Способ непрерывного изготовления слоистой полосы и устройство для его осуществления - SU934900A3
Код документа: SU934900A3
Чертежи
Описание
Изобретение относится к производству гибких нескользких экструдируемых полос, используемых для укладки на лестницах, наклонных проходах, платформах, и может быть использовано в промышленности5
строительных материалов.
Известен способ непрерывного изготовления слоистой полосы, заключающийся в том, что нагревают непрерывно подаваемый листовой металлический материал, ю наносят расплавленный пластик на верхнюю поверхность листового материала, охлаждают слоистую заготовку, непрерывно отбирают и наматывают в рулон ГЗ-З
Известно устройство для осушествле- 15 ния указанного способа, содержащее средства для непрерывной подачи листового металлического материала, средства для нагревания листового материала, экструдер для подачи полимера, средства для 20 непрерьшного охлаждения слоистой заготовки , средства для отбора и сматывания в рулон Г11 .
Недостаток известного способа и уст ройства состоит в низкой прочности по- 25
лосы, что обусловлено тем, что расплав наносится на металлический материал за пределами экструзионной головки экструдера , из-за чего снижается прочность сцепления материала с расплавом.
Наиболее близким йо технической сущности к изобретению является способ непрерьтного изготовления слоистой полосы , заключающийся в непрерывной по-
. даче листового материала, выполненного вз металла, экструдировании слоя пластического материала на поверхность- листового материала в мундштуке экс труд е-, ра, охлаждении заготовки слоистой полосы 2 .
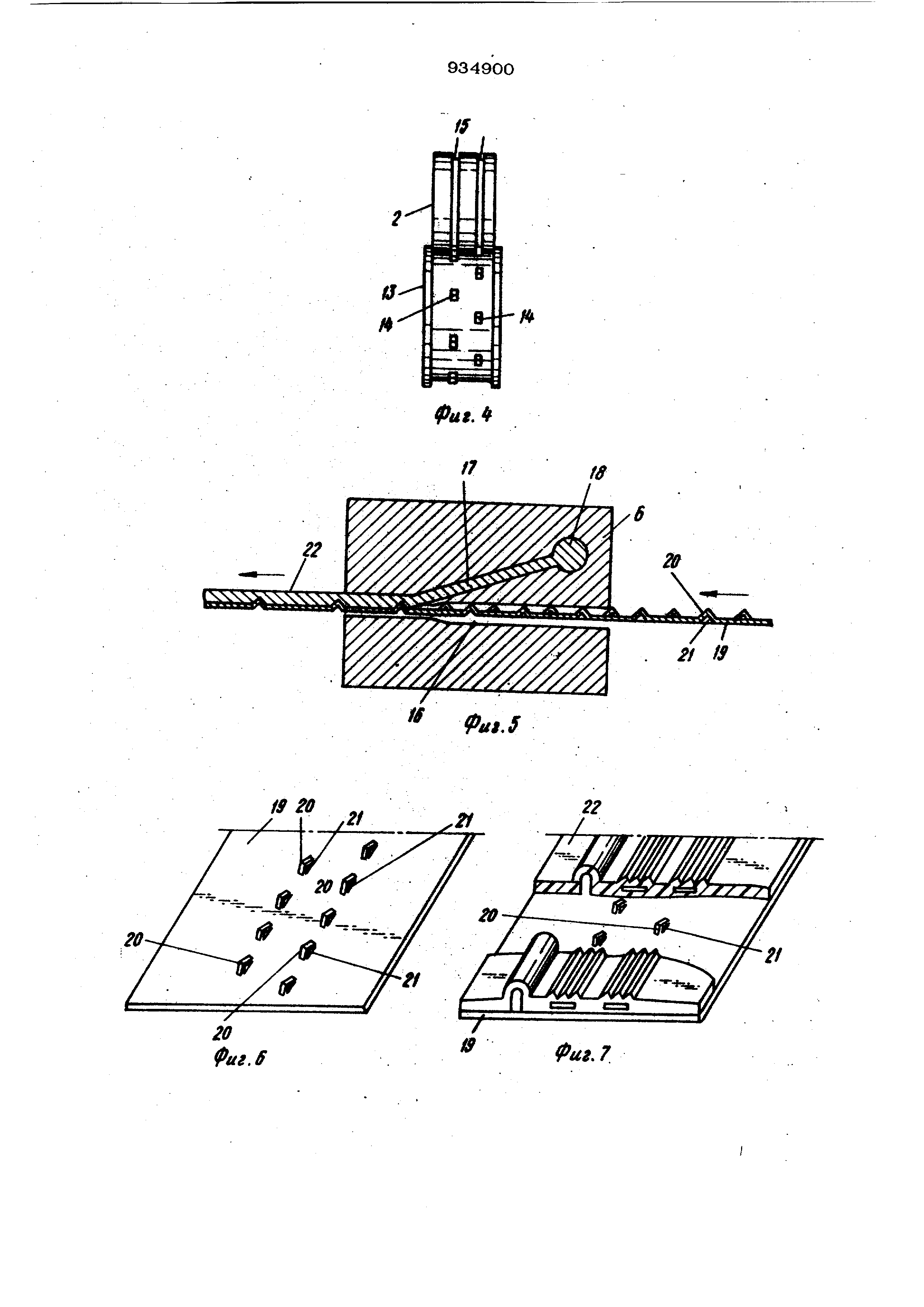
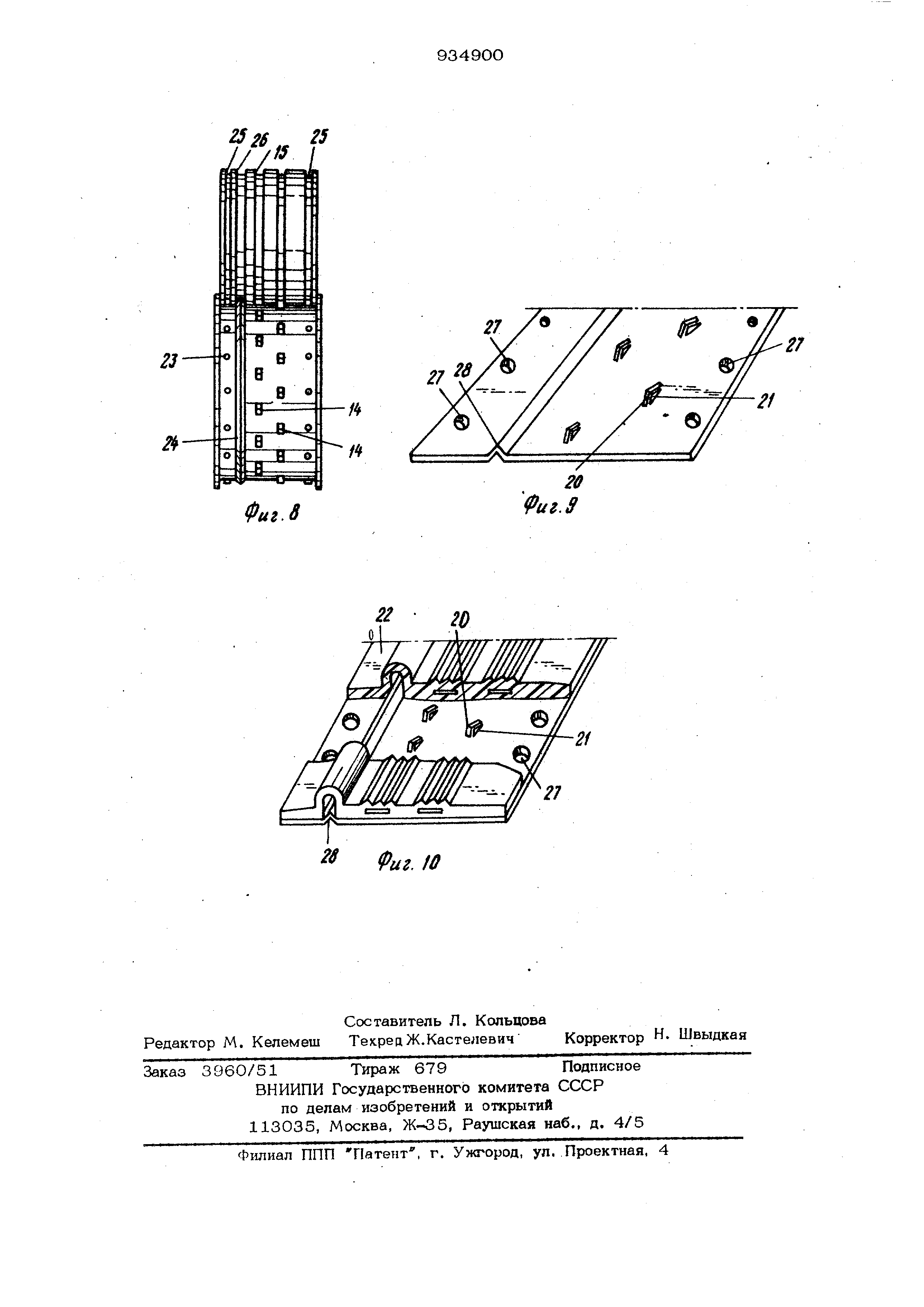
Устройство для осуществления этого способа содержит средства для непрерыв ной подачи листового металлического материала, средства для нагревания листового материала, экструдер с мундштуком , выполненным с каналом для прохода листового материала, сообщающимся с . каналом для подами пластического материала , расположенным наклонно по отношению к каналу для прохода листовогоматериала и соединенным с питающим каналом экструдера, и средства для охлаждения заготовки слоистой полосы S Недостаток данного способа состоит в том, . что он не обеспечивает изготовления слоистой полосы необходимого качества, не обеспечивает достаточной ее прочности, что обусловлено значитель ным и неравномерным давлением на лис товой материал в мундштуке экструдера определяемым давлением экструдирования , из-ва чего листовой материал поджимается к поверхности мундштука, что способствует появлению на нем ааралин а также трещин и- эрьгоов при наматывании . Кроме того, способ сложен, так как требует использования дорогостоящей смазки, которую необходимо вводит в мундштук экструдера, и требует принятия мер для удаления смаэки с полосы в конце процесса изготовления. Цель изобретения - повышение прочности слоистой полосы и упрощение процесса ее изготовления. Указанная цель достигается тем, что согласно способу непрерывного изготовления слоистой полосы, заключающее муся в непрерьюиой подаче листового материала, выполненного из металла, экструдировании слоя пластического материала на поверхность листовогй) материала в мундштуке экструдера. Охлаждении заготовки слоистой полосы, перед нагреванием на листовом материале формуют выступы с отверстиями, расположенные с интервалом по верхней стороне листового материала в продольном его направлении. Кроме того, на нижнюю сторону слои той полосы наносят слой клейкого вещества и покрывают слой клейкого вещества полосой бумаги, а также на ниж нюю сторону слоистой полосы наносят клейкую ленту. Устройство для непрерывного изготовления слоистой полосы, содержащее средства для непрерьгоной подачи листового металлического материала, средства для нагревания листового материала, зкструдер с мундштуком, выполненным с каналом для прохода листового материала , сообщающимся с каналом для подачи пластического материала, расположенным наклонно по отношению к каналу для прохода листового материала и соединенным с питающим каналом экструдера, и средства для охлаждения заготовки слоистой полосы, снабжено для формования выступов с от04 вертсиями на листовом материале, установленным перед средствами для нагре- i вания листового материала и выполненным в виде двух валков, нижний из которых имеет выступы углового профиля, расположенные с интервалом по наружной его поверхности, а верхний валок вьшолнен с кольцевыми канавками для размещения выступов нижнего валка. Кроме того, нижний валок выполнен с кольцевыми рядами дополнительных цилиндрических выступов по наружной поверхности и с кольцевым ребром углового поперечного сечения, а на верхнем валке вьшолнены дополнительные кольцевые канавки для размещения соот ветственно цилиндрических выступов и кольцевого ребра нижнего валка. На фиг. 1 показано предлагаемое устройство , общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - валки узла для формования выступов, вид сбоку; на фиг. 4то же, вид спереди; на фиг. 5 - мундштук экструдера, продольный разрез ;на фиг. 6вид листового материала со сформованными на нем выступами с отверстиями ; на фиг. 7 - вид слоистой полосы, изготовленной согласно изобретению ; на фиг. 8вариант выполнения валков узла для формования выступов; на фиг. 9 - вид листового материала со сформованными на нем выступами согласно варианту выполнения валков фиг. 8 : на фиг. 1О - вид слоистой полосы, изготовленной согласно варианту выполнения валков фиг. 8. Устройство для осуществления способа содержит средства 1 для непрерывной подачи листового металлического материала , узел для формования выступов с отверстиями на листовом материале, выполненный в виде двух валков 2 и 3, средства 4 для нагревания листового материала, экструдер 5 с мундштуком 6, средства 7 для охлаждения заготовки слоистой полосы, тянущие валки 8 и 9, бобину 10 для клейкой ленты, прижимные валки 11 и 12, средства 13 для намотки слоистой полосы. Нижний валок 3 узла-формования выступов (см. фиг. 3 и 4) имеет выступы 14 тлового профиля , размещенные с интервалами и в шахматном порядке по наружной его поверхности , а верхний валок 2 выполнен с кольцевыми канавками 15, в которые входят выступы 14 нижнего вала 3. Мундштук 6 (см. фиг. 5) разъемный, состоит из верхней и нижней частей, образующих между собой канал 16 для прохода листового материала, сообщаюшийся с каналом 17 для подачи пластического материала, расположенным наклонно по отношению к каналу 16 для прохода листового материала и соединенным с питающим каналом 18 экструдера 5.
Способ осущесгаляется следующим образом.
Листовой металлический материал 19, выбранный из группы, состоящей из алюминия, меди, стали, вержавекяней стали, сматывается с рулона средств 1 непрерывной подачи и поступает в узел формования выступов, гае проходит мезаду валками 2 и 3, которые образуют вые ту- is пы 20 углового профиля с отверстиями 21, размещенные по верхней стороне листового материала 19 в продольном его направлении (см. фиг. 5 и 6). Затем листовой материал 19 проходит над средствами 4 для иагреваняя и по ступает в канал 16 для прохода листового материала, выполненный в мундштуке 6. Пластическ материал, например нежесткий поливинилхлорид, полиол вв, нежесткий винилхлорид, винил, синтети чк кий каучук, расплавляется, пластин руется в экструдере, поступает в питающий канал 18 и канал 17, где наносится под давлением на листовой материал 19 в виде слоя 22, Расплавленный материал прочно соединяется с листовым материалом 19 за счет обтекаиия им выступов 20.листового металлического материала и за счет проникновения через от верстия 21. Кроме того, пластический материал, проникая через ртверстия 21, уменьшает силу давления, прижимающего листовой материал 19 к noBej XHocTH ка нала 16, что предотвращает образование трещин, царапин на листовом материале, а также служит смазкой для слоистой заготовки, получаемой в мундштуке 6 акструдера. Конфигурация поперечного сечения канала нанесения мундштука определяется конфигурацией иэготавли ваемой слоистой полосы. После выхода из мундштука 6 заго« товка слоистой полосы проходит через средства 7 для охлаждения, затем тянущими валками 8 и 9 подается к прижимным валкам 11 и 12, где на заготовку с бобины 1О наносится слой клейкого вещества с полосой удаляемой бумаги или клейкая лента. Давление прижима валков 8 (9, 11,) 12 может регулироваться в зависимости от давления на выходе из мундштука 6 экструдера. Готовая слоистая полоса (фиг. 7) наматывается на бобину срюдств 13 для намотки. Если пластический материал должен состоять из двух слоев, то используют два экс труд ера, которые эксррудируют на листовой материал 21 пластические материалы различных типов. Согласно варианту выполнения валков (фиг. 8) узла формования выступов нижний ваяок Бьшолнен с кольцевыми рядами дополвнтелшых цилиндрических выступов 23 в с кольцевым ребром 24 углового поперечного сечения, а на верхнем вапке выполнены дополнительные колыеевые кававкн 25 и 26 длй размещения соот ветственно выступов 23 и кольцевого ребра 24. На листовом материале 21 после прохояоаенвя вмв валков (фиг. 8) образуются дополнительные отверстия 2 7 н ребро 28, которые способствуют более прочному сцеплеиию пластического ма- тержала с листовым материалом. Слоистая полоса, полученная в ва1яеаите выполнения устройства с узлом формования выступов согласно фиг. 8, изображена на фиг. 1О. Предлагаемое изобретение обеспечивает изготовление слоистой полосы хорошего качества, достаточной ее прочности, а также упрощает процесс ее. изготовления за счет исключения устройств подачи смазки и устройства для удаления смазки с поверхности слоистой полосы. Формула изобретения 1.Способ непрерывного изготовления слоистой полосы, заключающийся в непрерьгоной подаче листового материала, выпол ненного из металла, экструдировании слоя пластического материала на поверхность листового материала в ксундштуке экструдера, охлаждении заготовки слоистой полосы, отличающий - с я тем, что, с целью повышения прочности слоистой, полосы и упрощения процесса ее изготовления, перед нагреванием на листовом материале формуют выступы с отверстиями, расположенные с интервалом по верхней стороне листового материала в продольном его направлении. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что на нижнюю сторону слоистой полосы наносят слой клейкого вещества и покрывают слой клейкого вещества полосой бумаги. 3.Способ по п. 1, о т л и ч а ю щ и и с я тем, что на нижнюю сторону слоистой полосы наносят клейкую ленту. 7 4 . Устройство для непрерывного изго товления слоистой полосы, содержащее средства для непрерывной подачи листового металлического материала, средств для нагревания листового материала, экструдер с мундштуком, выполненным с каналом для прохода листового материала , сообщающимся с каналом для подачи пластического материала, расположенным наклонно по отношению к каналу для прохода листового материала и соединенным с питающим каналом экструдера , и средства для охлаждения заготовки слоистой полосы, о тличаю- щ е е с я тем, что оно снабжено узло для формования выступов с отверстиями на листовом материале, установленным перед средствами для нагревания листового материала и вьтолненным в виде двух валков, нижний из которых имеет выступы углового профиля, расположенные с интервалом по наружной его по- 1 19 2 5
Фиг.1
uг.J 08 верхности, а верхний валок выполнен с кольцевыми канавками для размещения выступов нижнего валка. 5. Устройство по п. 4, о т л и - чающееся тем, что нижний валок выполнен с кольцевыми рядами дополнительных цилиндрических выступов по наружной поверхности и с кольцевым ребром углового поперечного сечения, а на верхнем валке выполнены дополнительные кольцевые канавки для размещения соответственно цилиндрических выступов и кольцевого ребра нижнего валка. Источники информации, принятые во внимание при экспертизе 1.Завгородний В. К. Механизация и автомат изация переработки пластических масс. М., Машиностроение, 1970, с. 124-129. 2.Патент США № 2401551, кл. 425-113, опублик. 1946 (прототип ).


Реферат
Формула
Комментарии