Способ изготовления напольной панели и напольная панель, изготовленная таким способом - RU2526009C2
Код документа: RU2526009C2
Чертежи









Описание
Изобретение относится к способам изготовления панелей, а также к панелям, которые могут быть изготовлены такими способами.
А именно, изобретение относится к способам изготовления панелей, содержащих, по меньшей мере, подложку и верхний слой с узором, наносимый на подложку. В данном случае оно может относиться, например, к мебельным панелям, потолочным панелям, напольным панелям и т.п., которые, по существу, состоят из основной панели из МДФ или ХДФ (древесно-волокнистых плит средней или высокой плотности) или подложки и нанесенного на нее верхнего слоя. В частности, изобретение относится к способу, характеризующемуся тем, что на подложку укладывают один или несколько слоев материала, причем, по меньшей мере, один из таких слоев содержит нанесенный узор. Предпочтительно узор, по меньшей мере, частично получают путем прямой или опосредованной печати на подложку. Между тем, изобретение также относится к панелям, узор на которые нанесен иным образом, например, за счет печати узора на несущем листе и помещении несущего листа на подложку, как, например, в ламинате низкого давления
Подобные панели известны, например, из документов US 1971067, US 3173804, US 3554827, US 3811915, WO 01/48333, WO 01/47724, US 2004/0026017, WO 2004/042168, EP 1872959, DE 19725829C1 или DE 19532819A1. Из вышеперечисленных документов также известно, что слои материала могут содержать один или несколько грунтовочных слоев, причем подобные грунтовочные слои, по существу, проходят снизу узора и/или могут содержать один или несколько финишных слоев, которые, по существу, проходят сверху узора. Финишные слои могут содержать, например, слои из прозрачных или светопропускающих материалов, образующих защитный слой над напечатанным или иным образом полученным узором, и могут содержать, например, износостойкие частицы, такие как оксид алюминия. Защитный слой также может содержать лист материала, например бумажный лист, с нанесенным на него синтетическим материалом, таким как аминосмола.
Из вышеупомянутых документов известны различные способы нанесения покрытий на поверхности структурированных панелей. Из документа WO 2004/042168 известно формирование углублений непосредственно в самой подложке или в грунтовочном слое и осуществление печати в виде узора на подобной структурированной подложке. Из документов WO 01/47725, US 3811915 и US 3554827 известно нанесение на напечатанный узор лакоотталкивающих средств, чтобы наносимый впоследствии слой из прозрачного лака отверждался выборочно таким образом, чтобы на окончательной панели формировалась структура. Из документа WOO 1/483 33 известно нанесение оттисков при помощи пресс-формы или печатного цилиндра на слой лака, расположенный сверху узора. Из документа WO 01/47724 известно нанесение прозрачного слоя лака посредством выборочной струйной печати поверх узора и таким образом создание структуры, причем наносимый подобным образом слой лака покрывает узор лишь частично, а часть узора остается незащищенной от износа. Из документа DE 19725829C1 известно нанесение оттисков при помощи пресс-формы, печатного цилиндра или печатной плиты на защитный слой, наносимый поверх узора. В DE 19725829C1, в частности, используются защитные слои, наносимые в жидком виде, которые содержат термоотверждающуюся смолу, такую как меламин.
С точки зрения гибкости и/или с точки зрения создаваемых структур вышеупомянутые технологии оставляют желать лучшего. Например, с помощью подобных технологий сложно создать гладкие структуры, соответствующие узору, наносимому посредством печати. Кроме этого при использовании некоторых известных технологий узор остается частично незащищенным, например, от износа или проникновения влаги.
Согласно изобретению, в частности, предлагаются альтернативные способы изготовления панелей с покрытием вышеупомянутого типа, которые согласно различным предпочтительным вариантам его осуществления могут обеспечить изготовление более гладких панелей и/или сделать его более экономичным по сравнению с известными способами и/или предлагают пути устранения одного или нескольких недостатков, присущих известным способам.
Первым объектом изобретения является способ изготовления панелей с покрытием, содержащих, по меньшей мере, подложку и верхний слой с узором, наносимый на подложку, причем способ нанесения верхнего слоя включает в себя, по меньшей мере, два этапа, а именно первый этап, на котором слой из синтетического материала наносят на подложку, а также второй последующий этап, на котором на поверхность слоя из синтетического материала наносят узор, отличающийся тем, что слой содержит рисунок, состоящий из углублений и/или выступов, причем рисунок, по меньшей мере, частично определяется посредством одного или нескольких оттисков. Следует отметить, что между подложкой и слоем из синтетического материала могут находиться другие слои, например слой, являющийся, по меньшей мере, частью узора или всем узором.
Очевидно, что согласно данному первому объекту изобретения узор образуется лишь после того, как была нанесена соответствующая часть слоя из синтетического материала. Таким образом, для нанесения непосредственно самого слоя из синтетического материала можно выбирать технологию, которая подходит для нанесения покрытия на подложку, что существенно упрощает подобный способ и за счет этого снижает вероятность образования нежелательных включений, таких как воздушные включения, в слое из синтетического материала, либо вообще исключает подобную вероятность.
За счет того, что рисунок узора, по меньшей мере, частично определяется по оттиску, нанесение структуры рельефа, соответствующей узору, становится более ровным, гибким и простым. Например, можно использовать ту же самую технологию печати для создания узора и одного или нескольких оттисков так, что становится возможным получать одинаковое разрешение у узора и соответствующей части рельефа. Предпочтительно используется технология цифровой печати, например струйная печать. Разумеется, допустимо использовать такие технологии печати, как, например, офсетную печать или глубокую печать с использованием печатных цилиндров.
Следует отметить, что цвет и/или оттенок одного или нескольких оттисков, относящихся к соответствующей части структуры или рельефа, может быть виден с декоративной стороны готовой панели с покрытием. Что касается структуры древесины, то поры имитируются за счет создания структуры, состоящей из углублений, за счет этого может передаваться цвет и/или оттенок пор дерева.
Способ согласно первому объекту изобретения на практике может быть осуществлен различными путями. Ниже рассматриваются четыре возможных варианта.
Согласно первому возможному варианту используется оттиск, расположенный снизу слоя из синтетического материала, а его нанесение осуществляется, например, на предыдущем этапе или одновременно с первым этапом. Например, можно использовать оттиск вместе с расширяющимся веществом, которое, согласно изобретению, после нанесения слоя из синтетического материала расширяется во время второго этапа и таким образом деформирует нанесенный на него слой из синтетического материала.
При расширении слой из синтетического материала может продолжать оставаться мягким, либо частично или полностью отвердевать. Если используется не полностью отвердевший слой из синтетического материала, то он также может отвердевать одновременно с формированием структуры.
Расширение оттиска может инициироваться, например, путем нагрева от печи или за счет излучения. В данном случае расширение может быть ограничено механическим элементом пресс-формы, который соприкасается со слоем из синтетического материала таким образом, что это улучшает четкость структуры, у которой, помимо прочего, уменьшается количество или размер круглых частей. Использование подобного элемента пресс-формы может представлять интерес, например, при формировании фасок на одном или нескольких краях подобных панелей.
Вместо печати с расширяющимся веществом согласно первому варианту осуществления изобретения печать также может осуществляться с использованием препятствующего расширению вещества, причем подобное вещество затем локально препятствует глобально осуществляемому расширению. Подобный вариант осуществления изобретения представляет интерес при формировании в целом плоской структуры, у которой углубления должны быть лишь на ограниченной части поверхности. Это может быть, например, имитацией структуры дерева, причем поры дерева выполнены в виде углублений на поверхности, в целом, плоской структуры. Другим примером является формирование стыков или фасок.
В частности, например, в качестве препятствующего расширению вещества может использоваться вещество, содержащее бензотриазол и/или толилтриазол. Подобное вещество способно уменьшать или препятствовать расширению синтетического материала, такого как ПВХ. В качестве расширяющегося вещества может использоваться вещество, содержащее ПВХ.
Как дополнительный вариант первого возможного варианта, оттиски, определяющие структуру, расположены не только снизу слоя из синтетического материала, но также и снизу узора. Согласно данному варианту узор самостоятельно формирует структуру, и может создаваться эффект углублений.
Согласно еще одному дополнительному возможному варианту первого возможного варианта расширяющее или препятствующее расширению вещество находится в узоре и/или является частью узора. Например, подобное вещество может наноситься для получения частей узора, которые должны быть сформированы соответственно в виде выступов или углублений на поверхности покрытия панели. Таким образом, прожилки и/или поры узора дерева могут печататься с использованием красителя или чернил, содержащих препятствующее расширению вещество.
Согласно второму возможному варианту используется оттиск, расположенный сверху слоя из синтетического материала, а его нанесение осуществляется, например, на этапе, следующим после первого этапа. Оттиск может быть нанесен, например, с использованием вещества, которое после его активации может образовывать или не образовывать углубления на поверхности слоя из синтетического материала. Например, может выбираться вещество, которое после его активации может локально растворять, разъедать, сжигать, расплавлять или смягчать слой из синтетического материала таким образом, что на месте печати в слое из синтетического материала могут формироваться углубления, возможно после смывания или удаления иным образом обработанной части слоя из синтетического материала.
Согласно другому примеру второго возможного варианта оттиск может наноситься с использованием вещества, которое после его активации может образовывать или не образовывать выступы на поверхности слоя из синтетического материала. Это может достигаться, например, за счет того, что непосредственно сам оттиск уже имеет определенную толщину и сцепляется со слоем из синтетического материала, либо за счет того, что оттиск содержит вещество, которое создает локальное расширение синтетического материала, либо может препятствовать подобному расширению. В данном случае это может осуществляться таким же образом, как в первом возможном варианте, с той лишь разницей, что соответствующее расширяющееся или препятствующее расширению вещество теперь находится сверху слоя из синтетического материала.
Согласно третьему возможному варианту первого объекта изобретения оттиск наносится для формирования структуры на переносящий элемент или печатный элемент, такой как валик, причем подобный, по меньшей мере, частично структурированный переносящий элемент затем используется для формирования углублений на слое из синтетического материала. Предпочтительно структура переносящего элемента формируется одновременно и/или параллельно с формированием углублений в слое из синтетического материала. Предпочтительно структура переносящего элемента формируется непосредственно самим печатным веществом. Для этих целей, например, может использоваться воск или лак, а также вещества, содержащие металл, такой как цинк или олово.
Согласно четвертому возможному варианту первого объекта изобретения оттиск используется для формирования защитного покрытия сверху или снизу слоя из синтетического материала, причем подобное защитное покрытие позволяет осуществлять выборочную обработку слоя из синтетического материала, например, при помощи технологии снятия и/или нанесения материала, таким образом, что защитное покрытие определяет рисунок полученных подобным образом углублений и/или выступов. Перед выборочной обработкой может осуществлять выборочное отверждение с использованием этого же защитного покрытия или его части. Например, при использовании защитного покрытия формирование с помощью ультрафиолетового луча или пучка электронов вулканизирующего слоя лака или слоя из другого синтетического материала может проходить более равномерно. После завершения обработки защитное покрытие и не окончательно отвердевшие части слоя из синтетического материала могут быть удалены или оставлены при помощи соответствующей технологии удаления материалов, например технологии, с помощью которой временное защитное покрытие, возможно с неокончательно отвердевшей частью слоя из синтетического материала, счищается и/или отсасывается. Согласно предпочтительным вариантам осуществления четвертого возможного варианта могут быть получены примеры согласно четвертому объекту изобретения. Согласно одному из зависимых возможных вариантов подобного четвертого возможного варианта защитное покрытие формируется за счет нанесения оттиска на отдельный лист фольги, ленту материала или лист материала, причем подобная фольга предпочтительно является прозрачной или светопропускающей. Подобная фольга с нанесенным оттиском может использоваться для выборочного блокирования ультрафиолетового или электронного излучения при ее расположении между слоем из вулканизируемого синтетического материала и источником излучения. Понятно, что в описании выше под светопропускающей или прозрачной понимается, что подобные части фольги пропускают излучение, используемое для отверждения слоя из синтетического материала.
Следует отметить, что способ согласно третьему возможному варианту первого объекта, в котором структура элемента механического печатного элемента формируется параллельно и/или одновременно с формированием углублений на поверхности панели, как таковой образует второй независимый объект изобретения, причем в этом случае структура печатного элемента получается или не создается посредством оттиска. Подобный печатный элемент может быть выполнен, например, в виде ленты, цилиндра или плоской плиты и может состоять, по существу, из металла, такого как сплав стали или сплав меди, либо, по существу, из синтетического материала, такого как силиконовая смола или меламиновая смола. Вместо оттиска структура может быть создана, например, за счет технологии наращивания материала или технологии нанесения материала, такой как выборочное лазерное оплавление или агломерация, стереолитография, плакировка и т.п. Согласно еще одному возможному варианту можно использовать технологии снятия материала, причем в этом случае предпочтительно на соответствующем печатном элементе используется слой возобновляемого материала таким образом, что структура печатного элемента может создаваться несколько раз. Согласно другому возможному варианту соответствующий печатный элемент содержит механизм, позволяющий изменять структуру его поверхности. Подобный вариант, в частности, особенно полезно использовать при создании более крупных оттисков, таких как оттиски для стыков, фасок или скосов. Под "одновременно и/или параллельно” понимается, что печатный элемент, на котором формируется соответствующая структура, предпочтительно в этот же момент, по меньшей мере, частично используется для формирования рельефа на поверхности панели.
Понятно, что способ согласно второму объекту изобретения можно определить как способ изготовления панелей с покрытием, содержащих, по меньшей мере, подложку и верхний слой с узором, наносимый на подложку, причем способ содержит, по меньшей мере этап нанесения слоя из синтетического материала на подложку, а также этап создания в синтетическом материале рельефа при помощи структурированного механического печатного элемента, отличающийся тем, что структура печатного элемента формируется параллельно и/или одновременно с этапом создания рельефа в синтетическом материале. Предпочтительно при создании рельефа на синтетическом материале используется другая структурная часть печатного элемента, отличающаяся от той, которая одновременно формируется на печатном элементе. Предпочтительно используется механический печатный элемент, имеющий форму ремня или ленты, причем предпочтительно он совершает постоянное движение, например, таким образом, что печатный элемент перемещается по роликам, таким как прижимные ролики. Преимущество ремня или ленты заключается в том, что их площадь значительно больше, чем площадь панели с покрытием. Это позволяет поддерживать достаточно большую дистанцию между местом, где происходит формирование частей структуры, и местом, где другие части структуры соприкасаются со слоем из синтетического материала.
Этап нанесения рельефа на синтетический материал может осуществляться различными способами. Согласно первому возможному варианту синтетический материал наносится на панель перед тем, как в слое из синтетического материала создается рельеф. Согласно второму возможному варианту рельеф в синтетическом материале может также формироваться перед тем, как структурированный подобным образом синтетический материал наносится на панель. Так, например, слой из синтетического материала может наноситься на уже структурированную часть печатного элемента, а образованный подобным образом слой из синтетического материала наносится или переносится на панель. Например, по существу, можно использовать способ, известный как таковой из документа WO 2007/059967. Согласно такому способу слой лака наносится на структурированную ленту материала, после чего полученный подобным образом слой из синтетического материала переносится на панель, причем используется лента с ранее структурированным материалом. Согласно настоящему объекту вместо использования ленты с подобным предварительно структурированным материалом используется лента с материалом, структурируемым параллельно и/или одновременно.
Согласно изобретению структурированная часть, формируемая параллельно и/или одновременно, может наноситься один или несколько раз для создания рельефа в синтетическом материале. Также возможно, что в случае повторного использования подобного печатного элемента, части структуры формируются вновь, после того как подобная часть была использована для создания рельефа на одной или нескольких панелях. Кроме того, печатный элемент также может использоваться однократно.
Преимущество способа с признаками согласно второму объекту, в целом, заключается в том, что можно создавать значительно больше рельефов при помощи одного и того же печатного элемента. Кроме этого можно осуществлять плавный переход между различными создаваемыми структурами.
Согласно третьему объекту изобретение относится к способу изготовления панелей с покрытием, содержащих, по меньшей мере, подложку и верхний слой с узором, наносимый на подобную подложку, причем способ нанесения верхнего слоя включает в себя, по меньшей мере, два этапа, а именно первый этап, на котором слой из синтетического материала наносится на подложку, а также второй последующий этап, на котором на поверхности слоя из синтетического материала создается рельеф, отличающийся тем, что рельеф содержит рисунок, состоящий из углублений и/или выступов, причем рисунок, по меньшей мере, частично получается за счет локального увеличения и/или уменьшения объема верхнего слоя и/или подложки.
Под «локальным» понимается, что объем всего верхнего слоя увеличивается и/или уменьшается неравномерно. В данном случае это может относиться к очень ограниченным локальным отклонениям по увеличению и/или уменьшению объема. Например, повсеместное равномерное увеличение объема может быть на поверхности верхнего слоя, тогда как по краям увеличение объема может быть меньше или объем может даже уменьшаться для формирования более низко расположенных краев, которые могут выступать, например, в качестве имитации стыка, фаски или впалого слоя лака. Согласно другому примеру повсеместное равномерное увеличение объема может быть на поверхности верхнего слоя, тогда как локальное меньшее увеличение объема или уменьшение объема может использоваться для формирования углублений, которые имитируют поры дерева или другие локальные неровности.
Понятно, что согласно данному третьему объекту изобретения рельеф создается лишь после того как уже была нанесена соответствующая часть слоя из синтетического материала. Таким образом, для нанесения непосредственно самого слоя из синтетического материала можно выбирать технологию, которая подходит для нанесения покрытия на плоские подложки, что существенно упрощает подобный способ и ограничивает или вообще исключает вероятность образования нежелательных включений, таких как воздушные включения, в слое из синтетического материала.
Кроме того, понятно, что возможные варианты, упомянутые для первого объекта, когда используются расширяющиеся или препятствующие расширению вещества, также относятся и к третьему объекту изобретения. Подобные вещества могут наноситься на панель любым способом, при помощи оттиска или без него.
Увеличение объема согласно третьему объекту может достигаться любым образом. Например, оно может достигаться в результате химической реакции, при которой газообразное вещество образуется в верхнем слое и занимает значительно больший объем, чем основное вещество верхнего слоя.
Предпочтительно увеличение объема связано, по меньшей мере, с увеличением объема слоя из синтетического материала. Предпочтительно подобный слой из синтетического материала расположен сверху узора и является прозрачным или светопропускающим. Предпочтительно слой из синтетического материала образует верхнюю сторону панели с покрытием. Однако поверх слоя из синтетического материала также могут находиться и дополнительные финишные слои, такие как один или несколько слоев лака, содержащих или не содержащих твердые частицы, такие как частицы оксида алюминия. Согласно изобретению понятно, что слой из синтетического материала также может быть расположен снизу узора или может быть частью подобного узора, причем подобный слой может быть любого цвета.
Согласно предпочтительному варианту осуществления третьего объекта увеличение или уменьшение объема происходит управляемым образом, например, с использованием пресс-формы, такой как структурированная плоская печатная пластина, или другого структурированного печатного элемента, причем структура подобного печатного элемента относится к негативной или, по существу, негативной части рельефа, создаваемого на поверхности одной или нескольких соответствующих панелей с покрытием.
Согласно другому предпочтительному варианту осуществления третьего объекта формирование рельефа за счет уменьшения или увеличения объема завершается использованием технологии удаления материала и/или добавления материала, такой как лазерная фрезеровка или стереолитография.
Согласно третьему объекту также возможно увеличение или уменьшение объема на поверхности подложки. Подобный вариант осуществления изобретения может быть получен, например, за счет того, что расширяющийся материал присутствует на поверхности подложки или в подложке. Например, волокна дерева в слое на поверхности плиты из МДФ или ХДФ могут быть выполнены из расширяющегося материала. Согласно третьему объекту необязательно формировать рельеф после нанесения слоя из синтетического материала. За счет использования МДФ/ХДФ согласно изобретению или других плит на основе древесины, по существу, открывается много новых возможностей по изготовлению панелей. Согласно данному варианту панель с покрытием, по существу, может быть получена, например, путем осуществления следующих этапов в любой последовательности: локальное расширение подложки на основе древесины, например, по любому из описанных здесь возможных вариантов локального расширения и нерасширения слоя из синтетического материала, нанесение узора и возможно нанесение защитного или светопропускающего слоя.
Согласно четвертому объекту настоящее изобретение относится к способу изготовления панелей с покрытием, содержащих, по меньшей мере, подложку и верхний слой с узором, наносимый на подложку, причем способ нанесения верхнего слоя включает в себя, по меньшей мере, два этапа, а именно первый этап, на котором слой из синтетического материала наносится на подложку, а также второй последующий этап, на котором на поверхности слоя из синтетического материала создается рельеф, отличающийся тем, что рельеф содержит рисунок, состоящий из углублений и/или выступов, причем рисунок формируется за счет нанесения защитного покрытия на слой из синтетического материала и последующей обработки по удалению материала и/или нанесению материала на слой из синтетического материала, причем защитное покрытие, по меньшей мере, частично определяет рисунок.
Нанесение защитного покрытия для выборочного добавления материала на слой из синтетического материала и/или его удаление с него открывает новые возможности по созданию рельефа на поверхности панели с покрытием. Для нанесения защитного покрытия может использоваться такая технология печати, как струйная печать, причем в этом случае получаются признаки согласно первому объекту изобретения, а именно согласно четвертому возможному варианту первого объекта. Предпочтительно использовать такую же технологию печати, которая используется для нанесения узора. Таким образом, защитное покрытие, соответствующее узору, может быть нанесено простым образом, а само защитное покрытие, в свою очередь, позволяет получить рельеф, соответствующий узору. Предпочтительно используется технология печати примерно с таким же разрешением, как и у технологии печати, используемой для нанесения узора, таким образом, чтобы созданный в результате рельеф мог быть выполнен с такой же точностью, как и узор.
Понятно, что согласно четвертому объекту изобретения рельеф формируется лишь после того, как уже была нанесена соответствующая часть слоя из синтетического материала. Таким образом, для нанесения непосредственно самого слоя из синтетического материала можно выбирать технологию, которая подходит для нанесения покрытия на плоские подложки, что существенно упрощает подобный способ и ограничивает или вообще исключает вероятность образования нежелательных включений, таких как воздушные включения, в слое из синтетического материала. Однако непосредственно само защитное покрытие может быть нанесено до нанесения слоя материала.
Предпочтительно защитное покрытие содержит или включает в себя средства, стойкие к воздействию технологии по удалению и/или нанесению материала, таким образом, что соответствующая технология может применяться действительно выборочно в местах, где защитное покрытие отсутствует, либо в нем имеется отверстие. Также возможен и противоположный вариант, а именно, когда соответствующая технология действует лишь в тех местах, где имеется защитное покрытие.
В качестве технологии снятия материала, например, может использоваться технология химического травления, которая может локально воздействовать на слой из синтетического материала, либо технология механического разрушения, такая как пескоструйная очистка или дробеструйная обработка. Также в качестве технологии снятия материала можно использовать, по меньшей мере, технологию всасывания. Последняя технология идеально подходит, если защитное покрытие или часть его наносится для выборочного отверждения слоя из синтетического материала, причем в этом случае предпочтительно, чтобы части слоя из синтетического материала, расположенные снизу защитного покрытия, не отверждались либо отверждались в меньшей степени.
В качестве технологии нанесения материала или наращивания материала можно, например, использовать стереолитографию или технологию напыления, такую как литье под давлением или технологию погружения, причем в этом случае материал предпочтительно сцепляется в тех местах, где временное защитное покрытие отсутствует или раскрыто.
Согласно четвертому объекту защитное покрытие может быть удалено со слоя из синтетического материала после формирования рельефа. Однако оно также может быть оставлено на финишном покрытии панели и быть частью, например, окончательного рельефа или окончательного узора. В качестве технологии нанесения материала также можно использовать технологию, при которой защитное покрытие, по меньшей мере, постоянно сцепляется со слоем из синтетического материала. Если защитное покрытие остается, по меньшей мере, частично на окончательном покрытии панели, то цвет защитного покрытия может быть приведен в соответствие с желательным внешним видом декоративной стороны окончательного покрытия панели.
Согласно четвертому объекту защитное покрытие, вместо его нанесения на панель, может быть сформировано отдельно, или другими словами, нанесено в качестве самостоятельного слоя. Например, защитное покрытие может содержать отдельный лист фольги или состоять из него, причем подобный отдельный лист фольги или отдельный лист иного материала предпочтительно делается, по существу, прозрачным или светопропускающим, но при этом содержит части из защитного покрытия, которые устойчивы к воздействию технологии снятия материала и/или нанесения материала, либо фактически обеспечивают, что синтетический материал, находящийся под частями защитного покрытия, подвержен в большей степени воздействию подобной обработки.
Согласно изобретению можно использовать несколько защитных покрытий, расположенных один за другим, а также возможно один над другим. Данный вариант осуществления изобретения позволяет получать большее разнообразие параметров рельефа. Например, подобные технологии могут применяться для формирования более глубоких и/или трехмерных структур. Подобная технология также позволяет формировать углубления и/или выступы с косыми краями и создавать углубления и/или выступы с коэффициентом ширина/глубина, ширина/высота соответственно менее 1 или даже 0.75 и менее.
Как становится очевидно из нескольких предпочтительных вариантов осуществления четвертого объекта, между первым этапом, на котором наносится слой из синтетического материала, и вторым этапом, на котором на поверхности слоя из синтетического материала формируется рельеф, можно использовать, по меньшей мере, промежуточный этап, на котором осуществляется, по меньшей мере, частичное отверждение слоя из синтетического материала. Подобное отверждение предпочтительно осуществляется выборочно, а лучше таким образом, который, по меньшей мере, частично определяется частью защитного покрытия.
Как уже отмечалось, могут использоваться два, по существу разных типа защитного покрытия, а именно первый тип, при котором защитные части защитного покрытия устойчивы к обработке по снятию материала и/или нанесению материала, и второй тип, при котором защитные части защитного покрытия фактически усиливают воздействие подобной обработки на синтетический материал, находящийся под защитными частями. Предпочтительно последний тип может использоваться для отверждения слоя из синтетического материала при помощи того же самого защитного покрытия с использованием ультрафиолетового или электронного излучения, либо нагрева, причем защитные части в этом случае предпочтительно формируют экран, защищающий от воздействия соответствующего излучения и/или нагрева. Таким образом, менее отвердевшие части могут быть подвержены в большей степени воздействию последующей обработки, например обработке по снятию материала.
Очевидно, что материал, используемый для формирования защитных частей защитного покрытия согласно четвертому объекту, должен обеспечивать соответствующую функциональность. Например, можно использовать воск или парафин.
Предпочтительно защитное покрытие, формируемое параллельно и/или одновременно с этапом нанесения рельефа, является синтетическим материалом. Предпочтительно при формировании рельефа одна защитная часть защитного покрытия наносится одновременно с другой частью. Предпочтительно в этом случае использовать временное защитное покрытие, существующее как отдельная структура, например временное защитное покрытие в виде ремня или ленты, причем предпочтительно находящейся в непрерывном движении, например перемещающейся по роликам, таким как печатные цилиндры.
Понятно, что изобретение также относится к панелям, получаемым согласно способу с признаками по одному или нескольким объектам изобретения. В данном случае оно может относиться к панели с покрытием, содержащей, по меньшей мере, подложку и верхний слой с печатным узором, наносимым на подложку, причем упомянутый верхний слой содержит слой из прозрачного или светопропускающего синтетического материала, который наносится сверху печатного узора, причем слой из синтетического материала содержит расширяющийся или расширенный синтетический материал. Понятно, что подобная панель может быть изготовлена с использованием технологии согласно первому и/или третьему объектам изобретения.
Предпочтительно расширяющийся синтетический материал выбирается из числа поливинилхлорида, полистирола, полиэтилена, полипропилена, акрилата, полиамида или полиэстера. Предпочтительно слой из синтетического материала проходит, по существу, по всему печатному узору.
В качестве подложки панели с покрытием согласно изобретению предпочтительно использовать подложку, содержащую материал на основе древесины, такой как МДФ или ХДФ.
Предпочтительно панель с покрытием относится к панели, узор которой является печатным узором, предпочтительно получаемым путем прямой или опосредованной печати на подложке.
Понятно, что на поверхности панели с покрытием, получаемой с использованием способа, обладающего параметрами согласно изобретению, имеется рельеф, формируемый с использованием технологии согласно одному или нескольким объектам, выше и/или ниже.
Согласно другому конкретному пятому объекту, изобретение относится к способу изготовления панелей с покрытием, содержащих, по меньшей мере, подложку и верхний слой с печатным узором, наносимый на подложку, причем способ нанесения верхнего слоя содержит, по меньшей мере, два этапа, а именно первый этап, на котором слой из синтетического материала наносится на подложку, а также второй этап, на котором на поверхность слоя из синтетического материала наносится рельеф, отличающийся тем, что рельеф содержит рисунок, состоящий из углублений и/или выступов, причем рисунок, по меньшей мере, частично определяется посредством цифровой технологии. Следует заметить, что согласно данному объекту второй этап не обязательно должен осуществляться после первого этапа, а также, что слой из синтетического материала не обязательно должен наноситься на подложку после того, как на ее поверхности уже был сформирован рельеф.
Понятно, что оттиск согласно первому объекту, а также защитное покрытие согласно четвертому объекту могут быть получены посредством цифровой технологии, например, в том смысле, что и они оба содержат оттиск, наносимый при помощи струйного принтера. Таким образом, подобные варианты осуществления изобретения согласно первому и четвертому объектам также являются примерами согласно пятому независимому объекту.
В целом, согласно изобретению предпочтительно, чтобы цифровая технология применялась для нанесения защитного покрытия, временного или постоянного, которое определяет, по меньшей мере, часть рисунка, и/или для нанесения вещества, отталкивающего синтетический материал, лак, расширяющегося или препятствующего расширению вещества, причем подобное наносимое вещество определяет, по меньшей мере, часть рисунка.
Кроме этого, понятно, что цифровая технология также может применяться для переносящего элемента или механического печатного элемента, причем в этом случае предпочтительно, чтобы она осуществлялась параллельно и/или одновременно с формированием рельефа. Таким образом, можно получить вариант осуществления изобретения согласно уже упоминавшемуся конкретному второму независимому объекту.
Согласно изобретению слой из синтетического материала предпочтительно расположен, по существу, на всей поверхности подложки. За счет этого рельеф или структура могут быть созданы на всей поверхности структуры. Предпочтительно слой из синтетического материала проходит, по существу, по всей поверхности подложки окончательно сформированной панели с покрытием. За счет этого, предпочтительно, материал подобного слоя из синтетического материала также будет оставаться в глубоких структурных порах верхнего слоя. Это позволяет обеспечить надежную защиту узора.
Следует отметить, что слой из синтетического материала, упоминаемый во всех объектах изобретения, предпочтительно является слоем из прозрачного или светопропускающего синтетического материала, который расположен над узором и за счет этого, по меньшей мере, в некоторой степени защищает узор от износа. В данном случае слой из синтетического материала также может образовывать поверхность окончательного покрытия панели. Между тем, сверху соответствующего слоя из синтетического материала также могут использоваться дополнительные финишные слои, такие, например, как отверждаемые ультрафиолетовым светом, отверждаемые электронным излучением или другой слой лака, предпочтительно содержащие твердые частицы, такие как керамические частицы со средним размером менее 200 мкм. Разумеется, допустимо, чтобы слой из синтетического материала находился снизу узора, а не над ним или был образован узором или его частью, в этом случае он не обязательно должен быть светопропускающим или прозрачным.
Непосредственно для самого слоя из синтетического материала можно использовать синтетические материалы, содержащие аминосмолу, такую как меламиновую смолу, ПВХ (поливинилхлорид), полиэтилен, полипропилен, полиуретан или полистирол.
Предпочтительно способ согласно изобретению используется для производства панелей с покрытием, причем подложка содержит материал на основе древесины, такой как МДФ или ХДФ. Верхняя поверхность подобного материала легко подвергается обработке, так что возможные неровности соответствующей верхней поверхности не влияют на структуру рельефа, создаваемого на верхней поверхности. Для предотвращения подобного влияния на подложку также можно использовать грунтовочные слои, содержащие наполнитель, при помощи которого могут быть заполнены возможные неровности верхней поверхности подложки.
Если согласно любому из объектов изобретения слой из синтетического материала, такой как слой их ПВХ, сочетается с подложкой на основе древесины, такой как подложка из МДФ или ХДФ, предпочтительно между слоем из синтетического материала и подложкой использовать сцепляющий слой. Подобный сцепляющий слой может состоять, например, из листа материала, с одной стороны которого нанесена аминосмола, такая как меламиновая смола, а с другой стороны находится соответствующий синтетический материал, например, ПВХ. Известно, что меламиновая смола хорошо сцепляется с подложками на основе древесины, таким как МДФ или ХДФ. Допустимо, чтобы узор был заранее напечатан на подобном листе материала.
Предпочтительно узор согласно всем объектам изобретения является печатным узором, который предпочтительно получают путем прямой или опосредованной печати на подложке. Опосредованная печать может быть получена, например, путем печати на одном или нескольких грунтовочных слоях, уже нанесенных на подложку. Между тем, согласно изобретению, разумеется, допустимо использовать узор, который печатается на листе гибкого материала, после чего лист подобного материала частично или полностью наносится на подложку. Предпочтительно узор получают путем печати на струйном принтере с одной или несколькими печатающими головками.
Понятно, что рассматриваемые этапы по всем объектам изобретения могут использоваться и для более крупных панелей, из которых затем формируются готовые панели с покрытием, например, путем разделения подобных крупных панелей на резательном станке, а также к панелям с размерами, примерно соответствующим готовым панелям с покрытием. Для быстрого выполнения заказов, а также для предотвращения затоваривания предпочтительно создавать структуру и/или узор как можно на более позднем этапе производства. В этом случае они могут наноситься непосредственно на панели, которые уже имеют примерные или точные размеры готовых панелей с покрытием. В этом случае края соответствующих панелей уже могли пройти обработку, например на них могли быть прорезаны стыки или другие профилированные части. Разумеется, допустимо, чтобы подобные профилированные части создавались на более поздних этапах производства. Преимущество структурирования или создания рельефа для конкретной панели заключается в том, что вероятность того, что подобная структура исчезнет, например будет сточена, срезана или удалена иным образом, существенно уменьшается, даже в том случае, если это относится к относительно ограниченным структурам, расположенным по краям панели, таким как фаски с глубиной менее 1 мм.
Предпочтительно положение рельефа или структуры по всем объектам изобретения определяется по конечным кромкам или конечным угловым точкам панели с покрытием, независимо от того, образована подобная кромка или нет. Подобный предпочтительный вариант осуществления изобретения проще всего может быть осуществлен, когда у подложки уже имеется соответствующая конечная кромка или угловая точка; между тем выравнивание по конечным кромкам или конечным угловым точкам может быть осуществлено даже в том случае, если у подложки пока нет подобной конечной кромки или угловой точки, например, за счет использования других координатных средств, которые устанавливаются в месте, соответствующем соответствующей конечной кромке или конечной угловой точке. Например, настоящий предпочтительный вариант осуществления изобретения позволяет без труда получать симметричные структуры, такие как имитация плитки или имитация частей пола, с двух- или четырехсторонней нижней кромкой, причем в этом случае ширина нижних кромок с противоположных сторон панелей с покрытием делается равной или примерно равной.
Кроме этого понятно, что согласно всем объектам изобретения предпочтительно получается структура, соответствующая упомянутому узору.
В целом, следует отметить, что рельеф, рассматриваемый по всем объектам изобретения, также может быть ограничен по глубине таким образом, что в действительности он относится к рисунку с различной степенью блеска. Например, с помощью технологии согласно четвертому объекту, предусматривающему использование пескоструйной обработки в качестве технологии снятия материала, на поверхности панели с покрытием могут образовываться матовые области. Кроме этого, также следует отметить, что рельеф предпочтительно отчетливо выражен на поверхности готовой панели с покрытием. Однако согласно некоторым вариантам осуществления изобретения допустимо, что соответствующий рельеф имеется внутри, в верхнем слое панели с покрытием, и не выражен, хотя визуально заметен на поверхности панели с покрытием. Подобный вариант осуществления изобретения может быть получен, если при помощи технологий согласно изобретению рельеф создается непосредственно на узоре, тогда как поверхность панели с покрытием остается, по существу, полностью плоской. Как уже отмечалось, за счет подобной глубины рельефа можно создавать эффекты, которые остаются заметными на поверхности панели с покрытием. Также допустимы другие визуальные эффекты, которые не выражены на поверхности панели с покрытием.
Для лучшего понимания параметров изобретения ниже, в качестве неограничивающих примеров, рассмотрены некоторые предпочтительные варианты осуществления изобретения со ссылкой на прилагаемые чертежи.
На фиг.1 схематично показаны некоторые этапы способа согласно изобретению;
на фиг.2 - увеличенный вид в сечении вдоль линии II-II по фиг.1;
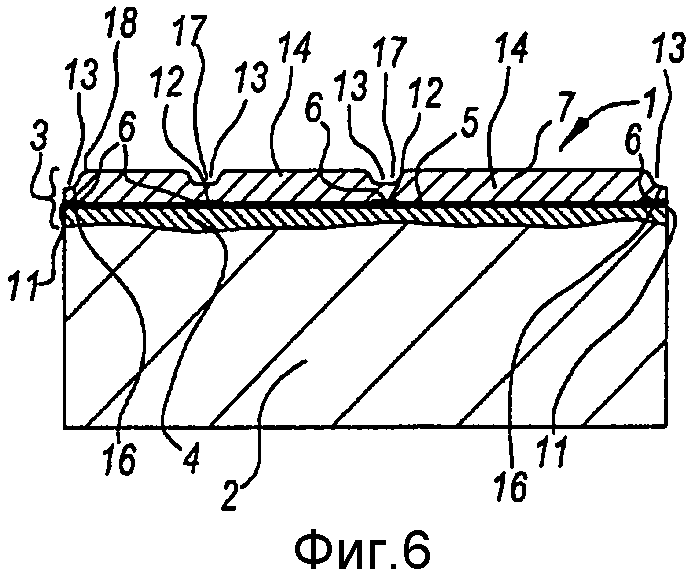
на фиг.3-6 - сечения, соответственно вдоль линий III-III, IV-IV, V-V, VI-VI по фиг.1;
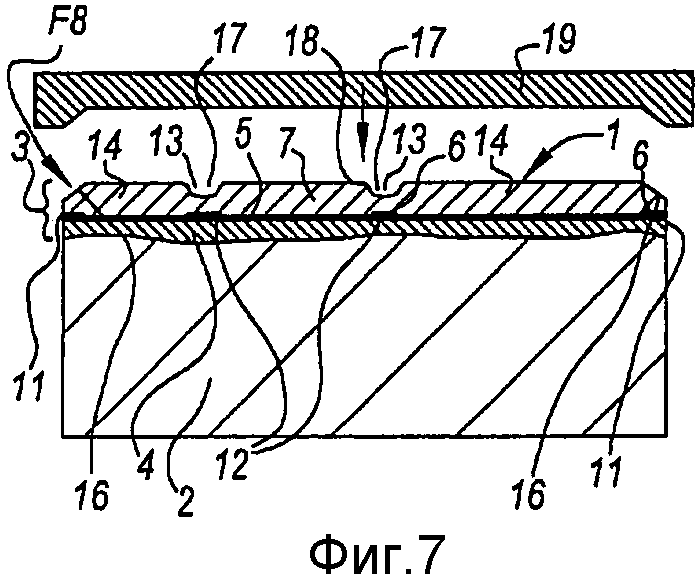
на фиг.7 - сечение вдоль линии VII-VII по фиг.1;
на фиг.8 - вид в направлении F8 по фиг.7;
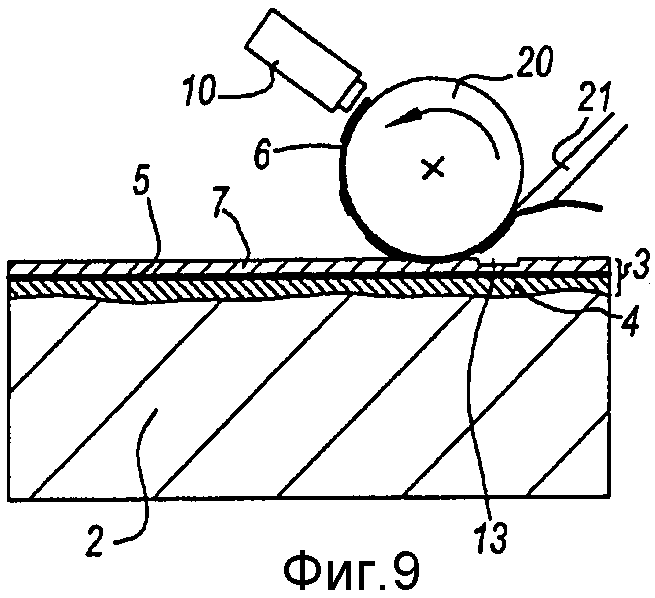
на фиг.9 - другой способ согласно изобретению;
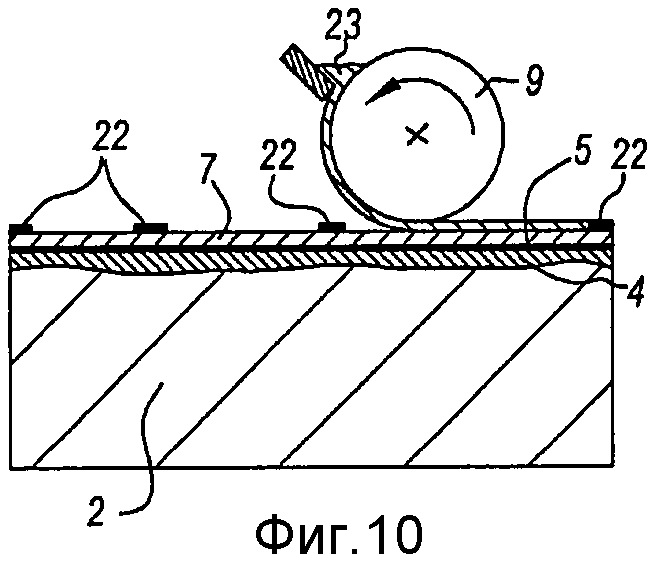
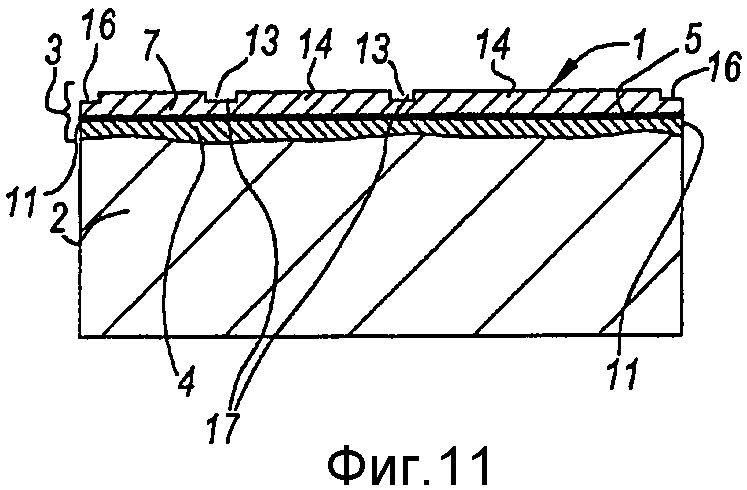
на фиг.10 и 11 - некоторые дополнительные этапы способа согласно изобретению;
на фиг.12-15 - дополнительные варианты осуществления способа, в том числе способы согласно второму объекту;
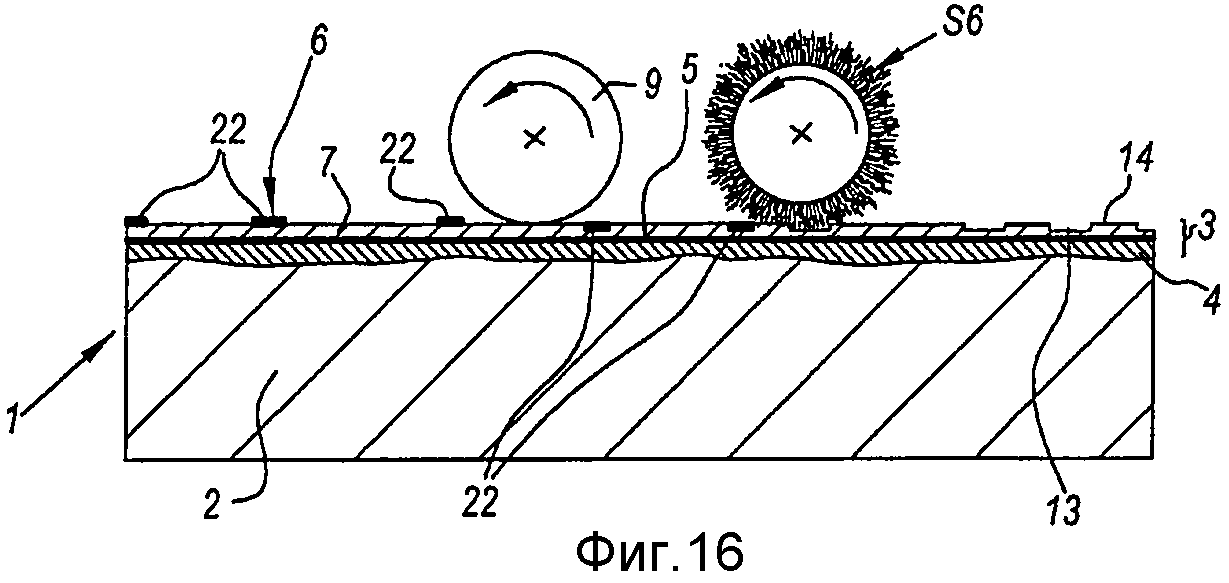
на фиг.16 - еще один пример способа, обладающий признаками, помимо прочего,
четвертого объекта изобретения;
на фиг.17 и 18 - другие варианты, обладающие, помимо прочего, признаками первого и четвертого объектов.
На фиг.1 схематически показаны отдельные этапы S1-S5 способа изготовления панелей 1 с покрытием. Соответствующие панели 1 с покрытием содержат, по меньшей мере, подложку 2, например основу панели из МДФ или ХДФ, и верхний слой 3, нанесенный на подложку 2. В приведенном примере верхний слой 3 состоит из множества слоев 4-7 материала, в том числе из слоя 5 материала, на котором имеется узор и который на этапе 2 наносится в виде оттиска 8 непосредственно на подложку 2.
На этапе S1 один или несколько грунтовочных слоев 4 наносятся на поверхность подложки 2, на которой печатается узор. Подобные слои могут использоваться для создания гладкой нижней поверхности и/или для создания однородного или, по существу, однородного фонового цвета и/или для сцепления грунтовочного покрытия со слоями 5-8 наносимого позже материала, такого как слой 5 материала с узором или слой 7 из синтетического материала.
На фиг.2 показан результат этапа S1, а также показано, что возможно неровная поверхность подложки 2 может быть сделана плоской или, по существу, плоской при помощи одного или нескольких грунтовочных слоев 4.
В примере на этапе S1 покрытия наносятся с помощью одного или нескольких цилиндров 9. Понятно, что на этапе S1, изображенном на фиг.1, для формирования одного или нескольких грунтовочных слоев 4 также могут использоваться и другие способы. Между тем, также понятно, что использование подобных грунтовочных слоев не является обязательным согласно изобретению, хотя это может быть важно для обеспечения качества узора. Вместо использования грунтовочного слоя 4, который наносится в жидкой форме, также можно использовать грунтовочный слой 4, содержащий лист материала, такой как лист бумаги, который наносится на подложку 2 в сухом или, по существу, сухом виде.
Как отмечалось выше, на этапе S2, изображенном на фиг.1, узор формируется посредством оттиска 8, который наносится непосредственно на подложку 2 или на грунтовочный слой 4, уже имеющийся на подложке 2. Получаемый узор является узором древесины по всей длине продолговатой прямоугольной панели 1. Разумеется, изобретение не ограничено подобными узорами.
В данном случае для нанесения печатного узора используется струйный принтер 10 с одной или несколькими печатающими головками. Например, могут применяться способы и устройства, известные из документа ЕР 1872959, причем, например, подобные струйные печатные головки расположены одна за другой и рядом друг с другом таким образом, что вся поверхность панели 1 может покрываться многоцветным оттиском. Очевидно, что настоящее изобретение на этапе S2 не ограничено технологией струйной печати, равно как непосредственной печатью узоров на подложке 2.
На фиг.3 показан результат печати, осуществленной непосредственно на подложку 2, в данном случае на грунтовочный слой 4, который уже нанесен на подложку 2.
На этапе S3, показанном на фиг.1, наносится дополнительный оттиск 6 поверх уже нанесенного печатного узора. Имеется в виду оттиск 6 с препятствующим расширению веществом. Оттиск 6 наносится с рисунком, который будет определять окончательную структуру рельефа панели 1 с покрытием. В данном случае рисунок покрывает лишь отдельные части печатного рисунка и предпочтительно не выходит за поверхность готовой панели 1 с покрытием. В данном случае рисунок образует защитное покрытие, покрывающее края 11 панели 1, а также отдельные участки 12 на поверхности панели 1 подобным препятствующим расширению веществом. В данном случае участки 12 на поверхности панели 1 соответствуют прожилкам древесины в узоре и приводят к образованию углублений на окончательной панели 1, имитирующей поры древесины.
На фиг.4 также отчетливо показаны участки 11-12 оттиска 6, нанесенного на этапе S3.
На этапе S3 оттиск 6, определяющий рельеф структуры, наносится посредством цифровой печати, например, при помощи струйного принтера 10. Разумеется, допустимо, что оттиск 6 или препятствующее расширению вещество могут наноситься иным образом.
На этапе S4, показанном на фиг.1, наносится слой 7 из синтетического материала. Подобный слой 7 из синтетического материала предпочтительно состоит из прозрачного или светопропускающего вещества и предпочтительно проходит по всей панели 1. В приведенном примере показан цилиндр 9, используемый для нанесения такого слоя. Между тем, понятно, что слой 7 из синтетического материала может наноситься любым иным образом. Также возможно, что на этапе S4 наносится множество слоев 7 из синтетического материала, одинаковых или разных, расположенных один над другим. Предпочтительно также, чтобы слой 7 из синтетического материала содержал твердые износостойкие частицы. Например, они могут быть заранее добавлены или вотканы в синтетический материал или слой 7 из синтетического материала, либо могут быть засыпаны в уже нанесенный слой 7 из синтетического материала или добавлены иным образом.
На фиг.5 показан результат этапа S4.
На этапе S5, показанном на фиг.1, рельеф создается на поверхности слоя 7 из синтетического материала, наносимого на этапе S4.
На фиг.6 показано, что в данном случае получается панель 1 с покрытием, на поверхности которой имеются углубления 13 и выступы 14, причем подобный рисунок, по меньшей мере, частично определяется оттиском 6 с препятствующим расширению веществом, наносимым на этапе S3. За счет этого создается структура, у которой слой 7 из синтетического материала активируется на этапе S5 и начинает расширяться. Подобная активация может осуществляться, например, путем нагрева слоя 7 из синтетического материала при помощи канальной сушильной печи 15, инфракрасной печи или излучения, такого как инфракрасное или электронное излучение.
На фиг.6 показано, что на участках, на которые на этапе S3 было нанесено препятствующее расширению вещество или вещество, уменьшающее расширение, расширение происходило в меньшей степени или вообще не происходило. На подобных участках, на поверхности утолщенного слоя 7 из синтетического материала, имеются углубления 13. Таким образом, в приведенном примере на краях 11 покрытия панели 1 были образованы фаски 16, а на поверхности панели 1 для имитации пор 17 древесины были образованы углубления 13. Очевидно, что технология согласно изобретению также может использоваться для создания только фасок 16 или для имитации только пор 17 древесины, либо для создания обоих типов структуры.
На фиг.6 также показано, что полученные углубления 13 могут иметь структуру с сильно закругленными участками 18.
На фиг.7 показан вариант создания более острых структур. В данном случае для расширения слоя 7 из синтетического материала на этапе S5 может использоваться формирующая пресс-форма 19, относительно которой происходит расширение слоя 7 из синтетического материала. Подобная технология может представлять собой интерес для формирования более острых фасок 16. В приведенном примере формирующая пресс-форма 19 является, по существу, плоским прижимным элементом. Однако она также может использоваться с одним или несколькими прижимными цилиндрами или формующими валками.
На фиг.8 показан другой возможный вариант получения более острых структур, таких как острые фаски 16. В данном случае один или несколько оттисков 6, определяющих структуру, используются с так называемым понижением, причем интенсивность или количество вещества, наносимого на оттиск 6, меняется в зависимости от глубины, которую требуется создать на подобном участке. Очевидно, что подобная технология печати может использоваться совместно или отдельно от технологии, проиллюстрированной на фиг.7
Нанесение подобного понижения также обеспечивает преимущества по всем вариантам осуществления изобретения, если рельеф, по меньшей мере, частично определяется посредством предпочтительно цифровой печати.
Понятно, что способ, проиллюстрированный на фиг.1 - 6, а также варианты, изображенные на фиг.7 и 8, являются примерами первого и третьего объектов изобретения, а также пятого независимого объекта изобретения.
На фиг.9 показан предпочтительный вариант осуществления изобретения с признаками первого объекта изобретения. В данном случае используется третий возможный вариант, упоминавшийся выше. В данном варианте осуществления изобретения при помощи оттиска 6 создается структура на переносящем элементе 20, в данном случае на цилиндре. Структурированный цилиндр используется для создания рельефа на поверхности покрытия панели 1. Формирование оттиска 6 на переносящем элементе 20 осуществляется параллельно или одновременно с формированием углублений 13 или рельефа в слое 7 из синтетического материала панели 1 с покрытием. Для формирования структуры на переносящем элементе 20 предпочтительно применяется цифровая технология, например технология печати с использованием струйного принтера 10, причем, например, на рисунок цилиндра наносится лак или воск. Кроме этого, на фиг.9 показано, что структура цилиндра может быть непрерывно возобновляемой, в том смысле, что уже использованная часть структуры цилиндра удаляется, например, скребком 21 и заменяется на новую часть структуры. Понятно, что пример, показанный на фиг.9, также обладает признаками обоих упомянутых выше объектов изобретения, в частности второго и пятого объектов изобретения. Также понятно, что в подобном варианте осуществления изобретения может использоваться понижение, описанное со ссылкой на фиг.8.
На фиг.10 приведен другой пример способа, причем на слой 7 из синтетического материала нанесено защитное покрытие 22, после чего слой 7 из синтетического материала прошел обработку по нанесению материала. В данном случае обработка по нанесению материала заключается в нанесении на поверхность панели 1 покрытия из жидкого синтетического материала 23. В данном случае защитное покрытие 22 выбирается таким образом, чтобы синтетический материал 23 сцеплялся только с теми участками, на которые не было нанесено защитное покрытие 22.
На фиг.11 показан результат использования подобного способа, после того как защитное покрытие 22 и несцепленые части синтетического материала 23 были удалены. На поверхности панели 1 создается рельеф из углублений 13 и выступов 14. Понятно, что подобный рисунок определяется защитным покрытием 22.
Кроме того, также понятно, что после нанесения печатных защитных покрытий предпочтительно использовать так называемое понижение, описанное со ссылкой на фиг.8.
На фиг.12 представлен вариант способа, проиллюстрированного на фиг.9, причем способ включает в себя, по меньшей мере, этап нанесения слоя 7 из синтетического материала на подложку 2 и формирование в подобном синтетическом материале рельефа при помощи структурного механического печатного элемента 20. В данном случае структура печатного элемента 20 создается параллельно и одновременно с этапом формирования рельефа в синтетическом материале. В приведенном примере печатный элемент 20 является роликом. Различие между вариантом осуществления изобретения, показанным на фиг.12, и вариантом осуществления изобретения, показанным на фиг.9, заключается в том, что теперь рельеф в синтетическом материале создается до нанесения слоя 7 из структурированного синтетического материала на панель 1. В частности, синтетический материал наносится на уже структурированную часть печатного элемента 20 и сформированный подобным образом слой 7 из синтетического материала, по меньшей мере, частично переносится на панель 1.
На фиг.13 показан еще один вариант осуществления изобретения, в котором в качестве печатного элемента 20 вместо ролика используется печатный ремень или печатная лента, которая проходит по роликам 24 в направлении панели 1. Подобный печатный элемент 20 может осуществлять подачу материала на подающий ролик 25. Таким материалом может быть, например, фольга, такая как синтетическая фольга, бумажный лист или лист металла, такого как алюминий. Пунктирной линией 26 показано, что можно также использовать бесконечную ленту, причем в этом случае предпочтительно также использовать скребок 21 для удаления уже нанесенных частей структуры. В качестве подобной бесконечной ленты, например, можно использовать металлическую ленту.
Разумеется, также может быть применима компоновка, показанная на фиг.13, в случае если, как в примере по фиг.9, синтетический материал наносится на панель до формирования рельефа в слое 7 из синтетического материала. На фиг.13 также показано, что можно осуществлять принудительную сушку слоя из синтетического материала при помощи сушильной камеры 27. В качестве сушильной камеры 27, например, можно использовать конвекционную печь, нагревательный элемент с ультрафиолетовым светом или инфракрасный нагревательный элемент.
Следует отметить, что печатный элемент 20, показанный на фиг.13, также может быть структурирован на внешней стороне 28 для получения такого же эффекта. Подобный вариант осуществления изобретения здесь не представлен, однако его преимущество заключается в том, что снижается вероятность частичного переноса оттиска 6 на панель 1.
Компоновка, показанная на фиг.13, соответствует компоновке, описанной в документе WO 2007/059667, с той лишь разницей, что вместо предварительно структурированной ленты с материалом используется печатный элемент 20 или печатная лента, структурируемые параллельно и одновременно.
На фиг.14 показан другой вариант осуществления изобретения. В данном случае, по существу, используется процесс, показанный на фиг, 12, с той разницей, что в печатном элементе 20, структурируемом параллельно и одновременно, используется фольга 29. Подобная фольга 29 деформируется при помощи структурированного печатного элемента 20, в результате чего на расположенном снизу слое 7 из синтетического материала создается структура из углублений 13 и выступов 14.
Также следует отметить, что варианты осуществления изобретения, показанные на фиг.13 и 14, обладают тем преимуществом, что только ленточный печатный элемент 20 и фольга 29, соответственно, соприкасаются с синтетическим материалом в слое 7 из синтетического материала. Это особенно полезно, если подобный слой 7 из синтетического материала содержит износостойкие частицы, такие как оксид алюминия. За счет этого, в частности, предотвращается быстрый износ остальных частей конструкции, таких как ролики 24.
На фиг.15 показан другой вариант осуществления изобретения, аналогичный примеру по фиг.12, в котором между тем оттиск 6, определяющий структуру или, по меньшей мере, часть ее, переносится на слой 7 из синтетического материала. Технология по фиг.15 может применяться для формирования защитного покрытия 22, которое может наноситься, как это было описано выше, со ссылкой на четвертый объект изобретения.
На фиг.16 показан еще один пример способа, обладающий признаками, помимо прочего, четвертого объекта изобретения. В данном случае защитное покрытие 22, которое первоначально было нанесено на слой 7 из синтетического материала, печатается на слой 7 из синтетического материала при помощи печатной обработки, до осуществления снятия и/или нанесения материала. В данном случае имеется в виду только снятие материала, а именно очистка S6 при помощи щетки. Перед снятием материала может осуществляться сушка слоя 7 из синтетического материала таким образом, чтобы непосредственно сам слой 7 из синтетического материала был в достаточной мере подготовлен для подобной обработки S6. Подобная сушка здесь не показана, однако подразумевается, что она аналогична сушке в сушильной камере 27, показанной на фиг.13.
На фиг.17 показан еще один пример способа, обладающий признаками, помимо прочего, четвертого объекта изобретения. В данном случае участки, находящиеся снизу слоя 7 из синтетического материала, на который нанесено защитное покрытие 22, подвержены в большей степени обработке по снятию материала, осуществляемой на этапе S6, в данном случае при помощи всасывания. В приведенном примере это осуществляется за счет того, что защитные участки 30 содержат материал, не пропускающий или, по меньшей мере, обеспечивающий определенную защиту от ультрафиолетового излучения сушильной камеры 27 таким образом, что участки 31, расположенные снизу слоя 7 из синтетического материала, отвердевают в меньшей степени или вообще не отвердевают. Подобные участки 31 слоя 7 из синтетического материала затем удаляются на этапе S6, в данном случае вместе с защитным покрытием, при помощи описанной здесь технологии всасывания. Защитное покрытие 22 также может удаляться на отдельном этапе, предпочтительно перед удалением не полностью отвердевших или в меньшей степени отвердевших участков 31 слоя 7 из синтетического материала.
Понятно, что защитное покрытие 22 в примере, показанном на фиг.17, может наноситься при помощи цифрового оттиска 6, причем в этом случае получается первый и, возможно, пятый объект изобретения.
На фиг.18 показан пример использования защитного покрытия 22, выполненного как самостоятельный слой. В данном случае защитное покрытие 22 состоит, по существу, из светопропускающей или прозрачной фольги 29, на которую при помощи оттиска 6 нанесены защитные участки 30. В данном примере, так же как и в примере, показанном на фиг.17, защитные участки 30 усиливают воздействие эффекта обработки по снятию материала, осуществляемой на этапе S6, на расположенные снизу участки 31, в данном случае при помощи всасывания. Подобная фольга 29 помещается между источником излучения, в данном случае сушильной камерой 27, и слоем 7 из синтетического материала на этапе, предшествующем обработке по снятию материала, и в этом месте защитные участки 30 образуют экран, защищающий, например, от ультрафиолетового излучения, излучаемого сушильной камерой. На фиг.18 также показан пример способа, при котором защитное покрытие 22 снимается со слоя 7 из синтетического материала на отдельном этапе. В данном случае это осуществляется путем снятия фольги 29 со слоя 7 из синтетического материала перед тем, как неполностью или в меньшей степени отвердевшие участки 31 подвергаются обработке по снятию материала на этапе S6.
Понятно, что защитные участки 30 могут наноситься на любую сторону фольги 29, либо могут наноситься на обе ее стороны. Преимущество рассмотренных вариантов осуществления изобретения заключается в том, что защитные участки 30 становится проще удалять со слоя 7 из синтетического материала. На часть фольги 29, соприкасающуюся со слоем 7 из синтетического материала, может быть нанесен антиадгезионный слой, например антиадгезионный слой, содержащий силикон и/или тефлон.
Понятно, что варианты осуществления изобретения, показанные на фиг.17 и 18, также являются примерами способа, когда защитное покрытие формируется параллельно или одновременно с этапом создания рельефа в синтетическом материале. В данном случае, при создании рельефа фактически наносится другой участок 31 из защитного покрытия, отличающийся от формируемого одновременно, с использованием струйного принтера 10.
Согласно не показанному варианту осуществления изобретения, может использоваться несколько защитных покрытий 22, расположенных один за другим и/или один над другим. В примерах, показанных на фиг.16, 17 или 18, может наноситься дополнительное защитное покрытие 22, перед тем или после того, как предыдущее защитное покрытие 22 было напечатано на слое 7 из синтетического материала при помощи печатной обработки, либо после удаления защитного покрытия 22. За счет соответствующего подбора различных защитных покрытий 22 углубления 13 и/или выступы 14 могут быть выполнены со скошенными стенками и/или разной глубины.
Понятно, что результаты, полученные с использованием способов согласно изобретению, изображенные на фиг.6, 7, а также 9-18, могут быть дополнены одним или несколькими финишными слоями лака и т.п.
Следует отметить, что толщина слоев из материала и подложек, показанных на фиг.2-7, а также 9-18, показана лишь схематически и не устанавливает каких-либо ограничений. Между тем, понятно, что толщина верхнего слоя может быть ограничена несколькими десятыми долями миллиметра, тогда как толщина подложки может колебаться в пределах от 5 до 15 мм и более.
Важно отметить, что согласно всем объектам изобретения изготавливаются относительно жесткие панели, без скатываемого покрытия. Преимущество жестких панелей заключается в том, что на них проще устанавливать средства соединения, например винты, штифты или средства механического сопряжения, которые позволяют соединять друг с другом две подобные панели, например напольные панели за счет профилирования подобных мест сопряжения в подложке. Подобные средства сопряжения и технология резки известны как таковые из документа WO 97/47834 или DE 202008008597 U1. За счет их жесткости и наличия средств сопряжения изготавливаемые панели с покрытием просты в установке и не требуют их приклеивания к расположенному снизу слою.
Настоящее изобретение ни в коем случае не ограничено описанными выше вариантами осуществления; наоборот, подобные способы и панели могут быть реализованы различными путями, не выходя за объем настоящего изобретения.
Реферат
Группа изобретений относится к способу изготовления панелей и напольной панели, изготовленной данным способом. Способ изготовления панелей (1) с покрытием, содержащих, по меньшей мере, подложку (2) и верхний слой (3) с узором, наносимый на подложку (2), при этом нанесение верхнего слоя (3) включает в себя, по меньшей мере, два этапа: первый этап (S4), на котором слой (7) из синтетического материала наносят на подложку (2), и второй, последующий этап (S5), на котором на поверхность слоя (7) из синтетического материала наносят рельеф, при этом рельеф содержит рисунок, состоящий из углублений (13) и/или выступов (14) и полученный при помощи структурированного механического печатного элемента (20), при этом структуру печатного элемента (20) формируют параллельно этапу создания рельефа, причем указанную структуру получают посредством технологии печати, обеспечивающей один или несколько оттисков (6) на печатном элементе (20) так, что рисунок из углублений (13) и/или выступов (14), по меньшей мере, частично определяют и получают посредством указанной технологии печати. Техническим результатом группы изобретений является создание альтернативного способа изготовления панелей с покрытием, который может обеспечить изготовление более гладких панелей и сделать покрытие более экономичным. 2 н. и 12 з.п. ф-лы, 18 ил.
Комментарии