Технологическая линия для получения стеклянных металлизированных нитей из волокон, изготовленных из термопластичного материала - RU2755292C1
Код документа: RU2755292C1
Чертежи


Описание
Изобретение относится к технологической линии для получения стеклянных металлизированных нитей из волокон, изготовленных из термопластичного материала и может использоваться на заводах по производству стеклянных нитей и изделий на их основе.
Известна установка для металлизации диэлектрических волокон (авт. св-во №9812165, кл. С03В 37/12, публ. 15.12.82 г), содержащая размещенные по ходу технологического процесса реактор для нанесения покрытия, нагреватели, вибратор, питающую и приемную катушки, вакуумные камеры, соединенные с реактором, вибратор, выполненный в виде эбонитового стержня, другой нагреватель установлен после реактора и вибратор - перед реактором, а катушки помещены в вакуумные камеры.
Недостатком такой установки является то, что она неприменима для получения равномерных стеклянных волокон с заданным сопротивлением.
Известно устройство для жидкостного нанесения металлического покрытия на волокна (патент №2469123, кл. С03С 2/00, публ. 27.11.2009 г), включающее ванну жидкого расплавленного металла через которую протягивают волокно, распределитель порошка, содержащий вибрационную лопатку для насыпания металлического порошка, модуль питания металлическим порошком содержит множество распределителей порошка, модуль эмиссии волокна, модуль нанесения покрытия на волокно, содержащий тигель и модуль приема волокна.
Недостатком этого устройства является сложность ведения процесса и низкая производительность.
Наиболее близкой по технической сущности к достигаемому эффекту является установка для производства металлизированного стекловолокна (а.с. СССР №144588, кл. 32а., 25, публ. 1962 г.), состоящая из ванной стекловаренной печи с фильерной пластинкой в ее дне, расправочного валика, ванны с расплавленным металлом для покрытия им стекловолокна, намоточного барабана, фильерная пластинка выполнена с несколькими попарно расположенными по ширине пластинки фильерными отверстиями и снабжена индивидуальными для каждой пары рядов отверстий расправочными валиками, ваннами для расплавленного металла и общим для всех фильерных рядов пластинки намоточным барабаном.
Недостатком данного изобретения является сложная конструкция установки, которая не позволяет получать волокно текстильного назначения с необходимой стабильностью процесса (в технологической линии заложены значительные перегибы волокон по траектории их движения).
Техническим результатом предлагаемой технологической линии является получение стеклянных металлизированных нитей с высокой степенью электропроводности, устойчивостью к трению и изгибу, что позволяет изготавливать текстильные изделия с высокими техническими показателями.
Технический результат достигается тем, что технологическая линия для получения стеклянных металлизированных нитей из волокон, изготовленных из термопластичного материала, при этом плавильноформующее устройство с корпусом, боковыми стенками и фильерной пластиной в дне, узел плавления и нанос легкоплавкого металла, наматывающее устройство, причем фильерная пластина расположена в дне корпуса, снабжена фильерными насадками и расположена под углом 30-60 град. по отношению к вертикальной оси поперечного сечения корпуса плавильноформующего устройства, при этом, траектория движения волокон во время работы находится перпендикулярно плоскости фильерной пластины, а шаг между фильерными насадками в продольном направлении фильерной пластины в дне находится в пределах 5-10 мм, плавление и нанос на волокно легкоплавкого металла происходит в тонком слое металла толщиной 0,5-5 мм, вытекающего из узла плавления и наноса легкоплавкого металла через щелевое отверстие в верхней части ее, причем слой расплава имеет форму в виде полусферы со стабильными кромками в продольном направлении устройства плавления и наноса легкоплавкого металла, длина щелевого отверстия больше 0,5 расстояния между крайними фильерными насадками фильерной пластины, формование комплексной нити происходит в нитесборнике замасливающего устройства, химическая композиция в виде спирто-канифолиевого замасливателя, наносимая на вытягиваемое волокно на замасливающем устройстве с нитесборником, включает мас. %:
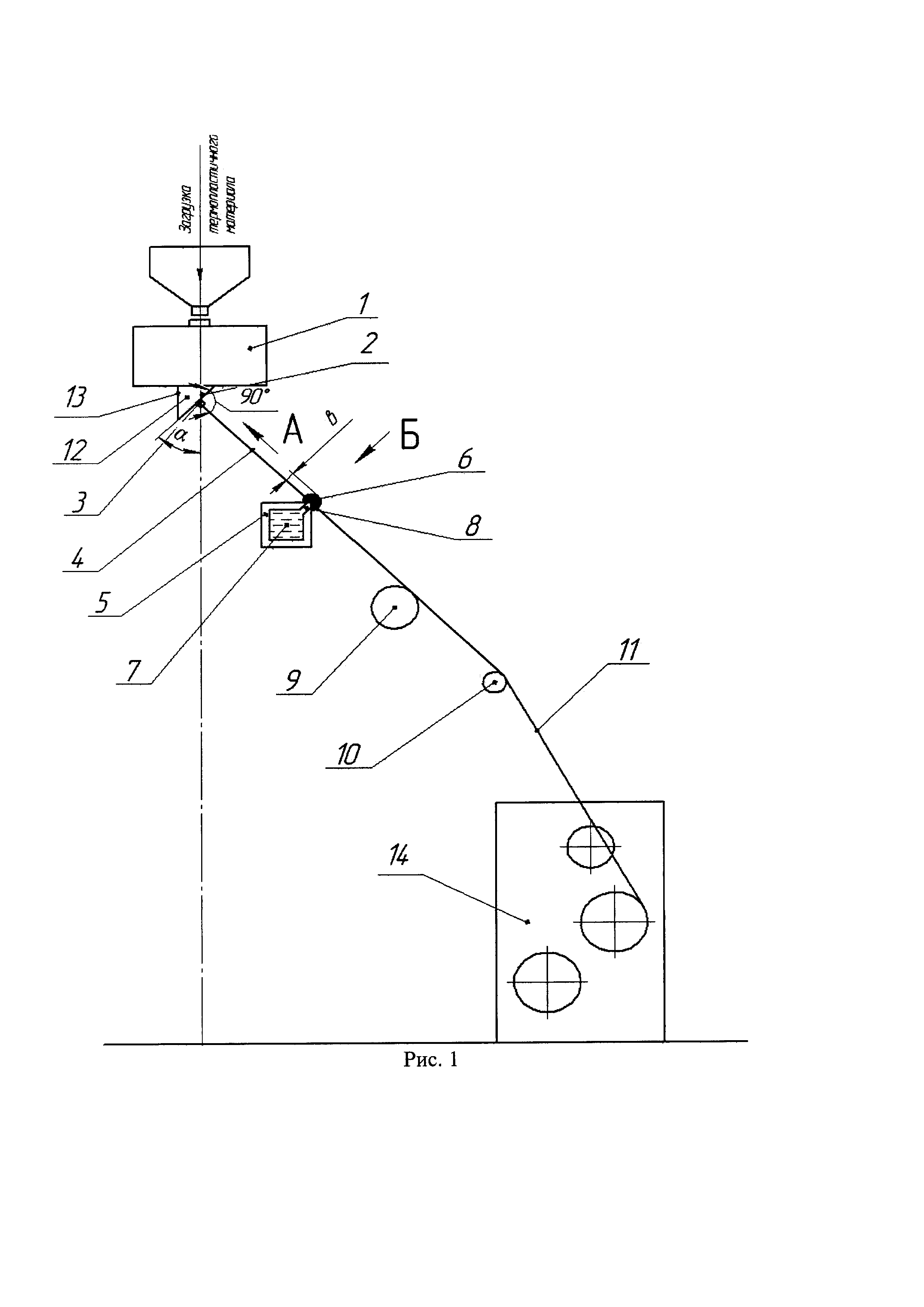
Технологическая линия включает в себя плавильноформующее устройство (1) с корпусом с боковыми стенками (13) и фильерной пластиной (2) в дне, снабженной фильерными насадками (3), узел плавления и наноса легкоплавкого металла (5), замасливающее устройство (9), нитесборник (10) замасливающего устройства (9), наматывающее устройство (14).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предлагаемая технологическая линия работает следующим образом.
1. Фильерная пластина (2) рис. 1 в дне корпуса, снабженная фильерными насадками (3) расположена под углом 30-60 град. по отношению к вертикальной оси поперечного сечения корпуса плавильноформующего устройства (1), при этом траектория движения волокон (4) во время работы находится перпендикулярно плоскости фильерной пластины (2). Если угол расположения фильерной пластины (2) будет меньше 30°, то установка будет неработоспособна из-за возможного застоя стекломассы с возможной кристаллизацией расплава стекла в соединении боковой стенки (13) корпуса (12) плавильноформующего устройства (1) и фильерной пластины (2) в дне, образующие острый угол. Если угол расположения фильерной пластины (2) будет больше 60°, то возникнут проблемы с организацией наноса расплава легкоплавкого металла, который вытекает из плавильной камеры (7) через щелевое отверстие (8) в верхней части ее. По существу, невозможно будет обеспечить во время работы траекторию движения волокон (4) перпендикулярно плоскости фильерной пластины (2), что приведет к повышенной обрывности волокон на фильерных насадках (3).
2. Шаг (а) рис. 2 между фильерными насадками (3) рис. 1 в продольном направлении фильерной пластины (2) в дне находится в пределах 5-10 мм. Если шаг (а) рис. 2 между фильерными насадками (3) будет меньше 5 мм, то возможно слипание волокон в вытекающем из плавильной камеры (7) расплаве легкоплавкого металла, что приведет к локальной интенсификации уноса расплава легкоплавкого металла слипшимися волокнами, особенно в средней части щелевого отверстия (8) плавильной камеры (7). Если шаг (а) рис. 2 между фильерными насадками (4) будет больше 10 мм, то возникнут дополнительные затраты драгоценных металлов для изготовления плавильноформующего устройства (2).
3. Плавление и нанос с помощью узла плавления и нанос (5) легкоплавкого металла на волокно легкоплавкого металла происходит в тонком слое металла (в) (6) рис. 1 0,5-5 мм, вытекающего из плавильной камеры (7) через щелевое отверстие (8) в верхней части ее, причем слой расплава (6) должен иметь форму в виде полусферы со стабильными кромками в продольном направлении узла плавления и наноса (5) легкоплавкого металла. Если толщина слоя (в) рис. 1 легкоплавкого металла будет меньше 0,5 мм, то будет наблюдаться дефицит вытекающего расплава через щелевое отверстие (8), что не позволит организовать стабильный процесс наноса расплава легкоплавкого металла на волокно. Если толщина слоя (в) рис. 1 легкоплавкого металла будет больше 5 мм, то будет невозможно создать слой расплава на щелевом отверстии (8) плавильной камеры (7) в виде полусферы со стабильными кромками в продольном направлении узла плавления и наноса расплава легкоплавкого металла на волокно.
4. Длина (с) рис. 3 щелевого отверстия (8) должна быть больше 0,5 расстояния (d) рис. 2 между крайними фильерными насадками фильерной пластины (2). Если длина (d) рис. 2 щелевого отверстия будет менее 0,5 расстояния между крайними фильерными насадками (3) фильерной пластины (2), то появится необходимость формирования нити из волокон в нитесборнике со значительным углом их сбора - это может приводить к большой обрывности волокон при формировании ее.
5. Химическая композиция в виде спирто-канифоливого замасливателя, наносимая на вытягиваемое волокно на замасливающем устройстве включает в себя мас. %:
В данной рецептуре замасливателя канифоль является основным клеющим веществом, которое позволяет получить в конечном итоге нить без дополнительного ворса на ней.
Если в составе замасливателя канифоли меньше 2,15 мас. %, то будет наблюдаться ворсистость нити, что приведет к снижению ее качества.
Если в составе замасливателя канифоли больше 2,45 мас. %, то на полученной нити может быть повышенный нанос сухого остатка замасливателя, превышающий регламентируемые показатели.
Дебутилсебацинат (пластификатор) обеспечивает получение эластичных свойств нитей.
Если в составе замасливателя дебутилсебацината будет меньше 4,2 мас. %, нить получается жесткой с образованием на поверхности ворса.
Если в составе замасливателя дебутилсебацината будет больше 4,7 мас. %, то на полученной нити может быть повышенный нанос сухого остатка замасливателя, превышающий регламентируемые показатели.
Реферат
Изобретение относится к технологической линии для получения стеклянных металлизированных нитей из волокон, изготовленных из термопластичного материала. Технический результат - получение стеклянных металлизированных нитей для дальнейшей их переработки в текстильные изделия с высокими техническими показателями. Технологическая линия включает плавильно-формующее устройство с корпусом, боковыми стенками и фильерной пластиной в дне, узел плавления и нанос легкоплавкого металла, наматывающее устройство. Фильерная пластина расположена в дне корпуса, снабжена фильерными насадками и расположена под углом 30-60 град по отношению к вертикальной оси поперечного сечения корпуса плавильно-формующего устройства. Траектория движения волокон во время работы находится перпендикулярно плоскости фильерной пластины. Шаг между фильерными насадками в продольном направлении фильерной пластины в дне находится в пределах 5-10 мм, плавление и нанос на волокно легкоплавкого металла происходит в тонком слое металла толщиной 0,5-5 мм, вытекающего из узла плавления и наноса легкоплавкого металла через щелевое отверстие в верхней части ее. Слой расплава имеет форму в виде полусферы со стабильными кромками в продольном направлении устройства плавления и наноса легкоплавкого металла. Длина щелевого отверстия больше 0,5 расстояния между крайними фильерными насадками фильерной пластины. Формование комплексной нити происходит в нитесборнике замасливающего устройства. Химическая композиция в виде спиртоканифолиевого замасливателя, наносимая на вытягиваемое волокно на замасливающем устройстве с нитесборником, включает, мас. %: канифоль 2,15-2,45; дебутилсебацинат 4,20-4,70; спирт этиловый до 100%. 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления непрерывной нити
Технологическа лини в.ф. кибола дл производства высокосиликатных неорганических волокон из горных пород (варианты)
Комментарии