта изобретения ось вращения первого прессового вала жестко закреплена на машине и состоит из твердого и относительно неэластичного материала. Второй прессовый вал является гибким в радиальном направлении, таким образом, чтобы расстояние между окружной поверхностью второго прессового вала и окружной поверхностью первого прессового вала соответствовало толщине объекта, пропускаемого между первым и вторым прессовыми валами. Следовательно, любые колебания толщины корпусного элемента, а также расстояния между первой и/или второй краевыми полосами и корпусным элементом могут быть отрегулированы. Кроме того, строительная панель и ее основной поверхностный слой могут быть предпочтительно ориентированы таким образом, чтобы основной поверхностный слой контактировал с первым, жестким и твердым прессовым валом. А именно, это приводит в результате к тому, что любые неравномерности готовой строительной панели располагаются из-за колебаний толщины с ее дополнительной, главной стороны.
Второй прессовый вал может содержать сердцевину из относительно твердого материала, покрытую эластичным материалом (например, текстильным материалом), предназначенным для контактирования с упомянутой строительной панелью при ее пропуске между первым и вторым прессовыми валами. Альтернативно второй прессовый вал может содержать комплект эластичных дисков, расположенных вдоль оси вращения второго прессового вала. Каждый эластичный диск при этом имеет сегментную ширину и индивидуально варьируемый радиус, который может приспосабливаться к толщине объекта, пропускаемого между диском и первым прессовым валом. Таким образом, второй прессовый вал является гибким в радиальном направлении в единицах, соответствующих сегментной ширине каждого диска в комплекте эластичных дисков, что является эффективным и надежным способом обеспечения требуемой гибкости второго прессового вала.
Согласно еще одному варианту осуществления данного аспекта изобретения четвертая обрабатывающая станция машины содержит резальные средства, предназначенные для подгонки ширины основного поверхностного слоя, посредством резания, после наложения основного поверхностного слоя на основную, главную сторону, в направлении, поперечном рабочему направлению конвейерной линии, таким образом, чтобы размер основного поверхностного слоя совпадал с шириной готовой строительной панели. Таким образом гарантированно обеспечивают условия, при которых основной поверхностный слой точно покрывает всю требуемую поверхность строительной панели, и может быть получено эстетически привлекательное изделие.
Цель, согласно второму аспекту изобретения, достигают посредством использования способа, описанного вначале, согласно которому первую краевую полосу прикрепляют посредством приклеивания вдоль первой краевой стороны корпусного элемента таким образом, чтобы основная сторона первой краевой полосы была расположена параллельно основной, главной стороне. Затем вводят, посредством приклеивания, основной поверхностный слой, которым покрывают всю основную, главную сторону и основную сторону первой краевой полосы, после чего прикладывают давление в вертикальном направлении к корпусному элементу и первой краевой полосе в направлении, поперечном рабочему направлению конвейерной линии, во время транспортирования корпусного элемента и первой краевой полосы вдоль рабочего направления конвейерной линии. Под действием давления в вертикальном направлении основная сторона первой краевой полосы располагается на одном уровне с основной, главной стороной корпусного элемента. Преимущества данного способа, а также предпочтительные варианты его осуществления очевидны из описания, приведенного выше, со ссылками на предложенную строительную панель.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение далее пояснено более подробно на вариантах осуществления, представленных в качестве примеров, и со ссылками на прилагаемые чертежи.
На фиг. 1 показан вид в перспективе сверху машины согласно одному варианту осуществления изобретения;
на фиг. 2 проиллюстрирован процесс приклеивания краевой полосы к корпусному элементу согласно одному варианту осуществления изобретения;
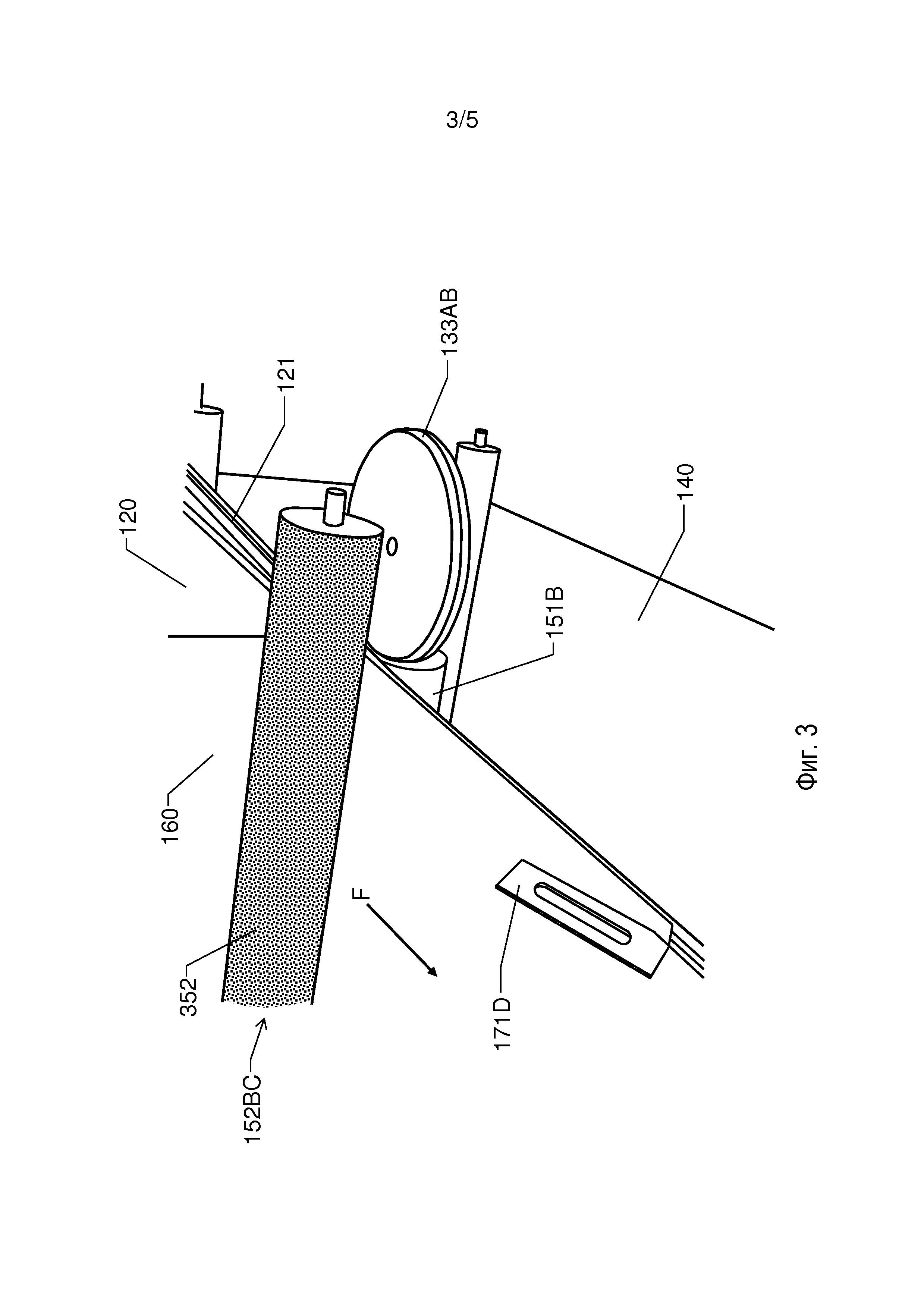
на фиг. 3 проиллюстрированы процессы приложения давления в вертикальном направлении к корпусному элементу и краевой полосе и обрезания наложенного поверхностного слоя согласно одному варианту осуществления изобретения;
на фиг. 4 показан вид сбоку некоторых частей, представленных на фиг. 3, согласно первому варианту осуществления изобретения;
на фиг. 5 показан вид сбоку второй обрабатывающей станции согласно второму варианту осуществления изобретения; и
на фиг. 6 показана блок-схема общего способа согласно изобретению.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 показан вид в перспективе сверху машины согласно одному варианту осуществления изобретения для отделки корпусных элементов 120 строительных панелей. Здесь каждый корпусной элемент 120 по существу имеет форму прямоугольного параллелепипеда, имеющего основную, главную сторону и дополнительную, главную сторону, противоположную первой, где каждая имеет относительно большую оконтуренную площадь, плюс четыре краевых стороны, имеющих относительно набольшую оконтуренную площадь.
Машина содержит конвейерную линию 110, предназначенную для приема подаваемых корпусных элементов 120, например, между первым и вторым приемными валами 111 и 112, соответственно, и для перемещения корпусных элементов 120 в рабочем направлении F вдоль группы обрабатывающих станций A, B, C и D, соответственно. Каждая обрабатывающая станция при этом предназначена для выполнения особой функции. Однако с целью осуществления процесса некоторые из этих функций объединены друг с другом, в результате чего объемы машины, которые соответствуют обозначениям обрабатывающих станций A, B, C и D, частично накладываются друг на друга.
Первая обрабатывающая станция A содержит обрабатывающие средства, действующие в направлении ширины, предназначенные для введения, посредством приклеивания, первой краевой полосы 121 вдоль первой краевой стороны из упомянутых четырех краевых сторон таким образом, чтобы основная сторона первой краевой полосы 121 была расположена параллельно основной, главной стороне корпусного элемента. Обрабатывающие средства, действующие в направлении ширины, первой обрабатывающей станции A предпочтительно содержат, по меньшей мере, одно устройство 131А для приклеивания и, по меньшей мере, один первый регулировочный вал 134A и, по меньшей мере, один второй регулировочный вал 134A, где регулировочные валы предназначены для приложения давления в направлении ширины, при пропуске корпусного элемента 120 и краевой полосы 121, прикрепленной к нему, к корпусному элементу 120 и первой краевой полосе 121 в направлении, поперечном рабочему направлению F конвейерной линии 110. Под действием этого давления первая краевая полоса 121 прочно прикрепляется к корпусному элементу 120. Кроме того, внутренний размер между регулировочными валами 132A и 134A соответствует ширине готовой строительной панели 120F. Это желательно, так как строительные панели могут быть изготовлены с очень малыми допусками и, следовательно, также с малым риском распространения ошибки при прикреплении двух или большего количества строительных панелей на несущей конструкции.
На фиг. 2 проиллюстрирован процесс приклеивания первой краевой полосы 121 к корпусному элементу 120 согласно одному варианту осуществления изобретения. Краевую полосу 121 постепенно вводят параллельно корпусному элементу 120. В связи с этим устройство 131А для приклеивания выполнено с возможностью подачи клея через сопло 213A, по меньшей мере, на одну первую краевую сторону корпусного элемента 120 и сторону первой краевой полосы 121, обращенной к первой краевой стороне. Машина может также содержать средства для выдерживания расстояния, предназначенные для создания требуемого зазора между краевой полосой 121 и корпусным элементом 120 для обеспечения пространства для сопла 231A.
Вторая обрабатывающая станция B содержит обрабатывающие средства 141B, 151B, 152C и 148B, действующие в вертикальном направлении, предназначенные для введения основного поверхностного слоя 140 строительной панели. Более конкретно, основной поверхностный слой 140 накладывают посредством приклеивания, таким образом, чтобы им были покрыты вся основная, главная сторона и основная сторона первой краевой полосы 121. Машина соответствующим образом содержит обрабатывающие средства 141B, действующие в вертикальном направлении, предназначенные для наложения основного поверхностного слоя 140, после нанесения клея, на корпусной элемент 120 и первую краевую полосу 121, прикрепленную к нему, при их транспортировании через вторую обрабатывающую станцию B. Требуемое количество клея при этом наносят на корпусной элемент 120 и первую краевую полосу 121, и/или на основной поверхностный слой 140 с помощью средств 148B для приклеивания. На виде, представленном на фиг. 1, удобнее всего наносить клей на основной поверхностный слой 140, который, например, может представлять собой обои или тонкую плотную ткань, соответствующим образом скатанные в рулон 145, и который можно подавать во вторую обрабатывающую станцию B с огибанием им одного или большего количества направляющих валов 142.
После наложения основного поверхностного слоя 140 к корпусному элементу 120 и первой краевой полосе 121 прикладывают давление в вертикальном направлении, поперечном рабочему направлению F конвейерной линии 110, при пропуске корпусного элемента 120 и первой краевой полосы 121 через вторую обрабатывающую станцию B. Давление прикладывают таким образом, чтобы основная сторона первой краевой полосы 121 была расположена на одном уровне с основной, главной стороной при их пропуске через вторую обрабатывающую станцию B. Это, в свою очередь, можно осуществлять с помощью обрабатывающих средств, действующих в вертикальном направлении, на второй обрабатывающей станции B, содержащей прессовые валы 151B и 152BC, соответственно, предназначенные для контактирования с основной и дополнительной сторонами, соответственно, корпусного элемента 120. Оба вала 151B и 152BC имеют оси вращения, по существу перпендикулярные рабочему направлению F конвейерной линии 110, и каждый вал 151B и 152BC предпочтительно имеет длину, превышающую ширину готовой строительной панели 120F.
На фиг. 3 и 4 показано, как прессовые валы 151B и 152BC могут быть расположены в вариантах осуществления изобретения. Ось вращения 451 первого прессового вала 151B при этом жестко закреплена на машине, а первый прессовый вал соответствующим образом состоит из твердого и относительно неэластичного материала, например стали. Однако второй прессовый вал 152BC является гибким в радиальном направлении. Это означает, что расстояние между окружной поверхностью второго прессового вала 152BC и окружной поверхностью первого прессового вала 151B может быть приспособлено к толщине объекта, пропускаемого между первым и вторым прессовыми валами 151B и 152BC, например: корпусного элемента 120 и любых краевых полос 121, и/или 122, прикрепленных к нему, основного поверхностного слоя 140 и любого дополнительного поверхностного слоя 160 (см. ниже).
Согласно одному варианту осуществления изобретения второй прессовый вал 152BC содержит сердцевину, состоящую из относительно твердого материала, например стали. Сердцевина, в свою очередь, покрыта эластичным материалом 352, предназначенного для контактирования со строительными панелями при их пропуске между первым прессовым валом 151B и вторым прессовым валом 152BC. Строительные панели при этом содержат: корпусной элемент 120; по меньшей мере, одну краевую полосу 121 и/или 122, и основной поверхностный слой 140. Если строительную панель снабжают дополнительным поверхностным слоем 160, то предпочтительно, чтобы его накладывали на строительную панель при пропуске между прессовыми валами 151B и 152BC. Эластичный материал может предпочтительно представлять собой текстильный материал, например, в виде коврового покрытия соответствующей толщины.
Согласно другому варианту осуществления изобретения второй прессовый вал 152BC содержит комплект эластичных дисков 452, расположенных вдоль оси вращения 455 второго прессового вала 152BC. Каждый эластичный диск 452 при этом имеет сегментную ширину и индивидуально варьируемый радиус, приспосабливаемый к толщине объекта, пропускаемого между первым прессовым валом 151B и диском 452. Другими словами, второй прессовый вал 152BC является сегментно гибким в радиальном направлении в единицах, соответствующих сегментной ширине каждого диска 452.
Конечно, взаимное расположение первого прессового вала 151B и второго прессового вала 152BC может быть обратным, т.е. таким, при котором первый прессовый вал 151B расположен сверху, второй прессовый вал 152BC расположен снизу, а строительные панели транспортируют через машину основной стороной, обращенной вверх. Такое расположение, однако, в общем, является менее благоприятным, так как при этом требуется преодолевать силу тяжести, также действующую на прессовые валы 151B и 152BC, соответственно, относительно веса строительной панели.
Согласно одному варианту осуществления изобретения обрабатывающие средства 131A, 132A, 133AB и 134AB, действующие в направлении ширины, на первой обрабатывающей станции A также предназначены для введения, посредством приклеивания, второй краевой полосы 122 вдоль второй краевой стороны из упомянутых краевых сторон строительной панели 120. Вторую краевую полосу 122 располагают аналогичным образом, соответствующим описанному выше, т.е. таким образом, чтобы основная сторона дополнительной краевой полосы 122 была расположена параллельно основной, главной стороне корпусного элемента 120. Обрабатывающие средства 151B, 152BC и 148B, действующие в вертикальном направлении, на второй обрабатывающей станции B, таким образом, дополнительно предназначены для введения, посредством приклеивания, основного поверхностного слоя 140 таким образом, чтобы им были покрыты вся основная, главная сторона корпусного элемента 120, основная сторона первой краевой полосы 121 и основная сторона второй краевой полосы 122. Затем посредством прессовых валов 151B и 152BC, действующих в вертикальном направлении, прикладывают давление к корпусному элементу 120, основной стороне первой краевой полосы 121 и основной стороне второй краевой полосы 122 в направлении, поперечном рабочему направлению F конвейерной линии 110, при пропуске корпусного элемента 120, первой краевой полосы 121 и второй краевой полосы 122 через вторую обрабатывающую станцию B таким образом, чтобы и основная сторона первой краевой полосы 121, и основная сторона второй краевой полосы 122 были расположены параллельно основной, главной стороне при их пропуске через вторую обрабатывающую станцию B.
На фиг. 3 и 4 показан вариант осуществления изобретения, где первый прессовый вал 151B, действующий в вертикальном направлении, второй прессовый вал 152BC и обрабатывающие средства 133AB, действующие в направлении ширины, расположены (все) по существу в одном и том же месте около конвейерной линии 110. На фиг. 5 показан другой вариант осуществления изобретения, где вместо этого посредством обрабатывающих средств, действующих в вертикальном направлении, воздействуют на строительную панель ниже по потоку от места на конвейерной линии 110, где посредством обрабатывающих средств, действующих в направлении ширины, вместо этого воздействуют на краевую полосу 122 и корпусной элемент 120.
На фиг. 5 вал 530 представляет собой обрабатывающие средства, действующие в направлении ширины. Вал 530 также предназначен для выполнения функции управления в вертикальном направлении, и поэтому имеет различные диаметры вдоль его центральной оси 520, и таким образом с его помощью управляют краевой полосой 122, обеспечивая ее расположение рядом с корпусным элементом 120 при транспортировании этих двух элементов около вала 530 вдоль конвейерной линии 110. Более конкретно, нижний сегмент 532 вала 530 имеет диаметр, пригодный для того, чтобы верхним краем нижнего сегмента 532 можно было поддерживать краевую полосу 122, а также наружный край корпусного элемента 120. Средний сегмент 535AB вала 530 имеет диаметр, меньший диаметра нижнего сегмента 532, и он пригоден для того, чтобы, по меньшей мере, одна поверхность среднего сегмента, по существу параллельная центральной оси 520, контактировала при давлении с краевой полосой 122 при транспортировании ее и корпусного элемента 120 около вала 530. Верхний сегмент 531 вала 530 имеет диаметр, превышающий размер среднего сегмента 535AB, и он пригоден для того, чтобы с помощью нижнего выступа верхнего сегмента 531 можно было управлять краевой полосой 122 таким образом, чтобы основная сторона краевой полосы 122 была расположена на одном уровне с основной, главной стороной корпусного элемента 120.
Для обеспечения того, чтобы основная сторона краевой полосы 122 была расположена правильно относительно основной, главной стороны корпусного элемента 120, предпочтительно установлено вспомогательное прессовое колесо 550, ось вращения которого по существу параллельна рабочему направлению F и находится в таком положении относительно конвейерной линии 110, чтобы наружный край корпусного элемента 120 был направлен вдоль адекватного уровня, задаваемого с помощью вала 530 краевой полосе 122. Дополнительно благоприятно, если нижний сегмент 532 обеспечен скосом 532B для облегчения направления переднего края корпусного элемента 120 между нижним выступом верхнего сегмента 531 и над верхним выступом нижнего сегмента 532 при подаче корпусного элемента 120 вперед по направлению к валу 530 вдоль конвейерной линии 110.
Согласно этому варианту осуществления изобретения один или большее количество поверхностных слоев затем накладывают, посредством приклеивания, с помощью обрабатывающих средств, действующих в вертикальном направлении, аналогичным образом, соответствующим описанному выше. Поверхностный слой накладывают таким образом, чтобы им были покрыты вся основная, главная сторона корпусного элемента 120 и основная сторона краевой полосы 122. На обрабатывающей станции ниже по потоку от вала 530 (не показано) затем прикладывают давление в вертикальном направлении к корпусному элементу 120 и краевой полосе 122 в направлении, поперечном рабочему направлению F конвейерной линии 110, при пропуске корпусного элемента 120 и краевой полосы 122 через эту обрабатывающую станцию таким образом, чтобы основная сторона краевой полосы 122 была окончательно выставлена в линию с основной, главной стороной как по уровню, так и по углу.
На фиг. 1 также показан рулон 165, содержащий дополнительный поверхностный слой 160. Согласно вариантам осуществления изобретения третья обрабатывающая станция C содержит обрабатывающие средства 152BC и 168C, действующие в вертикальном направлении, предназначенные для введения, посредством приклеивания, дополнительного поверхностного слоя 160, которым покрывают всю дополнительную, главную сторону корпусного элемента 120 и дополнительную сторону первой краевой полосы 121, и, в случае использования второй краевой полосы 122, также дополнительную сторону второй краевой полосы 122. Дополнительный поверхностный слой 160, который, например, может состоять из защитной и/или армирующей ткани, соответствующим образом подают к третьей обрабатывающей станции C, используя один или большее количество направляющих валов 162. Средства 168C для приклеивания соответствующим образом выполнены для нанесения адекватного количества клея на корпусной элемент 120 и первую краевую полосу 121 и/или на дополнительный поверхностный слой 160.
На фиг. 3 показано, как наложенный поверхностный слой 140 и/или 160, на четвертой обрабатывающей станции D, отрезают согласно варианту осуществления изобретения. Согласно этому варианту осуществления, по меньшей мере, одно резальное средство 171D (и 172D на фиг. 1) предназначено для отрезания, после наложения основного поверхностного слоя 140 на основную, главную сторону корпусного элемента 120 (и после наложения возможного, дополнительного, поверхностного слоя 160 на дополнительную, главную сторону), для доведения размера поверхностного слоя 140 и/или 160 в направлении, поперечном рабочему направлению F конвейерной линии 110, таким образом, чтобы ширина поверхностного слоя совпадала с шириной готовой строительной панели 120F. С целью иллюстрации на фиг. 3 показано резальное средство 171D, расположенное над строительной панелью, т.е. во взаимодействии со стороной, которая покрыта дополнительным поверхностным слоем 160. Однако удобнее всего отрезать основной поверхностный слой 140 с противоположной главной стороны строительной панели (т.е. снизу на фиг. 3).
Для осуществления описанного выше функционирования машины, ею предпочтительно управляют посредством использования программного обеспечения/компьютерной программы в виде комплекта компьютерных программных инструкций, хранящихся в запоминающем устройстве, находящемся в коммуникативной связи с управляющим устройством машины.
Для суммирования сказанного, далее описан общий способ согласно изобретению для отделки корпусных элементов строительных панелей со ссылками на блок-схему, представленную на фиг. 6.
На первом этапе 610 определяют, уложен ли корпусной элемент 120 (в виде прямоугольного параллелепипеда, имеющего основную, главную сторону и дополнительную, главную сторону, противоположную первой, где каждая имеет относительно большую оконтуренную площадь и четыре краевых стороны, имеющих относительно набольшую оконтуренную площадь) на конвейерную линию 110 машины. Если корпусной элемент 120 уложен, то следует выполнение этапа 620. В противном случае процедура функционирования машины возвращается назад и стоит на этапе 610.
На этапе 620 конвейерная линия 110 продвигает корпусной элемент 120 в рабочем направлении вдоль группы обрабатывающих станций. Это перемещение происходит по всей машине, что указано стрелкой, идущей параллельно последующим этапам 630, 640 и 650 до завершающего этапа 660.
На следующем этапе 630 первую краевую полосу 121 вводят, посредством приклеивания, вдоль первой краевой стороны корпусного элемента 120 таким образом, чтобы основная сторона первой краевой полосы 121 была расположена параллельно основной, главной стороне корпусного элемента 120. Затем накладывают основной поверхностный слой 140, посредством приклеивания, таким образом, чтобы им была покрыта основная, главная сторона первой краевой полосы 121.
Затем, на этапе 650, прикладывают давление в вертикальном направлении к корпусному элементу 120 и первой краевой полосе 121 в направлении, поперечном рабочему направлению конвейерной линии 110, при транспортировании корпусного элемента 120 и первой краевой полосы 121 вдоль рабочего направления конвейерной линии 110. Основную сторону первой краевой полосы 121 таким образом выводят на один уровень с основной, главной стороной корпусного элемента 120. Затем, на этапе 660, готовую строительную панель выводят из машины, и процедура функционирования машины возвращается назад к этапу 610 для определения, уложен ли новый корпусной элемент.
Этапами, описанными выше со ссылками на фиг. 6, можно управлять с помощью запрограммированного компьютерного аппарата. Кроме того, хотя варианты осуществления изобретения, описанные выше со ссылками на чертежи, содержат компьютерный аппарат, и процессы выполняют с использованием компьютерного аппарата, изобретение, таким образом, также распространяется на компьютерные программы, особенно на компьютерные программы на носителе, приспособленном для практического осуществления изобретения. Программа может быть в виде исходной текстовой программы, объектной программы, программы на промежуточном источнике и объектной программы, например, в частично скомпилированном виде, или в любом другом виде, пригодном для использования, для осуществления процесса согласно изобретению. Программа может быть либо частью действующей системы, либо отдельным приложением. Носитель может быть любым объектом или устройством, пригодным для несения программы. Например, носитель может содержать запоминающую среду, например, может быть в виде флэш-памяти, ROM (постоянное запоминающее устройство), DVD (цифровой видеодиск/универсальный видеодиск), CD (компакт-диск); или в виде полупроводникового ROM, EPROM (стираемое, программируемое, постоянное запоминающее устройство), EEPROM (электрически стираемое, программируемое, постоянное, запоминающее устройство); или в виде магнитной записывающей среды, например: гибкого диска или жесткого диска. Кроме того, носитель может быть в виде трансмиссивного носителя, например электрического или оптического сигнала, который может быть передан по электрическому или оптическому кабелю или посредством радио или других средств. При переводе программы в сигнал, который может быть передан непосредственно по кабелю или с помощью другого устройства или средств, носитель может быть представлен в виде такого кабеля или устройства, или средств. Альтернативно носитель может быть встроенной схемой, в которой воплощена программа, где встроенная схема приспособлена для осуществления или для использования в осуществлении соответствующих процессов.
Изобретение не ограничено описанными вариантами осуществления, представленными на чертежах, но его можно свободно варьировать в пределах объема, охватываемого формулой изобретения.
Реферат
Группа изобретений относится к изготовлению строительных панелей для внутренней и наружной обшивки зданий. Машина для отделки строительных панелей содержит конвейерную линию, предназначенную для приема поступающих корпусных элементов строительных панелей и транспортирования корпусных элементов в рабочем направлении (F) вдоль группы обрабатывающих станций (A, B, C, D) в машине. Причем строительные изделия по существу выполнены в виде прямоугольных параллелепипедов, имеющих: основную, главную сторону и противоположную ей дополнительную главную сторону, каждая из которых имеет относительно большую оконтуренную площадь; и четыре краевые стороны, имеющие относительно набольшую оконтуренную площадь. При этом первая обрабатывающая станция (A), из упомянутых обрабатывающих станций, содержит обрабатывающие средства, действующие в направлении ширины, предназначенные для введения, посредством приклеивания, первой краевой полосы вдоль первой краевой стороны, из упомянутых четырех краевых сторон, таким образом, чтобы первая краевая полоса была расположена параллельно основной, главной стороне. Вторая обрабатывающая станция (B), из упомянутых обрабатывающих станций, содержит обрабатывающие средства, действующие в вертикальном направлении, предназначенные для введения, посредством приклеивания, основного поверхностного слоя, которым покрывают всю основную, главную сторону и основную сторону первой краевой полосы. Далее прикладывают давление в вертикальном направлении к корпусному элементу и первой краевой полосе в направлении, поперечном рабочему направлению (F), при пропуске корпусного элемента и первой краевой полосы через вторую обрабатывающую станцию таким образом, чтобы основная сторона первой краевой полосы была расположена на одном уровне с основной, главной стороной корпусного элемента при их пропуске через вторую обрабатывающую станцию (B). Техническим результатом является повышение эффективности отделки панелей. 2 н. и 17 з.п. ф-лы, 6 ил.
Комментарии