Панель из пвх полимера - RU2725658C1
Код документа: RU2725658C1
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к усовершенствованной панели, в частности - к стеновой, потолочной или напольной панели, на основе несущей плиты из твердого ПВХ полимера (непластифицированного ПВХ; нПВХ; PVC-U), и к способу ее изготовления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Поливинилхлорид на протяжении длительного времени используют для изготовления напольных покрытий. Поливинилхлорид (ПВХ; PVC; от англ.: polyvinyl chloride) - это термопластичный материал, который без добавления вспомогательных веществ является твердым и хрупким. Однако механические свойства ПВХ можно регулировать в широком диапазоне за счет добавления подходящих вспомогательных веществ, например - пластификаторов, наполнителей, красящих веществ, стабилизаторов и т.п. По этой причине в данной публикации под термином «ПВХ» понимают не чистый поливинилхлорид, а ПВХ, содержащий обычно добавляемые и необходимые для практического применения вспомогательные вещества, если в явном виде не указано иное.
Характерный пример согласно предшествующему уровню техники описан в публикации DE 102006058655 А1. В этой публикации описана напольная панель в форме многослойного прямоугольного ламината с несущей плитой из мягкого поливинилхлорида и с расположенным на слое поливинилхлорида слоем декоративной бумаги. Нанесение полотна декоративной бумаги является технически сложным и связано со значительными расходами.
Из публикации DE 102006029963 А1 известно напольное покрытие из поливинилхлорида, которое покрыто слоем износоустойчивого лака для увеличения срока службы напольного покрытия из ПВХ. Слой лака основан на акрилатной смоле, и его следует отверждать посредством облучения. Сущность этой публикации состоит в добавлении в акрилатную смолу электропроводящих веществ для придания готовому напольному покрытию антистатических и/или электропроводящих свойств.
В публикации WO 2008/061791 автора настоящего изобретения раскрыто дальнейшее усовершенствование лакового покрытия. Содержание этой публикации полностью включено в данную заявку посредством ссылки. Сущность усовершенствования согласно этой публикации состоит в том, что на поверхность панели способом «мокрым по мокрому» наносят два слоя различных жидких полимерных материалов, так что происходит частичное смешивание материалов покрытий. Затем оба этих слоя, нанесенных способом «мокрым по мокрому», совместно отверждают, причем полученное отвержденное покрытие вследствие частичного смешивания имеет градиент твердости, причем твердость покрытия уменьшается с увеличением глубины относительно поверхности полученного покрытия.
В связи с этими известными покрытиями из ПВХ задачей настоящего изобретения является получение панели, в частности - стеновой, потолочной или напольной панели, которая содержала бы несущую плиту из (в частности) твердого ПВХ, причем такую панель можно было бы изготовить более экономичным и более простым способом, чем известно, например, из публикации DE 102006058655 А1. Следующая задача состоит в изготовлении такой панели, которая обладала бы повышенной износостойкостью и особенно высококачественным декоративным рисунком.
В публикации DE 102010011602 А1 раскрыт способ, в котором несущую плиту вначале с одной стороны или с обеих сторон ламинируют пленкой из полимерного материала. Затем ламинированную несущую плиту подают в принтер и на плите печатают изображения или графические рисунки, после чего чернила отверждают с использованием УФ-излучения. Затем плиту с печатным рисунком удаляют из принтера и временно хранят на стеллажах перед дальнейшей переработкой. Затем несущую плиту с печатным рисунком покрывают одним слоем или несколькими слоями УФ-отверждаемого лака.
Эти и другие задачи, которые будут указаны ниже или станут очевидными для специалистов в данной области техники при чтении приведенного ниже описания, решены за счет панели согласно пункту 1 формулы изобретения и способа ее изготовления согласно пункту 18 формулы изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению предложена панель, которая содержит несущую плиту на основе поливинилхлорида и закрепленную на ней пленку, причем эта пленка является пленкой из ПВХ толщиной от 0,04 мм до 0,2 мм и содержит напечатанный непосредственно на ней декоративный рисунок, а поверх пленки из ПВХ предусмотрен отвержденный полимерный слой. Полимерный слой при этом предпочтительно основан на полимеризуемой смоле, в частности - на акрилатной смоле. Отвержденный полимерный слой предпочтительно имеет градиент твердости согласно указанной выше публикации WO 2008/061791 автора настоящего изобретения.
Несущая плита на основе поливинилхлорида предпочтительно состоит из твердого (непластифицированного) ПВХ (также обозначаемого как нПВХ; PVC-U), то есть она по существу не содержит или вообще не содержит пластификаторов.
В отличие от указанного выше уровня техники согласно публикации DE 102006058655 А1 настоящее изобретение обеспечивает панель, для которой не требуется отдельная декоративная бумага, так как декоративный рисунок печатают непосредственно на пленке из ПВХ. Пленка из ПВХ обладает преимуществом, состоящим в том, что можно исключить трудоемкие предварительные обработки несущей плиты (хотя, разумеется, предварительные обработки возможны, если они желательны). В частности, можно избежать трудоемкого шлифования поверхности несущей плиты; нанесение шпаклевочной массы и грунтовки, которое в характерном случае является необходимым согласно предшествующему уровню техники, также можно выгодно исключить при использовании пленки из ПВХ, имеющей толщину согласно настоящему изобретению.
В предпочтительном варианте осуществления настоящего изобретения слой полимерного материала имеет градиент твердости, так что твердость слоя полимерного материала по существу непрерывно снижается с увеличением глубины относительно поверхности полимерного слоя. Такой слой с градиентом твердости особенно эффективен при использовании совместно с относительно мягкой пленкой из ПВХ и, среди прочего, обеспечивает очень хорошее поглощение звука.
Печатная краска, используемая для печати декоративного рисунка, предпочтительно содержит растворители и предпочтительно является УФ-отверждаемой печатной краской. Такие печатные краски слегка растворяют поверхность пленки из ПВХ, за счет чего происходит прочное сцепление печатной краски с пленкой. Также при применении УФ-отверждаемых чернил происходит очень хорошее сшивание чернил с поверхностью пленки из ПВХ. Поэтому УФ-отверждаемые чернила являются особо предпочтительными, поскольку они содержат химически активные растворители, которые химически встраиваются в образующуюся в дальнейшем сетчатую структуру, как, например, N-винилкапролактам.
Поэтому для печати декоративного рисунка предпочтительно используют полимеризуемую печатную краску (чернила), в частности - основанные на полимеризуемых акрилатных смолах и/или N-винилкапролактаме (жидком разбавителе реактивов), поставляемом компанией BASF. Авторы настоящего изобретения неожиданно обнаружили, что улучшенные свойства сцепления системы покрытия можно получить при использовании не стандартных дисперсионных красок на основе воды, а полимеризуемых печатных красок. Это относится, в частности, к предпочтительному применению с полимерным слоем, в частности - имеющим градиент твердости. Подходящими массовыми долями полимеризуемого акрилата и N-винилкапролактама в печатной краске оказались доли, лежащие в диапазоне от 2% до 50%, более предпочтительно - от 5% до 40%, и наиболее предпочтительно - от 10% до 30%. Эти данные относятся к сумме содержаний акрилата и N-винилкапролактама. Массовая доля N-винилкапролактама в печатной краске может составлять, например, от 3% до 12%.
Положительный эффект является особенно выраженным, если печатную краску декоративного покрытия (то есть декоративного рисунка) и полимерный слой отверждают или полимеризуют совместно (если декоративное покрытие получают посредством прямой печати, как, например, при цифровой печати, то декоративное покрытие по существу состоит из печатной краски). Под отверждением полимерного слоя или полимеризуемой печатной краски (такой как полимеризуемые акрилаты или УФ-реактивные краски в целом) в контексте настоящего изобретения понимают химическую реакцию, которая происходит при полимеризации. За счет совместного отверждения (полимеризации) полимеризуемых компонентов (акрилатной системы и/или N-винилкапролактама) печатной краски и полимерного слоя происходит химическое сшивание на поверхности раздела обоих слоев, которое предположительно ответственно за улучшенное сцепление слоев.
Полимеризуемые компоненты, предпочтительно используемые согласно настоящему изобретению, включают в качестве основных компонентов акрилаты, в частности - акрилатные мономеры, акрилатные олигомеры, и необязательные фотоинициаторы, а также N-винилкапролактам в качестве жидкого разбавителя реактивов. N-винилкапролактам можно добавить к печатной краске в дополнение к акрилатам в качестве разбавителя и полимеризовать совместно с ними. Альтернативно также можно исключить акрилаты и предусмотреть соответственно большее количество N-винилкапролактама, так как N-винилкапролактам сам способен полимеризоваться. Подробности относительно этого известны специалисту в данной области техники, например, из немецкой публикации DE 19702476 А1. Поэтому в предпочтительных вариантах осуществления настоящего изобретения полимеризуемые компоненты состоят по существу из N-винилкапролактама. Фотоинициаторы вызывают полимеризацию мономеров или олигомеров под воздействием излучения, за счет чего печатная краска быстро отверждается.
Пленка из ПВХ предпочтительно имеет толщину, лежащую в диапазоне от 0,05 мм до 0,15 мм, более предпочтительно - от 0,06 мм до 0,095 мм. Пленки такой толщины (глубины) удается очень легко перерабатывать, и их особенно легко наносить с помощью каландра. Например, можно наносить пленку из ПВХ непосредственно с помощью нагреваемого каландра, так что происходит термическое соединение/сплавление пленки с несущей плитой. В этом случае нет необходимости в применении дополнительного клея для крепления пленки к несущей плите, хотя, естественно, это возможно в качестве альтернативы или дополнения.
Несущая плита на основе поливинилхлорида предпочтительно имеет плотность, лежащую в диапазоне от 900 кг/м3 до 2500 кг/м3, предпочтительно - от 1000 кг/м3 до 2200 кг/м3, более предпочтительно - от 1300 кг/м3 до 1950 кг/м3, и наиболее предпочтительно - от 1350 кг/м3 до 1500 кг/м3. Такие значения плотности обеспечивают очень стабильные и износостойкие плиты, которые предпочтительны, в частности, при применении панелей в качестве напольных покрытий. Кроме того, эти плиты обеспечивают возможность изготовления замыкающих или соединительных элементов на боковых кромках плиты, чтобы можно было, например, соединить несколько одинаковых плит друг с другом с геометрическим замыканием.
Предпочтительной оказалась толщина (глубина) несущей плиты, лежащая в диапазоне от 3 мм до 20 мм, предпочтительно - в диапазоне от 4 мм до 15 мм, более предпочтительно - в диапазоне от 3 мм до 12 мм, и наиболее предпочтительно - в диапазоне от 4 мм до 10 мм. Было установлено, что эти диапазоны толщин несущей плиты обеспечивают достаточную стабильность во время осуществления способа изготовления и, кроме того, достаточно высокое поглощение шагового шума (при использовании в качестве напольного покрытия) и достаточно высокую формоустойчивость готовых панелей.
В предпочтительном варианте осуществления настоящего изобретения на пленке из ПВХ предусмотрен слой, включающий УФ-отверждаемую грунтовку. Этот слой предпочтительно имеет массу единицы площади, лежащую в диапазоне от 1 г/м2 до 20 г/м2, более предпочтительно - в диапазоне от 2 г/м2 до 15 г/м2, и наиболее предпочтительно - в диапазоне от 2 г/м2 до 5 г/м2. Подходящим материалом оказался дипропиленгликоля диакрилат, который обеспечивает хороший эффект, например, в количестве, равном 2 г/м2. Грунтовку предпочтительно наносят на печатную краску, и поэтому она улучшает сцепление между печатной краской, основой и полимерным слоем. Показано, что, в частности - в областях с малым количеством печатной краски, при использовании грунтовки сцепление повышается.
В целом, несущая плита предпочтительно является экструдированной плитой из ПВХ.
В предпочтительном варианте осуществления настоящего изобретения в полимерный слой включают износостойкие частицы, в частности - частицы корунда, со средним диаметром, лежащим в диапазоне от 10 мкм до 100 мкм, предпочтительно - в диапазоне от 20 мкм до 80 мкм, более предпочтительно - от 25 мкм до 70 мкм, и особо предпочтительно - от 30 мкм до 60 мкм. За счет использования износостойких частиц возникает возможность значительного увеличения срока службы панели по настоящему изобретению.
В предпочтительном варианте осуществления настоящего изобретения декоративный рисунок, который предпочтительно нанесен непосредственно на пленку из ПВХ способом цифровой печати, представляет собой единственное декоративное покрытие панели по настоящему изобретению, то есть не предусмотрены другие декоративные бумаги или декоративные пленки. Поэтому отсутствует необходимость использовать отдельную декоративную бумагу или сходные элементы, что приводит к значительному сокращению расходов и упрощению способа изготовления панели по настоящему изобретению.
Как указано выше, согласно предпочтительному варианту осуществления настоящего изобретения печатную краску декоративного покрытия (декоративного рисунка) отверждают (полимеризуют) совместно с нанесенным на нее полимерным слоем, предпочтительно - посредством совместного облучения. За счет этого на границе раздела между печатной краской и нанесенным на нее полимерным слоем (или нанесенными полимерными слоями) происходит частичное химическое сшивание использованных полимеров. Показано, что при этом можно достичь особенно хорошего сцепления полимерного слоя с несущей плитой.
Согласно настоящему изобретению также предложен способ изготовления панели, в частности - стеновой, потолочной или напольной панели.
В этом способе на первом этапе работы (стадия i) изготавливают несущую плиту на основе поливинилхлорида, которая имеет плотность, лежащую в диапазоне от 900 кг/м3 до 2500 кг/м3. Несущая плита предпочтительно состоит из твердого ПВХ. Затем на эту несущую плиту наносят (стадия и) пленку из ПВХ с толщиной, лежащей в диапазоне от 0,04 мм до 0,2 мм, с использованием каландра и затем на пленку из ПВХ посредством печати наносят (стадия iii) декоративный рисунок.
После печати декоративного рисунка на пленку из ПВХ поверх грунтовочного слоя наносят жидкий первый полимерный слой (стадия iv). На следующем этапе отверждают полимерный слой, предпочтительно - совместно с печатной краской (стадия vi). Необязательно на еще жидкий первый полимерный слой можно нанести по меньшей мере один второй жидкий полимерный слой (стадия v), чтобы произошло частичное смешивание материалов покрытий. Отверждение печатной краски и полимерного слоя (или полимерных слоев) можно осуществить во время одной стадии способа или последовательно во время двух раздельных стадий способа. Под затвердеванием или отверждением полимерного слоя при этом понимают химическую реакцию, которая происходит при полимеризации. От отверждения следует отличать сушку такого рода слоев, при которой происходит лишь уменьшение содержания воды или удаление воды.
Предпочтительно стадии с (iv) по (vi) осуществляют так, что отвержденный полимерный слой имеет градиент твердости, причем твердость покрытия уменьшается с увеличением глубины относительно поверхности полученного покрытия. Этот способ более подробно описан в упомянутой выше публикации WO 2008/061791 А1, так что в данной публикации дополнительные подробности опущены.
Предпочтительно используют нагреваемый каландр, так что пленка из ПВХ термически сваривается с несущей плитой. Таким образом можно просто и надежно за одну стадию способа осуществить нанесение и закрепление пленки.
Также предпочтительно непосредственно напечатанный декоративный рисунок имитирует поверхность древесины, камня или керамической плитки. Пленка из ПВХ предпочтительно является одноцветной или белой. Это обеспечивает хороший цвет фона для большинства коммерчески используемых декоративных рисунков.
Далее настоящее изобретение будет разъяснено более подробно на основании двух не ограничивающих его примеров.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Сравнительный пример
Панель со стандартной непрямой глубокой печатью
Несущую плиту из ПВХ толщиной 4 мм вначале с помощью устройства для валкового нанесения покрытий покрывают грунтовкой на основе коммерчески доступной водной акрилатной дисперсии. На следующей стадии осуществляется выравнивание несущей плиты из ПВХ с помощью устройства для валкового нанесения покрытий с использованием шпаклевочной массы на основе высоконаполненной водной акрилатной дисперсии. Затем способом полива наносят грунтовочное покрытие под печать на основе водной акрилатной дисперсии, содержащей наполнители и цветные пигменты. После каждой из этих стадий нанесения покрытия осуществляют промежуточную сушку при температурах, лежащих в диапазоне от 80°С до 200°С. Обработанные таким образом несущие плиты из ПВХ подают в печатную машину, состоящую по существу из гравированного вальца (гравированного цилиндра) и резинового вальца для переноса печатного рисунка с гравированного цилиндра на плиту. Печатный рисунок получают с помощью трех последовательно установленных печатающих механизмов, причем каждый печатающий механизм наносит свою собственную печатную краску, состоящую из цветных пигментов и водной акрилатной дисперсии. При имитации темной древесины орехового дерева наносят, например, 5 г/м2 печатной краски. На слой печатной краски в ходе дальнейшего процесса с помощью устройства для валкового нанесения покрытий наносят коммерчески доступную УФ-отверждаемую грунтовку. В заключение производят нанесение полимерного слоя, как описано в публикации WO 2008/061791, для получения полимерного слоя с градиентом твердости.
Пример 2
Панели, у которых рисунок напечатан на пленке из ПВХ
Используют несущую плиту на основе ПВХ, изготовленную из твердого ПВХ толщиной 6 мм, и на нее наносят пленку из ПВХ толщиной (глубиной) 0,03 мм с помощью нагреваемого каландра, так что пленка термически сваривается с несущей плитой. На закрепленную таким образом пленку из ПВХ с помощью цифрового принтера наносят такой же декоративный рисунок, как в Примере 1. Однако при этом используют содержащую растворители, отверждаемую УФ-излучением краску для цифровой печати. Для получения печатного рисунка используют количество краски, равное примерно 2 г/м2. Краску вначале фиксируют при 150 мДж/см2 (ртутная лампа). Затем производят нанесение первого УФ-отверждаемого слоя в количестве 2 г/м2, который преимущественно содержит дипропиленгликоля диакрилат. На этот необлученный слой наносят содержащий двойные связи олигомер с добавлением фотоинициаторов. Затем комбинированный материал облучают с использованием источника УФ-излучения и отверждают полимеризуемые компоненты. Полученный при этом полимерный слой включает печатную краску и все вышележащие слои.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее настоящее изобретение будет более подробно разъяснено на основании прилагаемых графических материалов, где:
Фиг. 1 демонстрирует схематическое изображение панели 10 по настоящему изобретению с несущей плитой 12 из поливинилхлорида; и
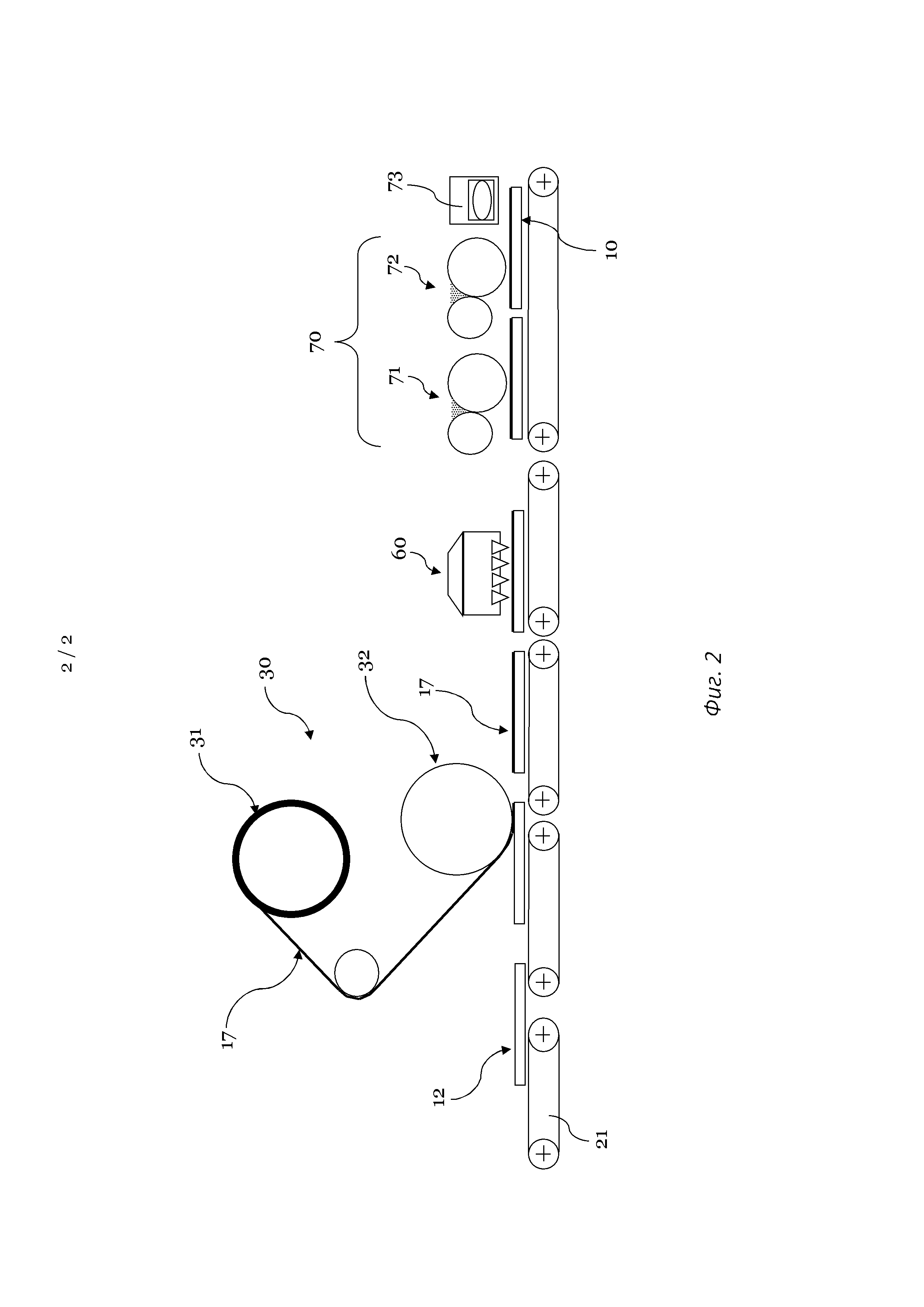
Фиг. 2 демонстрирует схематическое изображение установки для нанесения покрытий.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 изображена несущая плита 12, которая на соответствующих кромках содержит соединения типа «шпунт и гребень», которые позволяют соединять друг с другом отдельные панели 10. Несущая плита состоит из экструдированного твердого ПВХ (нПВХ; PVC-U).
На несущей плите 12 расположена пленка 17 из ПВХ. На верхней стороне пленки 17 напечатан декоративный рисунок 18 (декоративное покрытие), предпочтительно - способом цифровой печати. Этот декоративный рисунок в зависимости от прикладной задачи может быть любым рисунком. Над пленкой из ПВХ и декоративным слоем предусмотрена отверждаемая УФ-излучением система 19 полимерного слоя. Изображение выполнено не в масштабе, и слои изображены на расстоянии друг от друга, которое отсутствует в реальном продукте, чтобы сделать их лучше видными.
Далее на основании Фиг. 2 должен быть описан пример изготовления панели по настоящему изобретению, то есть способ по настоящему изобретению. Фиг. 2 схематически изображает установку для нанесения покрытий, предназначенную для нанесения покрытий на плиты 12 или для изготовления панелей 10. Плиты 12 состоят из твердого ПВХ толщиной от 4 мм до 8 мм. Плиты 12 с помощью роликовой конвейерной установки 21 перемещают через различные блоки установки для нанесения покрытий. Изображенные блоки для нанесения покрытий не следует понимать как единственно возможные, они служат лишь в качестве примера для разъяснения способа по настоящему изобретению и изображены чисто схематически. Перед, после и между изображенными блоками могут быть предусмотрены другие блоки обработки, например - дополнительные блоки сушки, блоки для нанесения грунтовок, блоки для нанесения шпаклевок и т.д. Первый блок 30 должен быть каландровым блоком, с помощью которого на верхнюю сторону плит 12 наносят пленку 17 из ПВХ. Пленка разматывается с подающего барабана 31 и с помощью нагреваемого каландрового вала 32 фиксируется на верхней стороне плит 12. Разрезание пленки осуществляют подходящим режущим устройством (не показано), принцип работы которого известен специалистам в данной области техники.
В блоке 60 с помощью цифрового принтера на пленке 17 из ПВХ печатают декоративный рисунок, в частности - рисунок натуральной древесины. После печати в блоке 70 нанесения покрытия наносят полимерный слой. Полимерный слой наносят с градиентом твердости, так что твердость полимерного слоя по существу непрерывно снижается с увеличением глубины относительно поверхности полимерного слоя. Для этого в первом блоке 71 для нанесения покрытия наносят первый полимерный слой на основе полимеризуемой акрилатной системы. На этот первый полимерный слой в блоке 72 способом «мокрым по мокрому» наносят следующий полимерный слой. Второй полимерный слой содержит, например, более высокую долю двойных связей, что подробно описано в упомянутой выше заявке, посвященной градиентам твердости. Оба полимерных слоя в блоках 71 и 72 наносят способом «мокрым по мокрому», так что на поверхности раздела двух слоев происходит частичное смешивание. В блоке 73 оба полимерных слоя совместно отверждаются под действием УФ-излучения.
Блок 60 предпочтительно является блоком цифровой печати, и в нем используют печатную краску на основе полимеризуемого акрилата. В этом случае предпочтительно, чтобы между блоками 60 и 70 не происходило отверждения печатной краски, а имела место лишь стадия частичной сушки, во время которой из полимеризуемого акрилата печатной краски удаляют небольшую часть влаги. Затем в блоке 73 отверждения печатную краску и первый и второй полимерные слои отверждают совместно, что приводит к получению особенно износостойкой поверхности.
Реферат
Изобретение относится к усовершенствованной панели, в частности к стеновой, потолочной или напольной панели, на основе несущей плиты из твердого ПВХ полимера, и к способу ее изготовления. Панель содержит несущую плиту на основе поливинилхлорида и закрепленную на ней пленку, причем пленка является пленкой из ПВХ с толщиной, лежащей в диапазоне от 0,04 мм до 0,2 мм, и содержит напечатанный непосредственно на ней декоративный рисунок, и поверх пленки из ПВХ предусмотрен отвержденный полимерный слой. Печатная краска, используемая для печати декоративного рисунка, содержит растворители и является УФ-отверждаемой печатной краской. При этом печатная краска содержит полимеризуемый акрилат и N-винилкапролактам. Предложенное решение обеспечивает улучшенные свойства сцепления печатной краски с пленкой. 2 н. и 23 з.п. ф-лы, 2 ил.
Комментарии