Способ получения паяного соединения - RU2762324C1
Код документа: RU2762324C1
Чертежи
Описание
Изобретение относится к технологии изготовления металлостеклянных изделий, преимущественно для электротехнической промышленности, предназначенных для эксплуатации в условиях повышенных электрической и механической нагрузок, таких как разъемы, гермовводы и т.п., и может быть использовано в радиотехнической, электронной и электротехнической промышленности, там, где к изделиям предъявляются высокие требования по Электропрочности и герметичности при воздействии высоких давлений.
В электронной технике широко применяются электропрочные гермовводы, в которых в качестве изолятора между токовводом и корпусом гермоввода используется стекло, закрепленное методом высокотемпературной пайки по типу глазкового соединения. В этом случае герметичность, электропрочность и надежность гермоввода во многом определяются отсутствием пузырей, создающих неплотность зоны соединения стекла с металлами токоввода и корпуса, неоднородность стекла и концентрацию напряжений.
Известен способ соединения стекла с металлом или ферритом [SU №1587023, МПК С03С 27/02, опуб. 23.03.90], включающий предварительную обезгаживающую термообработку металлической детали при температуре выше температуры спаивания в контролируемой атмосфере азота, сборку со стеклом, ступенчатый нагрев до температуры спаивания и охлаждение с разными скоростями в контролируемой атмосфере, например азоте.
С помощью данного способа удается снизить количество пузырей в стекле, однако недостатком является то, что предварительное обезгаживание металла и ступенчатый нагрев до температуры пайки в контролируемой атмосфере газа являются частичными условиями полного удаления выделяющихся при пайке газов. Нагрев металлической детали до температуры выше температуры пайки сопровождается значительной потерей прочностных свойств металла. Кроме того, способ не обеспечивает удаление газов из зазоров между металлом и стеклом, образующихся при сборке, что при спаивании приводит к формированию пузырей в зоне контакта металла со стеклом.
Известен способ получения паяного соединения металла со стеклом [RU №2148038, МПК С03С 27/02, опуб. 27.04.2000 г, бюл. №12], включающий подготовку деталей и их сборку, предварительный подогрев металлической детали до температуры, превышающей температуру нагрева под спайку, ее охлаждение, последующий нагрев деталей в среде защитного газа до температуры спайки, выполнение спайки путем формирования спая натеканием размягченного стекла на металлическую деталь и выдержки деталей при температуре спайки, охлаждение деталей. Предварительный подогрев производят после сборки, при этом осуществляют одновременно подогрев стеклянной детали от нагретой металлической детали, а охлаждают детали после предварительного подогрева в потоке защитного газа до потери ими красного свечения.
Данным способом обеспечивается снижение газосодержания в спае путем сборки деталей спая, предварительного подогрева металлической детали токами высокой частоты в проточном защитном газе до температуры, превышающей температуру пайки, ее охлаждения до потери красного свечения, нагрева и выдержки в проточном защитном газе при температуре пайки и охлаждения. Спай формируется созданием условий для натекания размягченного стекла на металлическую деталь и вытеснения газа из зоны контакта.
Недостатком известного способа является то, что нагрев металлической детали до температуры выше температуры пайки приводит к значительной потере прочностных свойств металла, а проточный защитный газ при нагреве и пайке обеспечивает частичное удаление газов из зазоров, а также выделяющихся газов из металла и стекла.
Наиболее близким к предлагаемому и принятым за прототип является способ получения паяного соединения [RU №2730959, МПК С03С 27/02, опубл. 26.08.2020 г], включающий сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей, во время которой токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона с выдержкой при температуре пайки 20-30 мин и последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем с выключенной печью.
В прототипе пайку осуществляют одновременно с прессованием стеклянной детали пуансонами (один из которых - подвижный), изолированными от стеклянной детали графитовыми шайбами, выполненными с высоким классом чистоты поверхности, причем прессование осуществляют с условием обеспечения удельного давления на стеклянную деталь (0,045-0,055) кг/см2 при температуре (860±10)°С. В прототипе усилие прессования обеспечивает «приближение» размягченного стекла к цилиндрическим поверхностям токоввода и корпуса, вытесняя из зазоров сборки газ, который является источником пор в металлостеклянном соединении и пузырей в стекле готового гермоввода.
Однако, прототип имеет следующие недостатки. Для пайки с одновременным прессованием требуется сложная прессформа, включающая металлические пуансоны, графитовые шайбы с высокой точностью и высоким классом чистоты поверхности, а также грузы, обеспечивающие заданное удельное давление на стеклянную деталь. Прессование стекла осуществляется шайбами из графита, имеющего слоистую чешуйчатую структуру, поэтому при пайке под действием усилия прессования чешуйки могут внедриться в расплав стекла по всей площади контакта с графитом и остаться на поверхности сформированного торца стеклянного изолятора. Из-за электропроводности графита внедренные чешуйки могут привести к снижению сопротивления изоляции или короткому замыканию, и, таким образом, к браку продукции. Учитывая, что в способе осуществляется прессование двух торцев стеклянного изолятора, вероятность брака продукции достаточно велика. Кроме того, при нагреве в среде аргона, газы, вытесняемые стеклом из зазоров и выделяющиеся с поверхностей сборочных единиц, в том числе кислород, остаются в объеме печи и приводят к образованию на поверхности металлической детали (корпуса гермоввода), в том числе из стали 12Х18Н10Т, окисной пленки с цветами побежалости. Наличие окисной пленки на корпусе ограничивает применение гермовводов, например, предназначенных для крепления методом сварки.
Задачей и техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение качества спая при обеспечении высоких показателей электропрочности и герметичности паяного соединения.
Технический результат достигается тем, что способ получения паяного соединения, включающий сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей, во время которой токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона с выдержкой при температуре пайки 20-30 мин и последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем с выключенной печью, согласно изобретения дополнительно перед пайкой сборку вакуумируют и нагревают до температуры (700±10)°С с последующей выдержкой в вакууме при указанной температуре в течение 20-30 минут.
Дополнительное введение перед пайкой операций вакуумирования и нагрева сборки до температуры (700±10)°С с последующей выдержкой в вакууме при указанной температуре в течение 20-30 минут обеспечивает получение беспористого соединения металла со стеклом, однородного беспористого стеклянного изолятора, в котором отсутствуют, в отличие от прототипа, чешуйки графита на поверхности стекла, а также отсутствует и окисление металла корпуса, что повышает качество спая при обеспечении герметичности и электропрочности паяного соединения. Положительный эффект достигается за счет того, что вакуумированием при нагреве и выдержке при (700±10)°С обеспечивается удаление газа из зазоров между прилегающими поверхностями: боковыми поверхностями металлической детали (корпуса), токоввода и стеклянной детали; торцем стеклянной детали и формы, а также торцами наборных стеклянных деталей. Также положительный эффект достигается удалением в том числе газов, адсорбированных на поверхностях сборочных единиц и формы. При этом подачей аргона при последующих нагреве до температуры пайки, выдержке и охлаждении исключается пузырение стекла.
Известно, что нагревом до температуры моллирования (Тм) достигается относительно текучее состояние стекла, при котором стекло медленно деформируется под действием собственного веса. Для пайки гермовводов используются молибденовые стекла, для которых Тмнаходится в диапазоне 680-720°С [Справочник по производству стекла. Том I. Под ред. И.И. Китайгородского. М.: Госстройиздат, 1963-1028 с.] Опытным путем было установлено, что при температуре (700±10)°С молибденовое стекло в сборке размягчается и в течение 20-30 мин полностью заполняет зазоры. Созданные условия обеспечивают плотный контакт размягченной стеклянной детали с поверхностями корпуса, токоввода и формы, причем с формой только одним торцем, и, следовательно, исключают формирование пор и пузырей в зонах контакта металла со стеклом. Далее для обеспечения условий смачивания и химико-диффузионного взаимодействия металлов со стеклом требуется снижение вязкости стекла до жидкотекучего состояния путем повышения температуры. Однако при увеличении температуры выше температуры моллирования происходит резкое экспоненциальное снижение вязкости стекол до жидкотекучего состояния, после достижения которого в условиях вакуума в расплаве стекла в относительно короткое время будет стимулироваться рост, так называемых вторичных, газовых пузырей [Справочник по производству стекла. Том I. Под ред. И.И. Китайгородского. М.: Госстройиздат, 1963-1028 с. ]. В заявляемом изобретении проблема пузырения стекла решается заполнением объема печи аргоном с избыточным давлением сразу после окончания выдержки при (700±10)°С, до достижения стеклом жидкотекучего состояния, исключает рост газовых пузырей в стекле. Дальнейшее повышение температуры до температуры пайки, выдержка при температуре пайки и охлаждение также проводятся в среде аргона, предотвращающей образование пузырей в объеме стекла и в соединении с металлом.
При разработке конструкции изделий с металлостеклянными спаями требуются стеклянные детали определенных геометрических размеров. Однако на практике выбор стеклянных деталей с необходимыми размерами часто ограничен возможностями производства, поэтому в качестве стеклянной детали может быть использована наборная стеклянная деталь, т.е. набор стеклянных деталей, которые при сборке устанавливают пирамидально друг на друга.
Таким образом, заявляемый способ позволяет получить высококачественное паяное соединение без пор и пузырей в стекле и зоне контакта металла со стеклом, обеспечивая изготовление надежных электропрочных и герметичных соединений, снизив производственный брак.
Наличие в заявляемом изобретении признаков, отличающих его от прототипа, позволяет считать его соответствующим условию «новизна».
Новые признаки, которые содержит отличительная часть формулы изобретения, не выявлены в технических решениях аналогичного назначения. На этом основании можно сделать вывод о соответствии заявляемого изобретения условию «изобретательский уровень».
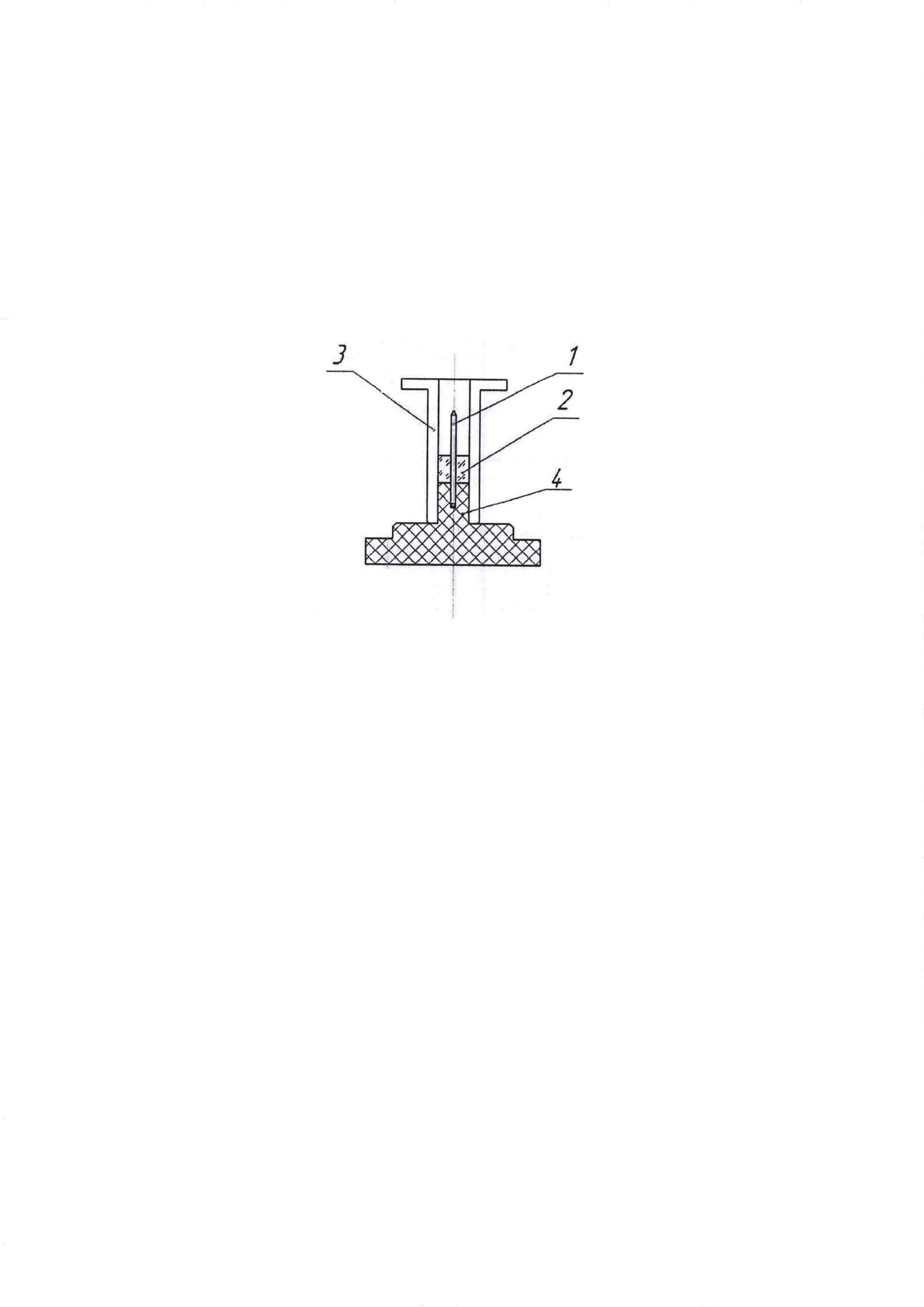
Изобретение иллюстрируется чертежом (фиг.), где представлено устройство, реализующее заявляемый способ.
Способ осуществляется следующим образом.
Вначале осуществляют сборку гермоввода из, по крайней мере, одного узла токоввода 1 и охватывающих его стеклянной 2 и металлической деталей 3 (корпуса). Для сборки используют форму (фиг.), представляющую собой фиксатор 4, выполненный из графита, в котором фиксируют токоввод 1 со стеклянной деталью 2. После чего фиксатор 4 с токовводом 1 и стеклянной деталью 2 размещают также в отверстии корпуса 3 и фиксируют в нем. Полученную сборку вакуумируют и нагревают до температуры (700±10)°С с выдержкой в вакууме при указанной температуре в течение 20-30 минут. алее осуществляют пайку в среде аргона с выдержкой при температуре пайки 20-30 мин. Затем гермоввод охлаждают со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем с выключенной печью. При этом в результате заявляемого способа нижний торец стеклянной детали 2 формируется только под действием силы тяжести, что определяет слабое адгезионное взаимодействие расплава стекла с графитом. Поэтому чешуйки графита прилипают слабо и точечно к нижнему торцу стеклоизолятора 2 и могут быть легко удалены промывкой. На верхнем торце стеклоизолятора 2 в процессе пайки в условиях отсутствия контакта с графитом, в отличии от прототипа, формируется чистый мениск. В результате минимизации прилипания чешуек графита к стеклу повышается стабильность поверхностного электросопротивления стеклоизолятора, электропрочность и надежность гермоввода, снижается производственный брак.
Кроме того, способ обеспечивает создание безокислительной среды во время пайки за счет того, что из объема печи при вакуумировании удаляются воздух и адсорбированные газы, а затем объем заполняется аргоном, который является инертным газом. В итоге на поверхности корпуса гермоввода не образуется окисная пленка, и после пайки корпус имеет металлический блеск без цветов побежалости, что не потребует введения операций очистки окисной пленки, например перед сваркой, существенно снижая трудозатраты.
Пример конкретного выполнения.
Предлагаемым способом было изготовлено более 4000 гермовводов, представляющих собой цилиндрический корпус 3 из нержавеющей стали 12Х18Н10Т, в центральной части которого с помощью одной стеклянной детали 2 из стекла С52-1 закреплен коваровый токоввод 1 (фиг.). Сборку корпуса 3, штыря 1 и стеклянной детали 2 осуществляли следующим образом: в фиксаторе 4 устанавливали токоввод 1, затем на токоввод 1 надевали одну стеклянную деталь (или наборную стеклянную деталь) 2. Далее корпус 3 надевали на фиксатор 4 с токовводом 1 и стеклянной деталью 2. Полученную сборку помещали в вакуумную печь, откачивали воздух, создавая вакуум от 25 до 10-3 мм рт.ст., затем сборку нагревали до температуры (700±10)°С и выдерживали при указанной температуре в течение 20-30 минут, поддерживая заданный вакуум. Далее объем печи заполняли аргоном избыточным давлением 0,02 МПа, при этом температуру повышали до температуры пайки (1000±10)°С и выдерживали 20-30 мин в среде аргона при температуре (1000±10)°С. Охлаждали сборку в среде аргона со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем с выключенной печью. После охлаждения пуансон и шайбу извлекали из спаянного гермоввода.
Качество изготовленных гермовводов оценивали по результатам контроля внешнего вида, электрических параметров и герметичности. Контролем внешнего вида не обнаружено пузырей на поверхности и в объеме стекла, а также в зонах контакта стекла с корпусом и штырем; не обнаружено следов графита на поверхности стекла и цветов побежалости на корпусе. Контролем электрических параметров установлено, что сопротивление изоляции между штырем и корпусом составляет не менее 1000 МОм при напряжении 500 В, электрическая прочность изоляции между штырем и корпусом выдерживает без пробоя и поверхностного перекрытия действие испытательного напряжения 500 В. При проверке на герметичность газовой смесью в течение (10±1) мин давлением 11,9 МПа скорость натекания не превысила 1,3⋅10-11 м3Па/с. Производственный брак составил менее 0,2%. После изготовления гермовводы без дополнительных операций механической или гальванической очистки окисной пленки с поверхности корпуса установили методом сварки в стальной корпус изделия, что позволило сократить трудозатраты.
Таким образом, представленные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- средство, воплощающее заявляемый способ при его осуществлении, относится к технологии изготовления металлостеклянных изделий, преимущественно для электротехнической промышленности, предназначенных для эксплуатации в условиях повышенных электрической и механической нагрузок, таких как разъемы, гермовводы;
- средство, воплощающее заявленное изобретение при его осуществлении, предназначено для обеспечения повышения качества спая при обеспечении высоких показателей электропрочности и герметичности паяного соединения;
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью описанных в заявке и известных до даты приоритета средств и методов.
Следовательно, заявляемое изобретение соответствует условию «промышленная применимость».
Реферат
Изобретение относится к технологии изготовления металлостеклянных изделий, преимущественно для электротехнической промышленности, предназначенных для эксплуатации в условиях повышенных электрической и механической нагрузок, таких как разъемы, гермовводы. Способ получения паяного соединения включает сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей. Во время сборки токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали. Последующую пайку в среде аргона с выдержкой при температуре пайки 20-30 мин и последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем с выключенной печью. Перед пайкой сборку вакуумируют и нагревают до температуры (700±10)°С с последующей выдержкой в вакууме при указанной температуре в течение 20-30 минут. Технический результат - повышение качества спая при обеспечении высоких показателей электропрочности и герметичности паяного соединения. 1 з.п. ф-лы, 1 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ получения паяного соединения
Комментарии