Способ нанесения покрытия на субстрат путем химического осаждения из паровой фазы - RU2555273C2
Код документа: RU2555273C2
Чертежи




Описание
Область изобретения
Настоящее изобретение относится к способам нанесения неорганического покрытия на субстрат посредством химического осаждения из паровой фазы (CVD, chemical vapor deposition), в частности, посредством CVD с помощью пламени (FACVD, flame-assisted chemical vapor deposition) или CVD посредством сгорания (CCVD, Combustion CVD).
Предшествующий уровень техники
FACVD и CCVD представляют собой варианты CVD, в которые вовлечено горение жидких или газовых предшественников, впрыскиваемых и/или доставляемых в диффузионные или предварительно перемешанные пламена, где этот предшественник будет разлагаться/испаряться и претерпевать химическую реакцию/сгорание в пламени. CCVD в действительности представляет собой способ на основе FACVD. Оба метода описаны в Progress in Materials Science 48(2003), pp.140-144.
Возможность объединения атмосферного давления и низкой температуры в процессе обработки делает FACVD/CCVD полезным методом для различных применений, в которых требуется покрытие высокой пропускной способности.
Однако скорости обработки до сих пор ограничены вследствие ухудшения качества покрытия и/или толщины покрытия при высоких относительных скоростях субстрата, то есть скорости субстрата относительно пламени. В частности, при скоростях выше 30 м/мин современные методы FACVD/CCVD не позволяют получать покрытия достаточного качества, которое оценивают по толщине покрытия, которую возможно получить, и по анализу углеродной сажи в сочетании с измерением цвета.
В частности, обнаружили, что в случае термочувствительных поверхностей, таких как окрашенные металлические листы, полимерные субстраты, такие как поликарбонатные субстраты, или другие материалы, такие как стекло или текстиль, трудно получить покрытия хорошего качества с помощью FACVD вследствие того, что сам материал разрушается высокими температурами, либо вследствие нежелательных химических или физических взаимодействий/преобразований, происходящих непосредственно под самой наружной поверхностью субстрата, вызывая повреждения в отношении адгезии, прочности покрытия и т.д.
В DE 102004029911 А1 раскрыт способ успешного нанесения оксида Ti и оксида Si путем не прямого впрыскивания предшественника в пламя, а путем обеспечения потока предшественника вблизи двух горелок FACVD. Однако скорость обработки данного способа также ограничивается 30 м/мин. В США 2009/0233000 проводящий материал наносят на субстрат путем сгорания предварительно смешанного горючего вещества и окислителя с образованием застойного пламени против движущегося субстрата, что стабилизирует застойное пламя, и путем введения по меньшей мере одного предшественника в пламя с образованием проводящего материала на субстрате. В данном документе раскрыто, что возможно поддерживать застойное пламя даже в том случае, когда субстрат перемещается относительно пламени. На застойное пламя не влияет перемещение субстрата. Согласно ″Combustion Physics″ Law, Cambridge, 2006, также цитируемой в США 2009/0233000, застойное пламя характеризуется гидродинамической протяженностью пламени. Такая гидродинамическая протяженность требует постоянно изменяющейся текучей зоны, посредством которой распространяется газовый флюс. Только в определенном случае направления горелки вверх в направлении стабилизирующей поверхности выше нее может быть достигнуто застойное пламя, как описано в США 2009/0233000. Также считают, что стабильное застойное пламя может быть получено только при определенных величинах газовых потоков горелки и при высоких относительных скоростях между субстратом и пламенем, таких как примерное значение 4 м/с (240 м/мин), как раскрыто в цитируемом документе. Именно поэтому метод имеет очень ограниченную область применения.
Задача и технический результат изобретения
Задачей настоящего изобретения является разработка способа FACVD/CCVD, а технический результат заключается в получении неорганического покрытия хорошего качества, в частности, на термочувствительных материалах.
Краткое описание изобретения
Изобретение относится к способу, который раскрыт в прилагаемой формуле изобретения. Изобретение, таким образом, относится к способу нанесения покрытия на субстрат методом химического осаждения из паровой фазы с помощью пламени, где субстрат подвергают воздействию пламени, образуемого горелкой, в то время как поток элементов-предшественников добавляют в указанное пламя, и где субстрат подвергают относительному перемещению относительно указанной горелки, где пламя растягивается вдоль реакционной зоны, расположенной сзади горелки, где относительная скорость субстрата относительно пламени выше 30 м/мин. Согласно дополнительным предпочтительным воплощениям относительная скорость субстрата выше 40 м/мин и выше 50 м/мин соответственно. В контексте настоящего описания FACVD включает любой метод химического осаждения из паровой фазы, включающий использование пламени. Таким образом, метод FACVD, применяемый в настоящем изобретении, включает метод, известный в данной области техники как CVD посредством сгорания (CCVD).
Согласно предпочтительному воплощению субстрат содержит на своей поверхности термочувствительный материал или состоит из него. В контексте настоящего изобретения 'термочувствительный материал' определяют как материал, на который не может быть нанесено покрытие методом FACVD, когда относительная скорость субстрата составляет 30 м/мин или ниже, и когда не применяют внешнее охлаждение. Внешнее охлаждение в данной заявке определяют как форсированное охлаждение, то есть активное усилие по охлаждению субстрата в дополнение к охлаждению субстрата посредством контакта с окружающим воздухом. Таким образом, когда 'не применяют внешнее охлаждение', это означает, что субстрат охлаждается только за счет контакта с окружающей средой (естественной конвекции).
В изобретении температура предварительного подогрева потока предшественника и субстрата является такой, что взаимодействия предшественника с образованием покрытия по существу происходят в указанной реакционной зоне, расположенной сзади горелки относительно направления движения горелки относительно субстрата. Эти взаимодействия позволяют получить лучшее качество и толщину покрытия без повреждения субстрата.
Согласно предпочтительному воплощению получают толщину покрытия минимум 10 нм и оценку углеродной сажи/изменения цвета менее 1.
Согласно предпочтительному воплощению изобретения внешнее охлаждение субстрата не проводят во время относительного перемещения субстрата относительно горелки. Возможно, субстрат может охлаждаться периодически путем отдаления субстрата от пламени и перемещения обратно в пламя в течение последовательных интервалов времени. Это периодическое охлаждение, таким образом, все же подпадает под вышеописанное значение 'отсутствия внешнего охлаждения'. Внешнее охлаждение (то есть форсированное охлаждение, такое как водяное охлаждение), хотя оно и не требуется, можно использовать необязательно.
Субстрат может содержать на своей поверхности материал на основе сложного полиэфира или органический материал, либо состоять из него. Субстрат может представлять собой металлический субстрат, окрашенный слоем краски на основе сложного полиэфира или органической пленкой. В двух последних случаях, когда применяют периодическое охлаждение, относительная скорость субстрата может составлять от 40 м/мин до 110 м/мин. Когда внешнее охлаждение или периодическое охлаждение не применяют, относительная скорость субстрата может составлять от 110 м/мин до 140 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности стекло или состоит из него, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата выше 30 м/мин и составляет вплоть до 80 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности полистирол или состоит из него, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 60 м/мин до 100 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности полиметилметакрилат или состоит из него, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 60 м/мин до 110 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности полипропилен или текстиль или состоит из них, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 120 м/мин до 140 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности поликарбонат или состоит из него, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 60 м/мин до 140 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности ламинат или дерево или состоит из них, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 40 м/мин до 100 м/мин.
В воплощении изобретения субстрат содержит на своей поверхности поливинилхлорид или состоит из него, где не применяют внешнее охлаждение и периодическое охлаждение, и где относительная скорость субстрата составляет от 90 м/мин до 100 м/мин. Согласно предпочтительному воплощению материал субстрата представляет собой не силиконовый каучук.
Предпочтительно доля потока предшественника относительно газового потока горелки составляет от 1,9×10-6 до 2,8×10-6 и/или температура предварительного подогрева субстрата составляет от 40°C до 75°C.
Согласно предпочтительному воплощению покрытие представляет собой покрытие диоксидом кремния. Иными словами, элементы-предшественники имеют такую структуру, чтобы образовывать покрытие диоксидом кремния.
Изобретение также относится к применению способа по изобретению при изготовлении фоточувствительных элементов, содержащих стеклянный или поликарбонатный слой, где слой диоксида кремния наносят на указанный стеклянный или поликарбонатный слой.
Согласно воплощению субстрат содержит на своей поверхности термочувствительный материал или состоит из него, где нанесение покрытия происходит за две или более чем за две стадии нанесения на, возможно, предварительно подогретый субстрат, причем каждая стадия нанесения состоит из ряда последовательных проходов на одной и той же части субстрата, каждый проход состоит в перемещении субстрата относительно пламени со скоростью 30 м/мин или более, в процессе указанного перемещения внешнее охлаждение не применяют, и где после каждой стадии нанесения субстрат подвергают стадии охлаждения, где субстрат охлаждается до его исходной температуры.
В последнем воплощении субстрат можно удалять из пламени после каждой стадии на период, достаточно длительный, чтобы дать возможность субстрату охладиться в окружающем воздухе до его исходной температуры, либо субстрат можно удалять из пламени после каждой стадии и охлаждать до его исходной температуры путем форсированного охлаждения.
Указанный термочувствительный материал может представлять собой полипропилен (PP), поливинилхлорид (PVC) или сополимер акрилонитрила, бутадиена и стирола (ABS).
Согласно воплощению указанный термочувствительный материал представляет собой PP, и:
- относительная скорость между пламенем и субстратом составляет от 80 м/мин до 200 м/мин,
- каждая стадия включает два или три прохода,
- время охлаждения между стадиями составляет по меньшей мере 2 минуты,
- субстрат предварительно подогревают до температуры от 40°C до 75°C.
Согласно другому воплощению термочувствительный материал представляет собой PVC, и:
- относительная скорость между пламенем и субстратом составляет от 60 м/мин до 80 м/мин,
- каждая стадия включает два или три прохода,
- время охлаждения между стадиями составляет по меньшей мере 10 минут,
- субстрат предварительно не подогревают.
Согласно другому воплощению указанный термочувствительный материал представляет собой ABS, и:
- относительная скорость между пламенем и субстратом составляет от 80 м/мин до 200 м/мин,
- каждая стадия включает два или три прохода,
- время охлаждения между стадиями составляет по меньшей мере 10 минут,
- субстрат предварительно не подогревают.
В воплощениях предшествующих 6 параграфов число стадий может составлять 3 или 4, и может встречаться нижеследующее:
- поток предшественника составляет от 200 мкл/мин до 600 мкл/мин,
- доля потока предшественника относительно потока газа горелки (горючего газа и воздуха) составляет от 0,9×10-6 до 2,8×10-6 (литрпредшественник/литргаз),
- расстояние между горелкой и субстратом составляет от 10 мм до 15 мм.
Краткое описание графических материалов
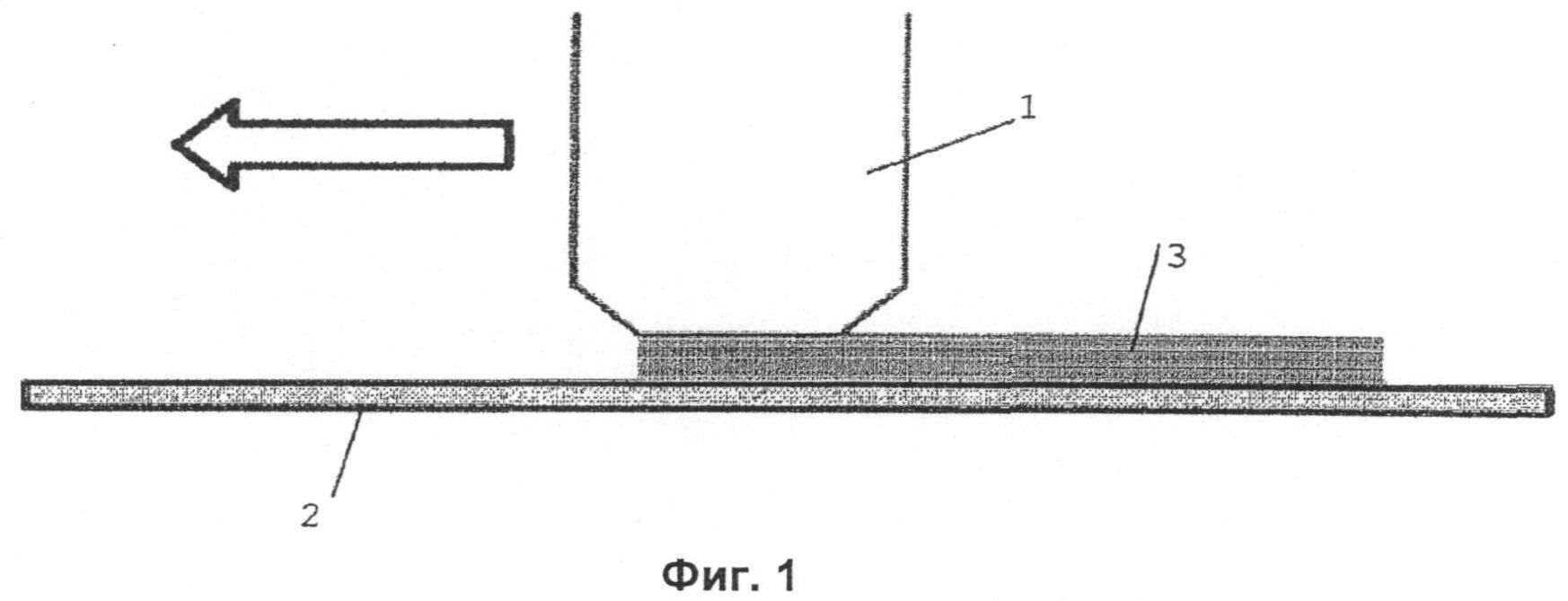
На фиг.1 показано схематическое изображение установки FACVD согласно изобретению.
На фиг.2 показаны различные области, соответствующие различным качествам покрытия в отношении скорости нанесения покрытие на единицу мощности горелки в зависимости от относительной скорости субстрата.
На фиг.3 показана толщина покрытий, нанесенных на предварительно окрашенные стальные субстраты, в зависимости от относительной скорости субстрата для различных режимов внешнего охлаждения.
На фиг.4 показан такой же график, как на фиг.3, где кривая подогнана по точкам измерения.
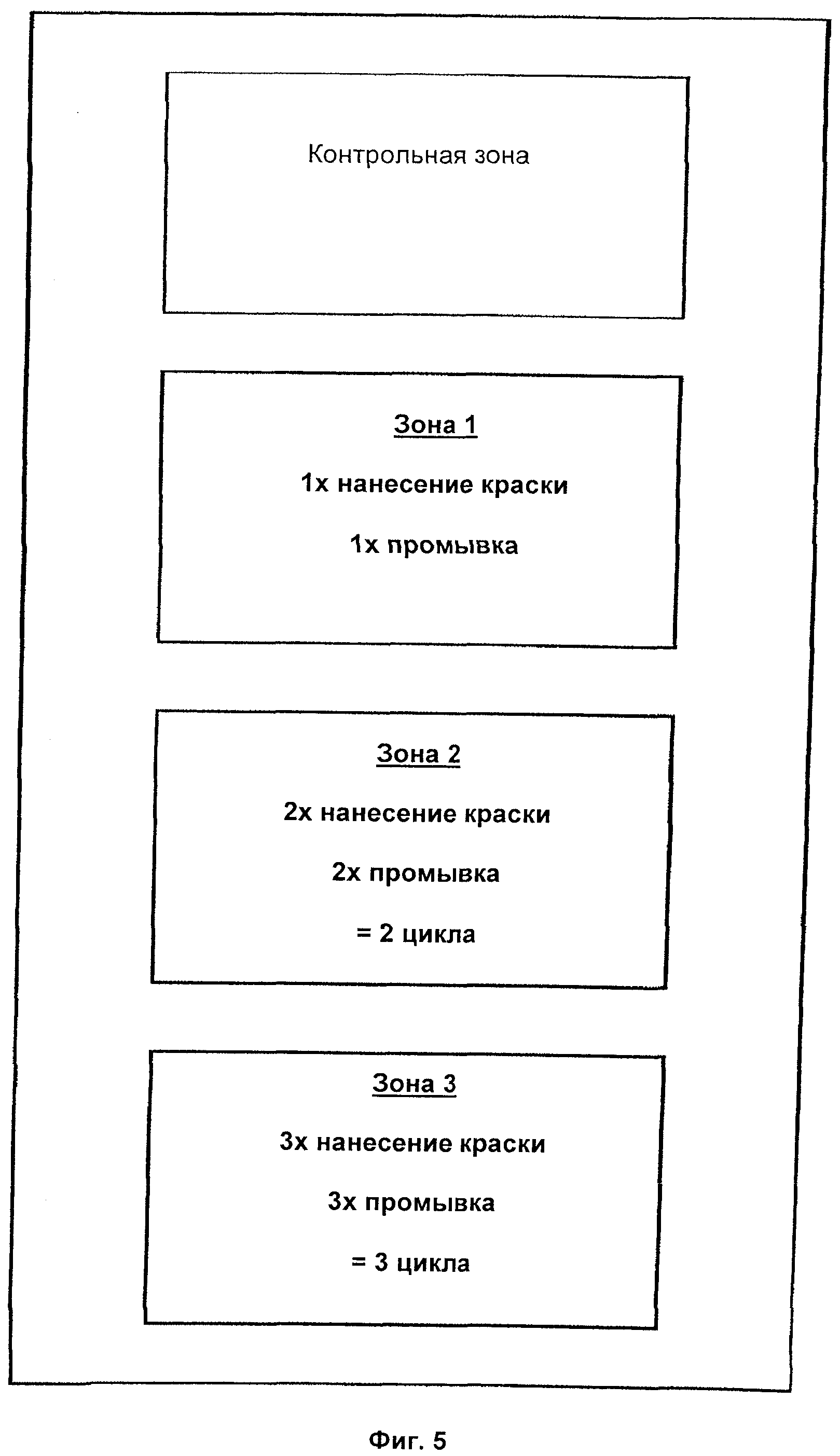
На фиг.5 проиллюстрированы четыре зоны, используемые в анализе углеродной сажи.
На фиг.6 изображена схема, иллюстрирующая циклы загрязнения и очистки, используемая в анализе углеродной сажи.
Подробное описание изобретения
Обнаружили, что, в частности, на термочувствительных материалах, таких как описано выше, хорошее качество покрытия в отношении толщины и измерений углеродной сажи/цвета может быть получено с помощью FACVD, при относительной скорости субстрата (то есть скорости субстрата относительно пламени) выше 30 м/мин, без необходимости во внешнем охлаждении. Согласно более предпочтительному воплощению относительная скорость субстрата составляет 40 м/мин. Согласно дополнительному предпочтительному воплощению относительная скорость субстрата составляет выше 50 м/мин. Согласно изобретению характеристики пламени являются такими, что присутствует 'эффект растяжения' субстрата на пламени, как проиллюстрировано на фиг.1. Стрелкой указана относительная скорость головки 1 FACVD относительно субстрата 2. При высоких относительных скоростях пламя распространяется по реакционной зоне 3 сзади головки FACVD. Данный тип пламени получают в условиях в отношении скоростей газа горелки и других параметров, отличающихся от параметров, которые, как известно, приводят к застойному пламени, как определено в США 2009/0233000. Деформация пламени является следствием сил трения между пламенем и поверхностью субстрата. В противоположность застойному пламени США 2009/0233000, на пламя в способе по изобретению влияет относительное перемещение субстрата. Точнее, пламя вытягивается (то есть простирается) в реакционной зоне 3, расположенной сзади горелки ('сзади', как видно по направлению движения горелки относительно субстрата). Обнаружили, что эффект растяжения уменьшает поток тепла в направлении субстрата, хотя все же обеспечивая достаточное тепло для взаимодействия элементов-предшественников и образования покрытия. Уменьшенный поток тепла позволяет избежать нежелательного химического и физического взаимодействия, происходящего под поверхностью субстрата. Способ FACVD по изобретению можно осуществлять при давлении, близком к атмосферному, при атмосферном или более высоком давлении.
В настоящем изобретении установлены предпочтительные диапазоны для ряда параметров процесса, которые дают возможность вышеописанному эффекту растяжения осуществляться таким образом, что высокое качество покрытия получают при относительных скоростях субстрата выше 30 м/мин. Максимальная пригодная относительная скорость может зависеть от материала субстрата.
Согласно предпочтительному воплощению, применимому к большинству материалов субстрата, относительная скорость субстрата составляет вплоть до 200 м/мин. Особенно предпочтительные диапазоны скорости, применимые к конкретным материалам субстрата, приведены в данном описании ниже. В научных терминах, необходимо поддерживать динамическую температуру в данных пределах. Динамическую температуру определяют как температуру в каждый мгновенный момент времени в течение процесса нанесения для малого материального элемента материала субстрата. Динамическая температура зависит от потоков энтропии и энергии (в основном, определяемых температурой и взаимодействиями предшественников) в термодинамической системе, определяемой реакционной зоной 3. Согласно предпочтительным воплощениям условия получения хорошего покрытия также относятся к внешнему охлаждению, применяемому к субстрату. Согласно предпочтительным воплощениям внешнее охлаждение не применяют вместо непрерывного охлаждения с помощью водяной бани или теплопоглощающего устройства, которое применяют в способах предшествующего уровня техники. Также установлены предпочтительные диапазоны для ряда параметров процесса, в частности, потока предшественника относительно потока газов горелки и температуры предварительного подогрева субстрата.
Изобретение проиллюстрировано для случая предварительно окрашенных стальных субстратов на графике на фиг.2, где показана чистая скорость нанесения, достигаемая на единицу рассеиваемой энергии горелки, в зависимости от относительной скорости субстрата в процессе нанесения FACVD. Таким образом, ось у дает представление о потоке активированного предшественника в направлении поверхности на единицу энергии, рассеиваемой в процессе. На оси x показана относительная скорость субстрата относительно пламени. Различные точки соответствуют различным тестируемым образцам. Все точки на графике, которые соответствуют относительным скоростям субстрата ниже 40 м/мин, были измерены при внешнем водяном охлаждении. Все точки выше 40 м/мин были измерены без внешнего охлаждения.
В зоне 100 низкой скорости нанесения количество материала, нанесенного на поверхность, ограничено. Это может быть вызвано различными причинами (динамическая температура в каждом случае является слишком низкой):
- слишком низкий поток энергии в направлении поверхности,
- слишком низкий поток активированного предшественника в направлении поверхности (слишком малая эксергия),
- активны слишком многие диссипативные процессы, приводящие в результате к слишком высокой локальной энтропии, например, если локальная турбулентность велика в зоне, где присутствует активированный предшественник.
В области 200 'образования порошка' активированный предшественник образует слишком много порошка. Это происходит почти всегда, если в газовую смесь добавляют слишком много предшественника. В этом случае поток эксергии, создаваемый активированным предшественником, очень высок (добавляют большое количество свободной энтальпии активированного предшественника). Динамическая температура поверхности будет слишком высокой, и покрытие в целом будет обладать слабой адгезией.
В зоне 300 'промежуточного свойства' покрытие не очень плотно прилегает. Покрытие, вероятнее, является пористым и не обладает такими же свойствами слоя, как при более низких скоростях субстрата. Это достигается добавлениями предшественника в достаточно большом количестве при несколько более высоких скоростях субстрата, чем в зоне 'образования порошка'. Более высокая скорость субстрата снижает перенос энергии на субстрат, тогда как поток свободной энтальпии активированного предшественника остается достаточно высоким (динамическая температура отличная, но значительное перемешивание жидких элементов). Однако при периодическом охлаждении (см. ниже) в данной зоне может быть получено хорошее качество покрытия при скоростях выше 30 м/мин и вплоть до примерно 60 м/мин, также приводящих к 'эффекту растяжения'.
В целях получения покрытия с хорошими свойствами и высокой относительной скорости субстрата (зона 400, выше, чем примерно 60 м/мин) перемешивание жидких элементов в газовой фазе, которая содержит активированный предшественник, должно быть сведено к минимуму. Это уменьшит фрактальную поверхность образующихся агрегатов. Это означает, что прирост энтропии в газовой фазе должен быть снижен. Это может быть достигнуто путем перехода к комбинациям в процессе скоростей субстрата и газовых потоков, которые позволяют получить наиболее оптимальную форму 'эффекта растяжения'. О данной предпочтительной комбинации будет свидетельствовать переход от режима, контролируемого скоростями субстрата, к режиму, контролируемому диффузией, поскольку при эффекте растяжения технологические газы будут образовывать пограничный слой субстрата. Действительное положение зон 100-400 может различаться для различных материалов субстрата.
В условиях, обозначенных зоной 400, суммарный поток энтропии в направлении поверхности будет снижен, как и поток теплоты в направлении поверхности так, чтобы динамическая температура изменялась. Будет необходима подача достаточной эксергии на поверхность, чтобы иметь динамическую температуру процесса, которая находится в требуемом интервале. Следовательно, при более высоких скоростях процесса согласно изобретению количество активированного предшественника в газовой фазе должно быть увеличено, и/или температура субстрата должна быть повышена относительно FACVD при более низких скоростях субстрата, где не требуется внешнего охлаждения. На практике это означает, что поток предшественника и/или температура предварительного подогрева субстрата выше при способе по изобретению, чем при известных способах FACVD без внешнего охлаждения.
На основании фиг.2 также следует отметить, что нанесение покрытия с помощью CVD при высоких скоростях субстрата согласно изобретению является более эффективным, чем нанесение покрытия с помощью CVD более низких скоростях субстрата: на фиг.2 показана скорость нанесения покрытия (в нм толщины слоя покрытия в с) на единицу мощности горелки. Таким образом, способ по изобретению обеспечивает большую толщину покрытия для такой же мощности, доставляемой горелкой.
Вместо установки фиг.1 также возможно покрывать субстрат путем изменения направления установки фиг.1 на противоположное, то есть путем подачи пламени и потока предшественника вверх по направлению перемещения субстрата относительно пламени выше указанного пламени. Возможно также перемещать субстрат в вертикальной плоскости и подавать пламя и предшественник горизонтально. Способ по изобретению, таким образом, не огранивается субстратом, расположенным выше пламени. Способ по изобретению можно применять одновременно на обеих сторонах субстрата.
Согласно предпочтительным воплощениям предшественник, который используют в изобретении, пригоден для образования покрытия диоксидом кремния на поверхности. Его примером является гексаметилдисилоксан (HMDSO).
Теперь представлен ряд результатов испытаний, которые иллюстрируют изобретение. Эти испытания проводили на предварительно окрашенных стальных субстратах. Слой краски представлял собой краску на основе сложного полиэфира. Испытания проводили в различных условиях:
- Непрерывное охлаждение: в данном случае субстрат помещают на держатель с термостатическими свойствами, регулируемыми большой водяной баней. В данном случае тепловой поток, который может быть создан, является высоким.
- Промежуточное охлаждение: образцы помещают на вращающийся цилиндр, и охлаждение осуществляют после 2 проходов покрытия путем отдаления вращающегося цилиндра от горелки в течение 4 секунд и путем поддержания движения вращающегося цилиндра. Поскольку в качестве охлаждающей среды используют воздух, тепловой поток, отводимый от субстрата, намного ниже. Один проход определяют как непрерывное перемещение головки FACVD относительно субстрата или наоборот, где во время этого перемещения внешнего охлаждения не осуществляют.
- Непрерывный процесс (в отсутствие как внешнего, так и периодического охлаждения): цилиндр постоянно оставляют под горелкой во время нанесения покрытия. Количество теплоты, отводимой от субстрата носителем, следовательно, дополнительно уменьшено. Такой же эффект получают посредством горелки, которая перемещается при последовательных проходах относительно субстрата без перерыва между проходами.
На фиг.3 показана толщина нанесенного покрытия за два прохода в зависимости от относительной скорости субстрата для ряда испытуемых образцов (символы ▲, ♦ и ■). Кривая 10 действительна для непрерывного охлаждения, кривая 11 для периодического охлаждения и кривая 12 для непрерывного процесса (без охлаждения). Все точки измерения соответствуют 'хорошим' покрытиям в отношении толщины покрытия и измерений углеродной сажи/цвета (дельта Е менее 1 для 1 цикла, см. приложение). Используемый предшественник представлял собой HMDSO, добавляемый в пламя FACVD при 400 мкл/мин. Температура предварительного подогрева субстрата составляла 40°C для всех точек на кривых. FACVD проводили с горелкой, ширина которой составляла 22 см, и с потоком воздуха, составляющим 200 л/мин, и потоком пропана 9,1 л/мин. Расстояние субстрат/горелка составляло 1 см.
Обнаружили, что в процессе непрерывного охлаждения (кривая 10) хорошие покрытия не могли быть получены при скоростях выше 45 м/мин. При периодическом охлаждении (кривая 11) скорость можно было увеличить примерно до 90 м/мин, прежде чем толщина покрытия становилась слишком маленькой. При непрерывном процессе скорость могла быть дополнительно увеличена до 120 м/мин, при сохранении хорошего качество покрытия.
Эти результаты доказывают, что более высокие скорости процесса приводят в результате к возрастающему 'охлаждающему эффекту', который благоприятен для образования хорошего покрытия, до такой степени, что внешнее охлаждение становится все менее и менее необходимым до того момента, когда оно не требуется. Вместе с 'эффектом растяжения' это приводит в результате к образованию покрытий высокого качества на материалах, которые до сих пор невозможно было покрывать с помощью FACVD.
Точки измерения 15 и 16 представляют собой измерения при непрерывном процессе (отсутствии внешнего охлаждения) при 90 м/мин и при более высоких значениях для потока предшественника и температуры предварительного подогрева субстрата. Образец 15 был покрыт при потоке предшественника 600 мкл/мин, а образец 16 при температуре предварительного подогрева 75°C. Видно, что в обоих случаях толщина слоя увеличилась. Измерение углеродной сажи/цвета было все же хорошим. Дальнейшее увеличение одного из этих параметров приводит к нанесению "плохих покрытий". Имеется прирост в количестве наносимого покрытия за счет увеличения количества предшественника или температуры предварительного подогрева, однако процесс периодического охлаждения при 400 мкл/мин и 40°C приводит к нанесению покрытия с большей эффективностью.
Далее сделана ссылка на фиг.4, где показаны результаты того же испытания, как на фиг.3, но где максимальные наносимые количества для скоростей более 40 м/мин отложены на графике log/log наносимого количества в зависимости от скорости субстрата. Видно, что получен наклон -0,2 (см. кривую 20 наилучшего соответствия на фиг.4). Это указывает на то, что наносимое количество пропорционально скорости субстрата до показателя степени -0,2. Эта зависимость скорости подобна зависимости толщины турбулентного пограничного слоя для плоских субстратов (см., например, "Perry's chemical engineers handbook", R.H. Perry and D.W. Green, pp.6-40). При скоростях субстрата ниже 40 м/мин зависимости отличается.
Вывод из этих испытаний состоит в том, что для предварительно окрашенных стальных субстратов испытуемого типа могут быть получены покрытия хорошего качества в диапазоне скоростей от 110 до 140 м/мин для вышеописанного непрерывного процесса (отсутствие внешнего охлаждения и отсутствие периодического охлаждения) при потоке HMDSO 400-600 мкл/мин и температуре предварительного подогрева субстрата 40-75°C. При периодическом охлаждении хорошие покрытия могут быть получены для скоростей субстрата выше 30 м/мин и вплоть до примерно 110 м/мин для таких же диапазонов потока HMDSO и температуры предварительного подогрева.
Значение потока предшественника должно быть рассмотрено относительно потока газа горелки 209,1 л/мин в испытываемом случае (поток воздуха и пропана). Предпочтительный диапазон для доли потока предшественника относительно потока газа горелки составляет, таким образом, от 1,9×10-6 до 2,8×10-6. Для других типов предшественников и типов субстратов вышеуказанные пределы также представляют собой предпочтительный диапазон для доли потока предшественника относительно потока газа горелки (1,9×10-6-2,8×10-6) и для температуры предварительного подогрева субстрата (40-75°C).
Дополнительные испытания выявили оптимальные окна скорости для нижеследующих материалов субстрата при доле потока предшественника относительно потока газа горелки 1,9×10-6 (хотя это также действительно для более высоких значений), покрываемых посредством вышеописанного непрерывного процесса (отсутствие внешнего охлаждения и отсутствие периодического охлаждения) и с HMDSO в качестве предшественника (хотя это также действительно для других предшественников).
Стекло: выше 30 м/мин и вплоть до 80 м/мин, согласно другому воплощению от 30 м/мин до 50 м/мин.
Ламинат: от 40 м/мин до 100 м/мин.
Дерево: от 40 м/мин до 100 м/мин.
Полистирол (PS): от 60 м/мин до 100 м/мин, согласно другому воплощению от 80 м/мин до 100 м/мин.
Полиметилметакрилат (РММА): от 60 м/мин до 110 м/мин, согласно другому воплощению от 80 м/мин до 110 м/мин.
Поливинилхлорид (PVC): от 90 м/мин до 100 м/мин.
Полипропилен (РР): от 120 м/мин до 140 м/мин.
Текстиль: от 120 м/мин до 140 м/мин.
Поликарбонат (PC): от 60 м/мин до 140 м/мин.
Способ по изобретению также применим к другим материалам. Согласно предпочтительному воплощению указанные материалы не включают силиконовый каучук.
Способ по изобретению можно применять в различных областях. Одним из примеров является применение данного способа при изготовлении фотоэлементов, где слой SiOx наносят на слой стекла, защищая поликристаллический Si-слой фотоэлемента, например, для придания свойств самоочищения слою стекла. Вместо слоя стекла можно использовать слой поликарбоната, на который нанесен слой SiOx согласно способу по изобретению, для обеспечения свойств самоочищения и противоотражающих свойств поликарбоната. В частности, при последнем применении этот способ полезен с учетом того, что PC является термочувствительным материалом, который не может быть покрыт посредством FACVD при скоростях ниже 30 м/мин.
Согласно воплощению способа по изобретению для нанесения покрытия на термочувствительный субстрат проводят два или более чем два прохода нанесения покрытия на одной и той же части субстрата без какого-либо внешнего охлаждения субстрата во время нанесения покрытия, после чего субстрат оставляют для охлаждения до его исходной температуры (комнатной температуры или температуры предварительного подогрева). В качестве альтернативы субстрат охлаждают до его исходной температуры путем форсированного охлаждения (например, форсированного воздушного охлаждения или водяного охлаждения) между стадиями. Один проход определяют как непрерывное перемещение головки FACVD относительно субстрата или наоборот. Это может представлять собой перемещение подвижной головки FACVD линейно над плоским субстратом, либо перемещение субстрата, закрепленного на вращающемся цилиндре, под стационарной головкой FACVD. Последовательность таких проходов далее в данной заявке называют стадией нанесения покрытия. Способ включает две или более чем две стадии нанесения покрытия со стадией охлаждения (охлаждения в условиях окружающей среды или форсированного охлаждения) между стадиями нанесения покрытия и после последней стадии нанесения покрытия. Каждый проход осуществляют при относительной скорости между головкой FACVD и субстратом более 30 м/мин, предпочтительно более 40 м/мин, более предпочтительно более 50 м/мин. Максимальная скорость зависит от типа субстрата и наносимого покрытия.
Предпочтительные конкретные параметры процесса приведены в данной заявке ниже для случаев, где термочувствительный материал представляет собой поливинилхлорид (PVC), сополимер акрилонитрила, бутадиена и стирола (ABS) или полипропилен (PP).
Для PP предпочтительны следующие условия:
- относительная скорость между горелкой и субстратом: от 80 м/мин до 200 м/мин, покрытие с некоторым числом стадий нанесения покрытия с двумя или тримя проходами на каждую стадию, со временем охлаждения в условиях окружающего воздуха по меньшей мере 10 мин между стадиями,
- предварительный подогрев субстрата перед покрытием до температуры предварительного подогрева от 40° до 75°C.
Согласно предпочтительному воплощению число стадий, применяемых для РР, составляет 3 или 4. Согласно следующему предпочтительному воплощению расстояние субстрат-горелка составляет 1 см.
Для PVC предпочтительны следующие условия:
- относительная скорость между горелкой и субстратом: от 60 м/мин до 80 м/мин,
- покрытие с некоторым числом стадий нанесения покрытия с двумя или тримя проходами на каждую стадию, со временем охлаждения в условиях окружающего воздуха по меньшей мере 10 мин между стадиями,
- отсутствие предварительного подогрева.
Согласно предпочтительному воплощению число стадий, применяемых для PVC, составляет 3 или 4. Согласно следующему предпочтительному воплощению расстояние субстрат-горелка составляет 1,5 см.
Для ABS предпочтительны следующие условия:
- относительная скорость между горелкой и субстратом: от 60 м/мин до 200 м/мин, согласно другому воплощению от 80 м/мин до 200 м/мин,
- покрытие с некоторым числом стадий нанесения покрытия с двумя или тремя проходами на каждую стадию, со временем охлаждения в условиях окружающего воздуха по меньшей мере 10 мин между стадиями,
- отсутствие предварительного подогрева.
Согласно предпочтительному воплощению число стадий, применяемых для ABS, составляет 3 или 4. Согласно дополнительному предпочтительному воплощению расстояние субстрат-горелка составляет 1,5 см.
Кроме вышеописанных, приведенные ниже параметры процесса предпочтительны для всех трех материалов:
- поток предшественника 200-600 мкл/мин,
- отношение потока предшественника/потока газа горелки (топливный газ + воздух) от 0,9×10-6 до 2,8×10-6 (литрпредшественник/литргаз), примечание:
- предшественник представляет собой жидкую фазу, а газы представляют собой газовую фазу,
- расстояние между горелкой и субстратом от 10 мм до 15 мм.
Например, поток предшественника может представлять собой поток HMDSO 400 мкл/мин, горелка FACVD может работать на потоке пропана 9,1 л/мин и потоке воздуха 200 л/мин (поток газа горелки составляет 209,1 л/мин, отношение составляет 1,9×10-6).
Согласно предпочтительным воплощениям предшественник, который используют в изобретении, пригоден для образования покрытия диоксидом кремния на поверхности. Предпочтительным предшественником является гексаметилдисилоксан (HMDSO): применяемый в вышеописанных условиях, этот предшественник позволяет получать покрытие на всех трех материалах PP, PVC и ABS с хорошими свойствами легкости очистки.
Хотя изобретение проиллюстрировано и подробно описано в графических материалах и приведенном выше описании, такую иллюстрацию и описание следует рассматривать иллюстративными или приводимыми в качестве примера, а не ограничивающими. Другие варианты раскрытых воплощений могут быть поняты и выполнены специалистами в данной области при воплощении на практике заявленного изобретения на основании изучения графических материалов, описания и прилагаемой формулы изобретения. В формуле изобретения слово "содержащий" не исключает другие элементы или стадии, а единственное число не исключает множественное число. Сам факт того, что определенные меры изложены во взаимно исключающих зависимых пунктах формулы изобретения, не указывает на то, что комбинация этих мер не может быть успешно использована. Любые ссылочные позиции в формуле изобретения не следует истолковывать как ограничивающие объем.
В приведенном выше описании подробно описаны некоторые воплощения изобретения. Однако будет понятно, что независимо от того, как подробно вышеописанное представлено в тексте, изобретение можно воплощать на практике многими способами, и, следовательно, оно не ограничивается раскрытыми воплощениями. Следует отметить, что применение конкретной терминологии при описании определенных признаков или аспектов изобретения не подразумевает того, что терминология в данной заявке переопределяется для того, чтобы ограничиваться включением каких-либо особых характеристик признаков или аспектов изобретения, с которыми связана эта терминология.
Приложение: описание измерений углеродной сажи и цвета, проведенных на предварительно окрашенных образцах
Получение 10% раствора углеродной сажи
К 5 г порошка углеродной сажи (Soot FW200 Degussa) добавляют 45 г H2O. Суспензию энергично перемешивают, и она остается стабильной.
Методика проведения испытания
Перед испытанием все образцы промывают деионизованной водой и высушивают феном. Образцы поддерживают в течение 24 ч при комнатной температуре. Испытуемый образец делят на 4 зоны (см. фиг.5).
Во всех случаях применения данного испытания 3 краски наносили в первые сутки в зонах 1-3. Пипеткой наносили 5 капель суспензии на каждую зону. Затем краску размазывали, используя шпатель, до зоны примерно 2 см × 3 см. Затем следует цикл, изображенный на фиг.6.
В конце цикла краски стирают под проточной H2O.
Цикл повторяют дважды в зоне 2 и три раза в зоне 3. Изменение цвета измеряют с помощью измерения цвета.
Измерение цвета
Измерение цвета проводят, используя BYK GARDNER SPRECTRO GUIDE SPHERE GLOSS согласно HND 250_072. (D65/10).
Цвет представляют на шкале с 3 осями, которые характеризуют цвет:
L: яркость от 0 (темный) до 100 (яркий);
a: ось зеленый-красный от -60 (зеленый) до +60 (красный);
b: ось синий - желтый от -60 (синий) до +60 (желтый).
Изменение цвета определяют по значению ΔE. Значение последней вычисляют как:

Это значение ΔE дает изменение цвета между поверхностью 2 (L2, a2, b2) и поверхностью 1 (L1, a1, b1).
Следующую количественную оценку проводят со значением для ΔE:
Если ΔE менее 1,0, изменение цвета незаметно для невооруженного глаза.
Если ΔE более 2, 4, изменение цвета является значимым.
Реферат
Настоящее изобретение относится к способу нанесения покрытия на субстрат (2), содержащий на своей поверхности материал, отличный от силиконового каучука, или состоящий из такого материала, методом химического осаждения из паровой фазы с помощью пламени. Осуществляют воздействие на субстрат пламенем горелки (1), в которое добавляют поток элементов-предшественников, обеспечивающих получение материала покрытия. Субстрат без внешнего охлаждения подвергают перемещению относительно указанного пламени с относительной скоростью перемещения выше 30 м/мин с обеспечением простирания пламени вдоль реакционной зоны (3), расположенной позади горелки. Обеспечивается получение покрытия хорошего качества, в частности, на термочувствительных материалах. 2 н. и 24 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ нанесения покрытий при помощи пламени и устройство нанесения покрытия при помощи пламени
Комментарии