Система, способ и устройство для магнитных покрытий поверхностей - RU2721047C2
Код документа: RU2721047C2
Чертежи












Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к области покрытий пола и стен и, в частности, к устройству для использования при креплении блоков покрытия пола к подкладке и к способу изготовления указанных блоков покрытия пола и указанной подкладке, и к системе и способу использования при креплении блоков покрытия стены к подкладке и к способу крепления подкладки к стеновой плите.
Предпосылки
[0002] Магнит представляет собой материал, способный прилагать заметное усилие к другим материалам без фактического контакта с ними. Это усилие известно как магнитная сила, и оно может быть либо притягивающим, либо отталкивающим. И хотя все известные материалы прилагают магнитную силу некоторого рода, в большинстве материалов она столь невелика, что ее непросто заметить. В других материалах магнитная сила является намного большей, и такие материалы называют магнитами. Некоторые магниты, известные как постоянные магниты, прилагают силу к объектам в отсутствие какого-либо внешнего воздействия. Магнетит железной руды, также известный как магнитный железняк, представляет собой природный постоянный магнит. Другие постоянные магниты можно изготовить, подвергая некоторые материалы действию магнитной силы. После устранения указанной силы, данные материалы сохраняют собственные магнитные свойства. Несмотря на то, что эти магнитные свойства могут изменяться со временем или под действием повышенных температур, данные материалы обычно считают постоянно намагниченными, откуда и произошло их название.
[0003] У всех магнитов есть две точки, в которых магнитное поле является наибольшим. Эти две точки известны, как полюса. Для прямоугольного или цилиндрического стержневого магнита эти полюса должны находиться на противоположных торцах. Один полюс называется полюсом, указывающим на север, или северным полюсом, а другой полюс называется полюсом, указывающим на юг, или южным полюсом. Данная терминология отражает одно из наиболее ранних применений таких магнитных материалов, как магнитный железняк. При подвешивании на нитке, северный полюс с таких первых, грубых компасов всегда «отыскивает» или указывает север. Это помогало морякам при принятии решения, какого курса держаться для достижения дальних стран и возвращения домой.
[0004] В настоящее время применения магнитов включают компасы, электродвигатели, микроволновые печи, монетные торговые автоматы, люксметры для фотографии, автомобильные звуковые сигналы, телевизоры, громкоговорители и магнитофоны. Магниты используются и в простом держателе записок на холодильнике, и в сложном медицинском магниторезонансном устройстве для получения изображений.
[0005] При изготовлении магнитов первичные материалы часто более важны, чем процесс изготовления. Материалы, используемые в постоянных магнитах (иногда известные как жесткие материалы, что отражает раннее использование стальных сплавов для этих магнитов), отличаются от материалов, используемых в электромагнитах.
[0006] В области установки модульного блока покрытия пола, существующие способы установки таких покрытий обычно включают чрезвычайно трудо- и материалоемкий процесс. Этот способ включает приклеивание блоков покрытия пола по отдельности с использованием адгезива. Адгезив является тяжелым, трудным для нанесения, дорогостоящим, трудным для удаления и подверженным повреждениям. При использовании способа на известном уровне техники адгезив необходимо нанести на всю несущую поверхность и по всей оборотной стороне блока покрытия пола. Этот способ является дорогостоящим как по труду, так и по средствам, и создает дополнительные затраты при замене или удалении блоков покрытия пола.
[0007] Еще один способ, известный в данной области техники для установки модульных блоков покрытия пола, включает использование адгезивных соединителей для соединения модульных блоков покрытия пола со смежными блоками. Такие «соединительные системы» известного уровня техники позволяют модульному покрытию пола «плавать» поверх несущей поверхности. В данных системах известного уровня техники адгезив используют для соединения краев смежных напольных блоков. Имеется несколько проблем, связанных с использованием данного способа для установки модульного покрытия пола.
[0008] Модульные напольные блоки обычно являются тяжелыми по природе, и крепление между плиточным соединителем и модульным напольным блоком является относительно слабым по сравнению с традиционными адгезивами. В плиточных соединителях известного уровня техники соединитель сформирован из инертной пластмассы, покрытой адгезивом. И хотя такой соединитель является водостойким, он не является полностью водонепроницаемым. В некоторых условиях это может вызывать повреждение соединителя. Блоки покрытия пола постоянно находятся под воздействием влаги. В случае соединителей известного уровня техники, соединители являются водостойкими по той причине, что они содержат адгезив только с одной стороны, т.е. со стороны, обращенной вверх, что делает соединитель менее восприимчивым к действию влаги со стороны наката. Однако это не учитывает повреждение соединителя из-за источников влаги над ним. Например, в таком здании делового назначения, как гостиница, может использоваться очистка паром блока покрытия пола, соединенного адгезивным соединителем, относящимся к типу плиточных соединителей известного уровня техники. Кроме того, пол часто может содержать жидкости, разлитые на нем, и может подвергаться действию условий дождливой зимы. Указанное «смачивание» происходит сверху, и влага просачивается вниз на поверхность соединителя известного уровня техники, делая его в высокой степени подверженным действию влаги и потенциальному повреждению.
[0009] Плиточные соединители известного уровня техники имеют высокую интенсивность отказов в зонах с интенсивной проходимостью и вдоль швов модульных напольных блоков. Интенсивная проходимость от офисного оборудования, в проходах, кресла и т.д. увеличивают нагрузку на эти соединители. Нагрузка, вызванная интенсивной проходимостью, может вызывать повреждение соединителей одним или несколькими способами.
[0010] Отказ первого типа у клеевых соединителей, относящихся к типу соединителей известного уровня техники, заключается в том, что клей будет растягиваться или повреждаться под действием такого большого усилия, как качение кресла или перемещение другого тяжелого объекта по покрытию пола. Для обращения к решению данной проблемы, специалисты по установке модульного покрытия пола могут использовать распылитель адгезива в металлической таре для дополнения системы адгезивных соединителей данного типа с целью придания дополнительной прочности швам модульного покрытия пола. Однако такого рода действия устраняют большинство преимуществ соединительной системы данного типа и вносят летучие органические химические вещества («VOC») в зону установки. Для VOC, присутствующих в зоне установки, требуется, по меньшей мере, дополнительная вентиляция, а также может понадобиться установка модульного покрытия пола после рабочего дня, когда зона подвергается значительно меньшей проходимости.
[0011] Повреждение второго типа возникает тогда, когда в одном из направлений имеется избыточное усилие. При приложении такого усилия к соединителю, адгезивный соединитель будет также выходить из строя и «собираться в складки» под модульным напольным блоком, вызывая «профилирование» снизу, видимое над поверхностью модульного напольного блока.
[0012] Кроме того, соединитель известного уровня техники, относящийся к типу плиточных соединителей известного уровня техники, может использоваться только совместно с модульными блоками покрытия пола, содержащими специальную основу (например, основу из композитного стекла), которая используется в процессе изготовления.
[0013] Также существуют и другие способы сшивания ковролина для соединения друг с другом двух сегментов материала покрытия пола длинными, прямыми швами.
[0014] Дополнительно, существуют проблемы изготовления модульных блоков покрытия пола. Все напольные покрытия разрезают на секции. Эти секции могут представлять собой полосы длиной 12 футов и от одного до двух футов в ширину, квадратную ковролиновую плитку размера 24х24 дюймов, ковролиновые дорожки или плитку с другими стандартизованными или заказными длиной и шириной. Половой настил, и в частности промышленный половой настил, который может представлять собой модульные напольные блоки (например, ковролиновый, виниловый, упругий половой настил (виниловая композитная плитка (VCT), виниловый половой настил серии люкс (LVF), виниловая плитка серии люкс (LVT) или виниловая доска серии люкс (LVP)), и твердая древесина) или ковролиновые дорожки, находятся под постоянной нагрузкой на швах вследствие любого количества нагрузок на шов. Эти нагрузки могут включать влагу и разливания жидкости на накат пола, деградацию клея, нагрузку, вызываемую перемещением тяжелых объектов, чрезмерной проходимостью, изменениями температуры или других факторов окружающей среды.
[0015] В настоящее время модульное ковролиновый половой настил и, в некоторых случаях, ковровое покрытие обычно изготавливают из ворсового ковролинового слоя, слоя серпянки и слоя связующего вещества. Сначала, путем смешивания либо специальной, либо стандартизованной смеси первичных материалов, которые могут быть либо гранулированными, либо порошковыми, создается связующее вещество. Тип используемых материалов может изменяться и зависеть от намеченного использования ковролина, но может содержать PVC, полипропилен, каучук, стекловолокно, графит и различные другие компоненты. Ковролин или модульный ковролин для ковролинового слоя обычно является ворсовым, и он дополнительно содержит первичную основу как часть ковролинового слоя. Первоначально ковролин содержит ворсовую ткань с первичной основой. Ковролин попадает на производственную линию в состоянии предварительно прошитого ворса и может находиться в 12-дюймовом или 15-дюймовом рулоне. Ковролиновый рулон затем пропускается через ряды валиков с целью растягивания до требуемого натяжения. Натяжение снижает вероятность образования складок в готовом ковролине при скреплении вторичной основы с ворсовой тканью и первичной основой далее в процессе изготовления.
[0016] В то время, как ворсовая ткань подвергается натяжению, рулон серпянки, который может содержать серпянку из стекловолокна, также натягивается аналогичным образом. Вышеописанную смесь гранул и порошков также смешивают и нагревают для образования полутвердого состава, который может иметь вязкость и консистенцию, аналогичную конопаточному материалу. Серпянка из стекловолокна, находящаяся под действием усилия натяжения и растянутая до ровного состояния на сборочной линии, непрерывно перемещается с заранее заданной скоростью на протяжении сборочного процесса.
[0017] Смешанный полутвердый состав выдавливают из сопел непосредственно на серпянку из стекловолокна и затем разравнивают скребком до требуемой высоты и толщины. Способ разравнивания скребком применяют с помощью набора краевых разделителей. Данный способ вызывает соединение и запрессовывание полутвердого состава в серпянку из стекловолокна с образованием единого слоя, состоящего из волокнистой ленты и полутвердого состава. Серпянку из стекловолокна совместно с полутвердым составом затем запрессовывают под вышеупомянутую ворсовую ткань при помощи ряда валиков с образованием многослойного слоя, состоящего из ворсовой ткани, первичной основы, полутвердого состава и серпянки из стекловолокна. После соединения или скрепления этих компонентов друг с другом слои подвергают термообработке в печи при постоянной температуре, в то же время по-прежнему перемещая их по сборочной линии. После способа термообработки на готовую систему основы и ковролиновый рулон может быть нанесено одно или несколько покрытий. После этапов прессования и термообработки данного способа готовый ковролин перемещают на этап лазерной резки. Резаный ковролин затем полируют на торцах для удаления отдельных пучков ткани, отрезков серпянки, или «ворсинок» из указанного резаного ковролина. Вышеупомянутый процесс изготовления обычно используют для изготовления модульных блоков ковролинового полового настила.
[0018] Ковролин, изготовленный в соответствии с вышеупомянутым способом, подвергается действию закручивающего усилия на его краях частично из-за способа, применяемого для изготовления ковролина. Данное закручивающее напряжение дополнительно воздействует на внешние нагрузки на швах ковролина. Закручивающее напряжение этого типа является особенно проблематичным для применений модульного полового настила. Обычно, как часть процесса изготовления, ковровое покрытие или модульный половой настил проходит через процесс нагревания и охлаждения в климатической камере, что происходит после завершения первичной сборки ковролина или модульного напольного блока, т.е. после того, как ковролин был спрессован, подвергнут термообработке и разрезан. Климатическая камера будет изменять относительную влажность и температуру от одного предельного значения до другого, например, от высокого до низкого или от низкого до высокого, что вызывает закручивание ковролина в определенном направлении. В зависимости от того, в каком направлении закручивается ковролин, партия ковролина будет обработана способом, при котором к ковролину будет применено в точности противоположное закручивание. Путем применения к ковролину обработки данного типа и способа закручивания снижается вероятность закручивания краев ковролина на швах после его установки.
[0019] В дополнение, в некоторых существующих магнитных системах покрытия пола эти покрытия пола должны устанавливаться в определенном направлении относительно подкладки, так как данные системы являются анизотропными и могут быть установлены только в одной определенной ориентации.
[0020] В области покрытий стены процесс сооружения покрытий стен является трудоемким, дорогостоящим и грязным. В обычных жилых и деловых зданиях для внутренних стен собирают каркас. На этот каркас обычно подвешивается набор гипсовых плит, гипсокартонных плит или плит из сухой штукатурки. Эти плиты из сухой штукатурки крепятся винтами или гвоздями к каркасу, который может быть металлическим или деревянным. Плиты затем могут быть начисто обработаны перед покраской. Способ отделки для плит из сухой штукатурки обычно включает обработку раствором и прикрепление ленты. Обработка раствором включает нанесение состава влажной смеси на сетку или бумажную ленту, приложенную к швам плиты из сухой штукатурки. Швы и кромки затем должны быть отшлифованы перед отделкой. Отделка плит из сухой штукатурки обычно включает огрунтовку поверхности краской грунтовочного типа, а затем окраску отделанной облицовки стены по грунтованной поверхности. Этот способ создает загрязнения из частиц пыли, которые трудно убирать и контролировать. Данный способ также может порождать нежелательный химический запах, вызванный летучими органическими соединениями («VOC»), присутствующими в краске, грунтовке и плитах из сухой штукатурки.
[0021] Другие способы отделки стены включают: использование деревянных досок или панелей, в том числе панелей с соединением кромок взакрой; применение камня, каменной кладки или кирпича; применение обоев с использованием клея и рулонов декорированной бумаги; применение стеновых фасонных плиток; и крепление тонких деревянных досок и нанесение слоя штукатурки. Для любого из указанных способов также может требоваться изоляция стены путем размещения изоляционного слоя для тепловой или звуковой изоляции за отделанной стеной. Изоляция представляет собой дополнительный этап, который необходимо выполнять перед отделкой стены, и он может быть трудоемким и грязным.
[0022] Для всех вышеупомянутых способов, замена покрытия может быть затруднительной и трудоемкой. Замена покрытия стены из каменной кладки, например, требует обширного демонтажа и уборки. Замена обоев может потребовать замены плиты из сухой штукатурки, на которую прикреплена бумага. Многие из вышеописанных способов требуют для замены удаления с демонтажем.
[0023] Кроме того, спортивные залы, фитнес-центры, теннисные корты, парки и зоны отдыха, а также другие подобные сооружения имеют трудности, связанные с постоянным износом в эксплуатации из-за действия окружающей среды, людей и т.д., и их надлежащее техническое обслуживание и поддержание в чистоте является чрезвычайно затруднительным. Также они обычно являются одноцелевыми и не обладают возможностью использования для чего-либо, кроме заданного вида деятельности, на которую рассчитана данная поверхность. Для соответствия стандартам ASTM, подкладка должна содержать самоклеящуюся адгезивную основу, закрепленную амортизирующую прокладку, необходимую для некоторых спортивных предприятий, или закрепленную упругую прокладку для игровых площадок.
[0024] Кроме того, в современных установках столешниц, независимо от того, является ли столешница гранитной, каменной, изготовленной из плитки или ламината, она обычно устанавливается с использованием бетоноподобного вещества, эпоксидной смолы или адгезивного вещества, т.е. является постоянной. Обычно фанерную плиту разрезают по форме нижележащих шкафов и привинчивают к этим шкафам. Затем, если отделочным слоем должен быть продукт из плитки, к плите подложки привинчивают бетонную плиту. Затем, в зависимости от того, каким должен быть готовый продукт, готовый продукт укладывают либо на одиночную фанерную подложку, либо на двойную подложку. Таким образом, столешница прикреплена к шкафам на постоянной основе. Если конечный пользователь захочет заменить столешницу, это невозможно будет сделать без отрыва столешницы от шкафов. Этот способ также имеет значительный потенциал повреждения нижележащих шкафов, и он представляет собой трудоемкий процесс, оставляющий зону кухни непригодной для использования в течение длительного промежутка времени.
[0025] В дополнение, существующие кровельные системы, независимо от того, покрыта кровля кровельной дранкой, металлическими листами, терракотой или другим камнем, кровлю устанавливают над составной древесно-клеевой плитой, которая содержит рубероид или другой материал, относящийся к типу подкладки, для сопротивления действию влаги. Эти материалы обычно соединяют друг с другом внахлестку, и, для создания водонепроницаемой кровли, по углам помещают материалы фартука кровли и около отверстий - материал, подобный конопаточному. Гонтовые кровли изготавливают почти исключительно из продуктов на основе нефтехимии (нефти) с песком типа мелкого гравия, который был окрашен в соответствии с конкретным рисунком. Если в таких кровельных системах возникает проблема, идентификация этой проблемы является чрезвычайно дорогостоящей по причине «соединения внахлестку» данного чистового покрытия с целью обеспечения гидроизоляции. Данный продукт является постоянным, и если возникает повреждение (например, течь), нужно удалять и заменять большие площади вплоть до подложки. Ремонт часто трудно согласовать с остальной кровельной конструкцией, так как она выглядит бесшовной.
[0026] Необходим независящий от направления способ установки модульных блоков покрытия пола, не требующий приклеивания блоков покрытия пола для обеспечения простой замены и повторного использования модульных блоков покрытия пола независимо от того, являются ли эти блоки покрытия пола ковролином, виниловым настилом пола, упругим настилом пола или настилом пола из твердой древесины, и система и способ для установки модульных блоков покрытия стен, которые не требуют использования материалов, которые трудно устанавливать, и которые являются простыми для замены. В дополнение, требуется магнитная вне зависимости от направления подкладка, выполненная с возможностью выполнения в различных конфигурациях, подходящих к конкретным предприятиям, и магнитовосприимчивый верхний отделочный слой, являющийся квазипостоянным, но легко удаляемым в случае необходимости чистки верхнего отделочного слоя, завершения срока его службы или потребности в изменении характера использования. Кроме того, требуется модульная кровельная система, содержащая магнитную связь, делающую возможной приведение кровли в соответствие с различными строительными нормами в отношении прочности, имеющую меньший вес и пригодную для изготовления из экологически более безопасных материалов. Кроме того, требуется квазипостоянная связь, являющаяся достаточно прочной для того, чтобы удерживать на месте материал готовой столешницы, а также пригодной для удаления с небольшими повреждениями или без повреждений.
Краткое описание сущности изобретения
[0027] Настоящее изобретение предусматривает систему, устройство и способ для установки намагниченных вне зависимости от направления модульных блоков покрытия пола на намагниченной подкладке. Настоящее изобретение также предусматривает систему и способ для изготовления магнитного настила пола и способ установки системы покрытия пола, решающую проблемы сшивания и установки, имеющиеся в способах установки известного уровня техники. Настоящее изобретение включает двухкомпонентную систему, содержащую намагниченную подкладку и притягивающийся блок покрытия пола. Настоящее изобретение также предусматривает магнитную вне зависимости от направления систему покрытия стен, представляющую собой «завершенную строительную систему». Модульная магнитная система покрытия стены согласно настоящему изобретению может использоваться для отделки стены без потребности в дополнительных компонентах или слоях.
[0028] Обычно при установке модульных блоков покрытия пола на накат модульные блоки покрытия пола непосредственно укладывают на накат, который может представлять собой бетонную подложку, или на уже нанесенную на накат пароизоляционную подкладку. Модульные блоки покрытия пола затем приклеивают к любому из накатов с использованием одного из множества способов. В первом способе модульные блоки покрытия пола полностью приклеивают к накату; этот способ является преобладающим. Во втором способе используется система зажимных соединителей, которую можно назвать «плавающим полом». Примеры систем плавающего пола включают вышеописанные в данном документе Scott и др. и Lautzenhiser и др. В способе установки плавающего пола блок покрытия пола не приклеивают или крепят к подложке или накату, но вместо этого крепят к смежным блокам покрытия пола с использованием соединителя, например, зажима для ковролина. В настоящем изобретении используется магнитная подкладка, которая может содержать двух- или трехслойную подкладку, но также может иметь и другие конфигурации слоев.
[0029] Настоящее изобретение также может быть использовано в автомобильной промышленности, где покрытие пола может быть вырезано по необходимой схеме, нагрето, а затем помещено в пресс-форму. Это покрытие пола затем может быть охлаждено для задания его формы в соответствии с техническими требованиями конкретного автопроизводителя. Перед нагреванием, вырезанием и помещением в пресс-форму блока покрытия пола, фактический блок покрытия пола проходит по конвейерной ленте под мощным магнитом. Ковролиновый коврик, лежащий поверх ковролина в автомобиле, содержит основу. В процессе создания основы в смесь может быть добавлен порошковый сплав. В такой системе формованный блок покрытия пола в автомобиле будет обеспечивать то, что автомобильный коврик будет оставаться на месте. Это может значительно повышать безопасность пассажиров, так как имеет место множество происшествий, включающих внезапное сморщивание автомобильного коврика, когда водитель, перемещая ногу, вызывает сморщивание коврика под педалями тормоза, сцепления и газа.
[0030] В настоящее время в сфере производства блоков покрытия пола затратоэффективным является использование рекламы на блоке покрытия пола. По причине стоимости установки и времени, необходимого для замены, их было неразумно использовать в качестве возможности для рекламы.
[0031] С использованием покрытия пола и подкладки согласно настоящему изобретению, универсальный магазин может использовать, например, либо модульные, либо рулонные блоки покрытия пола с торговой маркой рекламодателя, отпечатанной на отделке, покрытии или поверхности блока покрытия пола. Рисунки также могут быть вплетены в ворсовую ткань самого ковролина, или различные окрашенные или структурированные плитка или дорожки из ковролина, винилового настила пола, упругого настила пола или настила пола из твердой древесины могут быть размещены с образованием рисунков, узоров, слов и т.д. По окончании рекламной кампании, или когда магазин хочет показать другого рекламодателя или способствовать продвижению другого продукта или торговой марки, блок покрытия пола можно легко заменить другим блоком, а старый блок покрытия пола можно отправить на хранение с целью повторного использования позднее.
[0032] Другое применение настоящего изобретения может быть предназначено для использования в доме. Например, если домовладелец увлекается определенной спортивной командой, или ребенок любит определенного «любимого» персонажа фильма или телевизионной программы, блоки покрытия пола с узором, цветом или рисунком могут быть легко установлены в доме и заменены при изменении вкусов владельца. В случае традиционных блоков покрытия пола, домовладелец не мог бы столь радикально модифицировать свой дом в соответствии со своими вкусами из-за значительных трудозатрат и необходимого опыта установки, связанными с традиционными ковролинами и покрытиями пола. Стилизованные полы с конкретными рисунками обычно не используют за исключением таких ситуаций, как пол раздевалки футбольной команды или конкретно в определенной сети универсальных магазинов. С использованием способа и системы согласно настоящему изобретению необходимо заменять только блоки покрытия пола. Каждый раз, когда производится замена новым блоком покрытия пола, используется одна и та же намагниченная подкладка. Непрофессионал, не имеющий квалификации в укладке ковролина, также имеет возможность выполнять замену блока покрытия пола без помощи профессионального специалиста по установке. При наличии данного быстрого и недорогого способа использования блоков покрытия пола, впервые становятся доступными коммерческая торговая маркировка или привязки к средствам массовой информации с использованием блоков покрытия пола способом, который не является непомерно дорогим.
[0033] Например, девочка может захотеть на свой четвертый день рождения диснеевскую фею Динь-Динь в качестве покрытия пола для своей комнаты. К шести годам ее вкусы могут измениться, и ее любимым персонажем может стать Винни Пух, и еще позже - в 12 лет - любимым персонажем может стать популярная группа. Применяя покрытия пола согласно настоящему изобретению, необходимо заменять только верхнее покрытие пола, а подкладка может использоваться раз за разом. Домовладельцу не придется вызывать специалиста по установке покрытия пола для замены покрытий пола каждый раз, когда меняются вкусы. Так как настоящее изобретение не требует какого-либо сшивания, которое потребовало бы его выполнения специалистом, домовладелец будет иметь возможность самостоятельно заменять блок покрытия пола.
[0034] Модульная магнитная система покрытия стены согласно настоящему изобретению представляет преимущество для строительной промышленности и усовершенствование известного уровня техники, поскольку она исключает потребность в сухой штукатурке. Сухая штукатурка является несовершенным продуктом. В строительстве санкционированная степень пожарной опасности должна удовлетворять местным и муниципальным нормам, должно обеспечиваться звукопоглощение, и сухая штукатурка должна быть надлежащим образом отделана. Сухая штукатурка должна удовлетворять всем этим требованиям и должна представлять собой отделанный слой в готовой стене. Модульная магнитная система покрытия стены согласно настоящему изобретению исключает потребность в сухой штукатурке и все связанные с ней расходы за счет использования стеновой плиты, содержащей более легкий и более огнеупорный материал, такой как минеральная вата. Настоящее изобретение в значительной мере уменьшает проблемы, связанные с плесенью и влагой, возникающие в результате попадания влаги под материалы настила пола. В высотном строительстве в настоящее время отделку стен нельзя начинать до тех пор, пока на здании не будут установлены внешние стеклянные, облицовочные или литые материалы. Это связано с тем, что гипсовая сухая штукатурка содержит бумажный слой, имеющий органическую природу. В строительной системе влага может попадать под покрытие пола и проникать в стены. Гипс поглощает влагу, и поглощенная влага может вызывать развитие плесени. Если в здании произошел прорыв водопроводной трубы, плесень может развиваться на стенах в течение нескольких часов. В системе согласно настоящему изобретению материалы, используемые для покрытия стены и пола, не содержат или содержат очень небольшое количество органических веществ. При наличии небольшого содержания органических веществ, настоящее изобретение радикально снижает или исключает значительные и дорогостоящие проблемы, связанные с влагой. Кроме того, для гипсовых стен зимой/летом в строительство здания должны привноситься влагопоглотители и/или нагреватели, для того чтобы обеспечить условия, исключающие развитие плесени, и сделать возможным высыхание швов гипсовой сухой штукатурки в течение приемлемого промежутка времени. Возможность проведения работ внутри здания до того, как будет закончена наружная часть, будет равноценна значительной экономии времени и средств в строительных проектах.
[0035] Генеральные подрядчики и строительные компании, использующие модульную магнитную систему покрытия стены, согласно настоящему изобретению могут предложить разработчикам в сфере коммерческой и жилой недвижимости более безопасный продукт с намного более высоким классом пожаростойкости, чем у конструкций, выполненных с использованием сухой штукатурки, экологической безопасностью, высокой эффективностью нагрева и охлаждения и более низкой стоимостью строительства, в то же время, предоставляя потребителю возможность модификации в соответствии с его требованиями «полностью сменного короба», в котором он живет и работает. Изобретение способно обеспечивать полупостоянные или сменные стеновые блоки, и их можно использовать для таких практических применений, как залы для собраний и выставочные залы с целью быстрой адаптации временных стеновых конструкций при помощи универсальной и модифицируемой в соответствии с требованиями потребителя системой покрытия стены.
[0036] Дополнительным преимуществом модульной магнитной системы покрытия стены согласно настоящему изобретению является то, что она позволит использовать систему «полностью сменного короба» для покрытий стены, пола и потолка. Система и способ в настоящем изобретении могут использоваться совместно с модульной магнитной системой покрытия стены согласно настоящему изобретению для обеспечения потребителя комнатой или домом, представляющим собой «полностью сменный короб», который может быть легко и быстро модифицирован в соответствии с требованиями потребителя. В дополнение, использование магнитной подкладки на нескольких поверхностях будет снижать расходы на магнитное листовое полотно посредством экономии масштаба до уровня, который нельзя сравнивать с любыми другими материалами.
[0037] Строительная промышленность движется по пути модульного строительства. Готовые продукты изготавливают на предприятиях в виде модулей, а затем готовые изделия доставляют на строительную площадку. Модульный блок магнитного покрытия стены согласно настоящему изобретению является более простым в изготовлении, более простым в транспортировке и более простым в исправлении ошибок, чем существующие способы отделки или покрытия стен. Для модульной магнитной системы покрытия стены имеется большой рынок.
[0038] В одном из вариантов осуществления настоящее изобретение предусматривает систему для отделки стены, содержащую: набор модульных блоков покрытия стены, содержащих внутренний притягивающий слой и декоративный наружный слой; магнитную подкладку, содержащую анизотропное или изотропное магнитное листовое полотно; и несущий слой, содержащий стеновую плиту, изоляционный слой и покровный слой.
[0039] Система согласно вышеописанному варианту осуществления может дополнительно содержать каркас. Система может дополнительно содержать несущий слой, который расположен на каркасе. Декоративный слой согласно системе адаптирован для сходства с внешним видом плитки, штукатурки, древесины, шифера, гранита, рекламного брандмауэра, обоев, венецианской штукатурки, ванчеса, тесаной древесины, торговой маркировки, логотипов или произведений искусства. Магнитная подкладка согласно системе скреплена с несущим слоем на постоянной основе. Магнитная подкладка согласно системе прикреплена к несущему слою адгезивом или крепежными средствами. Согласно системе опорой для магнитной подкладки служит крепежное приспособление. Система может дополнительно содержать набор модульных блоков покрытия пола, приспособленных для разъемного крепления к магнитной подкладке. Стеновая панель согласно системе содержит минеральную вату. Покровный слой согласно системе содержит огнезащитный наружный слой. Изоляционный слой согласно системе содержит огнезащитное стекловолокно. Несущий слой согласно системе не требует отделки.
[0040] В другом варианте осуществления настоящее изобретение предусматривает способ декорирования поверхности, включающий: крепление магнитной подкладки к указанной поверхности; и разъемное крепление набора модульных блоков покрытия стены к этой магнитной подкладке. Способ может дополнительно включать крепление опорного слоя к каркасу и крепление магнитной подкладки к несущей поверхности.
[0041] В другом варианте осуществления настоящее изобретение предусматривает способ изготовления магнитной подкладки пола, включающий: смешивание связующего состава, при этом связующий состав содержит пластификатор и металлический состав; растягивание слоя серпянки; нагревание связующего состава до полутвердого состояния; экструзию связующего состава на слой серпянки; равномерное распределение связующего состава по слою серпянки; нагревание связующего состава и слоя серпянки с целью схватывания связующего состава в твердое состояние; запрессовывание пароизоляционного слоя на связующий состав и слой серпянки с образованием подкладки; и намагничивание подкладки.
[0042] В данном варианте осуществления металлический состав может содержать гранулы или порошок железа, стали или любого другого ферромагнитного вещества. Связующий состав может содержать PVC, полипропилен, каучук, стекловолокно, графит или любую другую составную смесь или связующий состав. Слой серпянки может представлять собой серпянку из стекловолокна. Распределение может выполняться при помощи скребка, направляемого краевыми разделителями. Пароизоляция может представлять собой силиконовую пароизоляцию. Слой серпянки может быть растянут при помощи набора валиков. Пароизоляция может быть натянута при помощи набора валиков. Пароизоляция может быть запрессована в связующий состав и слой серпянки при помощи набора пакетных валиков. Подкладка может быть намагничена посредством набора магнитных валиков. Магнитные валики могут содержать магниты, относящиеся к типу неодим-железо-бор (NdFeB или NIB), самарий-кобальт (SmCo), алнико, керамических магнитов, ферритных магнитов или магнитов Super Magnet. Нагревание связующего состава и слоя серпянки может быть выполнено в печи.
[0043] В другом варианте осуществления настоящее изобретение предусматривает способ изготовления покрытия пола, включающий: смешивание связующего состава, при этом связующий состав содержит пластификатор и металлический состав; растягивание слоя серпянки; нагревание связующего состава до полутвердого состояния; экструзию связующего состава на слой серпянки; равномерное распределение связующего состава по слою серпянки; запрессовывание слоя покрытия пола на связующий состав и слой серпянки; и нагревание связующего состава, слоя серпянки и слоя покрытия пола с целью схватывания связующего состава в твердое состояние.
[0044] В данном варианте осуществления металлический состав может содержать гранулы или порошок железа, стали или любого другого ферромагнитного вещества. Связующий состав может содержать PVC, полипропилен, каучук, стекловолокно или графит. Слой серпянки может представлять собой серпянку из стекловолокна. Распределение может выполняться при помощи скребка, направляемого краевыми разделителями. Слой покрытия пола может представлять собой слой ворсового ковролина, содержащий первичную основу. Слой серпянки может быть растянут при помощи набора валиков. Слой покрытия пола может быть натянут при помощи набора валиков. Слой покрытия пола может быть запрессован в связующий состав и слой серпянки при помощи набора пакетных валиков. Нагревание слоя покрытия пола, связующего состава и слоя серпянки может быть выполнено в печи. Слой покрытия пола может быть разрезан на набор блоков покрытия пола или может быть свернут в рулон. Резание может быть выполнено при помощи лазера, керамических ножниц или других подходящих способов резания.
[0045] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления магнитной подкладки, содержащую: рулон материала серпянки; набор натяжных валиков, приспособленных для натяжения материала серпянки по мере его разматывания из рулона; рулон пароизоляционного материала; набор натяжных валиков, приспособленных для натяжения пароизоляционного материала по мере его разматывания из рулона; бункер, приспособленный для хранения нагретого связующего состава, при этом связующий состав содержит металлический компонент; сопло, приспособленное для дозирования связующего состава на материал серпянки; скребок, приспособленный для равномерного распределения связующего состава; печь, приспособленную для нагревания материала серпянки и связующего состава с целью схватывания связующего состава; набор валиков, приспособленных для запрессовывания пароизоляционного материала в связующий состав и материал серпянки; и намагничивающее устройство, приспособленное для намагничивания металлического состава в связующем составе.
[0046] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления покрытия пола, подлежащего использованию с магнитной подкладкой, содержащую: рулон материала серпянки; набор натяжных валиков, приспособленных для натяжения материала серпянки по мере его разматывания из рулона; рулон материала покрытия пола; набор натяжных валиков, приспособленных для натяжения материала покрытия пола по мере его разматывания из рулона; бункер, приспособленный для хранения нагретого связующего состава, при этом связующий состав содержит металлический компонент; сопло, приспособленное для дозирования связующего состава на материал серпянки; скребок, приспособленный для равномерного распределения связующего состава; набор валиков, приспособленных для запрессовывания материала покрытия пола в связующий состав и материал серпянки; и печь, приспособленную для нагревания материала серпянки и связующего состава с целью схватывания связующего состава.
[0047] В еще одном варианте осуществления настоящее изобретение предусматривает способ установки покрытия пола, включающий: размещение подкладки на накате, при этом подкладка является намагниченной в процессе изготовления; и размещение слоя покрытия пола на намагниченной подкладке, при этом слой покрытия пола содержит металлический состав, внедренный в слой покрытия пола в процессе изготовления. Подкладка может быть размещена на накате в конфигурации плавающего пола или может быть непосредственно приклеена к накату в зонах с интенсивной проходимостью или зонах интенсивного износа.
[0048] В еще одном варианте осуществления настоящее изобретение предусматривает систему для установки покрытия пола, включающую: подкладку на накате, при этом подкладка является намагниченной в процессе изготовления; и слой покрытия пола, приспособленный для размещения на намагниченной подкладке, при этом слой покрытия пола содержит металлический состав, введенный в слой покрытия пола в процессе изготовления.
[0049] В одном из вариантов осуществления настоящее изобретение предусматривает способ изготовления изотропной подкладки, включающий: смешивание связующего состава, при этом связующий состав содержит пластификатор и изотропный металлический состав; нагревание связующего состава до полутвердого состояния; равномерное распределение связующего состава; и нагревание связующего состава с целью схватывания в твердое состояние.
[0050] Этот способ может дополнительно включать: растягивание слоя серпянки; экструзию связующего состава на слой серпянки; равномерное распределение связующего состава по слою серпянки; и запрессовывание пароизоляционного слоя на связующий состав и слой серпянки. Способ может дополнительно включать изотропное намагничивание подкладки. Распределение связующего состава согласно способу выполняют при помощи последовательного набора валиков. Согласно способу металлический состав содержит одно из следующего: порошок железа, гранулы железа, гранулы стали, порошок стали, изотропный порошок или порошок феррита стронция, и при этом связующий состав содержит PVC, полипропилен, каучук, стекловолокно или графит. Слой серпянки согласно способу содержит серпянку из стекловолокна, и при этом слой серпянки растягивают при помощи набора валиков. Распределение согласно способу выполняют при помощи скребка, направляемого краевыми разделителями. Пароизоляция согласно способу содержит силиконовую пароизоляцию, и при этом пароизоляцию натягивают при помощи набора валиков и запрессовывают в связующий состав и слой серпянки при помощи набора пакетных валиков. Подкладку согласно способу намагничивают при помощи одного из: магнитных валиков из неодима-железа-бора (NdFeB или NIB), магнитных валиков из самария-кобальта (SmCo), магнитных валиков из алнико, керамических магнитных валиков, ферритных магнитных валиков, магнитных валиков из Super Magnet, или при помощи импульсного намагничивающего устройства.
[0051] В другом варианте осуществления настоящее изобретение предусматривает способ изготовления изотропного покрытия пола, включающий: смешивание связующего состава, при этом связующий состав содержит пластификатор и металлический состав; растягивание слоя серпянки; нагревание связующего состава до полутвердого состояния; экструзию связующего состава на слой серпянки; равномерное распределение связующего состава по слою серпянки; запрессовывание слоя покрытия пола на связующий состав и слой серпянки; и нагревание связующего состава, слоя серпянки и слоя покрытия пола с целью схватывания связующего состава в твердое состояние.
[0052] Металлический состав согласно способу содержит одно из следующего: порошок железа, гранулы железа, гранулы стали, порошок стали, изотропный порошок или порошок феррита стронция, и при этом связующий состав содержит PVC, полипропилен, каучук, стекловолокно или графит. Слой серпянки согласно способу содержит серпянку из стекловолокна, растянутую при помощи набора валиков. Распределение согласно способу выполняют при помощи скребка, направляемого краевыми разделителями. Слой покрытия пола согласно способу, содержит ворсовый ковролиновый слой, содержащий первичную основу, и при этом слой покрытия пола натягивают при помощи набора валиков. Слой покрытия пола согласно способу запрессовывают в связующий состав и слой серпянки при помощи набора пакетных валиков. Слой покрытия пола согласно способу разрезают лазером на одно из набора блоков покрытия пола или рулона.
[0053] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления изотропной магнитной подкладки, содержащую: рулон материала серпянки; набор натяжных валиков, приспособленных для натяжения материала серпянки по мере его разматывания из рулона; рулон пароизоляционного материала; набор натяжных валиков, приспособленных для натяжения пароизоляционного материала по мере его разматывания из рулона; бункер, приспособленный для хранения нагретого связующего состава, при этом связующий состав содержит металлический компонент; сопло, приспособленное для дозирования связующего состава на материал серпянки; скребок, приспособленный для равномерного распределения связующего состава; печь, приспособленную для нагревания материала серпянки и связующего состава с целью схватывания связующего состава; набор валиков, приспособленных для запрессовывания пароизоляционного материала в связующий состав и материал серпянки; намагничивающее устройство, приспособленное для намагничивания металлического состава в связующем материале.
[0054] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления изотропного покрытия пола, подлежащего использованию с магнитной подкладкой, содержащую: рулон материала серпянки; набор натяжных валиков, приспособленных для натяжения материала серпянки по мере его разматывания из рулона; рулон материала покрытия пола; набор натяжных валиков, приспособленных для натяжения материала покрытия пола по мере его разматывания из рулона; бункер, приспособленный для хранения нагретого связующего состава, при этом связующий состав содержит металлический компонент; сопло, приспособленное для дозирования связующего состава на материал серпянки; скребок, приспособленный для равномерного распределения связующего состава; набор валиков, приспособленных для запрессовывания материала покрытия пола в связующий состав и материал серпянки; и печь, приспособленную для нагревания материала серпянки и связующего состава с целью схватывания связующего состава.
[0055] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления каландрированной изотропной подкладки, содержащую: полимерную смесь и смесь металлического состава; смеситель, приспособленный для смешивания полимерной смеси и смеси металлического состава с образованием подкладочной смеси; расплавляющее устройство, приспособленное для нагревания подкладочной смеси; набор формующих валиков, приспособленных для формирования подкладочной смеси в подкладочный лист требуемой толщины; и завершающий набор валиков, приспособленных для формования поверхностной отделки на подкладочном листе.
[0056] Данная система может дополнительно содержать импульсное намагничивающее устройство, приспособленное для изотропного намагничивания подкладочного листа. Система может дополнительно содержать рулон адгезивного листа, приспособленный для запрессовывания на отделанный подкладочный лист.
[0057] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления покрытия пола, приспособленную для использования с изотропной магнитной подкладкой, содержащую: рулон материала серпянки; набор натяжных валиков, приспособленных для натяжения материала серпянки по мере его разматывания из рулона; рулон материала покрытия пола; набор натяжных валиков для натяжения материала покрытия пола по мере его разматывания из рулона; бункер, приспособленный для хранения нагретого связующего состава, при этом связующий состав содержит металлический компонент; сопло, приспособленное для дозирования связующего состава на материал серпянки; скребок, приспособленный для равномерного распределения связующего состава; набор валиков, приспособленных для запрессовывания материала покрытия пола в связующий состав и материал серпянки; и печь, приспособленную для нагревания материала серпянки и связующего состава с целью схватывания связующего состава.
[0058] В другом варианте осуществления настоящее изобретение предусматривает систему для изготовления изотропного покрытия пола, приспособленного для использования с магнитной подкладкой, содержащую: набор модульных блоков покрытия пола; изотропную магнитовосприимчивую подкладку; средства для крепления магнитовосприимчивой подкладки к каждому модульному блоку покрытия пола из набора модульных блоков покрытия пола.
[0059] Эта система может дополнительно содержать модульные блоки покрытия пола, содержащие покрытие пола, которое относится к типу, выбранному из группы, состоящей из виниловой композитной плитки (VCT), виниловой плитки серии люкс (LVT) или плитки из виниловой доски серии люкс (LVP), керамической плитки, каменной плитки, досок из твердой древесины, слоистых досок из древесины, досок многослойного паркета и фарфоровой плитки.
[0060] В другом варианте осуществления настоящее изобретение предусматривает способ установки изотропного покрытия пола, и включает: размещение подкладки на накате, при этом подкладка является намагниченной в процессе изготовления; и размещение слоя покрытия пола на намагниченной подкладке, при этом слой покрытия пола содержит магнитовосприимчивый состав.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0061] Для обеспечения полного понимания настоящего изобретения ниже делается ссылка на сопроводительные графические материалы, в которых подобные элементы представлены одинаковыми ссылочными позициями. Данные графические материалы следует толковать не как ограничивающие настоящее изобретение, но как предназначенные для того чтобы являться примерными и ссылочными.
[0062] На фиг. 1 показан вид сбоку в поперечном сечении одного из вариантов осуществления ковролинового слоя и магнитной подкладки согласно настоящему изобретению.
[0063] На фиг. 2 показан вид в плане выреза одного из вариантов осуществления ковролинового слоя и магнитной подкладки согласно настоящему изобретению.
[0064] На фиг. 3 показан подробный вид в поперечном сечении одного из вариантов осуществления ковролинового слоя и магнитной подкладки согласно настоящему изобретению.
[0065] На фиг. 4 показан упрощенный вид одного из вариантов осуществления способа изготовления магнитной подкладки согласно настоящему изобретению.
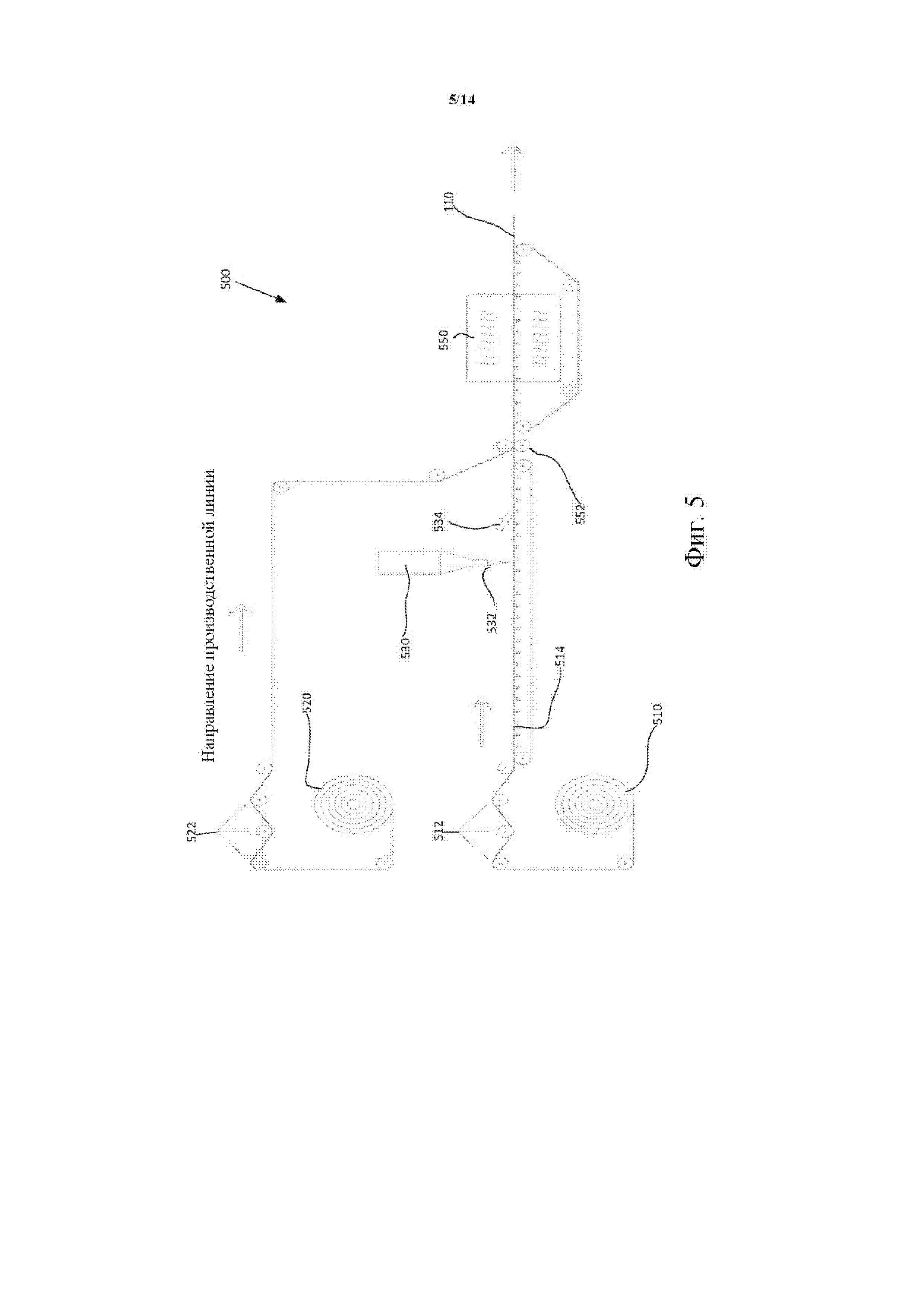
[0066] На фиг. 5 показан упрощенный вид одного из вариантов осуществления способа изготовления намагниченного ковролинового слоя согласно настоящему изобретению.
[0067] На фиг. 6 показан вид сбоку в поперечном сечении одного из вариантов осуществления стенового каркаса, несущего слоя, магнитной подкладки и блока покрытия стены согласно настоящему изобретению.
[0068] На фиг. 7 показан вид спереди трех этапов процесса установки согласно настоящему изобретению.
[0069] На фиг. 8 показан перспективный вид системы сменного короба, содержащей модульные блоки покрытия пола и блоки покрытия стены в соответствии с настоящим изобретением.
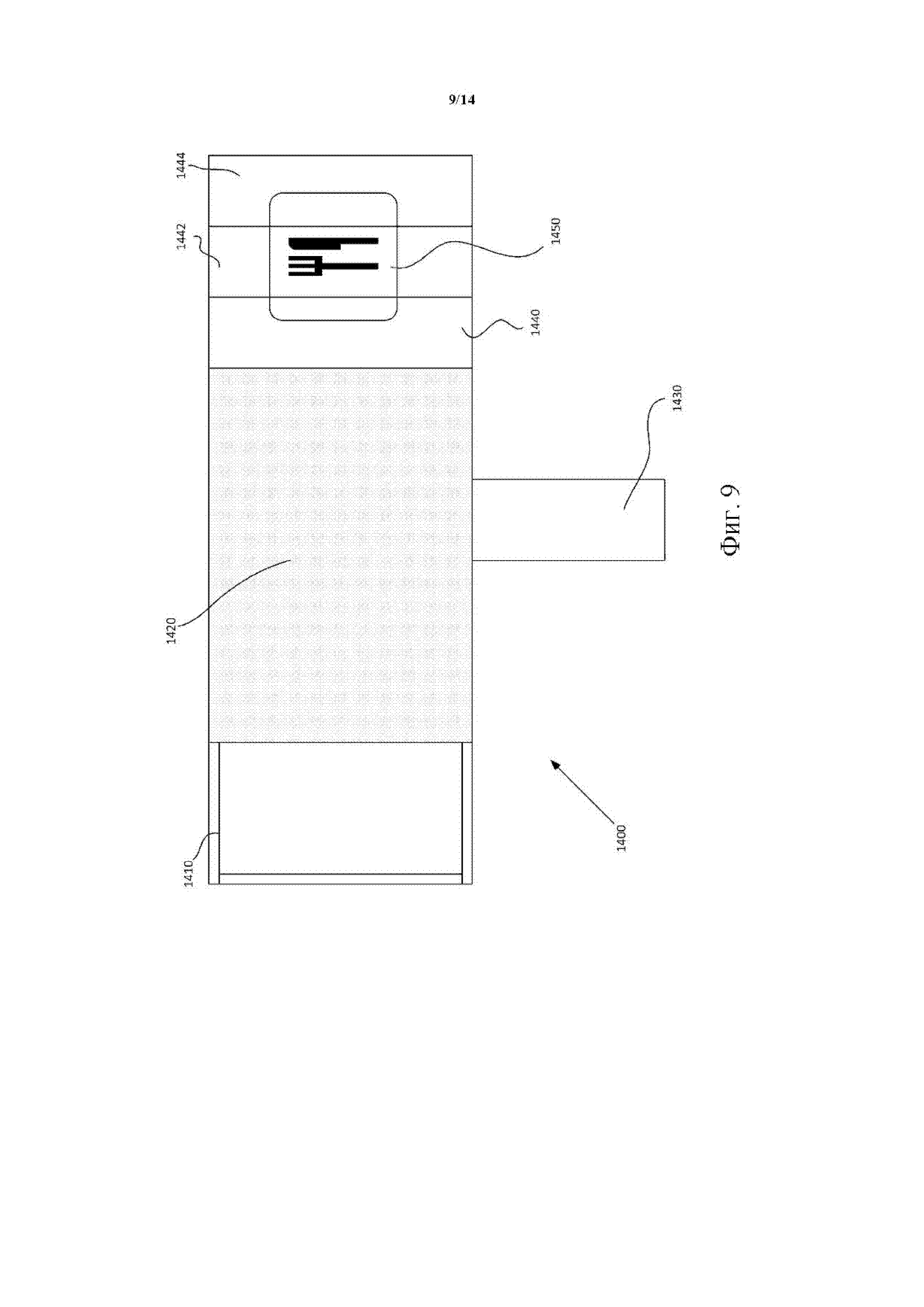
[0070] На фиг. 9 показан вид спереди рекламного щита, содержащего магнитный слой и множество модульных декоративных панелей в соответствии с настоящим изобретением.
[0071] На фиг. 10 показан перспективный вид плавательного бассейна, содержащего магнитную подкладку и модульную панель обшивки в соответствии с настоящим изобретением.
[0072] На фиг. 11 показан перспективный вид обычного дома сблокированного типа и дома сблокированного типа, содержащего модульные магнитные панели стены и кровли в соответствии с настоящим изобретением.
[0073] На фиг. 12 показан перспективный вид установки шкафа, содержащей магнитный слой для крепления столешниц, содержащих слой притягивающей магнитной основы в соответствии с настоящим изобретением.
[0074] На фиг. 13 показан перспективный вид спортивной площадки, содержащей магнитную подкладку и множество модульных панелей пола в соответствии с настоящим изобретением.
[0075] На фиг. 14 показан перспективный вид офисного отсека, содержащего магнитные притягивающие стеновые панели и модульные декоративные панели в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ
[0076] Настоящее изобретение ниже будет описано более подробно со ссылкой на примерные варианты осуществления, показанные в сопроводительных графических материалах. Несмотря на то, что настоящее изобретение описано в данном документе со ссылкой на примерные варианты осуществления, следует понимать, что настоящее изобретение не ограничивается данными примерными вариантами осуществления. Специалистам в данной области техники, имеющим доступ к предмету данного документа, будут понятны дополнительные реализации, модификации и варианты осуществления, а также другие применения для использования изобретения, которые полностью подразумеваются в данном документе, как находящиеся в пределах объема настоящего изобретения, раскрытого и заявленного в данном документе, и в отношении которых настоящее изобретение может иметь значительную пользу.
[0077] Со ссылкой на фиг. 1 представлен вид сбоку в поперечном сечении одного из вариантов осуществления установленного блока 100 покрытия пола, содержащего слой 110 покрытия пола и магнитном подкладочном слое 120. Верхний слой представляет собой слой 110 покрытия пола. Слой 110 покрытия пола размещен на магнитном подкладочном слое 120. Магнитный подкладочный слой 120 содержит намагниченный слой 122 и пароизоляцию 126. Один из вариантов осуществления способа изготовления магнитного подкладочного слоя 120 подробно показан на фиг. 4, а один из вариантов осуществления способа изготовления слоя 110 покрытия пола подробно показан на фиг. 5.
[0078] Со ссылкой на фиг. 4 представлен вариант осуществления способа 400 изготовления магнитного подкладочного слоя 120. Магнитный подкладочный слой 120 содержит три первичных компонента: компонент 123 серпянки из стекловолокна, показанный на фиг. 3, из рулона серпянки 410 из стекловолокна, пароизоляционный компонент 126 из рулона силиконовой пароизоляции 420 и полутвердую жидкую смесь 124, показанную на фиг. 3, из бункера 430.
[0079] В соответствии со способом 400, магнитная подкладка 120 может являться намагниченной до заданного числа полюсов. Сначала слой 123 серпянки, изготовленный из стекловолокна или любых других подходящих составов и смесей, обычно используемых в данной отрасли, разматывается из рулона 410 посредством набора валиков 412, которые растягивают и прикладывают натяжение к слою 123 серпянки. Нижний слой в данном способе может представлять собой пароизоляцию 126, разматываемую из рулона 420. Пароизоляция 126 обеспечивает подкладку 120 влагостойкостью. Смешивание вышеописанных составов для изготовления ковролинового слоя, например, PVC, полипропилена, каучука, стекловолокна, графита и различных других составов, производят в бункере 430. Дополнительный «металл», металлический или ферромагнитный состав, который может содержать сверхмелкие гранулы порошка железа или порошка нержавеющей стали или любого другого ферромагнитного сплава, также объединяют со смесью в бункере 430.
[0080] Подкладку 120 составляют путем, в первую очередь, растягивания серпянки 123 при помощи валиков 412, а затем пропускания серпянки по конвейерной ленте 414 к бункеру 430 и одному или нескольким соплам 432, содержащим составную смесь. Смешанные первичные материалы с дополнительным смешанным компонентом сплавов нагревают до полутвердого состояния в бункере 430 и выдавливают на слой 123 серпянки через одно или несколько сопел 432. Этот слой нагретого состава показан на фиг. 3 как слой 124 состава. Слои серпянки 123 и состава 124 проходят под скребком 434 для равномерного распределения слоя 124 состава по слою 123 серпянки. Скребок 434 также может запрессовывать слой 124 полутвердого состава в слой 123 серпянки. Необязательно, дополнительный набор валиков может прижимать слои 123 и 124 друг к другу с образованием образующего единое целое слоя серпянки 123 и состава 124. Слои состава 124 и серпянки 123 затем проходят через печь 440 с целью схватывания слоя 124 полутвердого состава. Подкладку подвергают термообработке при температуре схватывания и проводят через печь 440 со скоростью ленты сборочной линии, что вызывает сплавление слоев состава 124 и серпянки 123 друг с другом в слой 127 серпянки и состава, показанный на фиг. 3, и его переход в твердое состояние.
[0081] После прохождения через печь 440, пароизоляцию 126, разматываемую из рулона 420 и натянутую при помощи валиков 422, объединяют со слоем 127 серпянки и состава при помощи пакетных валиков 452. Затем «готовая» подкладка 120 проходит над мощным магнитным валиком (валиками) 450, который может содержать магниты, относящиеся к типам неодим-железо-бор (NdFeB или NIB), самарий-кобальт (SmCo), алнико, керамических магнитов, ферритных магнитов или магнитов Super Magnet. В другом варианте осуществления мощный магнитный валик 450 может представлять собой импульсное намагничивающее устройство. Порошок сплава, захваченный твердыми к настоящему моменту первичными материалами слоев состава 124 и серпянки 123, поляризуется при прохождении над намагниченными валиками 450. Готовую и намагниченную подкладку 120 можно затем свернуть в рулон и/или подвергнуть разделению на модули.
[0082] Со ссылкой на фиг. 5 представлен вариант осуществления способа 500 изготовления намагниченного ковролинового слоя 110. В первую очередь, путем смешивания в бункере 530 либо специальной, либо стандартизованной смеси первичных материалов, которые могут быть либо гранулированными, либо порошковыми, либо и то и другое, создают связующее вещество. Тип используемых материалов может изменяться и зависеть от намеченного использования ковролина, но может содержать PVC, полипропилен, каучук, стекловолокно, графит и различные другие компоненты. В составную смесь также добавляют компонент металлического сплава. Компонент сплава может представлять собой железо, сталь или любой другой подходящий ферромагнитный состав. Ковролин или модульный ковролин для ковролинового слоя 112 обычно является ворсовым, и он дополнительно содержит первичную основу как часть ковролинового слоя. Первоначально ковролин 112 содержит ворсовую ткань с первичной основой. Ковролин попадает на производственную линию в состоянии предварительно прошитого ворса и может находиться в 12-дюймовом или 15-дюймовом рулоне 520. Ковролин 112 разматывают из рулона 520, затем пропускают через ряды валиков 522 для растягивания до требуемого натяжения. Данное натяжение снижает вероятность образования складок в готовом ковролине 110 при скреплении вторичной основы или слоя 114 серпянки с ворсовой тканью и первичной основой ковролинового слоя 112.
[0083] В то же время, когда ворсовая ткань 112 натянута валиками 522, слой 114 серпянки разматывают из рулона серпянки 510, который может содержать серпянку из стекловолокна, и натягивают при помощи валиков 512. Вышеописанную смесь гранул и порошков также смешивают и нагревают в бункере 530 с образованием полутвердого состава, который может иметь вязкость и консистенцию, аналогичную конопаточному материалу. Серпянку 114 из стекловолокна, находящуюся под действием усилия натяжения и растянутую до ровного состояния на сборочной линии 514, непрерывно перемещают с заранее заданной скоростью на протяжении сборочного процесса.
[0084] Смешанный полутвердый состав выдавливают из одного или нескольких сопел 532 непосредственно в слой 116 состава на серпянке 114 из стекловолокна и затем разравнивают скребком 534 до требуемой высоты и толщины. Способ разравнивания скребком может быть применен с помощью набора краевых разделителей. Способ разравнивания скребком вызывает соединение полутвердого состава 116 и его запрессовывание в серпянку 114 из стекловолокна с образованием единого слоя 115 волокнистой ленты и полутвердого состава. Серпянку из стекловолокна со слоем 115 полутвердого состава затем запрессовывают под слой 112 ворсовой ткани при помощи ряда валиков 552 с образованием многослойного слоя ворсовой ткани и первичной основы 112, полутвердого состава 116 и серпянки 114 из стекловолокна. После соединения, или скрепления, этих компонентов друг с другом при помощи валиков 552, слои подвергаются термообработке в печи 550 при постоянной температуре, в то же время по-прежнему перемещаясь по сборочной линии.
[0085] В способе 500 сплав объединяют с основой готового блока 110 покрытия пола. Однако после термообработки в печи 550 в ходе способе 500, в отличие от термообработки в способе 400, ковролиновый слой 110 не проходит над мощным магнитом, подобным магниту 450. После способа термообработки на готовую систему основы и ковролиновый рулон может быть нанесено одно или несколько покрытий. Готовый продукт 110 может содержаться в рулоне или он может быть разрезан на модульные блоки покрытия пола. После этапов прессования и термообработки данного способа готовый ковролин 110 можно переместить на лазерную обработку. Резаный ковролин затем полируют на торцах для удаления отдельных пучков ткани и отрезков серпянки или «ворсинок» из указанного резаного ковролина.
[0086] В другом варианте осуществления подкладка 120 или первичная основа 112 и полутвердый состав 114 могут быть изготовлены в виде листа материала, который может быть подвергнут горячему прессованию или иному объединению с верхним слоем для получения магнитного подкладочного слоя или магнитовосприимчивого слоя, который можно либо уложить на любой другой слой, либо объединить с ним. В данном варианте осуществления подкладочный слой или магнитовосприимчивый слой может быть изготовлен способом каландрирования. Каландр представляет собой устройство, используемое для переработки полимерного расплава в лист или пленку. Этот же способ можно использовать для изготовления магнитовосприимчивого слоя.
[0087] Каландр распределяет размягченный при нагревании полимер (например, каучук, PVC) между двумя или более валиков с образованием непрерывного листа. Для начала процесса полимер, в первую очередь, смешивают и расплавляют. Смешивание представляет собой процесс, в котором создают требуемый полимер, а при расплавлении смешанный полимер нагревают и обрабатывают до требуемой консистенции. Этот полимер затем перерабатывают посредством каландра и экструдируют с толщиной, которая определяется размером зазора между отделочным набором валиков. Завершающий набор валиков также определяет отделку поверхности (например, глянцевую, текстурированную). К подкладочному слою или магнитовосприимчивому слою, полученному в способе каландрирования, также может быть добавлен двусторонний самоклеящийся слой или другой адгезивный слой. С подкладочным слоем или магнитовосприимчивым слоем, полученным в способе каландрирования, также может быть скреплена упругая прокладка или другой изоляционный слой. Подкладочный слой или магнитовосприимчивый слой, полученный при помощи способа каландрирования, может быть объединен с другим слоем в способе, аналогичном способу, показанному на фиг. 4 и 5.
[0088] Если для получения магнитной подкладки используется способ каландрирования, то смесь материалов, которая может быть подвергнута намагничиванию, должна добавляться к полимерной смеси перед формованием слоя. К полимерной смеси может быть добавлено одно из следующего: порошок железа, гранулы железа, порошок стали, гранулы стали, анизотропный порошок, изотропный порошок или порошок феррита стронция. Каландрированный слой может подвергаться намагничиванию после формования. Каландрированный слой может подвергаться намагничиванию при помощи импульсного намагничивающего устройства или при помощи набора магнитных валиков.
[0089] Со ссылкой на фиг. 1 и 2, способ установки модульного покрытия 110 пола с использованием намагниченной подкладки 120 можно осуществлять следующим образом.
[0090] Подкладку 120 сначала помещают на накат. Подкладка 120 может являться либо плавающей, т.е. незакрепленной, или она может быть приклеена непосредственно к накату. Пароизоляцию 126 можно разместить максимально близко к накату, при этом слой 122 намагниченной серпянки обращен вверх, в сторону от наката. Ковролиновый слой 110 с внедренным в него притягивающим магнитным слоем, который может представлять собой либо рулонный ковролиновый слой, либо набор модульных напольных блоков, помещают или укладывают на подкладку 120. По причине наличия порошка сплава в основе ковролинового слоя 110, ковролиновый слой 110 может сильно притягиваться магнитным полем к подкладке 120. Таким образом, готовый настил пола 100 вообще не требуется сшивать. Способ установки в соответствии с настоящим изобретением исключает потребность в сшивании (или удерживании на месте) ковролинового слоя 110, который может представлять собой либо ковролин из модульных напольных блоков, либо более длинные рулонные изделия.
[0091] Установка ковролинового слоя 110 с использованием намагниченной подкладки 120 обеспечивает несколько преимуществ перед известным уровнем техники. Во-первых, она решает проблему скручивания плитки пола и коврового покрытия. Ковролиновый слой 110 всегда будет ровно уложен благодаря магнитному притяжению между подкладкой 120 и ковролиновым слоем 110. Не будет необходимости в «сшивании» двух фрагментов ковролинового слоя 110 друг с другом вне зависимости от того, является ковролиновый слой 110 модульным блоком покрытия пола или ковролином из рулонных изделий коврового покрытия. При достаточном намагничивании ковролиновый слой 110 будет сопротивляться усилиям натяжения, вызываемым хождением, мебелью, механизмами и т.д., по трем осям.
[0092] Данный способ изготовления можно использовать для большинства применений покрытий пола, и его не следует ограничивать блоками покрытия пола на основе ковролина. Тот же способ с небольшими изменениями можно использовать, например, с намагниченной подкладкой и виниловым настилом пола; порошковый сплав может применяться к основе, или он может быть добавлен к виниловой смеси в ходе процесса изготовления. Для обеспечения возможности прилипания или внедрения слоя состава в блок покрытия пола, к составному слою может быть добавлен пластификатор или другой состав. Данная система также может быть использована в виниловой композитной плитке (VCT), виниловой плитке серии люкс (LVT) или плитке из виниловой доски (LVP) серии люкс, а также с другими разнообразными блоками покрытия пола, в том числе с керамической плиткой, каменной плиткой, твердой древесиной, слоистыми досками из древесины, многослойным паркетом и фарфоровой плиткой. Аналогично модифицированный способ также может быть использован для изготовления покрытий пола из твердой древесины с внедренным магнитным или намагниченным составом или с магнитной или намагниченной основой. Магнитный или намагниченный состав или основа, описанные в данном документе, могут быть применены к любому подходящему покрытию пола. Данные не являющиеся ковролиновыми покрытия пола с магнитными слоями, основами или внедренными составами можно устанавливать аналогично способу, использованному для установки ковролиновых покрытий пола.
[0093] Со ссылкой на фиг. 6 представлен вид сбоку в поперечном сечении одного из вариантов осуществления модульной магнитной системы 600 покрытия стены, содержащей стеновой каркас 1000, несущий слой 900, магнитную подкладку 800 и блок 700 покрытия стены согласно настоящему изобретению.
[0094] В модульной магнитной системе 600 покрытия стены может использоваться несущий слой 900, содержащий стеновую плиту 910, не требующую отделки, а также не требующую изготовления из гипса. Стеновая плита 910 согласно настоящему изобретению может содержать более легкую, более тонкую плиту, которая в предпочтительном варианте осуществления состоит из минеральной ваты. Минеральная вата представляет собой первосортный изоляционный продукт, изготовленный из вулканической породы, расплавленной при высоких температурах и спряденной в мат или коврик из тонких волокон. Минеральная вата горит лишь при температурах выше 850 градусов Цельсия, то есть фактически она является чрезвычайно огнеупорной и обеспечивает огнезащиту для кровли, стен или пола. Стеновая плита 910 из минеральной ваты существенно повышает класс пожаростойкости и значение R для изоляции и звука относительно традиционной плиты из гипсовой сухой штукатурки. Несущий слой 900 необязательно должен начисто обработанным, как плита из сухой штукатурки. По этой причине несущий слой 900 может содержать иные материалы, чем обычная плита из сухой штукатурки. Несущий слой 900 может содержать стеновую плиту 910, которая может содержать минеральную вату, покровный слой 930, который может содержать огнестойкий тканевый материал, и изоляционный слой 920, который может содержать листовое полотно из звукопоглощающего первичного материала. Покровный слой 930, изоляционный слой 920 и стеновая панель 910 могут быть объединены в один лист как несущий слой 900, поскольку несущий слой 900 необязательно должен представлять собой «чистовое покрытие», подобное сухой штукатурке, которая должна быть подвешена, отделана, загрунтована и, наконец, окрашена.
[0095] Магнитная подкладка 800 расположена между несущим слоем 900 и блоком 700 покрытия стены и примыкает к покровному слою 930 несущего слоя, если он используется, или к стеновой плите 910, если изоляционный слой 920 или покровный слой 930 не используются. Магнитная подкладка 800 может быть скреплена со стеновой плитой при помощи крепежного приспособления, такого как гвозди, скобы, винты или зажимы, или при помощи адгезивов, таких как клеи, силиконовые адгезивы и т.д. Магнитная подкладка также может быть скреплена с несущим слоем 900 и/или стеновым каркасом 1000 при помощи крепежного приспособления 600, показанного на фиг. 2. Магнитная подклакда 800 может представлять собой анизотропное или изотропное магнитное листовое полотно. Магнитная подкладка 800 может быть уложена на несущий слой 900. Необязательно, магнитная подкладка 800 может быть объединена с несущим слоем 900 в единую плиту, что устраняет потребность в отдельном креплении, подвешивании или закреплении магнитной подкладки или несущего слоя 900. Несущий слой 900 и магнитная подкладка 800 совместно, как единая плита, имеют высокое значение R и существенно уменьшают нежелательное шумовое загрязнение и эхо.
[0096] Для придания такой плите жесткости, сравнимой с гипсовой плитой, в несущем слое 900 может использоваться минеральная вата с такой отверждающей добавкой, как стекловолокно. Требуемыми акустическими свойствами обладает не только минеральная вата, но и магнитная подкладка 800, которая может содержать анизотропный порошок для обеспечения более сильной остаточной намагниченности, который, однако, может являться изотропно не зависящим от магнитовосприимчивого материала, в качестве дополнительного звукового барьера в данной системе. Минеральная вата представляет собой инертный материал, и она обеспечивает множество преимуществ при использовании в строительстве зданий. Изоляция из минеральной ваты может быть изготовлена из базальта, вулканической породы.
[0097] Несущий слой 900, состоящий, главным образом, из минеральной ваты или шлаковой ваты будет исключать большинство проблем, связанных с плесенью и/или влагой, возникающих в результате попадания влаги под материалы настила пола. В высотном строительстве в настоящее время отделку стен нельзя начать до тех пор, пока на здании не будут установлены внешние стеклянные и литые материалы. Это связано с проблемами, которые существуют в связи с обычно используемыми стенами на гипсовой основе. Кроме того, для гипсовых стен зимой/летом в строительство здания должны привноситься влагопоглотители и/или нагреватели для исключения условий, допускающих развитие плесени, и обеспечения возможности высыхания швов гипсовой сухой штукатурки в течение приемлемого промежутка времени. Возможность работ внутри здания до того, как будет закончена наружная часть, с использованием несущего слоя 900 из минеральной ваты будет приводить к значительной экономии времени и средств в строительстве.
[0098] Наружный слой представляет собой блок 700 покрытия стены, являющийся «чистовым покрытием». Блок 700 покрытия стены может быть изготовлен способом, аналогичным продукту для упругого настила пола. Блок 700 покрытия стены может содержать притягивающий слой 720, запрессованный горячим способом в декоративный поверхностный слой 710 в качестве основы. Верхний слой или наружный слой модульной магнитной системы 600 покрытия стены представляет собой декоративный поверхностный слой 710, слой “Décor”. Декоративный поверхностный слой 710 может быть изготовлен для имитации внешнего вида поверхности или покрытия любого типа. Отделка декоративного поверхностного слоя 710 может представлять собой практически любую отделку, желательную для конечного пользователя, такую как плитка, штукатурка, древесина, шифер, гранит, ровный или матовый цвет, обои, венецианская штукатурка, ванчес, тесаная древесина, торговые марки, произведения искусства и т.д. Поскольку модульный блок 700 покрытия стены не подвергается проходимости, его можно изготавливать более тонким, чем модульный блок покрытия пола такого же размера.
[0099] Со ссылкой на фиг. 7 представлен вид спереди трех этапов процесса установки модульной магнитной системы 600 покрытия стены согласно настоящему изобретению. Стеновой каркас 1000, содержащий набор деревянных, металлических или пластмассовых каркасных блоков 510, представляет собой несущую конструкцию для модульной магнитной системы 600 покрытия стены. Несущий слой 900, содержащий только стеновую плиту 910, крепят к каркасу с использованием крепежных блоков 940, которые могут представлять собой винты, гвозди, скобы или другие подходящие крепежные средства. Магнитную подкладку 800 прикрепляют к несущему слою 900, и она может быть расположена перед поверхностным слоем 900 и за задней частью модульных блоков 700 покрытия стены. Как описано в данном документе, магнитная подкладка может быть прикреплена к несущему слою 900 такими крепежными блоками, как крепежные блоки 600 или адгезивами. Крепежные блоки 1100 могут являться предпочтительными перед адгезивами за счет обеспечения дополнительной опоры для веса магнитной подкладки 800 и блоков 700 покрытия стены, что предотвращает провисание или падение. Блоки 700 покрытия стены с декоративными наружными слоями 710 могут быть размещены на магнитной подкладке 800 после прикрепления магнитной подкладки 800 к несущему слою 900. Для сокрытия швов, обеспечения дополнительной опоры или декорирования, могут использоваться дополнительные фасонные плитки, такие как фасонная плитка 1200. Фасонная плитка 1200 может размещаться где-либо на магнитной подкладке 800, в том числе в средней части в качестве ванчеса или рейки для защиты от спинок стульев, в верхней части - в качестве потолочного плинтуса, или в нижней части - в качестве плинтуса.
[00100] Модульная магнитная система 600 покрытия стены согласно настоящему изобретению не ограничивается использованием на таких плитах, как несущий слой 900, или в новостройках. Модульная магнитная система 600 покрытия стены согласно настоящему изобретению может быть использована на любой подходящей магнитной подкладке 800. Магнитная подкладка 800 может быть установлена на уже существующие стеновые плиты, такие как сухая штукатурка, или на потолках или других уже существующих стенах и поверхностях. Например, магнитная подкладка 800 может быть установлена на складные стены обычного центрального разделителя или над дверями, в проемах или на дорожках. При желании блок 700 покрытия стены можно легко разместить на магнитной подкладке 800 и удалить с нее.
[00101] Со ссылкой на фиг. 8 представлен перспективный вид помещения, содержащего систему 1300 сменного короба. Система 1300 сменного короба объединяет признаки системы 600 покрытия стены и модульного покрытия 100 пола. Магнитная подкладка 800 на стенах приспособлена для приема блоков 700 покрытия стены, фасонных плиток 1200, а также может быть приспособлена для установки дополнительных приспособлений, таких как телевизор 1310 либо непосредственно, либо при помощи каркаса, или другой несущей конструкции, прикрепленной к телевизору и скрепленной магнитным полем с подкладкой 800. Пол системы 1300 сменного короба содержит подкладку 120 и набор слоев 110 покрытия пола. Помещение, в котором реализована система 1300 сменного короба, может содержать любой из аспектов полов и стен, изменяемых и декорируемых с минимальными усилиями и не требующих демонтажа или сноса существующих декораций или приспособлений. Для сооружения помещения с системой 1300 сменного короба, несущий слой 900, показанный на фиг. 7, нужно скрепить со стеновым каркасом. Магнитная подкладка 800 может быть скреплена с несущим слоем, при этом несущий слой может быть пропитан магнитным компонентом, магнитная подкладка 800 может являться ламинированной на внешнюю сторону несущего слоя 900, или несущий слой 900 может быть полностью скрыт магнитным притягивающим покрытием. Блоки 700 покрытия стены, фасонные плитки 1200 и другие приспособления могут затем быть полупостоянным или разъемным образом скреплены с магнитной подкладкой 800 посредством магнитного поля. Подкладка 120 для модульного покрытия 100 пола может быть скреплена с несущей поверхностью, как это описано выше в данном документе. Затем на подкладке 120 могут быть размещены блоки 110 покрытия пола. В дополнение, магнитная подкладка может быть скреплена с потолком аналогично подкладке 800 на стенах. Потолочная плитка может быть скреплена с потолочной подкладкой аналогично блокам 700 покрытия стены.
[00102] Магнитная подкладка 800 и подкладка 120 могут иметь следующие свойства: толщина - 0,060 дюймов (1,52 мм), твердость по Шору - D60, удельный вес - 3,5, усадочная деформация, вызванная нагреванием при 158 градусов Фаренгейта в течение семи дней - 1,5 %, предел прочности на разрыв - 700 фунт/кв. дюйм (49 кг/см^2), и они могут иметь полюса (южный и северный), параллельные длине, с интервалами 2,0 мм. Блок 110 покрытия пола и блок 600 покрытия стены может содержать магнитно изотропный восприимчивый материал, ламинированный на поверхность, подлежащую размещению на подкладке 120 или магнитной подкладке 800, соответственно, в то время как в подкладках может использоваться либо анизотропно, либо изотропно намагниченный гибкий слой, ламинированный на подкладку или внедренный в нее в ходе изготовления. В частности, в процессе изготовления, описанном выше на фиг. 4 и 5, может использоваться импульсное намагничивание с целью изотропного намагничивания подкладки 120 или магнитной подкладки 800. При импульсном намагничивании, для создания коротких, «импульсных» всплесков энергии с целью медленного увеличения магнитного поля и полного проникновения в подкладку 120 или магнитную подкладку 800, используется катушка и набор конденсаторов. В случае необходимости, импульсное намагничивание также можно использовать для анизотропного намагничивания подкладки 120 или магнитной подкладки 800.
[00103] Когда магнитный притягивающий слой внедряют в подкладку 120 или подкладку 800, сухую смесь порошка феррита стронция и каучуковой полимерной смолы (например, каучук, PVC или другие подобные материалы для изготовления термопластичного связующего вещества) смешивают, подвергают каландрированию, а затем основание формируют при помощи рядов валиков для придания ему правильной ширины и толщины. Затем материал подвергают намагничиванию только с одной стороны, как показано выше на фиг. 4.
[00104] Магнитные характеристики связанных магнитов ограничены количеством используемого полимера (обычно 20-45 об. %), так как оно значительно снижает остаточную намагниченность материала. В дополнение, сформованный из расплава порошок имеет изотропную микроструктуру. Влияние разбавления преодолевается за счет встраивания анизотропного магнитного порошка. За счет индукции текстуры в магнитном порошке и его размалывания до мелких частиц микрометрового размера, а затем подготовки магнита в выравнивающем поле, связанный магнит затем может иметь повышенную остаточную намагниченность в определенном направлении. В настоящем изобретении магнитная подкладка, такая как подкладка 120 или подкладка 800, намагничивается направленным образом, и ей придается более сильная остаточная намагниченность. Однако магнитовосприимчивое листовое полотно не является ориентированными по полюсам, и поэтому его не требуется ориентировать в каком-либо направлении. Оптимальный температурный интервал для долговременного срока службы подкладки 120 или подкладки 800 составляет от 95С до -40С.
[00105] Для получения экструдированного гибкого магнита, гибкий гранулированный материал нагревают до тех пор, пока он не начнет плавиться, а затем подают под высоким давлением с использованием ходового винта через отвержденную форму, которая представляет собой проволоку, эродированную посредством электроэрозионной машины (EDM) так, чтобы она имела требуемую форму готового профиля. Гибкие магниты могут подвергаться экструзии в профили, которые могут быть свернуты в рулоны и уложены или объединены, как показано на фиг. 4 и 5. Ненамагниченную поверхность гибкого магнита можно ламинировать двусторонней адгезивной пленкой или ламинировать тонким виниловым покрытием так, чтобы можно было нанести печатный слой. Для задач настила пола также может применяться прикрепленная упругая прокладка. Анизотропные постоянные гибкие магниты могут иметь плотность остаточного магнитного потока (Br) в единицах Тл (Гс): от 0,22 до 0,23 или (2250-2350) и удерживающую способность (BHC) от 159 до 174 кА/м, или 2000-2180 (Э), тогда как изотропные постоянные гибкие магниты имеют плотность остаточного магнитного потока (Br) от 0,14 до 0,15 Тл, или 1400-1550 (Гс), и удерживающую способность (BHC) от 100 до 111 кА/м, или 1250-1400 (Э). Анизотропный постоянный гибкий магнит может быть на 40% сильнее по остаточной намагниченности, чем изотропный магнит.
[00106] Для блоков 110 покрытия пола и блоков 700 покрытия стены, магнитовосприимчивый материал притягивающего слоя 720 или полутвердого состава 116, показанных, соответственно, на фиг. 6 и 3, могут иметь следующие свойства: толщина - 0,025 дюймов (0,64 мм), твердость по Шору - D60, удельный вес - 3,5, усадочная деформация, вызванная нагреванием
при 158 градусах Фаренгейта в течение семи дней - 1,5%, предел прочности на разрыв - 700 фунт/кв. дюйм (49 кг/см^2), и прочность крепления - 140 г/см^2.
[00107] В системе 1300 сменного короба все компоненты являются «квазипостоянно» скрепленными с подкладкой. По причине обширной площади поверхности и магнитного резонанса между подкладкой 120 или подкладкой 800 и блоком 110 покрытия пола или блоком 700 покрытия стены, материалы обладают чрезвычайно сильной связью, делающей установку «квазипостоянной». Однако данная связь может быть разрушена путем «захвата» угла и его поднятия вверх для разрыва связи, посредством чего обеспечивается возможность замены блока 110 покрытия пола или блока 700 покрытия стены по требованию, и это в настоящее время недоступно для любой из существующих технологий. В системе 1300 сменного короба может быть использован любой строительный материал с ровной основой (для обеспечения оптимальной остаточной намагниченности). Блок 110 покрытия пола, изготовленный из древесины, например, может быть использован в качестве блока 700 покрытия стены, и наоборот.
[00108] Возможность удаления любого фрагмента в любой заданный момент времени в ходе строительного процесса является чрезвычайно привлекательной. Если стеновая панель 700 в системе 600 сменного короба точно не совмещается, и ее необходимо укоротить, как бывает во многих установках, можно просто извлечь фрагмент 700 стены и, по требованию, прикрепить его повторно без уменьшения.
[00109] В отрасли настила пола преобладающий способ сшивания рулонного ковролина требует прикрепления липкой полосы по периметру помещения, заклеивания швов термоклеем и растягивания или «натяжения» рулонного покрытия пола для удерживания продукта на месте. Это делает возможным повреждение продукта путем фактического отслаивания ковролина из-за натяжения (отрыва первичной основы настила пола от вторичной основы), теплового искривления готовых изделий, неравномерности шва и т.д. Существует множество путей, которые могут приводить к отказу традиционного способа. Система 1300 исключает все эти отказы и исключает потребность в липкой полосе, так как натяжение блока 110 покрытия пола больше не требуется. Остаточная намагниченность, благодаря большой площади поверхности, препятствует «неравномерности» блока 110 покрытия пола или его перемещению под нагрузкой.
[00110] В случае если существующая стена или стена новостройки имеет такой дефект, как изгиб или вогнутая поверхность, ограничивающий остаточную намагниченность, то для решения этой проблемы можно просто использовать в качестве принадлежности системы сменного короба двустороннюю магнитовосприимчивую прокладку с магнитной основой. Блоки 110 покрытия пола и блоки 700 покрытия стены могут предусматривать различные конструкции, логотипы, текстуры, цвета, акустические свойства, отражательные свойства или элементы дизайна в помещении. Блоки 110 покрытия пола и блоки 700 покрытия стены также могут содержать корпоративные и другие торговые марки или сведения о спонсорах, и могут использоваться для рекламы или в качестве идентификационного комплекта фирмы. Домовладельцы, владельцы предприятий или конструкторы-проектировщики могут заменять любой из аспектов любого помещения с использованием системы 1300 сменного короба по требованию и в любое время.
[00111] Гибкая сущность системы 1300 сменного короба также может обеспечивать преимущества в отраслях кинопроизводства, телевидения и кинотеатров. В этих отраслях телевизионные и съемочные площадки и т.п. строят модульным образом и обычно максимально экономно имитируют реальное местоположение. К сожалению, указанные площадки строят для данного конкретного использования на каркасе, а затем этот каркас необходимо хранить для другого, «подобного» использования такой же обстановки, или новую обстановку необходимо строить практически каждый раз для соответствия месту действия. С использованием системы 1300 сменного короба можно в высшей степени экономно и чрезвычайно выгодно изменять обстановку в помещении по требованию с использованием одних и тех же каркасов. Это также экономно для больших киностудий, которым необходима обстановка города на Диком западе в первой сцене и Нью-Йорка - в следующей сцене. Возможность использования одних и тех же каркасов с изменением покрытий 700 стены и блоков 110 покрытия пола для имитации того, что необходимо, было бы желательно и экономно.
[00112] Со ссылкой на фиг. 9-14 представлено несколько дополнительных вариантов осуществления настоящего изобретения.
[00113] На фиг. 9 представлен вид спереди рекламного щита 1400, содержащего каркас 1410, опирающийся на несущую колонну 1430. C каркасом 1410 скреплена одна или несколько притягивающих магнитных панелей 1420. На притягивающих магнитных панелях 1420 может быть установлено множество модульных магнитных декоративных панелей 1440, 1442 и 1440. Притягивающие магнитные панели 1420 могут быть сконструированы способом, аналогичным вышеописанным несущим панелям 900 и магнитной подкладке 800, а модульные магнитные декоративные панели 1440, 1442 и 1440 могут являться аналогичными стеновым панелям 700 или модульным блокам 110 покрытия пола. Когда модульные магнитные декоративные панели 1440, 1442 и 1440 размещены на притягивающих панелях 1420, их конструкция или конструкции 1450 будут образованы от наружной поверхности модульных магнитных декоративных панелей 1440, 1442 и 1440. В типичном рекламном щите постерные панели наклеивают на каркас щита. По окончании рекламной кампании или в случае необходимости замены постерных панелей, постерные панели покрывают следующим рекламным изображением. Расписанные вручную рекламные щиты покрывают краской на фанерных панелях и крепят к каркасу. По окончании кампании фанерные панели белят для следующего проекта. Замена проектов или изображений на существующих рекламных щитах является трудоемкой, дорогостоящей и требует постоянного обслуживания. Рекламный щит 1400 согласно настоящему изобретению предусматривает магнитную сменную систему, делающую возможным более сильное связывание с использованием остаточной намагниченности. Для образования панелей 1420, гибкое магнитное листовое полотно может быть приклеено к нижележащей подложке, ламинировано на подложку в виде единой плиты или в иной подходящей конфигурации. Гибкое магнитовосприимчивое листовое полотно с приклеенным винилом, выполненным с возможностью печати на нем, или другим подходящим материалом содержит модульные магнитные декоративные панели 1440, 1442 и 1440.
[00114] Сильная остаточная намагниченность, предусматриваемая настоящим изобретением, уменьшает вероятность отказа благодаря прочности магнитной связи. Рекламный щит 1400 также может содержать LED, OLED, LCD или электролюминесцентное устройство, внедренное в термопластичное связующее вещество модульных магнитных декоративных панелей 1440, 1442 и 1440, и им можно управлять при помощи платы контроллера в рекламном щите 1400. Это может делать возможным местное освещение и установление порядка освещения произведений искусства, логотипов и т.д. в модульных магнитных декоративных панелях 1440, 1442 и 1440.
[00115] На фиг. 10 представлен перспективный вид плавательного бассейна 1500, содержащего магнитную подкладку 1520 и модульные панели 1530 обшивки, размещенные на внешней поверхности 1510 бассейна 1500. Для исключения потребности в магнитной подкладке 1520, в конструкцию внешней поверхности 1510 также может быть добавлен ферритовый материал, заделанный в полимерное связующее вещество. В данной конфигурации панели 1530 обшивки должны быть магнитно притягивающими. Магнитная подкладка 1520 может являться либо ламинированной на саму поверхность 1510, либо приклеенной к ней в качестве обшивки. Панели 1530 могут содержать магнитовосприимчивое листовое полотно в качестве основного слоя гибкой панели, и они могут быть изготовлены из винила, выполненного с возможностью печати на нем, или из любого другого материала. Панели 1530 также могут содержать феррит в экструдированной смеси, заделанной в полимер, для того чтобы сделать феррит невосприимчивым к ржавению, или любую другую конфигурацию материалов. Панели 1530 могут содержать изображения, напоминающие обычную плитку, рисунки, торговые марки, стилизованный текст или любой другой признак, который является желательным для потребителя. Панели 1530 также могут включать LED, OLED, LCD или электролюминесцентное устройство, встроенное в термопластичное связующее вещество.
[00116] На фиг. 11 представлен вид в перспективе типичного дома 1600 сблокированного типа, имеющего стандартный внешний вид 1602, и дома 1700 сблокированного типа, имеющего внешний вид 1702 с модульным главным фасадом 1712 и модульной кровлей 1720. Для использования на модульном главном фасаде 1712 может использоваться одна или несколько модульных панелей 1710. Панели 1710 могут содержать магнитовосприимчивый слой, а фасад 1712 может содержать гибкое магнитное листовое полотно, скрепленное с несущей конструкцией, или может содержать несущую поверхность с внедренным в нее ферромагнитным слоем. Модульная кровля 1720 может содержать гибкое магнитное листовое полотно, скрепленное с несущей конструкцией, или может содержать несущую поверхность с внедренным в нее ферромагнитным слоем. Кровельная черепица 1730 может крепиться к кровле 1720 посредством магнитного поля. В дополнение, к модульной кровле 1720 также могут притягиваться магнитным полем закрепленный посредством магнитного поля фартук 1734 и водосточные желоба на водосточных трубах 1732. Кровля 1720 может содержать либо магнитный слой, адгезивно скрепленный с подложкой, или слой подложки, имеющий магнитные свойства, такой как плита из минеральной ваты с магнитным покрытием. Магнитный слой или наружная поверхность кровли 1720 является водостойким по причине наличия термопластичного связующего вещества, инкапсулирующего ферритовый порошок в подкладке или чистовом покрытии. Толщина магнитного листового полотна для кровли 1720 определяется на основании требуемой остаточной намагниченности. Например, предел прочности на ветровой сдвиг является таким, что до отказа он выдерживает ураган категории 5. Модульная кровля 1720 может быть изготовлена из более безопасных, экологически чистых продуктов, и она легко подвергается переработке. Строители и пользователи также могут иметь возможность получения «зеленых» кредитов для строительной системы, которая является не только более безопасной при сооружении (на стороне установки), но и простой в установке, простой для замены и более чистой для окружающей среды, что предоставляет конечному пользователю бесконечные возможности выбора более дешевого продукта, чем доступные в настоящее время.
[00117] На фиг. 12 представлен вид в перспективе системы 1800 шкафов, содержащей магнитный слой 1810 для крепления столешниц 1820, содержащих притягивающий магнитный слой основы. Система 1800 может дополнительно содержать магнитный слой 1812 для крепления панели 1822, предохраняющей от брызг, и множества дверей 1852 шкафов, которые могут содержать притягивающие магнитные слои на внешних сторонах этих дверей. Вырез 1824 для раковины может быть расположен в столешнице 1820 и магнитном слое 1810. Верхние стороны шкафов 1850 могут представлять собой ламинированное листовое полотно с независящим от направления намагничиванием с образованием магнитного слоя 1810 в качестве одной из систем плиты, или магнитный слой 1810 также может быть приклеен независимо от подложки или любой другой конфигурации. Если используется плиточный продукт, то листовое полотно магнитного слоя 1810 с независящей от направления намагниченностью может быть приклеено к верхней стороне шкафов 1850 в качестве единственного блока. Если используется керамический плиточный продукт, то может быть использовано покрытие из не содержащего песка раствора (которое будет обеспечивать дополнительную опору для столешницы из плитки). Если для реконструкции требуется удаление, или если возникает повреждение плитки, для прорезания покрытия из не содержащего песка раствора между плитками можно использовать нож, и отдельную плитку или всю столешницу 1820 можно снять простым, быстрым и неразрушающим способом. Магнитовосприимчивое листовое полотно может быть уложено на оборотную сторону столешницы 1820, независимо от того, является ли этот слой монолитным фрагментом гранита, плиткой, огнеупорной пластмассой Formica или любым другим материалом, составляющим готовую столешницу. По причине большой площади поверхности, магнитная связь будет обладать достаточной остаточной намагниченностью для удерживания на месте очень большого веса. Это позволяет выполнять замену столешницы 1820 просто путем замены столешницы 1820 «неразрушающим» образом с сохранением любой нижележащей подложки (подложек) и шкафов 1850 без ущерба. Система 1800 шкафов позволяет конечному пользователю модернизировать столешницы 1820 с минимальными усилиями, экономить значительное количество времени на установке, и предлагает сменяемость, что невозможно в настоящее время с использованием преобладающих способов крепления и установки.
[00118] На фиг. 13 показан перспективный вид модульной спортивной поверхности 1900, содержащей магнитную подкладку 1910 и множество модульных панелей 1920 пола, образующих рисунок 1922 пола. Например, если в спортивном комплексе имеется спортивная поверхность, известны размеры этого пространства. С использованием модульной магнитной поверхности 1900, одно и то же пространство может быть использовано по множеству назначений. Например, спорткомплекс может содержать крытый теннисный корт с модульными панелями 1920 пола, содержащими все специальные цвета и текстуры, торговые марки, логотипы, стилизованный текст и линии на одном рулонном листовом полотне, подобно упругому продукту для настила пола или листовому изделию, или в наборе модульных панелей. Если использование данной зоны в определенный день прекращается, панели 1920 пола могут быть свернуты в рулон или удалены для хранения, и может быть быстро установлен новый набор панелей 1920 пола, например, для баскетбольной площадки или любой другой необходимой конфигурации. Возможность иметь в наличии «квазипостоянный» набор панелей 1920 пола, которые можно заменять, для удовлетворения потребностей данного предприятия, должно быть, является в высокой степени выгодной. Спортивная поверхность 1900 также может являться покрытой слоем резины для использования на спортивных или игровых площадках.
[00119] На фиг. 14 представлен перспективный вид офисного отсека 2000, содержащего притягивающие магнитные внутреннюю 2020 и наружную 2022 стенки, скрепленные с каркасом 2010, и модульные декоративные панели 2030. Офисный отсек 2000 может также содержать поверхность 2040 стола, шкаф 2050, полку 2052 и выдвижные ящики 2054. Офисный отсек обычно является изготовленным из сплава, является модульным по конструкции, содержит ножки для опоры, кабельный канал для проводов, эти блоки могут быть выполнены множеством способов, и они являются приспосабливаемыми к изменению офисных потребностей. Панели могут являться свободно стоящими или непосредственно скрепленными с уже изготовленными ранее отсеками. Существующие возможности панельной поверхности предусматривают звукопоглощающие, прозрачные и пригодные для прикрепления кнопками поверхности с покрытием из ткани или ламината. В офисном отсеке 2000, показанном на фиг. 14, изотропно независящее магнитное листовое полотно уложено на наружные стороны внутренней 2020 и наружной 2022 стенок отдельных фрагментов, составляющих офисный отсек 2000. В существующих офисных отсеках ткань обычно является приклеенной к каркасу или наружное покрытие представляет собой постоянный многослойный композит. Как описано в отношении фиг. 8, листовое полотно с не зависящей от ориентации намагниченностью может быть либо приклеено, либо иначе скреплено непосредственно со стенками 2020 и 2022, или непосредственно скреплено с каркасом 2010, который по своей природе является магнитовосприимчивым. Офисный отсек 2000 дает возможность предпринимателю, корпорации или частному лицу изменять вид и ощущения и адаптировать офисную среду к потребностям или осуществлять корпоративные изменения в логотипах и дизайне, событиях и т.д. Лицо, работающее внутри офисного отсека, будет иметь возможность проектировать внутреннее убранство с использованием любого покрытия, которое может быть скреплено с магнитными стенками 2020 и 2022. Например, служащий корпорации может напечатать фотографию и скрепить ее с магнитовосприимчивым тонким листовым полотном, а затем прикрепить фотографию к внутренней стенке 2020. Предприниматель или корпорация может изменять внешнюю стенку 2022 офисного отсека 2000 в соответствии с потребностями и запросами корпоративного единообразия.
[00120] Несмотря на то, что изобретение было описано со ссылкой на некоторые предпочтительные варианты осуществления, следует понимать, что в пределах сущности и объема описанной изобретательской концепции могут быть осуществлены многочисленные изменения. Кроме того, настоящее изобретение не ограничивается в объеме конкретными вариантами осуществления, описанными в данном документе. Вполне подразумевается, что специалистам в данной области из предшествующего описания и сопроводительных графических материалов будут очевидны другие разнообразные варианты осуществления и модификации настоящего изобретения. Таким образом, указанные другие варианты осуществления и модификации, как предполагается, находятся в пределах объема нижеследующей приложенной формулы изобретения. Более того, несмотря на то, что настоящее изобретение было описано в данном документе в контексте определенных вариантов осуществления, а также реализаций и применений в определенных окружающих условиях, специалистам в данной области техники будет понятно, что его применимость этими условиями не ограничивается, и что настоящее изобретение может быть с выгодой применено любым количеством способов в любых окружающих условиях по любому количеству назначений. Соответственно, изложенную ниже формулу изобретения следует толковать с точки зрения полного объема и сущности настоящего изобретения, раскрытого в данном документе.
Реферат
Настоящее изобретение относится к области покрытий пола и стен и, в частности, к устройству для использования при креплении блоков покрытия пола к подкладке и к способу изготовления указанных блоков покрытия пола и указанной подкладке, и к системе и способу использования при креплении блоков покрытия стены к подкладке и к способу крепления подкладки к стеновой плите. Техническим результатом является скорость монтажа. Технический результат достигается тем, что способ изготовления намагниченной подкладки включает в себя смешивание связующего состава, при этом связующий состав содержит пластификатор, пароизоляционный материал и поддающийся намагничиванию металлический состав; нагревание связующего состава до полутвердого состояния; диспергирование и равномерное распределение связующего состава по поверхности, связанной с конвейером; намагничивание поддающегося намагничиванию металлического состава в равномерно распределенном связующем составе; сматывание намагниченного связующего состава в рулон; и нагревание смотанного в рулон намагниченного связующего состава для схватывания связующего состава в твердое состояние; при этом связующий состав в твердом состоянии обеспечивает размерно-устойчивую подкладку, размещаемую на подложке поверхности для магнитовоспринимающих и магнитовосприимчивых компонентов покрытия поверхности зафиксированным, но съемным и сменным образом; и при этом подкладка обеспечивает пароизоляцию для предотвращения перемещения влаги с подложки поверхности через подкладку для защиты магнитовосприимчивых модульных блоков покрытия поверхности, размещенных на ней, а также технический результат достигается системой для изготовления такой намагниченной подкладки и способом изготовления такой намагниченной подкладки поверхности. 3 н. и 19 з.п. ф-лы, 14 ил.
Комментарии