Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов и устройство для его осуществления - RU2554358C1
Код документа: RU2554358C1
Чертежи
Описание
Группа изобретений относится к способам получения малогабаритных атомных ячеек с парами атомов щелочных металлов и к устройствам для их изготовления и может быть использована при изготовлении квантовых магнитометров и малогабаритных атомных часов.
Стеклянные ячейки, наполненные парами атомов щелочных металлов, применяют в малогабаритных атомных часах, стандартах частоты СВЧ- диапазона, ядерных гироскопах и квантовых магнитометрах с оптической накачкой. Для создания компактных приборов необходимы малогабаритные атомные ячейки.
Наиболее близким аналогом предлагаемому является способ получения стеклянной ячейки, наполненной парами атомов щелочных металлов, представляющей собой изготовленную традиционным стеклодувным способом малогабаритную колбу цилиндрической или сферической формы с приваренным отростком (штенгелем), через который осуществляется заполнение ячейки парами щелочного металла и буферным газом и последующая герметизация ячейки путем отпайки (заваривания) штенгеля [Knappe S, Velichansky V, Robinson H G, Kitching J, Hollberg L, "Compact atomic vapor cells fabricated by laser induced heating of hollow-core glass fibers." Rev. Sci. Instrum. 74, 3142-5(2003)]. Способ изготовления таких ячеек включает приварку штенгеля из тонкостенной трубки к корпусу ячейки (колбы), представляющей собой тонкостенный стеклянный стаканчик, предварительный нагрев торца ячейки и окна, приварку окна к торцу ячейки и их совместный отжиг излучением CO2-лазера, подключение ячейки через штенгель к откачному посту, откачку ячейки и ее предварительную термообработку, заполнение термообработанной ячейки рубидием, заполнение смесью рабочих газов и герметизацию путем отпайки штенгеля, для чего штенгель нагревается как можно ближе к колбе до температуры размягчения стекла и заваривается благодаря разнице давления снаружи колбы (атмосферное давление) и внутри колбы (давление рабочих газов). Однако использование при стеклодувном изготовлении ячеек газовых горелок не позволяет изготовить ячейки с характерными размерами порядка нескольких миллиметров и качественными оптически однородными по всему сечению окнами, а также уменьшить длину штенгеля при отпайке от откачного поста до нескольких миллиметров, поскольку при этом размягчению и деформации подвергаются также колба и окна ячейки. Все это увеличивает габариты ячейки, по крайней мере, до значений, превышающих 8 мм, что снижает ее оптические свойства (возникает неоднородное по сечению преломление, и меняется поляризация проходящего через окна пучка света) и эксплуатационные свойства (наличие отростка требует особых технических подходов для размещения ячейки в аппаратуре, что зачастую увеличивает ее габариты), ухудшает весогабаритные характеристики и энергопотребление аппаратуры.
Наиболее близким аналогом предлагаемому является устройство для изготовления ячеек, наполненных парами атомов щелочных металлов, включающее вакуумную камеру, ампулу, устройство для вскрытия ампулы, расположенные в отдельном вакуумированном отсеке, отделенном от вакуумной камеры затвором, устройство для перемещения ампулы из отсека в вакуумную камеру [Заявка на патент US 2012321433, опубл. 20.12.2012].
Недостатками известного устройства являются неэкономичное использование и невозможность дозированного заполнения ячейки дорогостоящим изотопом щелочных металлов и невозможность их герметизации.
Техническим результатом предлагаемой группы изобретений является миниатюризация стеклянной ячейки, улучшение светопропускания всех ее стенок, исключение пространственно неоднородного преломления и изменения поляризации проходящего через стенки пучка света, улучшение эксплуатационных свойств ячеек, что в итоге приводит к улучшению метрологических характеристик ячеек или аппаратуры с применением этих ячеек, в частности улучшению отношения полезного сигнала к шуму, повышению кратковременной и долговременной стабильности частоты (для атомных часов), чувствительности (для квантовых магнитометров), уменьшению весогабаритных показателей аппаратуры, а также экономии дорогостоящего изотопа щелочного металла.
Указанный технический результат достигается тем, что в способе изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов, включающем предварительный нагрев окна и торца заготовки ячейки, приварку окна к одному из торцов заготовки ячейки и их отжиг излучением CO2-лазера, предварительную термообработку заготовки ячейки, откачку и последующее ее заполнение парами щелочного металла, заполнение смесью буферных газов и герметизацию, предварительную термообработку заготовки ячейки и заполнение ее щелочным металлом проводят в вакууме, после заполнения термообработанной заготовки ячейки щелочным металлом напыленный металл с внутренних стенок заготовки ячейки, прилегающих ко второму его торцу, испаряют излучением CO2-лазера, проводят заполнение смесью буферных газов, а затем герметизируют ячейку путем установки прозрачного окна на втором торце заготовки ячейки и его приварки к этому торцу излучением CO2-лазера.
Указанный технический результат достигается также тем, что в качестве щелочного металла используют рубидий, цезий или калий.
Указанный технический результат достигается также тем, что устройство для заполнения ячеек щелочным металлом, включающее вакуумную камеру, отделенную затвором от герметичного отсека для размещения дозатора и устройства для его вскрытия, механизм доставки дозатора из отсека в вакуумную камеру, вакуумные насосы, дополнительно содержит лазерную систему, а вакуумная камера содержит карусель с гнездами для заготовок ячеек, нагреватель заготовок ячеек, механизм укладки крышек, смотровое окно, окно, прозрачное для лазерного излучения, приводы для вращения заготовок ячеек и поворота карусели, натекатели для ввода в вакуумную камеру инертных газов и расположенные вне вакуумной камеры резервуары инертных газов.
Указанный технический результат достигается также тем, что лазерная система содержит CO2-лазер, лазер-гид, смесительное зеркало, отражающее зеркало и фокусирующую линзу.
Указанный технический результат достигается также тем, что дозатор выполнен в виде стеклянной ампулы с капиллярным выходом и круговой насечкой в месте вскрытия.
Указанный технический результат достигается также тем, что устройство для вскрытия дозатора выполнено в виде упора.
Указанный технический результат достигается также тем, что в качестве затвора используют шиберный затвор.
Сущность предлагаемой группы изобретений поясняется фиг.1-3.
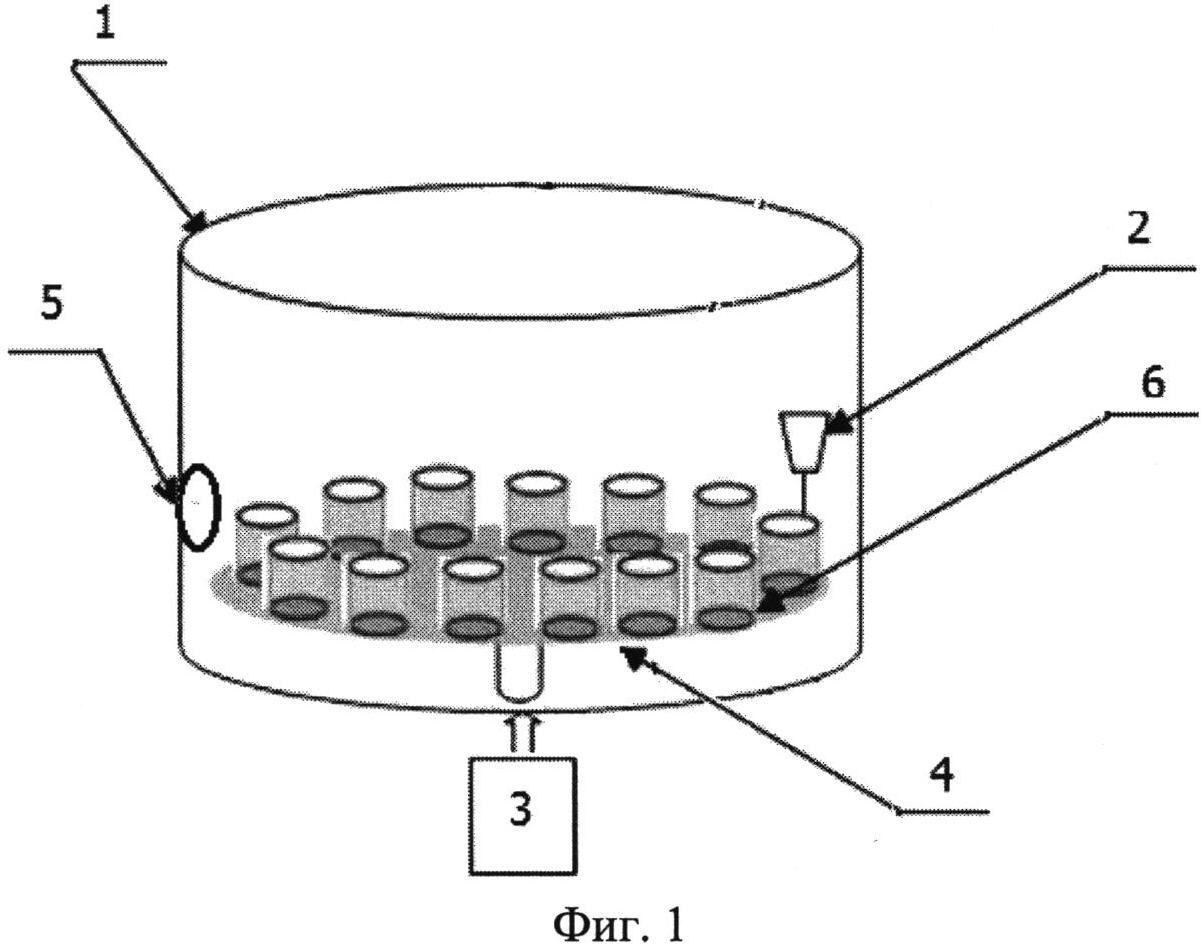
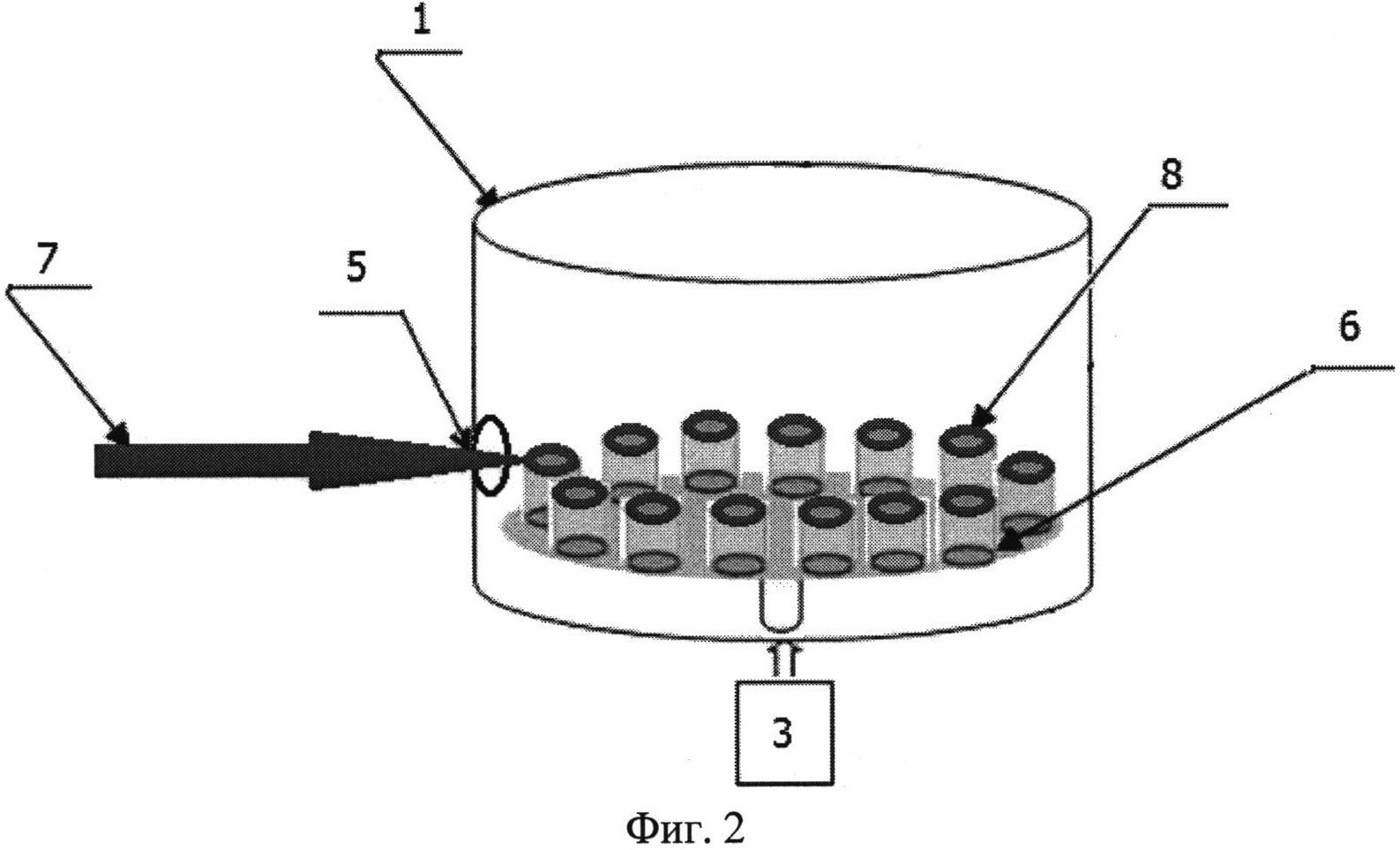
На фиг.1 и 2 изображена схема заполнения малогабаритных атомных ячеек парами атомов щелочных металлов и инертными газами и герметизации заполненных ячеек, где 1 - вакуумная камера, 2 - дозатор, 3 - привод поворота карусели, 4 - карусель с гнездами для ячеек, 5 - окно, прозрачное для лазерного излучения, 6 - заготовка ячейки (стаканчик), 7 - пучок излучения CO2-лазера, 8 - крышка ячейки.
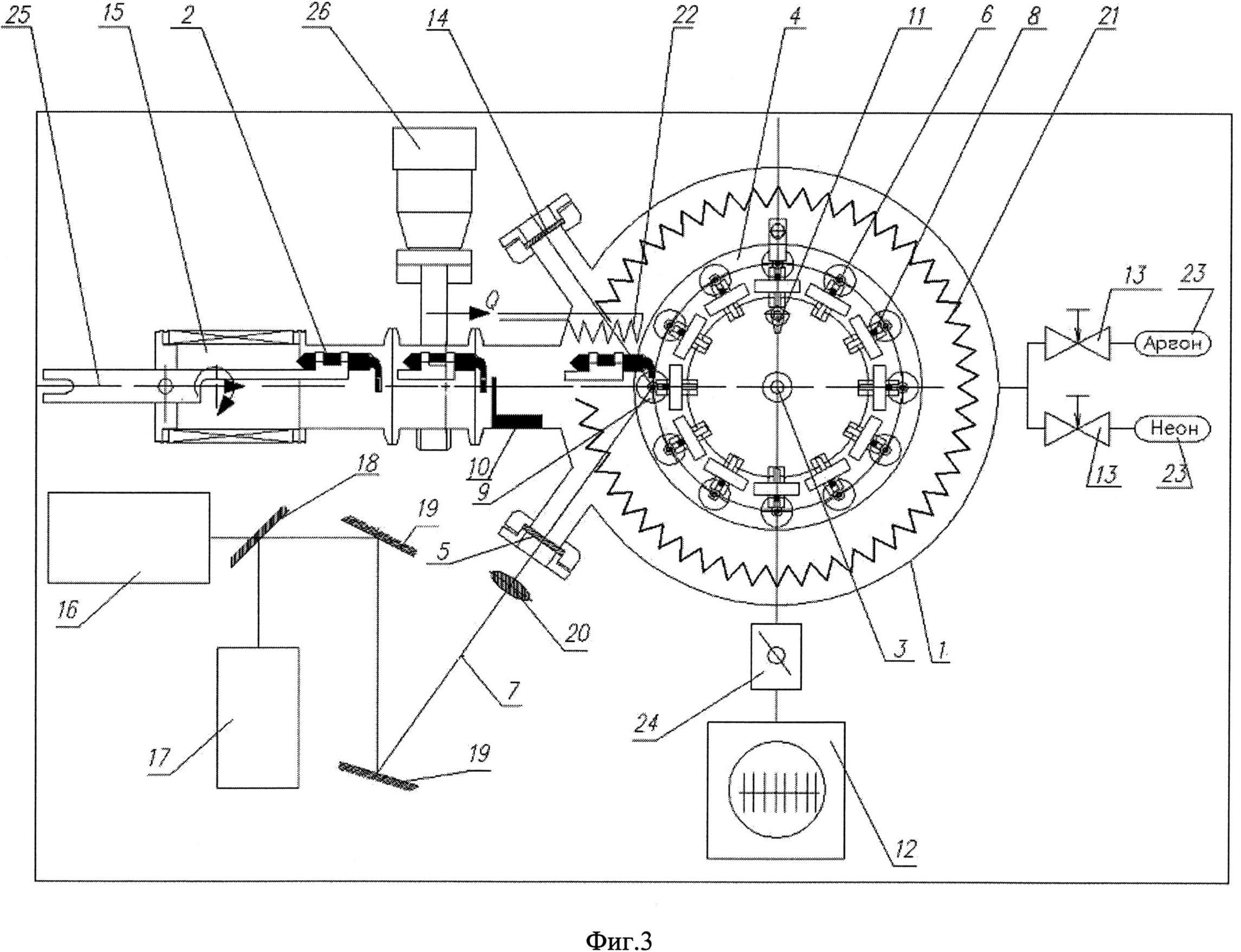
На фиг.3 схематически изображено предлагаемое устройство, где 1 - вакуумная камера, 2 - дозатор, 3 - привод поворота карусели, 4 - карусель с гнездами для заготовок ячеек, 5 - окно, прозрачное для лазерного излучения, 6 - заготовка ячейки, 7 - пучок излучения CO2-лазера, 8 - крышка ячейки, 9 - привод вращения ячеек, 10 - устройство для вскрытия дозатора, 11 - механизм укладки крышек, 12 - вакуумный насос, 13 - натекатель, 14 - окно смотровое, 15 - вакуумированный отсек дозатора, 16 - CO2-лазер, 17 - лазер-гид, 18 - полупрозрачное смесительное зеркало, 19 - отражающее зеркало, 20 - фокусирующая линза, 21 - нагреватель заготовок ячеек, 22 - нагреватель дозатора, 23 - резервуар с инертным газом, 24 - шиберный затвор, 25 - устройство для подачи дозатора, 26 - шиберный затвор.
Предлагаемое устройство содержит герметичный отсек 15 дозатора 2, вакуумную камеру 1 со смотровым окном 14 и окном 5, прозрачным для лазерного излучения. В отсеке дозатора 15 размещен дозатор 2 и устройство для вскрытия дозатора 10, выполненное в виде упора. Вакуумная камера 1, к которой подсоединен вакуумный насос 12, оснащена каруселью 4 с гнездами для заготовок ячеек 6, приводом поворота карусели 3 и приводом вращения заготовок ячеек 9, нагревателем ячеек 21, нагревателем дозатора 22. Для перемещения дозатора 2 из отсека 15 в вакуумную камеру 1 установка снабжена устройством подачи 25. Кроме того, предлагаемое устройство содержит лазерную систему, включающую CO2-лазер 16, лазер-гид 17, смесительное зеркало 18, совмещающее лучи силового лазера и лазера-гида, отражающее зеркало 19 и фокусирующую линзу 20, и систему для подвода в вакуумную камеру инертных газов, включающую резервуары 23 с инертными газами, натекателями 13 и шиберным затвором 24.
Предлагаемый способ осуществляют следующим образом:
На первом этапе длинную трубку из боросиликатного стекла нарезают с использованием лазера или специального станка с автоматической регулировкой подачи на маленькие полые цилиндры равной высоты.
Затем изготавливают заготовки ячеек 6 в виде тонкостенных цилиндрических стаканчиков, осуществляя предварительный их нагрев, сварку и отжиг стекла излучением CO2-лазера для снятия остаточных механических напряжений в донышке заготовки (одного из окон ячейки), которые могут приводить к нежелательному изменению поляризации лазерного излучения из-за наведенного двулучепреломления. Нагрев, сварку и отжиг производят при вращении свариваемых деталей вокруг их оси симметрии со скоростью несколько оборотов в секунду. Сварка заготовки ячейки может быть выполнена без создания вакуумных условий.
Полученную заготовку ячейки 6 размещают в вакуумной камере 1 (фиг.1-3). Проводят откачку и вакуумный отжиг. К заготовкам ячеек 6 манипулятором подводят дозатор 2 щелочного металла и с помощью этого дозатора производят их загрузку необходимым количеством щелочного металла. Для обеспечения эффузионного направленного потока атомов щелочного металла из дозатора 2 в заготовки ячеек 6 и требуемого для этого перепада температуры между капилляром дозатора 2 и заготовкой ячейки капилляр дозатора в процессе заполнения ячеек щелочным металлом прогревают лазерным излучением. В конце интервала загрузки на дне стакана и частично на его боковых стенках осаждается субмикронный слой металла. Не изменяя режима нагрева дозатора 2, производят поворот карусели 4 с заготовками ячеек 6 на определенный угол и подводят следующую заготовку под эффузионный поток атомов щелочного металла из сопла дозатора 2. Процедуру повторяют столько раз, сколько заготовок ячеек размещено в карусели 4, пока щелочной металл не окажется во всех ячейках.
В рабочей зоне сварки, куда через окно 5 вакуумной камеры 1 направляют излучение 7 CO2-лазера 16, включают привод 9, вращающий ось с ячейкой, излучением CO2-лазера подогревают верхний край заготовки ячейки и примерно в течение минуты освобождают его от осевшего щелочного металла. При этом с верхнего края стаканчика 6 часть металла осаждается в его нижней охлаждаемой области. Эту операцию производят со всеми заготовками ячеек.
Далее вакуумную камеру 1 заполняют буферным газом с необходимым давлением (в пределах 5-200 Торр). Контроль давления осуществляется образцовым манометром. Сверху на заготовки ячеек 6 накладывают с помощью специального манипулятора окошки 8.
Затем производят лазерную сварку заготовок ячеек 6 и стеклянных окошек 8. Для этого ячейка вращается вокруг своей оси, а лазерное излучение 7 фокусируется на стык цилиндрического стаканчика 6 с окошком 8. После окончания сварки вращение изготовленной ячейки останавливают, и ячейка в процессе перевода на следующую позицию механически выводится из контакта с вращающим приводом. Карусель 4 поворачивается, и в зоне сварки поочередно оказываются следующие ячейки.
Предлагаемое устройство (фиг.3) работает следующим образом.
При открытой крышке вакуумной камеры 1 заготовки ячеек 6 в виде стеклянных стаканчиков и крышек 8 размещают в гнездах карусели 4, причем эти элементы ячеек попарно располагают на одинаковом радиальном направлении карусели. Все гнезда для размещения ячеек установлены на осях и могут вращаться от внешнего привода 9 с регулируемой скоростью вращения или вручную. Привод 9 обеспечивает непрерывное вращение ячеек при сварке.
Крышку вакуумной камеры 1 герметически закрывают и производят откачку атмосферного воздуха вакуумными насосами 12. Если ампула дозатора 2 еще не вскрыта (используется первый раз), откачку производят при открытом шиберном затворе 26, перекрывающем вакуумированный отсек 15, в котором находится дозатор 2. Если сопло дозатора 2 уже открыто, шиберный затвор 26 открывают после полной откачки вакуумной камеры 1 до остаточного давления не более 10-5 Торр.
Перед напуском атмосферы дозатор 2 втягивают в отсек 15, который герметически закрывают шиберным затвором 26, и щелочной металл сохраняется в вакууме до изготовления следующей группы ячеек. Далее нагревателем 21 ячейки прогревают в режиме постоянной откачки насоса. После остывания ячеек дозатор 2 из отсека 15 перемещают в вакуумную камеру 1 с помощью устройства подачи 25. Если дозатор работает в первый раз, то при перемещении отпаянный кончик сопла дозатора 2 наталкивается на специальный упор и происходит его разлом по насечке. В результате сопло дозатора оказывается открытым.
Сопло дозатора с помощью устройства подачи 25 устанавливают над ближайшей заготовкой ячейки 6. Контроль ведут через смотровое окно 14.
Включают разогрев дозатора нагревателем 22 и дополнительный прогрев сопла, выступающего из прогреваемого объема, излучением CO2-лазера 16. Лазер находится вне вакуумной камеры, и его излучение после фокусирующей линзы 20, выполненной из селенида цинка, вводят внутрь камеры через окно 5, выполненное тоже из селенида цинка. Наведение невидимого излучения CO2-лазера на сопло дозатора осуществляется с помощью излучения лазера-гида 17. Оба луча совмещены на полупрозрачном зеркале 18. Температура дозатора 2 подбирается такой, чтобы время загрузки щелочным металлом не превышало 2 минут. Дозатор 2 работает в режиме эффузионного атомного пучка.
В конце интервала загрузки на дне стакана и частично на его боковых стенках появляется зеркально отражающий тонкий (субмикронный) слой металла. Не изменяя режим нагрева дозатора 2, с помощью ручного привода 3, необходимого для дискретных поворотов карусели для повторения технологических операций с каждой из ячеек, производится поворот карусели 4 на определенный угол и под эффузионный поток атомов щелочного металла из сопла дозатора подводится следующая заготовка ячейки 6. Специальные углубления на диске карусели и фиксатор позволяют точно поворачивать карусель и устанавливать ячейку под загрузку. После загрузки процедура повторяется еще столько раз, сколько ячеек размещено в карусели, пока щелочной металл не окажется во всех ячейках. После загрузки всех ячеек дозатор 2 втягивают устройством подачи 25 назад в отсек 15 и шиберный затвор 26 перекрывают.
Передвигают линзу 20 так, чтобы произвести фокусировку излучения CO2-лазера на верхний край ячейки. Это можно делать с помощью лазера-гида 17, который генерирует излучение видимого диапазона для облегчения наводки лазерного излучения ИК-диапазона на свариваемые или прогреваемые объекты внутри вакуумной камеры.
В рабочей зоне сварки, куда может быть направлено лазерное излучение, и где ранее производилась загрузка металла, включается привод 9, вращающий ось с ячейкой.
Включают CO2-лазер 16, который в течение минуты подогревает верхний край ячейки и освобождает его от металла. При этом металл с верхнего края частично осаждается в нижней охлаждаемой области ячейки. Эту операцию производят со всеми ячейками.
Перекрывают шиберный затвор 24, отсекающий систему откачки, открывают вентиль напуска буферного газа и через натекатель 13 производят напуск газа в вакуумную камеру 1 до необходимого давления в камере.
Аналогичным образом производят напуск другого буферного газа из другого баллона, через его вентиль и натекатель 13. При этом в камере 1 и в ячейках устанавливается определенное процентное соотношение этих газов, влияющее на качество получаемых ячеек.
Вращением кулачкового механизма укладчика 11, расположенного рядом с соответствующей крышкой 8, крышку 8 надвигают сверху на заготовку ячейки 6 и закрывают ее.
Поворотом карусели 4 к укладчику подводят следующую заготовку ячейки 6, и она накрывается следующей крышкой 8. Эта операция повторяется еще столько раз, сколько в камере размещено ячеек и все они оказываются накрытыми крышками.
В рабочей зоне сварки, где ранее производилась загрузка металла и очистка верхнего края ячейки от металла, включают привод 9, вращающий ось с ячейкой, накрытой крышечкой. Затем включают CO2-лазер и поочередно осуществляют предварительный нагрев, сварку и отжиг ячейки. Вращение останавливается, и ось с ячейкой в процессе перевода на следующую позицию механически выводится из контакта с вращающим приводом.
Карусель поворачивается, и в зоне сварки поочередно оказываются следующие ячейки.
После герметизации всех ячеек в вакуумную камеру напускают атмосферный воздух, открывают крышку камеры и извлекают из нее готовые ячейки.
Ниже приведен конкретный пример использования предлагаемого способа.
Изготавливают заготовки ячеек 6 в виде стаканчиков длиной 5 мм, диаметром 3,4 мм и толщиной стенки 0,7 мм с окном диаметром 3,4 мм и толщиной 0,5 мм, осуществляют предварительный их нагрев, сварку и отжиг стекла излучением CO2-лазера для снятия остаточных механических напряжений в окне заготовки ячейки. Нагрев, сварку и отжиг производят при вращении свариваемых деталей вокруг их оси симметрии со скоростью несколько оборотов в секунду. При сварке лазерным излучением управление лазерным пучком осуществляют фокусирующей линзой, а держатель вращают дополнительным приводом. Сварка заготовок ячеек может быть выполнена без создания вакуумных условий.
Полученную заготовку ячейки размещают в вакуумной камере. Вакуумная камера содержит карусель с размещенными на ней заготовками ячеек в держателях, нагреватель заготовок ячеек для их отжига, механизм укладки крышечек, смотровое окно, лазерное окно, приводы для вращения ячеек и карусели, резервуары и натекатели для ввода в вакуумную камеру инертных газов.
Камеру герметично закрывают и откачивают до 5*10-6 Торр. Далее заготовки и окна обезгаживают при давлении не выше 10-5 Торр при температуре 300°C в течение 6 часов. Выключают подогрев заготовок, шиберным затвором открывают предварительно откачанный шлюз, в камеру вводят дозатор, выполненный в виде стеклянной ампулы с капиллярным выходом и круговой насечкой в месте вскрытия, и производят вскрытие сопла ампулы по насечке. Открытый конец сопла ампулы размещают над стаканчиком. Ампулу нагревают до температуры 130°C. В течение 3-х минут происходит загрузка 1±0,2 мкг изотопа рубидия87Rb. После этого поворачивают карусель и под сопло подводят следующий стаканчик. После заполнения всех стаканчиков дозатор задвигают обратно в шлюз и отсекают от камеры шиберным затвором. С помощью CO2-лазера производится прогрев до температуры около 250°C и сублимация атомов рубидия с торцов всех стаканчиков. Далее в камеру (и стаканчики) напускают аргон до давления около 33 Торр и неон до давления около 66 Торр, контролируя давление образцовым манометром. После этого на открытые стаканчики надвигают крышки-окошки. В зоне сварки включают вращение заготовки ячейки вокруг ее оси (2 об/сек). После этого в три этапа осуществляют сварку окна и стаканчика. Первые 10 секунд (прогрев) мощность лазера составляет 3 Вт, затем в течение 3 сек происходит собственно сварка при мощности лазера 8 Вт и завершается процесс отжиг при мощности лазера 3 Вт (10 сек). Регулировка длительности и мощности каждого этапа производится программируемым контроллером, сигнал с которого поступает на блок управления CO2- лазера. Юстировку луча CO2-лазера производят с помощью излучения лазера видимого диапазона (0,5 мкм), которое распространяется соосно с невидимым излучением CO2-лазера (10 мкм).
Процедуру герметизации повторяют столько раз, сколько ячеек размещено в карусели.
В камеру напускается атмосфера, снимается крышка, извлекаются готовые ячейки. Производятся их визуальный осмотр, оптический и метрологический контроль.
Предлагаемая группа изобретений позволяет получать миниатюрные цилиндрические ячейки со следующими размерами: длина ячейки 6 мм, диаметр 3,4 мм, толщина стенки 0,7 мм, с улучшенным светопропусканием и эксплуатационными свойствами, а также достигается экономия дорогостоящего изотопа щелочного металла за счет дозированного заполнения им ячейки.
Реферат
Изобретение относится к способам получения малогабаритных атомных ячеек с парами атомов щелочных металлов и к устройствам для их изготовления и может быть использовано при изготовлении квантовых магнитометров и малогабаритных атомных часов. Способ изготовления атомных ячеек включает нагрев окна и торца заготовки ячейки, приварку окна к одному из торцов заготовки и их отжиг излучением CO-лазера, термообработку заготовки, откачку и последующее заполнение парами щелочного металла в вакууме. Затем напыленный металл со стенок заготовки испаряют CO-лазером и герметизируют ячейку путем установки прозрачного окна на втором торце заготовки ячейки и его приварки к торцу лазером. Устройство для заполнения ячеек щелочным металлом включает вакуумную камеру, насосы, лазерную систему. Вакуумная камера содержит карусель с гнездами, нагреватель заготовок, механизм укладки крышек, окно, прозрачное для лазерного излучения. Изобретение позволяет получать миниатюрные атомные ячейки с улучшенными светопропусканием и эксплуатационными свойствами, позволяет экономить изотоп щелочного металла. 2 н. и 5 з.п. ф-лы, 3 ил.
Комментарии