Слоистые материалы для упаковки пищевых продуктов - RU2274553C2
Код документа: RU2274553C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к гибкой упаковке. В частности, настоящее изобретение относится к слоистому материалу, предназначенному для использования при упаковке пищевых продуктов, напитков, медикаментов и игрушек, к способу производства таких слоистых материалов, способу упаковки товаров и к соответствующей упаковке.
Уровень техники
Хорошо известны способы упаковки продуктов в обертку, пакеты, мешочки и т.д., изготовленные из слоистых материалов. Предпочтительные материалы для упаковки пищевых продуктов часто содержат первую подложку, такую, как пленка, которая обычно является тонкой и прозрачной и на которую может быть нанесено печатное изображение, и вторую подложку, которая может быть выполнена из другой (часто более толстой) пленки, металлической фольги, металлизированной пленки и т.д.
В прошлом такие слоистые материалы, состоящие из двух пленок или пленки и фольги, часто изготавливали с использованием летучих органических ламинирующих клеящих составов на основе органического растворителя, однако, ограничения, налагаемые в связи с требованием защиты окружающей среды, и законодательные ограничения привели в повсеместному использованию в промышленности клеев на водной основе, в частности дисперсий полиуретана и акриловых эмульсий.
Примеры дисперсий полиуретана описаны в американских патентах №№US 5494960, 5532058, 5861410, 5907012 и 5834554. В американском патенте №US 5907012 описаны материалы, пригодные для опосредованного контакта с пищевыми продуктами, а в американском патенте №US 5834554 описаны материалы, пригодные для упаковки, предназначенной для непосредственного контакта с пищевыми продуктами.
В последнее время в отрасли производства слоистых материалов начался поиск возможностей использования двухкомпонентных свободных от растворителей (далее безрастворных) химически активных клеящих составов. Хотя некоторые из них требуется наносить при повышенной температуре, они не являются термоплавкими безрастворными клеящими составами.
В пищевой промышленности также началось использование аналогичных слоистых материалов в качестве материалов для упаковки пищевых продуктов. Такие слоистые материалы получают с использованием химически активных ламинирующих клеящих составов, обычно на основе полиуретана.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является гибкий слоистый материал и способ его получения, известные из международной заявки WO 99/28048 А.
Известный гибкий слоистый материал, предназначенный, например, для упаковки пищевых продуктов, выполненный из полиолефинов, содержит первую подложку, на, по меньшей мере, одну из поверхностей которой нанесен предварительно сформированный химически неактивный термоплавкий безрастворный ламинирующий клеящий состав при весе единицы площади не более чем около 20 г/м2, и нанесенную на них вторую подложку. Одна из подложек может быть выполнена в виде пленки, металлизированной фольги, бумаги, картона и т.д.
Известный способ получения гибкого слоистого материала заключается в том, что наносят клеящий состав при помощи специального щелевого устройства на подложку или на промежуточное устройство переноса с последующим переносом состава на первую подложку и накладывают вторую подложку.
Однако использование слоистых материалов типа пленка-с-пленкой и пленка-с-фольгой, получаемых на основе безрастворных химически активных ламинирующих клеящих составов, даже содержащих двухкомпонентные полиуретановые ламинирующие клеящие составы, может быть связано с проблемами, в частности, в пищевой промышленности. В некоторых случаях безрастворные химически активные ламинирующие клеящие составы могут содержать относительно высокое количество мономера, если только не будет проведено очень тщательное их отверждение. Такое тщательное отверждение требует затрат энергии и времени. Хотя во многих случаях применения слоистых материалов такое загрязнение мономерами не представляет проблему, это не относится к пищевой промышленности, поскольку мономеры могут мигрировать в пищевой продукт, что является не приемлемым.
В частности, было определено, что использование химически активных полиуретановых клеящих составов в некоторых случаях приводит к загрязнению упакованного пищевого продукта непрореагировавшими изоцианатами и канцерогенными ароматическими аминами (сформировавшимися, вероятно, из-за реакций компонентов клеящего состава с влагой, поступающей из пищевого продукта).
Таким образом, упаковочные материалы для пищевых продуктов могут выделять летучие и/или мигрирующие загрязняющие вещества, источником которых являются клеящие составы, используемые при производстве таких материалов.
Эта проблема, в частности, в пищевой промышленности обостряется необходимостью оперативного производства и поставок, с возникающими при этом ограничениями, которые на практике приводят к использованию не полностью отвержденных слоистых материалов.
Под используемым здесь термином "пищевой продукт" следует понимать любой предмет, съедобный или нет, который предназначен для контакта с телом млекопитающего, в особенности продукт, который поступает в рот человека, такой, как пищевые продукты, напитки, медикаменты и игрушки для детей. Млекопитающие в этом контексте включают людей. Контакт с телом означает возможность нежелательного проникновения в тело загрязняющих веществ в виде летучих и/или мигрирующих компонентов, описанных выше.
Сущность изобретения
Авторы настоящей заявки поставили своей задачей создать гибкий слоистый материал, в котором устранены проблемы известного уровня техники, а также способ формирования указанного материала, способ упаковки изделия из этого материала.
Поставленная задача решается тем, что гибкий слоистый материал согласно изобретению, предназначенный для упаковки пищевых продуктов, обеспечивающий свойство пониженного загрязнения упакованных продуктов загрязнителями, выбранными из группы, состоящей из летучих органических материалов, мигрирующих органических материалов и их смесей, содержит первую подложку, на одну из поверхностей которой нанесен при весе единицы площади не более чем около 20 г/м2 сформированный химически неактивный термоплавкий безрастворный ламинирующий клеящий состав, содержащий термопластичный полимер, и нанесенную в виде слоя на указанную поверхность, несущую клеящий состав, вторую подложку, при этом, по меньшей мере, одну из указанных подложек выбирают из группы, состоящей из пленки, металлической фольги, слоя металла, бумаги, картона или их комбинации.
Указанная первая подложка представляет собой полимерный пленочный материал, предпочтительно выбранный от группы, состоящей из поли-α-олефина, сложного полиэфира и их смесей. На указанный пленочный материал может быть нанесено печатное изображение, он обладает свойством тепловой герметизации и может при необходимости быть металлизированным. Указанный слоистый пленочный материал является частично прозрачным. Указанный слоистый материал выполнен в форме, выбранной из группы, состоящей из пакета, мешочка и коробки. Предложенный слоистый материал может быть герметизирован, в частности герметизирован способом термоупаковки. Ламинирующий термоплавкий безрастворный клеящий состав наносят в виде, по существу, закрытой пленки на первую подложку из средства нанесения, расположенного на некотором расстоянии от подложки, так что средство нанесения, по существу, не находится в контакте с подложкой. Пленку из термоплавкого безрастворного клеящего состава наносят на подложку при весе единицы площади не более чем около 10 г/м2, предпочтительно не более чем около 5 г/м2, более предпочтительно не более чем 3 г/м2 и наиболее предпочтительно с минимальным весом единицы площади, по меньшей мере, 0,5 г/м2. Термоплавкий безрастворный клеящий состав содержит термопластичный полимер, выбранный из группы, состоящей из сополимеров олефинов и (мет-)акриловой кислоты; сополимеров олефинов и производных (мет-)акриловой кислоты; сополимеров олефинов и сложных эфиров (мет-)акриловой кислоты; сополимеров олефинов и виниловых соединений; поли-α-олефинов; сложных полиэфиров; полиамидов; термопластичной синтетической резины; полимеров, катализированных металлоценами, иономеров и смесей из двух или большего количества таких термопластичных полимеров. Термопластичный полимер выбирают из группы, состоящей, по меньшей мере, из одного из сополимеров этилена и метакриловой кислоты, этилена и винилацетата и этилена и п-бутилакрилата. Кроме того, термоплавкий безрастворный клеящий состав дополнительно содержит, по меньшей мере, одно из веществ, выбранное из группы, состоящей из липких смол, пластификаторов, восков, масел, стабилизаторов и антиоксидантов, а также дополнительно содержит, по меньшей мере, один полимер, выбранный из группы, состоящей из полиэтилена, полиэтиленового воска и их смесей. Следует отметить, что компонент термопластичного полимера содержит, по меньшей мере, два различных компонента сополимера этилена и п-бутилакрилата, в котором один компонент указанного сополимера имеет показатель текучести расплава, по меньшей мере, в четыре раза и до 10 раз больше, чем показатель текучести расплава, по меньшей мере, одного другого компонента указанного сополимера, причем указанный показатель текучести расплава выражают в единицах грамм за 10 минут.
Настоящее изобретение, в частности, направлено на слоистый материал, предназначенный для упаковки пищевых продуктов. Слоистый материал может быть изготовлен из (обычного) пленочного материала и второй (обычной) подложки с использованием термоплавкого (безрастворного) ламинирующего клея, который, по существу, не содержит летучих и/или мигрирующих загрязняющих веществ, в особенности мономерных или олигомерных изоцианатов и ароматических аминов.
В другом аспекте настоящее изобретение направлено на определение возможностей использования таких гибких ламинирующих материалов для упаковки пищевых продуктов и на соответствующий способ упаковки пищевых продуктов. Слоистый материал может представлять собой слоистый материла типа пленка-с-пленкой и пленка-с-фольгой, пригодный для упаковки обычных пищевых продуктов, полученный с использованием химически неактивных термоплавких безрастворных ламинирующих клеящих составов. Такие слоистые материалы, по существу, не содержат летучих загрязняющих веществ, в особенности мигрирующих изоцианатов и ароматических аминов. Они могут быть получены со свойствами, необходимыми для использования при упаковке пищевых продуктов, если ламинирующий клеящий состав наносят в виде предварительно сформированной пленки на первую подложку, перед ламинированием со второй подложкой. Предложенный гибкий слоистый материал может использоваться в качестве упаковочного материала для товаров, выбранных из группы, состоящей из медикаментов, игрушек, пищевых продуктов типа закуски, кондитерских изделий, водных и влажных пищевых продуктов, сухих пищевых продуктов, молока, кофе, чая, сыра, свежих фруктов, свежих овощей, свежего мяса, рыбы и соответствующих замороженных продуктов.
Получение слоистого материала может быть выполнено способом поточного производства или с использованием способа автономного производства. При изготовлении слоистого материала способом автономного производства на подложку предпочтительно предварительно наносят термоплавкий безрастворный клеящий состав и такую пленку с предварительно нанесенным покрытием затем соединяют с получением слоистого материала со второй подложкой с использованием способа термосклеивания. При поточном способе производства слоистого материала из двух пленок соединение может осуществляться непосредственно в области прижима между валками или во второй области зажима между валками (позиции ламинирования) с использованием выдавливающего воздух ролика в первой области прижима, предназначенного для выдавливания захваченного воздуха между первой пленкой и сформованной способом выдавливания ("предварительно сформированной") пленкой клея. При автономном изготовлении слоистого материала захваченный воздух также можно выдавливать с использованием этой методики.
Такие предварительно сформированные пленки клея могут быть получены с использованием способов бесконтактного покрытия. При этом могут быть получены слоистые материалы, типа пленка-на-пленке, с использованием термоплавких безрастворных клеящих составов, способом бесконтактного нанесения клея на одну из пленок с последующим контактом и пропусканием в случае необходимости этих двух пленок между прижимными валками. Соответствующее описание такой методики можно найти в предыдущей заявке настоящего заявителя РСТ/ЕР98/01588, которая приводится здесь в качестве ссылки, в которой, в частности, описаны способ нанесения покрытия, выбор пленки и других материалов подложки, а также выбор клеящих составов.
Поставленная задача решается также тем, что предложен согласно изобретению способ формирования слоистого материала для упаковки пищевых продуктов, содержащий:
a) установку щелевого наконечника на расстоянии, по меньшей мере, 0,5 мм от первой подложки и перемещение указанной первой подложки вдоль определенного пути;
b) нанесение химически неактивного термоплавкого безрастворного клеящего состава на поверхность указанной первой подложки из указанного щелевого наконечника при температуре от 90 до 200°С со скоростью от около 500 м/мин;
c) наложение второй подложки на поверхность с нанесенным клеящим составом указанной первой подложки. Предпочтительно, когда клеящий состав наносят непосредственно на указанную первую поверхность подложки, то есть клеящий состав не контактирует ни с каким твердым веществом от момента времени, когда он выходит из щелевого наконечника, до момента времени, когда клей впервые контактирует с подложкой.
Кроме того, предлагается альтернативный вариант реализации способа формирования слоистого материала для упаковки пищевых продуктов, содержащий:
a) установку щелевого наконечника на расстоянии, по меньшей мере, 0,5 мм от устройства переноса;
b) нанесение химически неактивного термоплавкого безрастворного клеящего состава на поверхность указанного устройства переноса из указанного щелевого наконечника при температуре от 90 до 200°С со скоростью от около 500 м/мин;
c) перенос указанного клеящего состава от указанного устройства переноса на поверхность первой подложки и
d) наложение второй подложки на поверхность с нанесенным клеящим составом указанной первой подложки.
В некоторых вариантах применения клеящий состав может предпочтительно наноситься из щелевого наконечника на средство переноса, такое, как ролик или лента с последующим нанесением на поверхность подложки с указанного ролика или ленты. При таком способе производства щелевой наконечник также предпочтительно не находится в контакте с устройством переноса. В таких случаях наконечник устанавливают на расстоянии, по меньшей мере, 0,5 мм от поверхности указанного средства переноса, и при этом он, конечно, может быть установлен на гораздо большем расстоянии от подложки.
Целесообразно указанный щелевой наконечник расположить на расстоянии от указанной подложки или указанного устройства переноса, не превышающем приблизительно 20 мм. Указанный термоплавкий безрастворный клеящий состав входит в контакт с указанной первой подложкой при температуре не более чем около 150°С, предпочтительно не более чем около 120°С и более предпочтительно не более чем около 100°С, а также формирует непрерывную пленку.
И, наконец, поставленная задача решается тем, что согласно изобретению предложен способ упаковки предназначенного для контакта с телом млекопитающего изделия, такого, как пищевой продукт, напиток, медикамент или игрушка, в котором изделие упаковано с использованием упаковочного материала, и указанный материал представляет собой гибкий слоистый материал согласно изобретению. Кроме того, способ упаковки согласно изобретению предназначен для контакта с телом млекопитающего изделия, такого, как пищевой продукт, напиток, медикамент или игрушка, в котором изделие упаковывают с использованием упаковочного материала, изготовленного согласно изобретению. Упаковку можно герметизировать теплом. Упаковка представляет собой упаковку типа "формовка-заполнение-и-герметизация". Изделие, предназначенное для контакта с телом млекопитающего, упаковано при помощи гибкого слоистого материала согласно изобретению, полученного способом согласно изобретению.
Наконец, настоящее изобретение относится к способу упаковки изделий, которые предназначены для контакта с телом млекопитающего, в частности человека, и, помимо прочего, в частности, с предметами, предназначенными для употребления в пищу и контакта со ртом, такими, как пищевые продукты, напитки, медикаменты и игрушки такие, как игрушки для детей, и при соответствующей упаковке указанных изделий.
Краткое описание чертежей
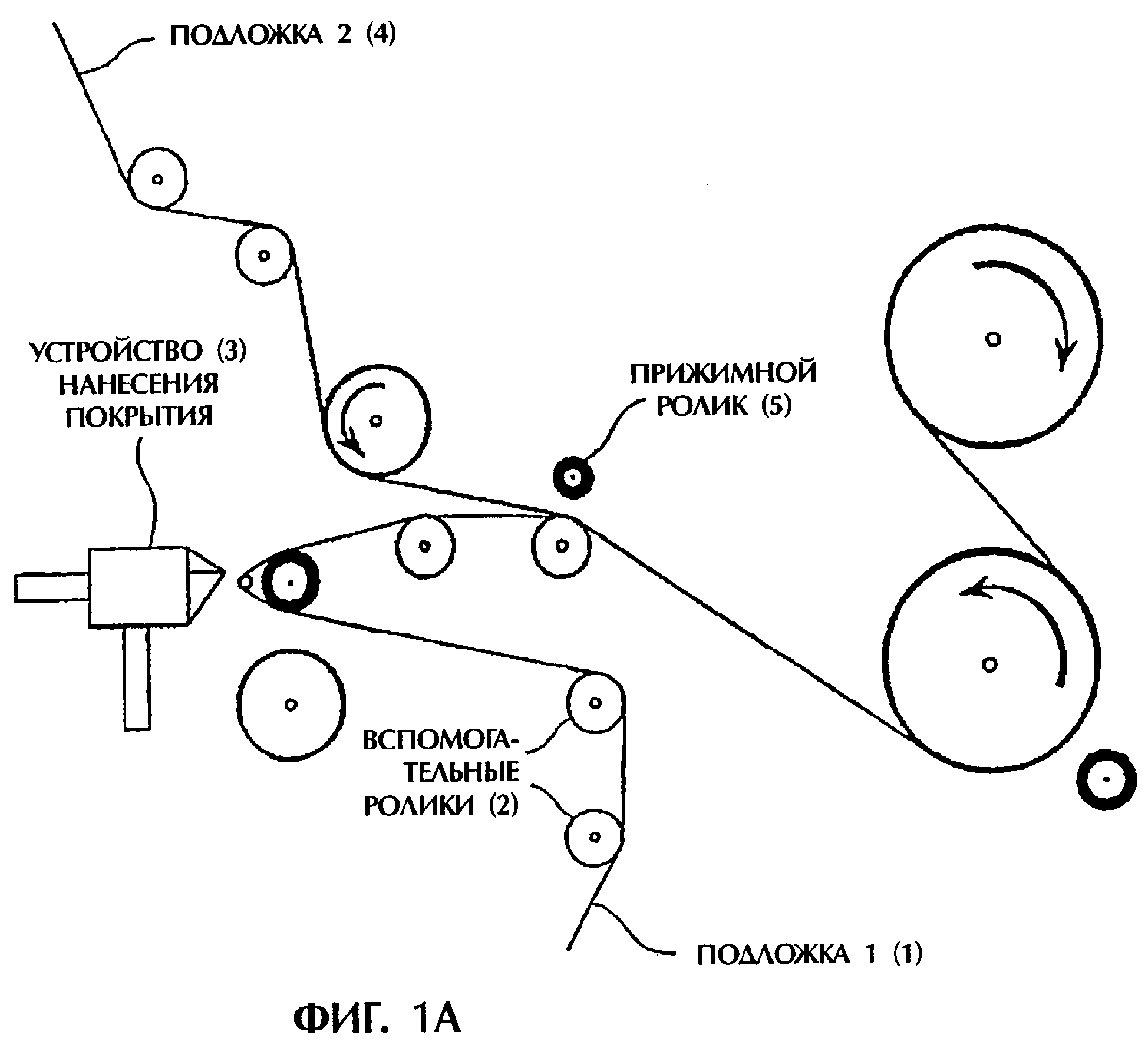
На фиг.1А показана основная компоновка оборудования, предназначенного для нанесения покрытия и ламинирования и пригодного для использования в настоящем изобретении.
На фиг.1В и 1С показаны другие компоновки оборудования, предназначенного для нанесения покрытия и ламинирования, также пригодные для использования в настоящем изобретении.
На фиг.2-10 показаны предпочтительные варианты оборудования, предназначенного для использования в настоящем изобретении.
Подробное описание изобретения
Изделия, предназначенные для использования в качестве гибкой упаковки пищевых продуктов в соответствии с настоящим изобретением, часто имеют форму пакета или мешочка, который может быть герметично закрыт, например, способом термосварки, как обычно используется в отрасли упаковки пищевых продуктов. В качестве альтернативы, гибкие изделия, предназначенные для упаковки пищевых продуктов, в соответствии с настоящим изобретением могут быть получены в форме полотна или листового материала для производства таких пакетов или мешочков, используемых для обертки. Предварительное формирование ламинирующей пленки с термоплавким свободным от растворителя клеящим составом, например способом бесконтактного покрытия, описанным выше, предпочтительно проводят при поточном производстве расщепляющегося материала. С этой целью могут использоваться устройства, описанные, например, в указанной выше публикации РСТ/ЕР98/01588. Количество используемого ламинирующего термоплавкого свободного от растворителя клея соответствует обычному диапазону веса на единицу площади для слоистого материала этого типа, но обычно его выбирают на нижнем пределе диапазона, поскольку используемый в настоящем изобретении способ бесконтактного нанесения позволяет получать очень незначительный вес на единицу площади, без таких проблем, как образование полос на пленке.
Реализованный на практике вес покрытия на единицу площади составляет не более около 20 г/м2, предпочтительно не более около 10 г/м2, более предпочтительно от около 2 до около 6 г/м2.
Неожиданно оказалось, что такой бесконтактный способ покрытия является в особенности пригодным для изготовления упаковки для пищевых продуктов. При этом для изготовления слоистых материалов, предназначенных для упаковки пищевых продуктов, в соответствии с настоящим изобретением, обычно используют типичные пленочные подложки, известные в данной области техники. Таким образом, в качестве материала для изготовления пленки часто используют полиолефин, такой, как LDPE (полиэтилен низкой плотности), РЕ (полиэтилен) или РР (полипропилен), или сложный полиэфир, такой, как PET (полиэтилентерефталат); вторая подложка часто представляет собой другой, часто более густой полиолефин, такой, как РЕ или РР, или PET, или нейлоновую пленку. Могут использоваться металлизированные пленки, такие, как металлизированные пленки из РР или PET. Пленки, используемые в настоящем изобретении, обычно являются пленками, пригодными для термосварки. Соответствующие пленочные материалы или материалы подложки описаны, например, в публикации автора B.S.Glassbrenner, "Third Generation Solventless Laminating Adhesives for Flexible Packaging Market", TAPPO, 1996 г. Polymers, Laminations and Coatings Conference, содержание которой приводится здесь в качестве ссылки.
Слоистые материалы типа пленка-с-бумагой, предназначенные для нанесения графического изображения, полученные способом ламинирования с использованием термоплавких безрастворных клеящих составов, описаны, например в американском патенте №US 5958178.
В особенности предпочтительным может быть использование разлагаемых микроорганизмами материалов, в особенности разлагаемых микроорганизмами термоплавких безрастворных клеящих составов и пленок, в контексте настоящего изобретения. Некоторые разлагаемые микроорганизмами материалы описаны, например, в заявке настоящего заявителя PCT/US94/09666, которая приводится здесь в качестве ссылки.
Эти и многие другие типы термоплавких безрастворных клеящих составов могут использоваться в описанном способе нанесения покрытия для получения пониженного содержания мономеров или летучих органических веществ, без необходимости использования этапов сушки или выпаривания растворителя, позволяют получить низкие значения веса покрытия клеящим составом. Это является особенно важным для производства упаковки пищевых продуктов. Хотя химически активные эмульсии, полученные на основе растворителей или на основе воды, а также безрастворные химически активные клеящие составы могут быть тщательно приготовлены для получения клеящих составов с низким уровнем содержания мономеров, олигомеров, а также других загрязнителей, проще обеспечить требуемые низкие их уровни с использованием термопластических материалов, пригодных для упаковки пищевых продуктов, в особенности при использовании малого их количества.
Предпочтительные клеящие составы в контексте настоящего изобретения содержат составы, описанные в публикации РСТ/ЕР98/01588. Предпочтительно использовать химически неактивные термоплавкие безрастворные клеящие составы, основанные на сополимерах олефинов и (мет-)акриловой кислоты; сополимеров производных олефинов и (мет-)акриловой кислоты; сополимеров олефина и сложных эфиров (мет-)акриловой кислоты; сополимеров олефинов и виниловых соединений; поли-α-олефинов, в особенности стереобеспорядочных поли-α-олефинов (АРАО); термопластичных синтетических смол; полимеров, полученных с использованием металлоценовых катализаторов, в особенности основанных на этиленах и/или пропилене; иономерах и в особенности сополимерах, и смесях двух или большего количества таких термопластических полимеров.
В особенности предпочтительные составы включают сополимеры ЕМА (сополимер этилена и метакриловой кислоты), EnBA (сополимер этилена и п-бутилакрилата), EVA (сополимер этилена и винилацетата) или этилена, смешанные с алифатическими углеводородными смолами, ароматическими углеводородными смолами, древесными или колофониевыми смолами (сложные комбинации, получаемые из древесины, содержащие, в основном, смоляные кислоты), а также полиэтиленом или полиэтиленовым воском, или термопластичными материалами такими, как полиолефины, в частности полиэтилен, полипропилен, аморфные полиолефины, такие, как Vestoplast 703. RTM. (Hüls) и т.п. В особенности предпочтительные термоплавкие клеящие составы включают состав Advantra®, в которых возможно обеспечить низкое содержание мономеров, узкое распределение молекулярного веса и низкую вязкость, что требуется для упрощения нанесения покрытия без необходимости добавления растворителей.
Конкретные преимущества могут быть достигнуты в случаях, когда термопластичный полимер содержит два или даже три различных компонента EnBA, которые отличаются содержанием сложного эфира, показателем текучести расплава или точкой плавления, или температурным диапазоном размягчения. В особенности предпочтительно, когда термопластичный полимер содержит, по меньшей мере, два сополимера EnBA, которые отличаются по показателю текучести расплава (MFI), по меньшей мере, в 4 раза и до 10 раз, выраженному, как обычно, в граммах за 10 минут.
Некомпозиционные термопластичные материалы такие, как полиолефины, в частности полиэтилен, полипропилен, аморфные полиолефины такие, как Vestoplast 70® (Hülls), полиэфиры, полиамиды и т.п., также могут использоваться в качестве ламинирующих термоплавких безрастворных клеящих составов в соответствии с настоящим изобретением.
Полиолефины предпочтительного типа, обычно описываемые как "металлоценовые полиолефины", производят с использованием катализаторов с одним активным центром, в результате чего получается равномерное распределение разветвления сомономера, и узкое распределение молекулярного веса, то есть распределение молекулярного веса Mw/Mn, предпочтительно меньшее или равное 3, предпочтительно меньшее или равное 2,5. Термин "металлоценовый" никоим образом не означает ограничение в отношении конкретного используемого катализатора в способе производства сополимера, но представляет собой просто сокращенное описание самих структур линейных или, по существу, линейных полимеров с однородной разветвленной структурой.
Под термином "однородный" понимают, что любой сомономер случайным образом распределен в пределах заданной молекулы сополимера, и, по существу, все молекулы сополимера имеют одинаковое отношение этилена/сомономера в пределах этого сополимера. Пик плавления DSC (полученный способом дифференциальной сканирующей калориметрии) однородных линейных и, по существу, линейных полимеров этилена расширяется по мере уменьшения плотности и/или по мере уменьшения среднечисловой молекулярной массы. Однако в отличие от гетерогенных полимеров, когда однородные полимеры имеют пик плавления, превышающий 115°С (как в случае полимеров, имеющих плотность, превышающую 0,940 г/см3), такие полимеры в дополнение к этому не имеют выраженный пик плавления при более низкой температуре.
Кроме того, в качестве альтернативы однородность полимеров обычно описывается параметрами SCBDI (показатель распределения разветвления короткой цепи) или CDBI (показатель распределения разветвления строения) и определяется как процент масс. молекул полимера с содержанием сомономеров в пределах 50% от среднего общего молярного содержания сомономера. Показатель SCBDI полимера легко вычисляется по данным, полученным с использованием методик, известных в данной области техники, таких, как, например, фракционирование путем вымывания с повышением температуры (обозначаемым в настоящем описании в виде сокращения TREF), как описано, например, в публикации авторов Wild и др. Journal of Polymer Science, Poly. Phys. Ed., Vol.20, p.441 (1982), в американском патенте №US 4798081 (авторов Hazlitt и др.), или в американском патенте №US 5089321 (автора Chum и др.), описания которых приводятся здесь полностью в качестве ссылки. Показатели SCBDI или CDBI для однородных линейных или, по существу, линейных этилен/α-олефиновых полимеров, используемых в настоящем изобретении, предпочтительно превышают 50%.
Гетерогенные полимеры представляют собой этилен/α-олефиновые сополимеры, для которых характерна линейная основная цепь и у которых кривая плавления DSC имеет выраженный пик плавления, превышающий температуру 115°С, что свойственно фракции с высокой плотностью. Гетерогенные сополимеры обычно имеют отношение Mw/Mn, превышающее 3 (когда плотность сополимера меньше, чем приблизительно 0,960 г/см3) и обычно имеют показатель CDBI, меньший или равный 50, что указывает, что такие сополимеры представляют собой смесь молекул, имеющих различное содержание сомономеров и различное количество разветвлений короткой цепи.
Однородные полиэтилены, используемые в настоящем изобретении, попадают в две широкие категории, линейные однородные полиэтилены и, по существу, линейные полиэтилены. Обе эти категории являются известными.
Однородные линейные полимеры этилена являются коммерчески доступными в течение длительного времени. Как показано на примерах в американском патенте №US 3645992 автора Elston, однородные линейные полимеры этилена могут быть получены с использованием обычных способов полимеризации с применением катализаторов типа Циглера, например, каталитических систем циркония и ванадия. В американских патентах №US 4937299 авторов Ewen и др. и №US 5218071 авторов Tsutsui и др. описано использование металлоценовых катализаторов, таких, как каталитические системы, основанные на гафнии, для получения однородных линейных полимеров этилена. Однородные линейные полимеры этилена обычно отличаются значением распределения молекулярного веса Mw/Mn, равным приблизительно 2. Коммерчески доступные примеры однородных линейных полимеров этилена включают смолы Tafmer™, поставляемые компанией Mitsui Petrochemical Industries, и смолы Exact™, поставляемые компанией Exxon Chemical Company.
По существу, линейные полимеры этилена (SLEP) представляют собой однородные полимеры, имеющие длинные цепи разветвления. Они описаны в американских патентах №US 5272236 и №US 5272272, описание которых приводится здесь в качестве ссылки. SLEP поставляются Компанией The Dow Chemical Company как полимеры, приготовленные с помощью способа Insite™. Process and Catalyst Technology, под названием полиолефиновые пластомеры (POP) Affinity™. SLEP могут быть приготовлены в фазе раствора, суспензии или газовой фазы, предпочтительно фазы раствора, полимеризации этилена и одного или нескольких используемых по мере необходимости α-олефиновых сополимеров в присутствии катализатора с ограниченной геометрической структурой, такого, как описан в заявке на европейский патент 416815-А, которая приводится здесь в качестве ссылки. Катализаторы с ограниченной геометрической структурой более подробно описаны ниже.
Термин "по существу линейный" означает, что в добавление к разветвлениям с короткой цепочкой, которые присущи включениям в однородный сополимер, полимер этилена, имеющий длинные цепи разветвлений, дополнительно характеризуется тем, что основная цепь полимера имеет степень замещения в среднем от 0,01 до 3 длинноцепочечной боковой ветви на 1000 атомов углерода. Предпочтительные, по существу, линейные полимеры, предназначенные для использования в настоящем изобретении, имеет степень замещения от 0,01 длинноцепочечной боковой ветви на 1000 атомов углерода до 1 длинноцепочечной боковой ветви на 1000 атомов углерода, более предпочтительно от 0,05 длинноцепочечной боковой ветви на 1000 атомов углерода до 1 длинноцепочечной боковой ветви на 1000 атомов углерода. В отличие от термина "по существу линейный" термин "линейный" означает, что в полимере отсутствуют цепи разветвления измеримой или демонстрируемой длины, то есть полимер имеет степень замещения в среднем менее чем 0,01 длинноцепочечной боковой ветви на 1000 атомов углерода.
Для этилен/α-олефиновых сополимеров длинноцепочечная боковая ветвь больше, чем короткоцепочечная боковая ветвь, что получается за счет внедрения α-олефина (α-олефинов) в основную цепь полимера. Каждая длинноцепочечная боковая ветвь имеет такое же распределение сомономера, что и в основной цепи полимера, и может иметь такую же длину, что и основная цепь полимера, к которой она присоединена.
Присутствие длинноцепочечных боковых ветвей может быть определено в полимерах этилена с использованием спектроскопии ядерного магнитного резонанса (NMR) по изотопу С13, и количественно измеряется с использованием способа, описанного автором Randall (в публикации Rev. Macromol. Chem. Phys., С.29, V.2&3, р.285-297), описание которой приводится здесь в качестве ссылки.
Применяемый на практике способ спектроскопии ядерного магнитного резонанса по изотопу С13 не позволяет определить длину длинноцепочечных боковых ветвей, превышающую 6 атомов углерода. Однако существуют другие известные технологии, которые могут быть использованы для определения наличия длинноцепочечных боковых ветвей в полимерах этилена, включая сополимеры этилена/1-октена. Два таких способа представляют хромотографию проникающей способности геля, совместно с детектированием рассеивания луча лазера под малым углом (GPC-LALLS) и хромотографию проникающей способности геля, совместно с детектором дифференциального вискозиметра (GPC-DV). Использование таких методик для определения длинноцепочечных боковых ветвей и соответствующие теоретические материалы хорошо описаны в литературе. См., например, публикации Zimm. G.H. и Stockmayer, W.H. J. Chem. Phys., 17, 1301 (1949), и Rudin, A., Modern Methods of Polymer Characterization, John Wiley & Sons, New York (1991), pp.103-112, обе эти публикации приводятся здесь в качестве ссылки. Кроме того, в частности, в публикации авторов А.Willem de Groot и Р.Steve Chum, оба из компании The Dow Chemical Company, Oct. 4, 1994, conference of the Federation of Analytical Chemistry and Spectroscopy Society (FACSS) in St. Louis. Mo., представлены данные, демонстрирующие, что методика GPC-DV представляет собой методику, пригодную для определения количественных характеристик наличия длинноцепочечных боковых ветвей в, по существу, линейных полимерах этилена.
Эмпирический эффект наличия длинноцепочечных боковых ветвей в, по существу, линейных этилен/α-олефиновых сополимерах, используемых в настоящем изобретении, проявляется в улучшении реологических свойств, которые определяются и выражаются здесь в виде результатов газовой экструзионной пластометрии (GER) и/или потока расплава I10/I2, которые могут изменяться независимо от соотношения Mw/Mn.
По существу, линейные полимеры этилена дополнительно характеризуются тем, что имеют:
(a) отношение потока расплава, I10/I2≥5,63,
(b) распределение молекулярного веса, Mw/Mn, которое определяется по методике хроматографии проникающей способности геля с использованием уравнения
(Mw/Mn)(I10/I2)-4,63,
(c) критическое напряжение сдвига при начале общего разрушения экструзионного потока, определяемого газовым экструзионным пластомером, 4×106 дин/см2 или газовой экструзионной реологией, например, критической скоростью сдвига в начале растрескивания поверхности расплава для, по существу, линейного полимера этилена, по меньшей мере, на 50 процентов превышающей значение критической скорости сдвига в начале растрескивания поверхности расплава для линейного полимера этилена, когда, по существу, линейный полимер этилена содержит одинаковый сомономер или сомономеры, причем линейный полимер этилена имеет значение I2, Mw/Mn и плотность в пределах десяти процентов от таких значений для, по существу, линейного полимера этилена, и когда соответствующие критические скорости сдвига SLEP и линейного полимера этилена измеряют при одной температуре расплава с использованием газового экструзионного пластомера, и
(d) один пик плавления, полученный способом дифференциальной сканирующей калориметрии (DSC) между - 30 и 150°С.
Для идентификации явления растрескивания расплава и определения количественных характеристик критической скорости сдвига и критического напряжения сдвига полимеров этилена используют график зависимости видимого напряжения сдвига от видимой скорости сдвига.
В соответствии с публикацией Ramamurthy в Journal of Rheology, 30 (2), 337-357, 1986, описание которой приводится здесь в качестве ссылки, при превышении определенной критической скорости потока наблюдаемые нерегулярности экструдата могут быть широко разделены на два основных типа: поверхностное растрескивание расплава и общее растрескивание расплава.
Растрескивание поверхности расплава происходит при видимых условиях постоянного потока и по своим характеристикам может изменяться от потери отражательного блеска пленки до более серьезных форм типа "акульей кожи". Здесь, как определяется с использованием вышеуказанной методики GER, начало поверхностного растрескивания расплава (OSMF) отличается началом потери блеска экструдата, когда шероховатость поверхности экструдата может быть определена только при 40-кратном увеличении. Критическая скорость сдвига в начале поверхностного растрескивания расплава для, по существу, линейных полимеров этилена, по меньшей мере, на 50% выше, чем критическая скорость сдвига начала поверхностного растрескивания расплава линейного полимера этилена, который имеет, по существу, те же значения I2 и Mw/Mn.
Общее растрескивание расплава происходит при условиях неустойчивого экструзионного потока и по характеристикам может изменяться от равномерных (чередующихся, грубых и гладких, спиралевидных и т.д.) до случайных аномалий. Для коммерческих целей, для получения максимальных эксплуатационных характеристик пленки требуется отсутствие или наличие минимальных дефектов поверхности пленок покрытий и формованных деталей. Критическое напряжение сдвига при начале общего растрескивания расплава для, по существу, линейных полимеров этилена, в частности, имеющих плотность >0,910 г/см3, используемых в настоящем изобретении, превышает значение 4×106 дин/см2. Критическая скорость сдвига при начале поверхностного растрескивания расплава (OSMD) и начале общего растрескивания расплава (OGMF) используемые в настоящем описании, основаны на изменениях шероховатости поверхности и конфигурации экструдатов с использованием методики GER. Предпочтительно, по существу, линейный полимер этилена отличается по значению критической скорости сдвига, когда он используется как первый полимер этилена, в соответствии с настоящим изобретением, и критическим напряжением сдвига, когда он используется как второй полимер этилена в соответствии с настоящим изобретением.
Клей также может содержать до 100%, по меньшей мере, одного из ЕМА, EnBA или однородного линейного полимера. Предпочтительно компонент термопластичного полимера содержит, по меньшей мере, два, предпочтительно три, различных компонента EnBA, в которых один компонент EnBA имеет показатель текучести расплава, по меньшей мере, в четыре раза и до 10 раз выше, чем показатель текучести расплава, по меньшей мере, одного другого компонента EnBA, указанный показатель текучести расплава выражен в граммах за 10 минут. Если термопластичный полимер содержит более чем один компонент EnBA, указанные компоненты EnBA отличаются содержанием сложного эфира, показателем текучести расплава и/или температурой плавления или температурой размягчения.
В составе могут использоваться клейкие смолы и их выбирают из алифатических и ароматических углеводородных смол, в частности гидрогенизированных алифатических углеводородных смол и α-метилстироловых смол, колофониевых смол и смол на основе сложного колофониевого эфира, в частности гидрогенизированных таких колофониевых смол и смол на основе колофониевого сложного эфира. Предпочтительные клейкие смолы представляют собой гидрогенизированные алифатические углеводородные смолы и α-метилстироловые смолы, количество которых составляет от приблизительно 10 до приблизительно 40 мас.%.
Термоплавкий безрастворный ламинирующий клеящий состав дополнительно может содержать, по меньшей мере, один другой полимер, в частности полиолефин, такой, как полиэтилен или полиэтиленовый воск.
Количество предпочтительных компонентов, присутствующих в клеящем составе, показано в таблице 1, а также, возможно, небольшие количества обычных добавок.
Таблица 1
Пленка клеящего вещества наносится непрерывно даже при низком весе единицы площади покрытия, и слоистый материал мало подвержен растрескиванию или расслаиванию при герметизации. Прочность на отрыв клеящего состава находится в диапазоне от 0,5 Н/15 мм до усилия разрыва пленки, в зависимости от подложек, используемого состава клея, а также от угла и скорости отрыва.
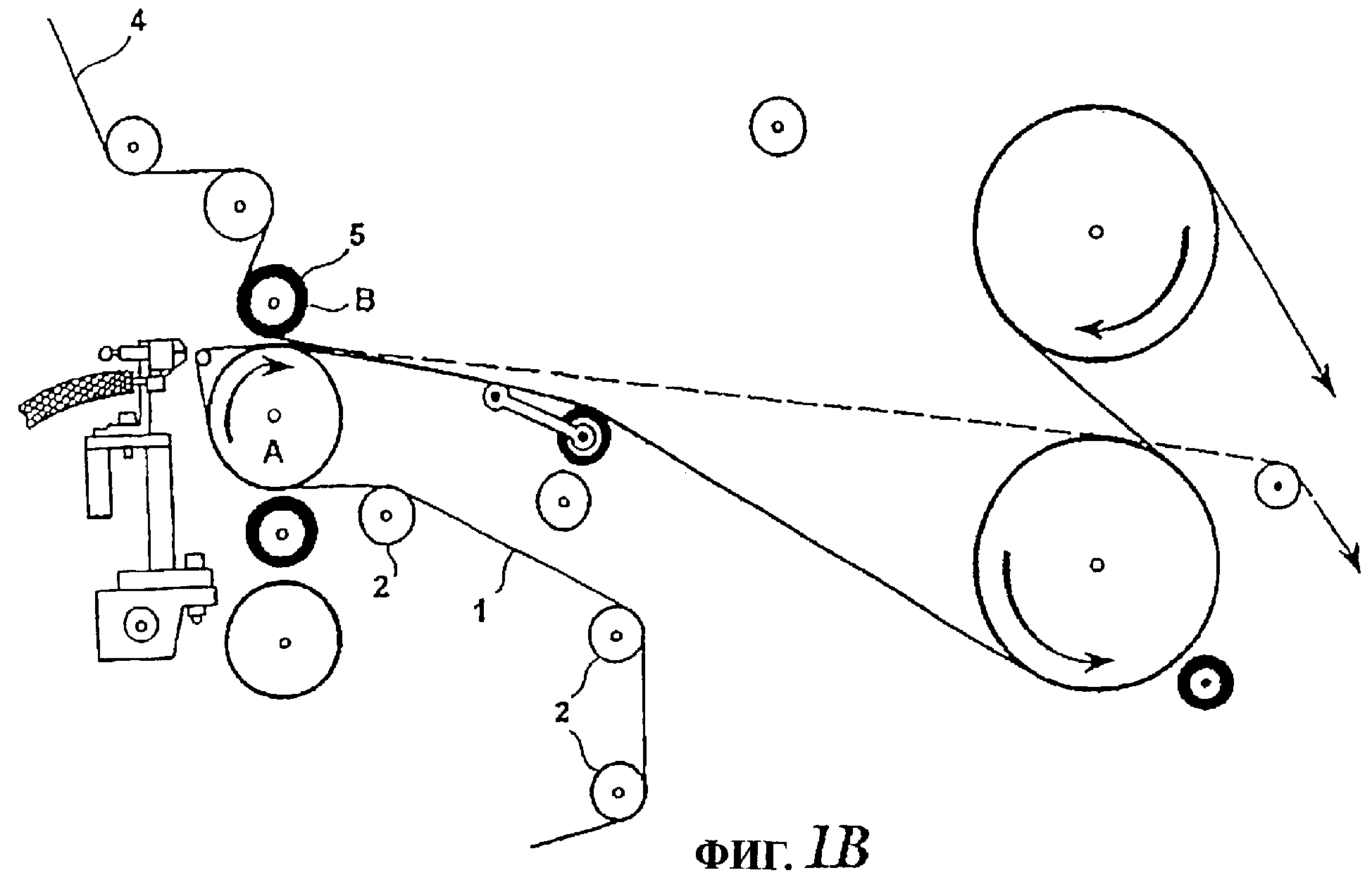
Структура устройства может быть аналогична показанной на фиг. 1А-1С. На фиг. 1А и 1В показан вариант выполнения, в котором термопластичный состав выходит из устройства 3 нанесения покрытия и попадает на первую подложку 1, а вторую подложку 4 затем накладывают на свободную поверхность нанесенного в виде покрытия клеящего состава с использованием прижимного ролика 5. Следует понимать, что эта компоновка может быть модифицирована в других вариантах выполнения и, в частности, так, что вторая подложка 4 может использоваться не во всех случаях. Прижимной ролик 5 может использоваться для прижима термопластического состава непосредственно к первой подложке. В таких вариантах выполнения прижимной ролик 5 должен иметь антиадгезионное покрытие, например, может быть выполнен в виде стального ролика со слоем политетрафторэтилена на поверхности.
В частности, как показано на фиг.1А и 1В, подложка 1 (1) проходит через последовательность промежуточных роликов 2, которая обеспечивает требуемое совмещение полотна до того, как оно подойдет к устройству 3 нанесения покрытия. Подложку 2 (4) в случае необходимости прижимают к поверхности с нанесенным покрытием с помощью прижимного ролика 5. Подложка 1 определена как первая подложка, которая находится в контакте, по существу, с непрерывной термопластичной пленкой. Подложка 1 может представлять собой любую подложку, в общем, поставляемую в виде рулонов, например, такую, как нетканый материал, бумага, включая бумагу с отрывным покрытием, и различные пленки, фольгу и другие материалы. Вариант выполнения, показанный на фиг. 1А, в котором прижимной ролик (5) расположен достаточно далеко от точки контакта пленки клея и первой подложки, в особенности пригоден для нанесения покрытия на пористые подложки. Вариант выполнения, показанный на фиг. 1В, в частности, обеспечивает возможность использовать непористую подложку 1, что означает, что воздух не может свободно проходить через подложку. В случае ламинирования пленки подложка 1 обычно представляет собой пленку. Подложка 2 также может поставляться в виде рулонов и может представлять собой такой же или другой материал, что и подложка 1.
На фиг.1С показан вариант выполнения, в котором пленка с клеем вначале прижимается к первой подложке (1) с помощью прижимного ролика (5), который представляет собой часть прижимной позиции, которая далее показана роликами А и В на фиг. 2-10.
Вторую подложку 4 затем наносят на свободную поверхность клеящего состава, которая не находится в контакте с первой подложкой (1), в позиции ламинирования, сформированной роликами С и D. При использовании устройства такого типа обеспечивается возможность прижимать клейкую пленку непосредственно к первой подложке (1) с помощью прижимного ролика (5) или прижимать вторую подложку (4) к первой подложке и слою клея, снова с использованием прижимного ролика (5). При испытаниях были проверены оба способа. Температура нанесения термоплавкого безрастворного клея может быть в диапазоне от около 90° до около 200°, предпочтительно от около 110° до около 140°С, в зависимости от состава, толщины и скорости нанесения покрытия.
Скорость машины может составлять до около 500 м/мин, предпочтительно около 350 м/минуту и более предпочтительно около 300 м/мин. В ходе нанесения покрытия пленка клея выходит из щелевого наконечника на различном расстоянии от первой подложки (1), на которую требуется нанести клей. Кроме того, расстояние от щелевого наконечника до подложки может изменяться от нескольких миллиметров до 500 миллиметров и более, предпочтительно от около 10 миллиметров до около 300 миллиметров и наиболее предпочтительно от около 20 миллиметров до около 100 миллиметров, без существенного влияния на качество покрытия.
Когда пленку клеящего состава, выходящую из щелевого наконечника, непосредственно наносят на первую подложку с помощью прижимного ролика (5) с нанесенным на поверхность антиадгезионным покрытием, клеящий состав не имеет тенденции прилипания к прижимному ролику. Давление прижима также может изменяться и может достигать около 10 бар, предпочтительно около 8 бар и более предпочтительно около 7 бар, когда прижимной ролик прижимают к подложке.
В общем, было определено, что когда клеящий состав, нанесенный на первую подложку, выходит из пункта прижима, между слоем клея и первой подложкой отсутствует захваченный воздух.
В другом аспекте вторая подложка может быть нанесена в виде слоя на слой клеящего состава с помощью второго набора роликов, расположенных по ходу потока подложки после прижимного ролика (5). Кроме того, такие слоистые материалы обычно выходят без полос захваченного воздуха или других дефектов ламинирования.
Головка нанесения покрытия может быть расположена на расстоянии около 0,5 мм от подложки, предпочтительно на расстоянии около 2 мм, более предпочтительно на расстоянии около 10 мм и наиболее предпочтительно не дальше чем на расстоянии 20 мм.
Температура, при которой клеящий состав входит в контакт с подложкой, предпочтительно не превышает 150°С, более предпочтительно составляет не более чем 120°С и наиболее предпочтительно не более чем 110°С, поскольку в качестве подложек предпочтительно используют полимерную пленку, которая имеет малую толщину, либо пленочный материал с низкой температурой плавления.
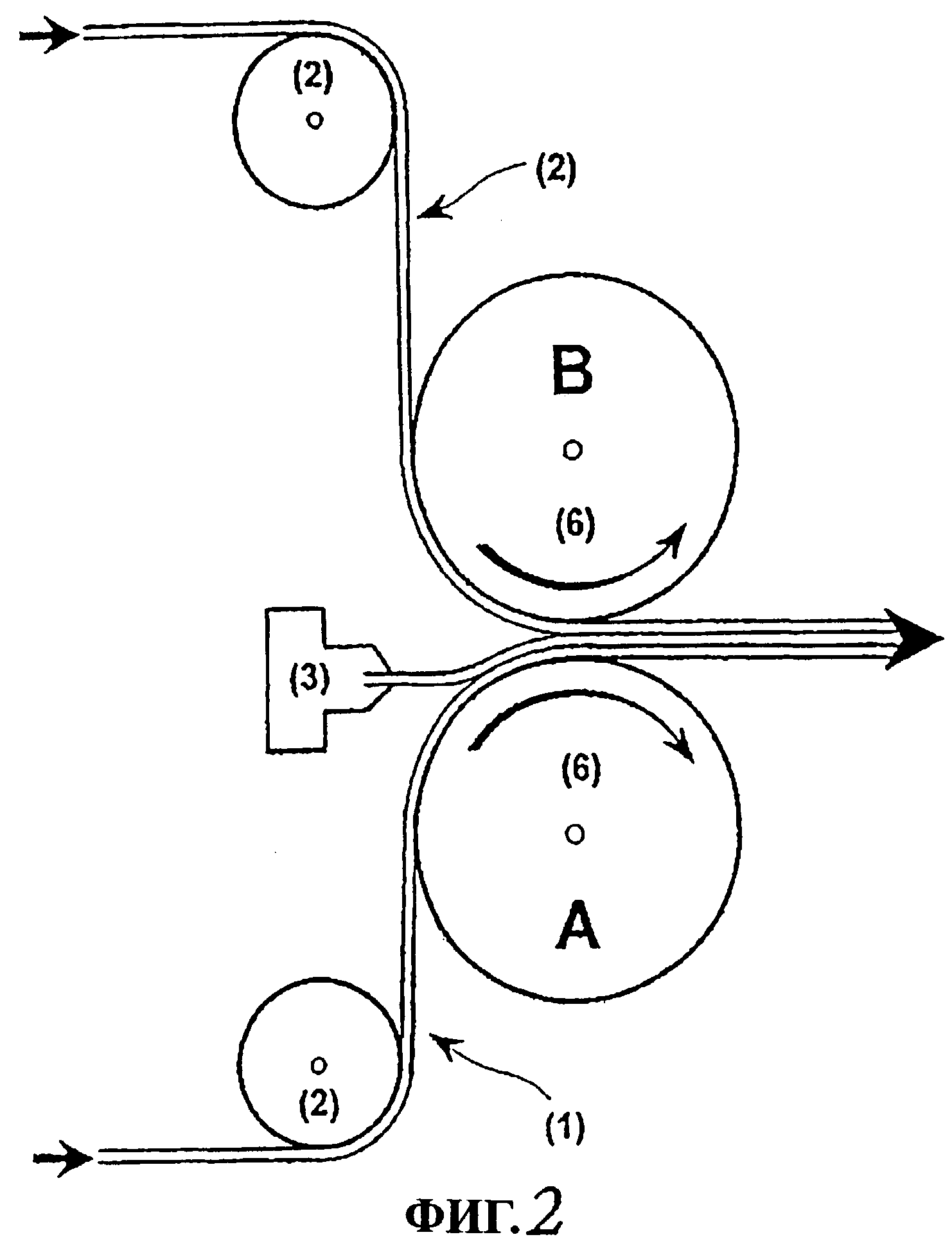
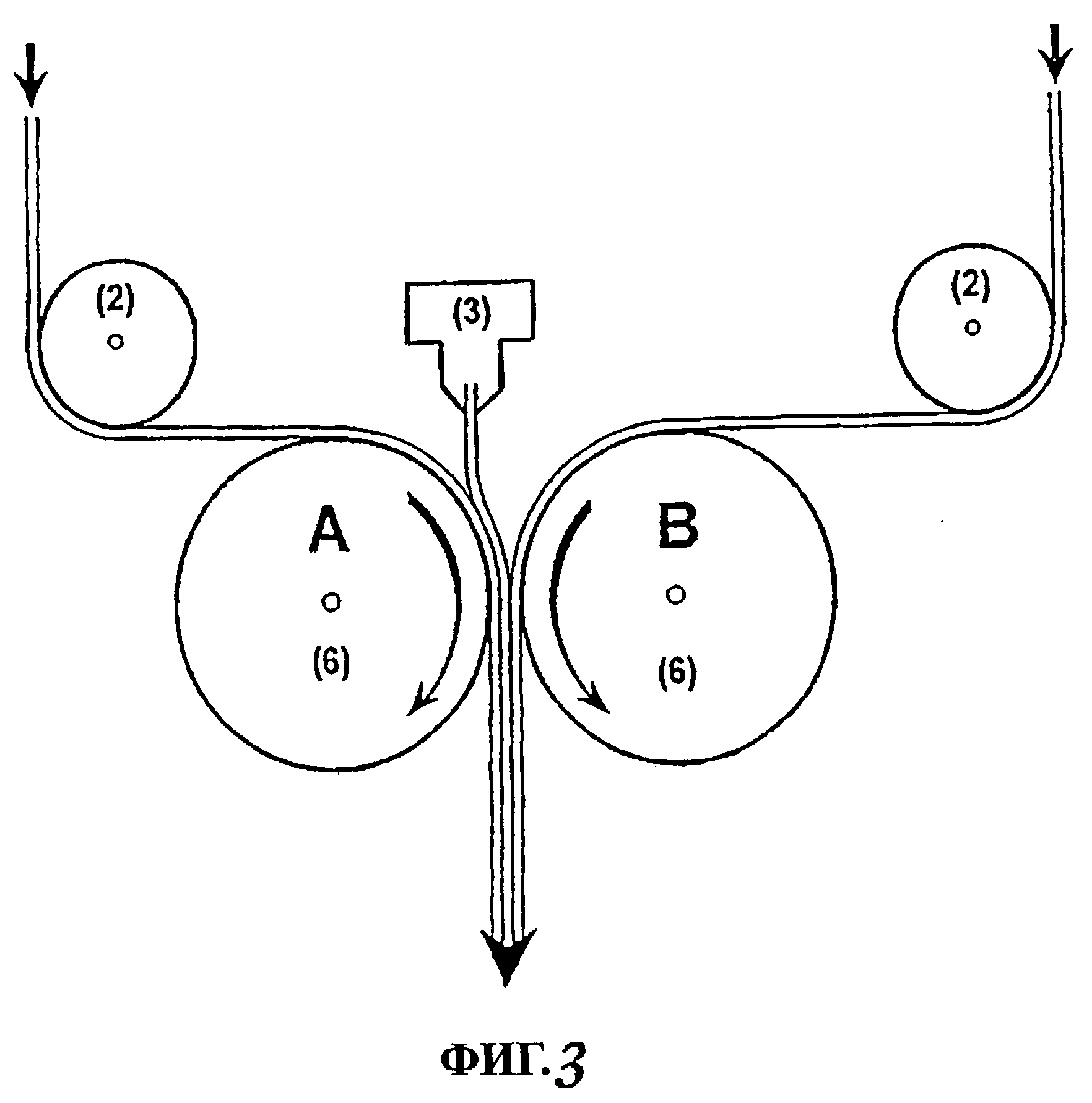
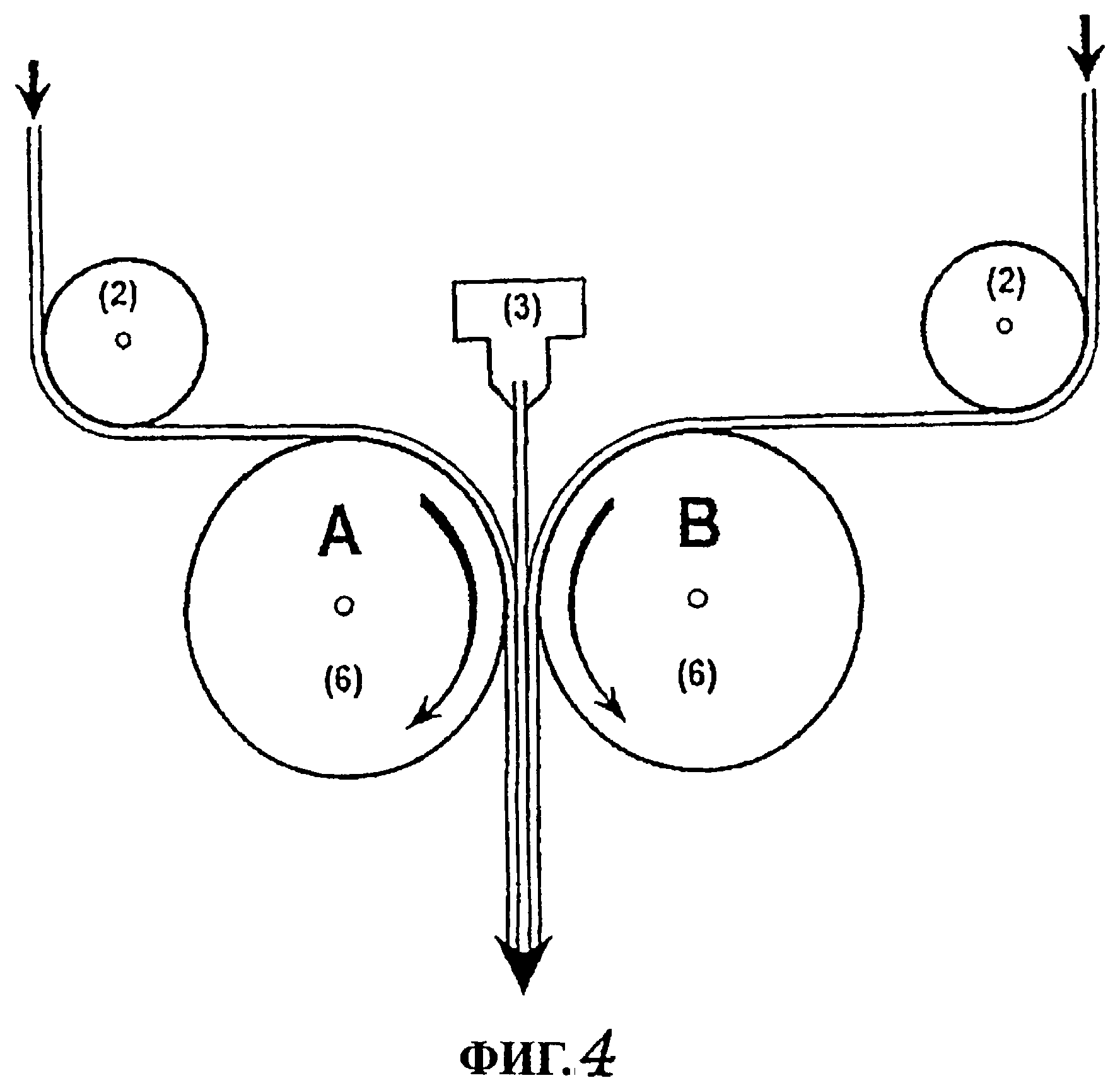
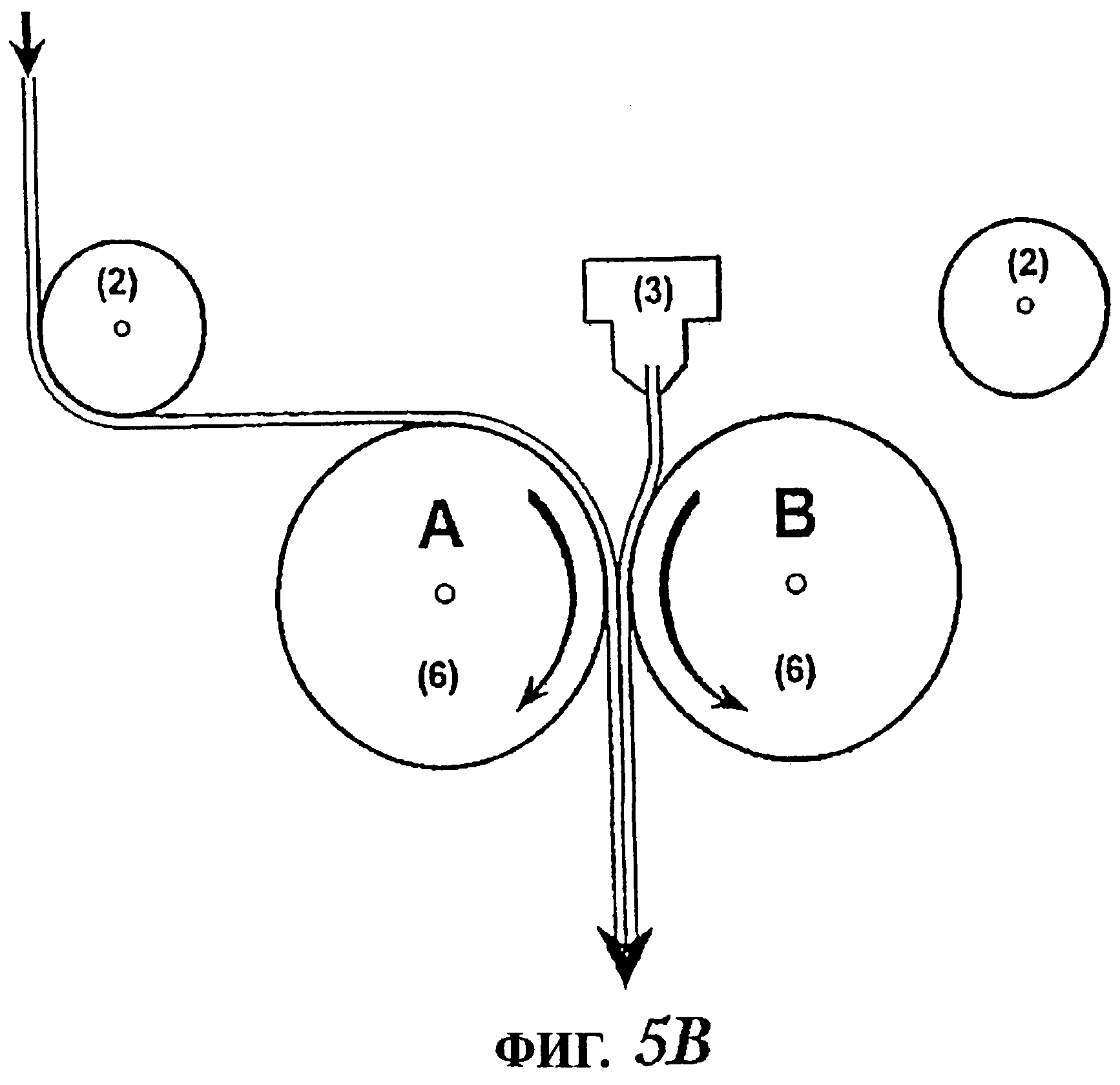
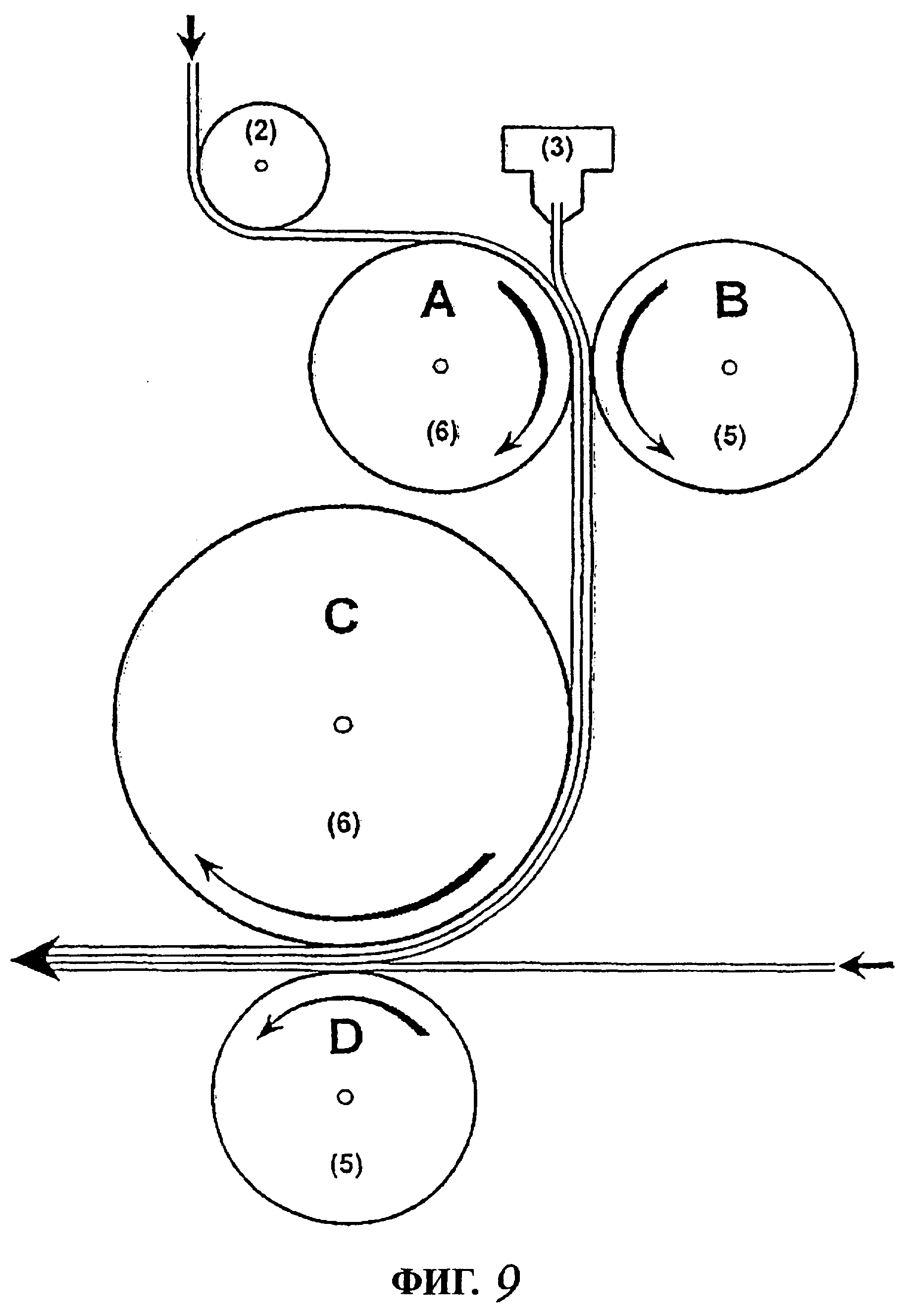
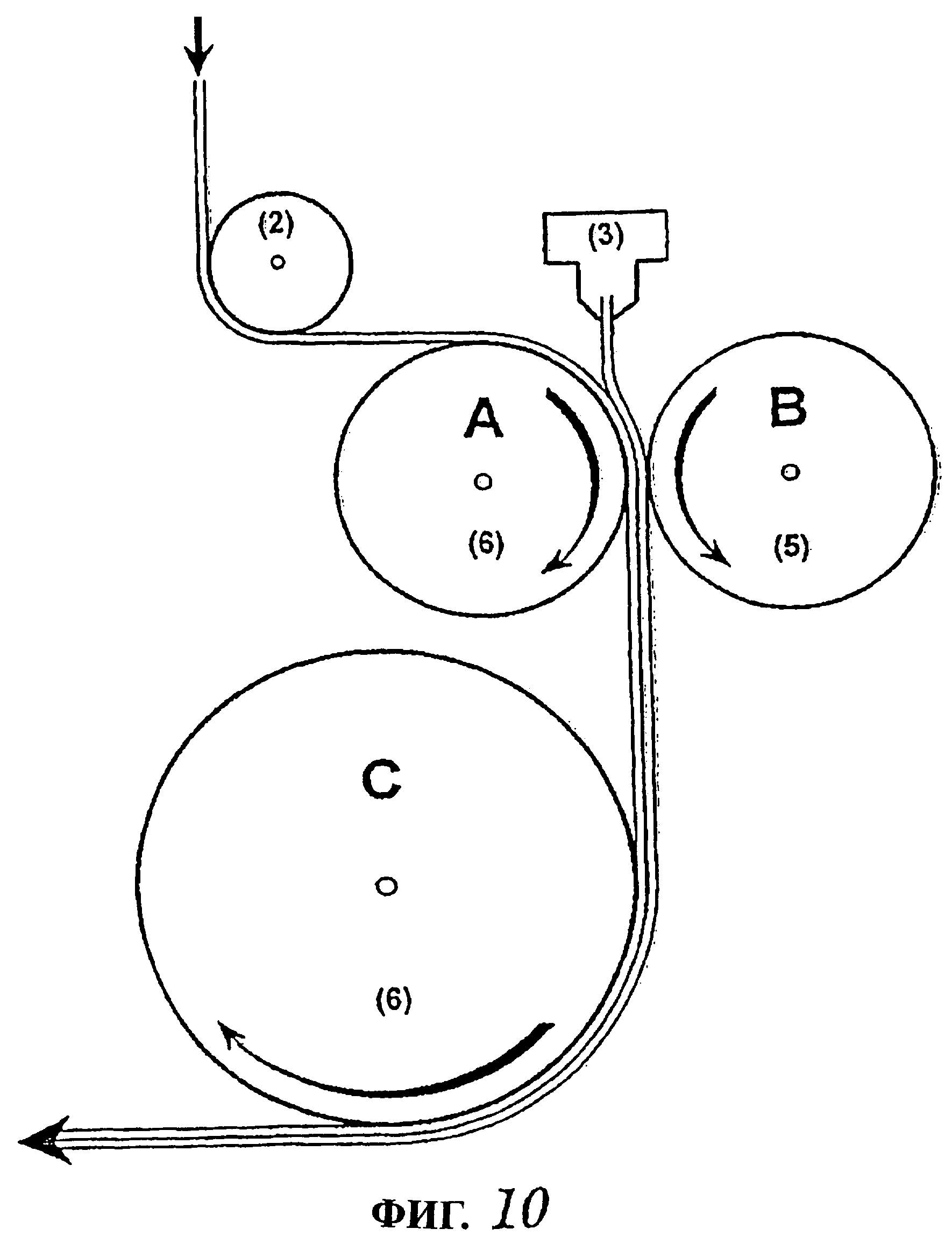
На фиг. 2-10 представлены различные предпочтительные варианты выполнения настоящего изобретения, в которых выдавливаемый термопластичный состав, такой, как термоплавкий безрастворный клеящий состав, наносят на первую подложку, которую затем соединяют в виде слоя со второй подложкой. В каждом из этих иллюстрирующих примеров, подложка 2 представляет собой элемент, используемый в случае необходимости, поскольку в настоящем изобретении в качестве альтернативы может использоваться одна непрерывная непористая пленка, формируемая способом бесконтактного нанесения покрытия, и покрытие может наноситься только на одну подложку. На фиг.5В показано нанесение покрытия с переносом при отсутствии второй подложки, при этом расплавленный состав вначале наносят на ролик с антиадгезионным покрытием, который затем контактирует с первой подложкой в области прижима. Первую подложку могут соединять в виде слоя со второй подложкой на последующем этапе. Для многих слоистых материалов, применяемых для упаковки пищевых продуктов, способ соединения пленка-с-пленкой, показанный на фиг. 2-5А, в настоящее время является наиболее предпочтительным способом ламинирования.
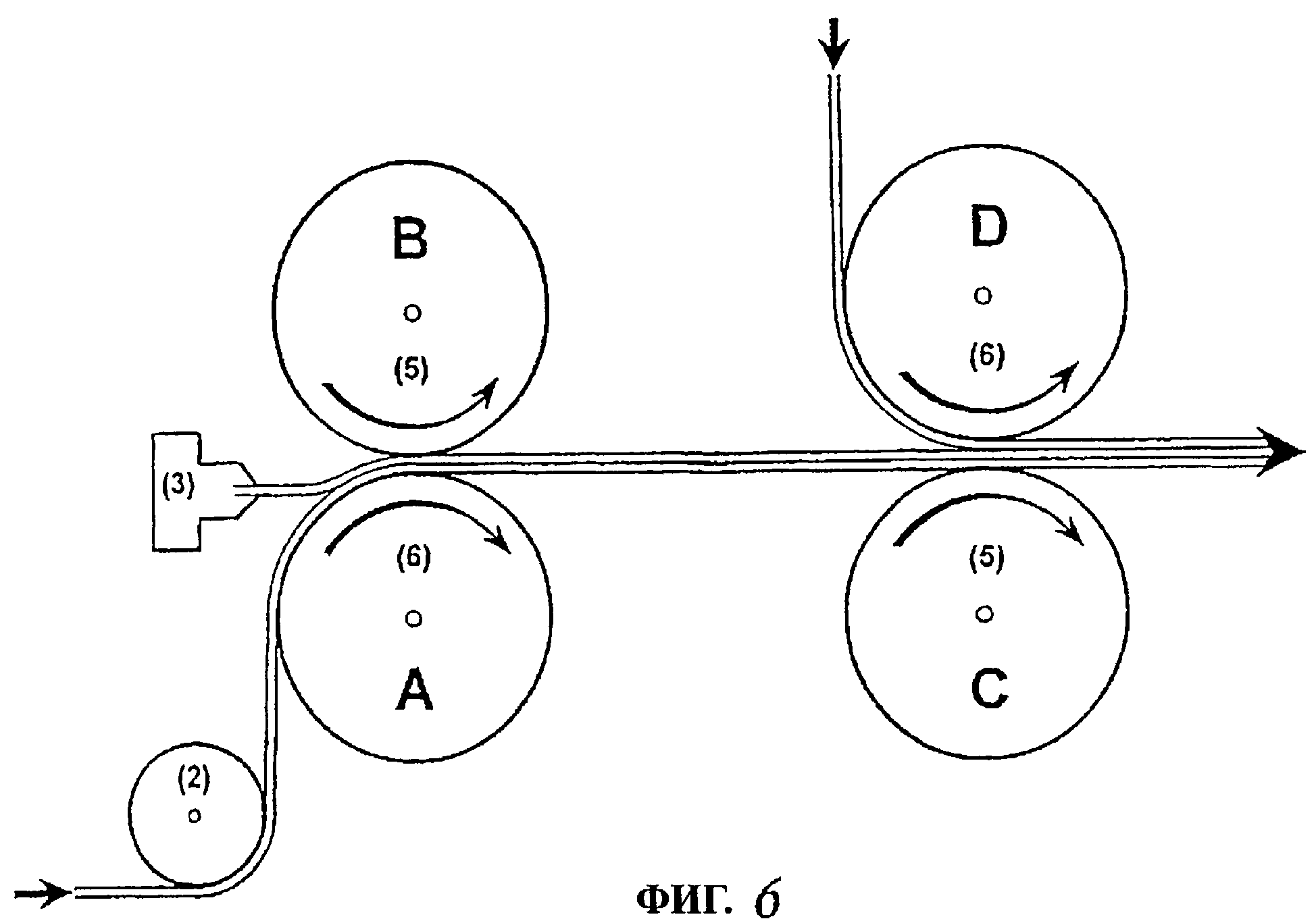
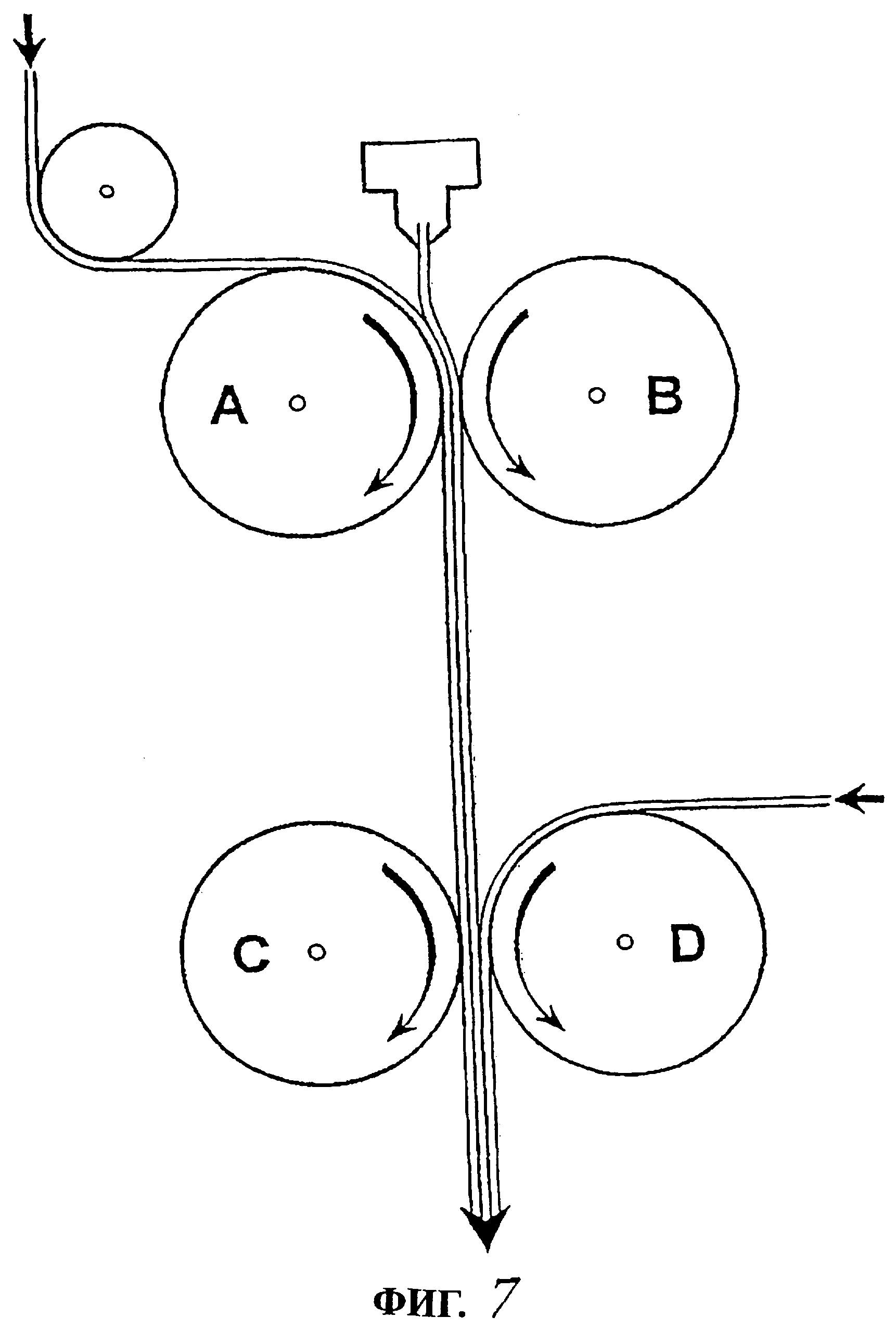
В вариантах выполнения, в которых термопластичное покрытие или термоплавкий, безрастворный клей входит в контакт с первой подложкой при отсутствии второй подложки, как показано на фиг. 6 и 7, важно использовать антиадгезионное покрытие, такое, как силикон, тефлон, и антиадгезионную бумагу на ролике (роликах), находящееся в контакте с клеящим составом или пористой подложкой, для предотвращения прилипания термопластичного состава к ролику. Прижимной ролик выдавливает воздух из пространства между термопластичной пленкой покрытия и подложкой для обеспечения отсутствия захвата воздуха между первой подложкой и термопластичным составом. Ролик А может быть выполнен в виде стального цилиндра для обеспечения передачи тепла, в то время как ролик В обычно представляет собой обычный прижимной ролик, выполненный из резины. Во многих случаях, однако, более предпочтительно, когда ролик А выполнен из резины, в то время как ролик В выполнен в виде стального цилиндра, на наружную поверхность которого нанесено антиадгезионное покрытие (фиг. 5В-10).
На фиг. 2-10 показано, что положение наконечника может изменяться от перпендикулярного до параллельного по отношению к положению подложки.
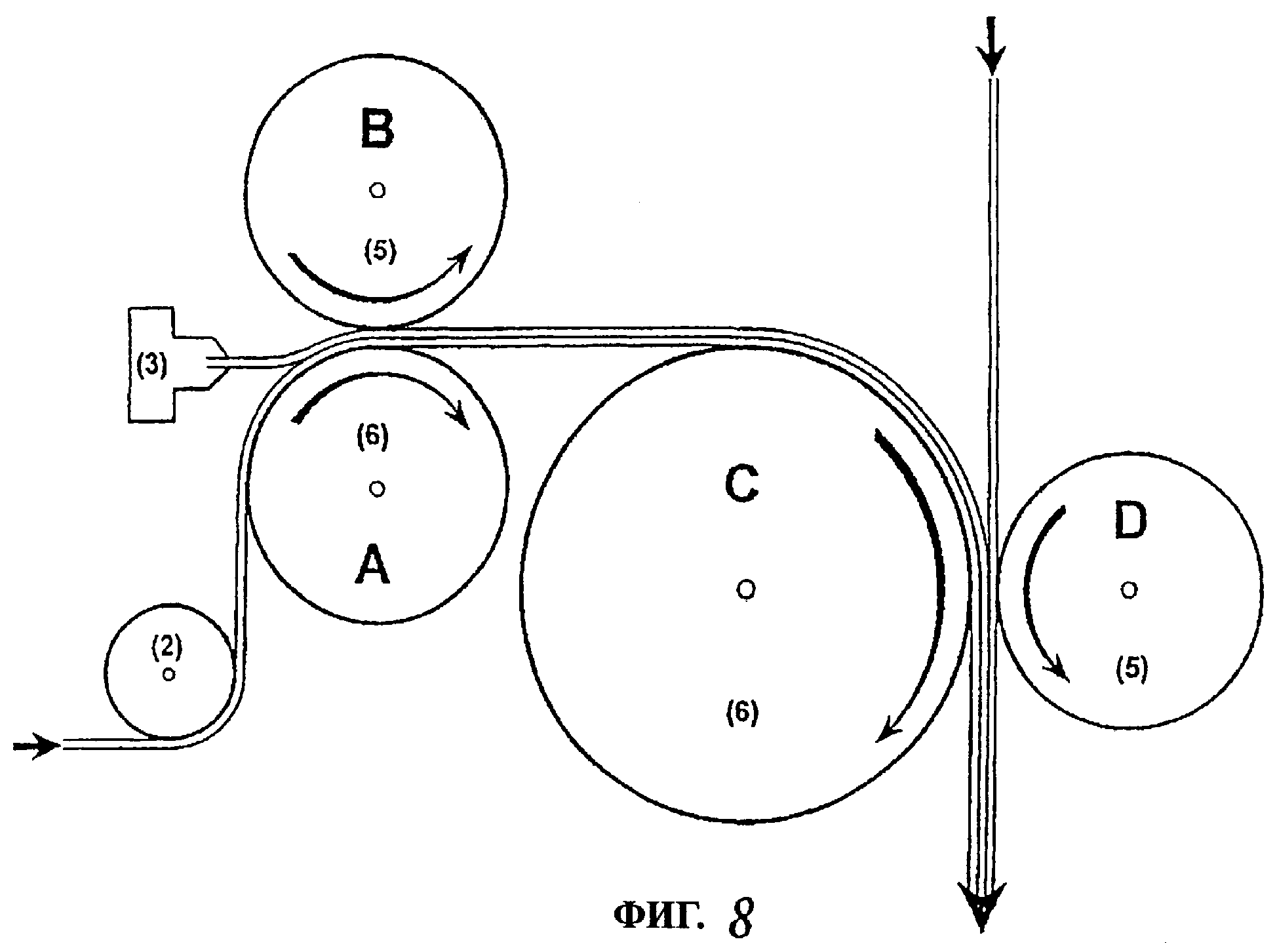
На фиг. 6-9 показаны дополнительные варианты выполнения, которые в особенности пригодны для соединения слоистого материала типа пленка-с-пленкой, предназначенного для упаковки пищевых продуктов.
На фиг. 8 и 9 изображена вторая подложка, наносимая в виде слоя на первую подложку в положении на некотором удалении от устройства нанесения покрытия. В этом варианте выполнения предпочтительно ролик С должен быть нагрет для повторной активации или для продления времени открытого состояния термоплавкого безрастворного клея или термопластичного покрытия перед нанесением в виде слоя на вторую подложку. Температура ролика С может изменяться от около 30 до 100°С для ламинирования между роликами С и D. В качестве альтернативы ролик С может быть холодным роликом для повышения скорости затвердевания термопластичного покрытия или термоплавкого безрастворного клея. Этот вариант может использоваться, когда покрытие наносят для промежуточного хранения. Подложка, ламинируемая в области прижима роликов С и D, может использоваться либо в форме полотна, либо в форме листов (фиг. 8 и 9). Как показано на фиг. 10, где ролик С представляет собой холодный ролик, способ в соответствии с настоящим изобретением может использоваться для изготовления подложек, таких, как пленки с покрытием термопластичным составом на одной стороне, которые могут использоваться, например, для тепловой герметизации. В случае необходимости также может быть добавлен дополнительный слой из отрывной бумаги, как показано на фиг. 9, предназначенный для защиты материала, герметизируемого теплом, например, при промежуточном хранении.
Устройство нанесения покрытия расположено на расстоянии, по меньшей мере, 0,5 мм, предпочтительно, по меньшей мере, 2 мм, от подложки (или ролика с антиадгезионным покрытием, в случае нанесения покрытия с переносом при отсутствии второй подложки, см. фиг.5В). Максимальное расстояние, на котором устройство покрытия может быть расположено от подложки, ограничено только практическими соображениями, особенно, когда устройство нанесения покрытия расположено, по существу, вертикально. Предпочтительно расстояние составляет менее чем около 5 м, предпочтительно менее чем около 3 м, более предпочтительно менее чем около 1 м, еще более предпочтительно менее чем около 500 мм и наиболее предпочтительно составляет от около 2 до 20 мм, в зависимости от свойств термопластичного состава, наносимого в виде покрытия. Обычно предпочтительно, чтобы область между устройством нанесения покрытия и подложкой была закрыта от попадания загрязнений при нанесении покрытия, поступающих с воздухом и от потоков воздуха, для предотвращения нарушения покрытия до того, как оно войдет в контакт с подложкой. В частности, это относится к случаю, когда расстояние между устройством нанесения покрытия и подложкой превышает приблизительно 500 мм.
Расстояние установки определяется, в основном, вязкостью и временем открытого состояния термопластичного состава, наносимого в виде покрытия. В случае изготовления таким способом пленочных покрытий на волоконных подложках, можно предположить, что термопластичный состав в достаточной степени охлаждается в течение промежутка времени до вхождения в контакт с подложкой так, что в нем повышаются вязкость и сила сцепления до такой степени, что какие-либо волокна или нити, находящиеся на поверхности подложки, не могут проникать внутрь покрытия, и в то же время термопластичный состав остается в достаточной степени расплавленным для соответствующего прилипания к подложке. Чем больше расстояние между устройством нанесения покрытия и прижимным роликом, тем в большей степени термоплавкий, безрастворный клей или покрытие охлаждается до контакта с первой подложкой. Для некоторых составов термоплавкого безрастворного клея такое охлаждение может отрицательно влиять на степень слипания (или соединения) с подложкой. Поэтому подложка может проходить над нагретым роликом перед областью прижима или может использоваться нагреваемый прижимной ролик, если расстояние между прижимным роликом и устройством нанесения покрытия вызывает охлаждение покрытия или термоплавкого безрастворного клея до такой степени, что он больше не может в достаточной степени склеиваться или закрепляться на подложке. Кроме того, может использоваться перенос покрытия, как показано на фиг. 5В, при котором температура прижимного ролика В с антиадгезионным покрытием может контролироваться с помощью системы нагрева и охлаждения, путем, например, пропускания холодной текучей среды через ролик В.
Диаметр роликов А и В предпочтительно составляет от около 15 мм до около 50 мм.
После этого в достаточной степени охлажденное покрытие входит в контакт с поверхностью подложки и прилипает к поверхности без глубокого проникновения в глубину. Если термопластичное покрытие имеет такой состав, что оно, по существу, теряет липкие свойства после достаточного охлаждения, слоистый материал в виде подложки с покрытием, сформированный таким образом, можно сворачивать в рулоны и хранить в таком виде.
В качестве альтернативы возможность такого хранения может быть обеспечена путем размещения второй подложки с антиадгезионным покрытием, такой, как бумага с силиконовым покрытием, на поверхности покрытия термоплавкого безрастворного клея. Слоистый материал можно при этом использовать позже. Слоистый материал можно соединять с помощью любой подходящей методики соединения, включая ультразвуковое соединение, соединение теплом или, чаще всего, соединение с помощью клея.
Предпочтительно покрытие выполняют способом "поточного производства" непосредственно перед или после следующей обработки. Пример способа поточного производства, который в особенности пригоден для выполнения настоящего изобретения, можно найти в публикации DE 19546272 C1 Billhöfer Maschinenfabrik GmbH, которая приводится здесь в качестве ссылки. Подходящие щелевые наконечники, поставляемые компанией INATEC GmbH, город Лангефельд, Германия, описаны в американском патенте №US 5958178.
Предпочтительно материал, используемый для изготовления слоистого материала, представляет собой материал в виде синтетической пленки, в частности материал в виде чистой и прозрачной пленки, которую обычно используют для производства таких слоистых материалов.
Обычно такие пленочные материалы содержат плоские пленки или пленки с тиснением, которые, по меньшей мере, по существу, изготовлены из ориентированного полипропилена, полиэтилена, полиэфиров, таких, как Mylar®, полиацетат, нейлон, ацететат целлюлозы и т.д., с толщиной от около 5 микрон до около 50 микрон. Такие пленки обычно ламинируют или приваривают к бумаге с нанесенным печатным изображением или картону. Обычно производимые композитные материалы, включая слоистые материалы типа пленка-с-пленкой и пленка-с-фольгой, а также металлизированные подложки обычно используют для изготовления слоистых материалов. Слоистые материалы таких типов обычно используют в таких отраслях промышленности, как графические изделия и упаковка. Используя способ в соответствии с настоящим изобретением, такие слоистые материалы могут быть получены с применением химически неактивных термоплавких безрастворных клеящих составов вместо обычно используемых химически активных клеящих составов.
Обычно температура на выходе термопластичного состава составляет меньше чем около 240°С и, таким образом, значительно ниже, чем обычно применяемые температуры экструзии полимера, которые составляют порядка 300°С. Хотя температура термопластичного состава на выходе устройства нанесения покрытия может находиться в диапазоне от около 80°С и до около 180°С или выше, система бесконтактного нанесения покрытия в соответствии с настоящим изобретением позволяет наносить покрытие при чрезвычайно низких температурах. Для такого варианта выполнения предпочтительно наносить термопластичный состав при температуре ниже 160°С, более предпочтительно ниже около 140°C, еще более предпочтительно ниже около 120°С и еще более предпочтительно ниже около 110°С. Как указано выше, на материалы, чувствительные к нагреву, также может быть нанесено покрытие с использованием данной методики с применением более высоких температур покрытия в комбинации с увеличением расстояния между устройством нанесения покрытия и подложкой, на которую наносится покрытие для обеспечения достаточного охлаждения. На материалы, которые являются обычно слишком чувствительными к механическому и/или тепловому воздействию (например, очень тонкие пленки), при использовании обычных способов покрытия, как правило, можно наносить покрытие с использованием способа в соответствии с настоящим изобретением. Такие чувствительные материалы включают полиэтиленовые материалы с малой толщиной и т.п.
Существенное преимущество настоящего изобретения состоит в том, что, по существу, непрерывные слои покрытия могут быть сформированы из термоплавкого безрастворного клеящего состава при очень низком весе покрытия на единицу площади. Даже при использовании обычных поставляемых коммерчески термоплавких безрастворных клеящих составов могут быть получены непрерывные слои с весом на единицу площади в диапазоне от около 0,5 г/м2 до около 50-60 г/м2, предпочтительно при весе покрытия на единицу площади не более чем приблизительно 20 г/м2, более предпочтительно при весе покрытия на единицу площади не более чем 10 г/м2, еще более предпочтительно от 3 г/м2 до 5 г/м2 и наиболее предпочтительно менее чем 3 г/м2. Однако вес покрытия на единицу площади, превышающий 60 г/м2, также может использоваться в других вариантах применения, в которых важно обеспечить снижение механического напряжения или напряжения под воздействием тепла.
Очень тонкие покрытия, которые могут быть получены в соответствии с настоящим изобретением, обеспечивают не только экономию при применении способа в соответствии с настоящим изобретением, но также позволяют достичь существенного снижения жесткости материала, который, таким образом, гораздо ближе по своим свойствам приближается к свойствам подложки без покрытия.
Настоящее изобретение также относится к пищевым продуктам, упакованным в соответствии с настоящим изобретением. Использование таких гибких ламинирующих материалов в качестве материала упаковки для пищевых продуктов, напитков и медикаментов имеет существенное преимущество, состоящее в исключении загрязнения упакованных товаров летучими и/или мигрирующими компонентами упаковочного материала, такими, как мономеры. Это позволяет обеспечить производство слоистых упаковочных материалов для пищевой промышленности предпочтительно с использованием термоплавких безрастворных ламинирующих составов, без опасности загрязнения пищевых продуктов мономерами и продуктами их взаимодействия. Одновременно получают весьма привлекательные на вид слоистые материалы, не хуже, а часто даже лучше в этом отношении, чем у слоистых материалов известного уровня техники.
В частности, настоящее изобретение относится к использованию гибкого слоистого материала, содержащего полимерную пластиковую пленку, нанесенную в виде слоя на вторую подложку с помощью ламинирующего термоплавкого безрастворного клеящего состава, в качестве материала упаковки для снижения загрязнения упакованных товаров, в частности пищевых продуктов, летучими компонентами упаковочного материала, такими, как мономеры или олигомеры. Такие летучие и/или мигрирующие компоненты могут включать изоцианаты и/или ароматические амины.
Используемые продукты питания могут быть выбраны из всех пищевых продуктов, которые упаковывали до настоящего времени или могут в будущем быть упакованы с применением слоистого упаковочного материала, описанного выше. В частности, они могут представлять собой такие товары, как медикаменты, закуски и кондитерские изделия, жидкие и влажные продукты питания, сухие продукты питания, кофе, чай и подобные продукты, продукты, подвергаемые тепловой обработке и обработке паром, а также продукты, обрабатываемые в автоклаве, но также свежие фрукты, свежие овощи, свежее мясо, рыбу и сыр, а также соответствующие продукты, предназначенные для глубокой заморозки и других способов хранения при низкой температуре. В этот список входит упаковка для вакуумного хранения, и упакованные пищевые продукты в соответствии с настоящим изобретением дополнительно включают готовые продукты питания, предназначенные для подогрева, а также напитки. Таким образом, настоящее изобретение включает упаковку для молока в виде пакета из пленки, а также фруктовых и овощных соков и алкогольных напитков, таких как вино.
Кроме того, такие слоистые материалы могут использоваться в качестве крышек для различных пищевых продуктов, напитков и упаковок медикаментов, а также в качестве стерильной упаковки пищевых продуктов и напитков, указанных выше. Кроме того, варианты использования других непищевых продуктов могут включить упаковку игрушек, например, для малых детей и грудных детей, которые могут брать такие изделия в рот, что тоже исключительно находится в пределах объема настоящего изобретения. Кроме того, предусматривается использование таких слоистых материалов для изготовления упаковочных коробок и мешочков для выпечки.
Сведения, подтверждающие возможность осуществления изобретения
Настоящее изобретение дополнительно иллюстрируется следующими не ограничивающими примерами.
Термоплавкие безрастворные клеящие составы были получены из различных термопластичных полимеров с использованием веществ, предназначенных для повышения клейкости, и пластификаторов, как показано в таблице 2.
Примеры 1-10
Термоплавкие безрастворные клеящие составы, соответствующие составам, представленным в примерах 1 и 7, наносили на подложки с использованием модифицированного ламинирующего устройства РАК 600 производства компании Kroenert, Гамбург, Германия. Структура этого устройства, в основном, аналогична показанной на фиг. 1А-1С. При использовании устройства такого типа возможно осуществлять прижим пленки клеящего состава непосредственно к первой подложке (1) с помощью прижимного ролика (5) или прижимать вторую подложку (4) к первой подложке и слою клея, снова с использованием прижимного ролика (5). При испытаниях были проверены обе методики. Температура нанесения термоплавкого безрастворного клеящего состава составляла 140°С для состава по примеру 1 и 110°С для состава по примеру 7. Эти составы проявили уровень вязкости, приемлемый для использования в примерах 1 и 7.
Покрытия наносили на полиэфирную пленку (Полиэстр RN 36, производства компании Pütz Folien, Taunusstein-Wehen, Германия) и пленки из полиэтилена высокой плотности (HDPE КС 3664.00, поставляемые компанией Mildenberger & Williung, Gronau, Германия).
Вес покрытия на единицу площади составлял 5-6 г/м2 при скорости работы устройства приблизительно 70 м/мин (в отдельных испытаниях был получен вес покрытия на единицу площади 2-3 г/м2).
Пленку клеящего вещества выпускали из щелевого наконечника для нанесения покрытия на различных расстояниях от первой подложки (1), которую покрывали клеем в ходе различных испытаний. В другом наборе экспериментов было определено, что расстояние щелевого наконечника от подложки можно изменять от нескольких миллиметров до 500 мм и больше, без существенного влияния на качество покрытия.
В случае, когда в этих экспериментах пленку клеящего вещества подавали из щелевого наконечника нанесения покрытия непосредственно на первую подложку с использованием прижимного ролика (5), на поверхность которого было нанесено антиадгезионное покрытие, было определено, что клеящий состав не прилипал к прижимному ролику. Давление прижима не измеряли, но прижимной ролик прижимали к подложке при давлении ламинирования от 7-8 бар.
Было определено, что клеящий состав, нанесенный на первую подложку, выходил из позиции прижима без захвата воздуха между слоем клея и первой подложкой.
В других испытаниях вторую подложку наносили в виде слоя на слой клея с помощью второго набора роликов, установленных на пути потока подложки после прижимного ролика (5). Эти слоистые материалы, полученные с использованием тех же пленок, также проверяли на образование полос, захват воздуха или другие дефекты ламинирования.
Полученные таким образом слоистые материалы не имели дефектов. Не наблюдались полосы захвата воздуха или какие-либо другие дефекты.
Аналогичные слоистые материалы были изготовлены с использованием таких же типов пленок, но с применением других клеящих составов, представленных в примерах 2-10 из таблицы 2. Были получены такие же хорошие результаты, как и с использованием клеящих составов по примерам 1 и 7.
При других испытаниях были получены обычные упакованные пищевые продукты, испытания которых проводили следующим образом.
Вариант выполнения А
Слоистые материалы были получены с использованием модифицированного ламинирующего устройства BillhÖfer "Coat 2000", как указано выше, которая была оборудована щелевым наконечником INATEC, с использованием пленки OPP-Films толщиной 20 мкм, которая поставляется под торговым наименованием "Propafilm RGP" компанией UCB Films.
Для испытания ламинирования на одни из пленок было нанесено печатное изображение, а другие были металлизированы, то есть поверхность с нанесенным печатным изображением одной пленки была соединена в виде слоя с металлизированной поверхностью другой пленки. Использовашийся термоплавкий безрастворный клеящий состав соответствовал примеру 7 из таблицы 2. В одном из испытаний вес покрытия термоплавкого безрастворного клея на единицу площади составлял 5 г/м2, во втором испытании 8 г/м2 и в еще одном примере 14 г/м2.
Приготовленные таким образом слоистые материалы затем подвергали испытаниям термической упаковки, которую обычно использует в отрасли упаковки.
Во всех случаях полученные слоистые материалы имели хорошее качество и не проявляли тенденции к расслоению при испытаниях термоупаковки.
Вариант выполнения В
Были приготовлены слоистые материалы на устройстве по варианту выполнения А с использованием двух пленок OPP-Films толщиной 20 мкм, поставляемых под торговым наименованием "Propafilm RGP" компанией UCB Films.
Для испытаний на ламинирование на одни пленки наносили печатное изображение и другие были металлизированы, то есть поверхность с нанесенным печатным изображением соединяли в виде слоя с металлизированной поверхностью. (Использовали различные чернила для печатного изображения, которые также отличались от варианта выполнения А).
Использованный термоплавкий безрастворный клеящий состав соответствовал примеру 9 из таблицы 2. В одном из испытаний вес покрытия на единицу площади термоплавким безрастворным клеем составлял 5 г/м2, во втором испытании 10 г/м2.
В обоих случаях полученные ламинирующие материалы имели хорошее качество и не проявляли тенденции к расслоению при испытаниях на тепловую упаковку (как в варианте выполнения А).
Вариант выполнения С
Были получены слоистые материалы (такие, как описано выше) с использованием двух пленок OPP-Films с толщиной 20 мкм, поставляемых под торговым наименованием "Trespaphan GND 20" компанией Trespaphan.
Для испытаний на ламинирование на одни пленки нанесли печатное изображение и другие были оставлены без изображения, то есть поверхность с нанесенным печатным изображением первой пленки соединили в виде слоя с поверхностью без изображения второй пленки. (Цвета печатного изображения отличались от вариантов выполнения А и В).
Использовашийся термоплавкий безрастворный клеящий состав соответствовал примеру 7 из таблицы 2. В одном из испытаний вес единицы поверхности покрытия термоплавким безрастворным составом составлял 2 г/м2, во втором испытании 5 г/м2, и в еще одном примере 10 г/м2.
Во всех случаях полученные слоистые материалы имели хорошее качество и не проявляли тенденции к расслоению при испытаниях на термоупаковку (как описано выше).
Вариант выполнения D
Слоистые материалы были приготовлены (как описано выше) с использованием РЕ-пленки толщиной 40 мкм, поставляемой компанией Huhtamaki, и PVC (поливинилхлоридной) пленки толщиной 400 мкм, поставляемой компанией MKF. Обе пленки были без печатного изображения. Такие слоистые материалы обычно используют для приготовления (способом теплового формования) стаканов, мисок или тарелок, которые могут закрываться крышкой, прикрепляемой тепловым способом. Обычно для упаковки пищевых продуктов вместо пленки PVC используют пленку АРЕТ (пленка из стереобеспорядочного полиэфира).
Слоистые материалы формировали как при поточном способе производства, то есть формирование слоистого материала из РЕ-пленки после нанесения на нее термоплавкого безрастворного клея, в одном потоке с пленкой PVC. В другом опыте РЕ-пленку с нанесенным термоплавким безрастворным клеящим составом сматывали в рулон и позже (таким образом, при автономном производстве) РЕ-пленку с покрытием наносили тепловым способом на пленку PVC.
Термоплавкие безрастворные клеящие составы, используемые в этих опытах, соответствовали примеру 10 из таблицы 2. Вес единицы площади покрытия составлял 10 г/м2.
В обоих случаях, то есть при использовании слоистых материалов, полученных поточным способом, и при автономном производстве слоистых материалов, получаемые слоистые материалы имели отличную чистоту и прочность соединения слоев и не проявляли каких-либо признаков расслоения при тепловом формовании слоистых материалов и при тепловом соединении крышек формованных тарелок.
Вариант выполнения Е
Слоистые материалы были приготовлены с использованием обычного способа "непосредственного нанесения покрытия" (то есть при наличии контакта между щелевым наконечником и подложкой) с использованием пленок РЕТР (полиэтилентерефталат) толщиной 36 мкм, поставляемых как продукт Mylar RN 36 компанией DuPont Teijin Films, и пленок РЕ толщиной 40 мкм производства компании Transpac.
Обе пленки использовались без нанесения печатного изображения. Использованный термоплавкий безрастворный клеящий состав соответствовал примеру 7 из таблицы 2. В одном из испытаний вес на единицу площади покрытия из термоплавкого безрастворного клея составлял 5 г/м2, во втором испытании 11 г/м2 и в еще одном примере 20 г/м2.
Все слоистые материалы проявили высокую прочность ламинирования, очень хорошую чистоту и отсутствие каких-либо признаков расслоения при испытаниях на термоупаковку (как описано выше).
Слоистые материалы, изготовленные такими способами непосредственного нанесения покрытия, однако, были липкими, то есть, клеящий состав не формировал закрытый, идеальный слой между двумя пленками при весе наносимого покрытия на единицу площади менее 20 г/м2.
Слоистые материалы, описанные в вариантах выполнения А-С и Е, оказались пригодными для обычных вариантов применения "заполнения формы и герметизации". В этих случаях слоистые материалы подавали в устройство упаковки пищевых продуктов (такое, как устройство для упаковки в пакеты) и первоначально соединяли для формирования структуры в виде трубы на этапе продольного соединения. Пищевой продукт, предназначенный для упаковки, затем помещали в соответствующую секцию трубы из пленки и упаковку затем заканчивали путем формирования прозрачных герметичных швов поперек трубы с обеих сторон порций пищевого продукта, которые отделяли порции пищевого продукта друг от друга и в которых упакованные продукты можно было затем отрезать от остальной части трубы.
Реферат
Изобретение относится к технологии получения гибких упаковочных материалов для пищевых продуктов, в частности к слоистому материалу, использованию слоистого материала для упаковки пищевых продуктов, напитков, медикаментов и игрушек и к соответствующей упаковке. Материал является слоистым материалом типа пленка-с-пленкой и пленка-с-фольгой, пригодным для обычной упаковки пищевых продуктов, с использованием термоплавких безрастворных клеящих составов. Такие слоистые материалы не содержат летучих загрязняющих веществ, в особенности мигрирующих изоцианатов и ароматических аминов. 7 н. и 17 з.п. ф-лы, 2 табл., 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Многослойная пленка для упаковки сыра, упаковка и способ ее изготовления
Комментарии