Коллагеновая пленка для обертывания пищевых продуктов, способ ее получения, способ обертывания пищевых продуктов и пищевой продукт - RU2126212C1
Код документа: RU2126212C1
Чертежи

Описание
Изобретение касается коллагеновой пленки для обертывания пищевых продуктов, способа ее получения, способа обертывания пищевых продуктов и собственно пищевого продукта, обернутого пленкой по изобретению.
Как известно, в процессе производства пищевых продуктов куски мяса и отдельные части домашней птицы, в частности окорочка, упаковывают в компактной форме в сетку перед приготовлением. Сетка служит для связывания вместе кусков мяса или птицы и обеспечивает хороший внешний вид твердого продукта, который можно разрезать на части. Удобно также между кусками мяса или птицы и внешней эластичной сеткой вводить слой коллагеновой пленки для защиты поверхности мяса от повреждения, уменьшения потери сока в процессе варки и улучшения внешнего вида продукта, упакованного в сетку. Такие коллагеновые пленки доступны для потребителя, например от фирмы Devro Ltd. Обычно коллагеновая пленка выпускается в виде непрерывного полотна с шириной, как правило, 400 мм, 480 мм и 580 мм, и имеет толщину в интервале от 0,015 до 0,035 мм. Как описано в патентах США 4910034 и 4958477, включенных в список литературных ссылок данного изобретения, куски мяса сжимают внутри цилиндрической направляющей емкости, вокруг которой с небольшим перехлестом оборачивается полотно пленки с получением трубчатой конфигурации. Эластичная сетка накладывается поверх коллагеновой пленки. По мере того, как куски сжатого мяса или птицы выходят из направляющего цилиндра, они заворачиваются в трубчатую коллагеновую пленку и над слоем коллагеновой пленки натягивается сетка. Сетка затем скручивается на каждом конце мяса таким образом, что упакованный в сетку продукт имеет яйцеобразную форму. После этого продукт подвергают тепловой обработке (варят). Такой процесс особенно подходит для получения вареных окорочков, запаянных в сетку. Коллагеновая пленка является материалом с не очень высокой прочностью на разрыв, особенно в мокром виде или при соприкосновении с влажными кусками мяса или птицы. Благодаря белковой природе, тепловая обработка приводит к связыванию коллагеновой пленки с кусками мяса или птицы, в результате образуется единый составной продукт.
В описанном процессе существует одна проблема, которая состоит в том, что во время упаковки или во время последующей варки продукта на коллагеновую пленку может попадать воздух или струйка жидкости. Это приводит к некрасивому увеличению "воздушных карманов", которые портят внешний вид продукта. Для предотвращения этого упакованный в сетку продукт можно проколоть вручную или "наколоть" его, прокатывая над острыми выступами или над дощечками для проколки. Однако ввиду того, что мясо или птица находятся в сжатом состоянии, такое прокалывание коллагеновой пленки, не обладающей особенно высокой внутренней прочностью, может привести к ее разрыву. Риск разрыва пленки увеличивается еще и тем, что на практике используется "отбивание" (Plumping) продукта перед приготовлением для улучшения его формы. В процессе отбивания продукт сжимают в продольном направлении для получения правильной формы яйца, что увеличивает нагрузку на коллагеновую пленку в направлении охватывающих обручей.
Предметом данного изобретения является решение всех указанных проблем.
Краткое описание изобретения
Одним из аспектов данного изобретения является перфорированная
(здесь - имеющая множество отверстий) коллагеновая пленка для упаковки пищевых продуктов из мяса или птицы, причем пленка имеет множество отверстий, которые позволяют выходить захваченному воздуху или
струйке сока из упакованного продукта, причем рисунок и расстояние между двумя перфорациями в каждом из двух взаимно перпендикулярных направлений, а также размер каждого отверстия являются таковыми,
что пленка обладает достаточной прочностью для упаковки, обработки и варки пищевого продукта, находящегося в сжатом состоянии и запаянного в сетку.
В соответствии с другим аспектом,
данное изобретение относится к способу упаковки продукта из мяса или птицы, который включает следующие стадии:
получение перфорированной коллагеновой пленки, причем степень перфорации
позволяет воздуху проходить через пленку, но не снижает ее прочности;
обертывание пленки вокруг продукта из мяса или птицы, причем воздух, попавший в промежуток между указанной пленкой и
указанным продуктом, выходит через перфорацию пленки.
Предпочтительно, упакованный в пленку продукт затем упаковывают в эластичную сетку.
В соответствии с другим аспектом
данное изобретение относится к способу получения коллагеновой пленки для применения в упаковке продуктов из мяса и птицы, который включает следующие стадии:
получение коллагенового геля;
экструзия пленки из геля в полотно;
сушка экструдированной пленки таким образом, чтобы обеспечить при применении выход воздуха из пространства между пленкой и продуктом из мяса или
птицы, упакованным в нее, и сохранить прочность пленки на уровне, достаточном для упаковки, обработки и варки продукта без ее разрывов.
Гель, из которого экструзируют пленку, обычно является кислотным для обеспечения набухания геля. Пленка может применяться в кислотном состоянии или может быть нейтрализована, например, посредством пропускания аммиака через высушенную пленку. Стадия перфорации будет, как правило, проводиться после стадии нейтрализации.
Еще одним аспектом данного изобретения является вареный или невареный продукт, запаянный в сетку и упакованный в перфорированную коллагеновую пленку.
Было установлено, что перфорации можно удобно получать с использованием иголок. Иглы могут монтироваться радиально в барабане, оснащенном кулачковым устройством для игл, и по мере вращения барабана со скоростью, при которой пленка сушится, осуществляется перфорация пленки. Неожиданно было обнаружено, что скругленные иглы (round needles) с концами квадратной формы производят отверстия с четкими краями, неровные края нежелательны, так как провоцируют возможность распространения разрыва из края отверстия, что снизило бы прочность пленки. Перфорация может быть получена при использовании шила и штемпеля, но спрямленное шило и штамп могут приводить к затруднению производства. Было установлено, что особенно хорошие результаты получают при использовании для перфорации лазерного луча, так как края отверстия получаются ровными и гладкими и могут быть упрочнены оплавлением коллагенового материала. Аналогичные преимущества могут быть получены при использовании искрообразования. Перфорации в этом случае имеют предпочтительно круглую или, в общем случае, овальную форму.
Было также установлено, что перфорации больших размеров приводят к снижению прочности коллагеновой пленки до неприемлемого уровня. Кроме уменьшения прочности, большие отверстия приводят к высвобождению слишком большого количества жидкости в процессе варки и, таким образом, к неприемлемой потере веса приготовленного продукта. Предпочтительно, перфорации имеют диаметр (или меньшую ось в случае перфорации овальной формы) менее 0,9 мм, предпочтительно менее 0,7 мм, наиболее предпочтительно 0,5 мм или менее. Для того, чтобы обеспечить необходимое выделение оставшегося воздуха на практике наименьший размер перфорации ограничивается значением 0,1 мм, предпочтительно по меньшей мере 0,2 мм.
В общем случае перфорации должны наноситься с таким рисунком, при котором расстояние между соседними перфорациями максимально. Перфорации могут располагаться беспорядочно (при соблюдении нижнего предела расположения между двумя соседними перфорациями) или с рисунком в форме квадрата. Предпочтительно, используют ромбовидный рисунок, в котором отверстия соседних рядов смещены друг относительно друга. Расстояние между соседними отверстиями могут быть одинаковыми или различными в направлении длины или ширины. Предпочтительно каждая перфорация располагается на расстоянии от 20 до 100 мм от ближайшей соседней перфорации. В предпочтительном воплощении отверстия располагаются на расстоянии от 30 до 90 мм в продольном направлении и на расстоянии от 16 до 60 мм в поперечном направлении. Предпочтительно также отверстия располагают в некотором удалении от кромок пленки для снижения до минимума возможности распространения разрыва от отверстия.
Толщина пленки предпочтительно заключается в интервале от 0,017 до 0,028 мм. Наиболее предпочтительный рисунок расположения отверстий для каждого конкретного применения будет зависеть от характеристик пленки и нагрузки, которой пленка будет подвергаться в процессе операции упаковки, например, в результате некоторых процессов экструзии получают пленку, обладающую большей прочностью в направлении выработки, чем в поперечном направлении; и в процессе упаковки нагрузка в направлении обхватывающих обручей, которую испытывает пленка, может быть больше, чем нагрузка в продольном направлении (при использовании оборудования, описанного в патенте США N 4958477, максимальная нагрузка будет действовать в поперечном направлении пленки).
Обычно перфорации располагают таким образом, чтобы прочность коллагеновой пленки снижалась не более чем на 30%, предпочтительно не более чем на 20%, более предпочтительно не более чем на 10% и идеально - не более чем на 10% и идеально - не более чем на 5% от прочности пленки в конкретном направлении.
Далее описываются неограничивающие примеры выполнения данного изобретения со ссылками на прилагаемый чертеж, на котором дано схематичное изображение коллагеновой пленки по изобретению, с ромбовидным расположением перфораций. Для простоты ширина пленки по сравнению с обычно используемой шириной уменьшена.
Пример 1 (отверстия, проколотые шилом)
Кислотную коллагеновую пленку (тип 60/61, производитель - фирма Devro Ltd, Belisi, UK,
с толщиной приблизительно 0,022 мм) перфорируют отверстиями 0,5 м 1,0 мм прокалыванием шилами с использованием шила и штампа. Из пленки вырезают куски в форме гантели (общая длина 71 м, ширина 12 мм,
со скругленными частями диаметром 19 мм каждый). Куски вырезают как в направлении машинной выработки (МН), так и в поперечном направлении (ПН) относительно направления экструзии и получения пленки в
удобной пленкоформовочной машине. Затем в пленке проделывают отверстия на центральной оси гантели в случае одной перфорации; и в случае двух перфораций их помещают на расстоянии 25 - 30 мм симметрично
вдоль центральной оси прямоугольной части.
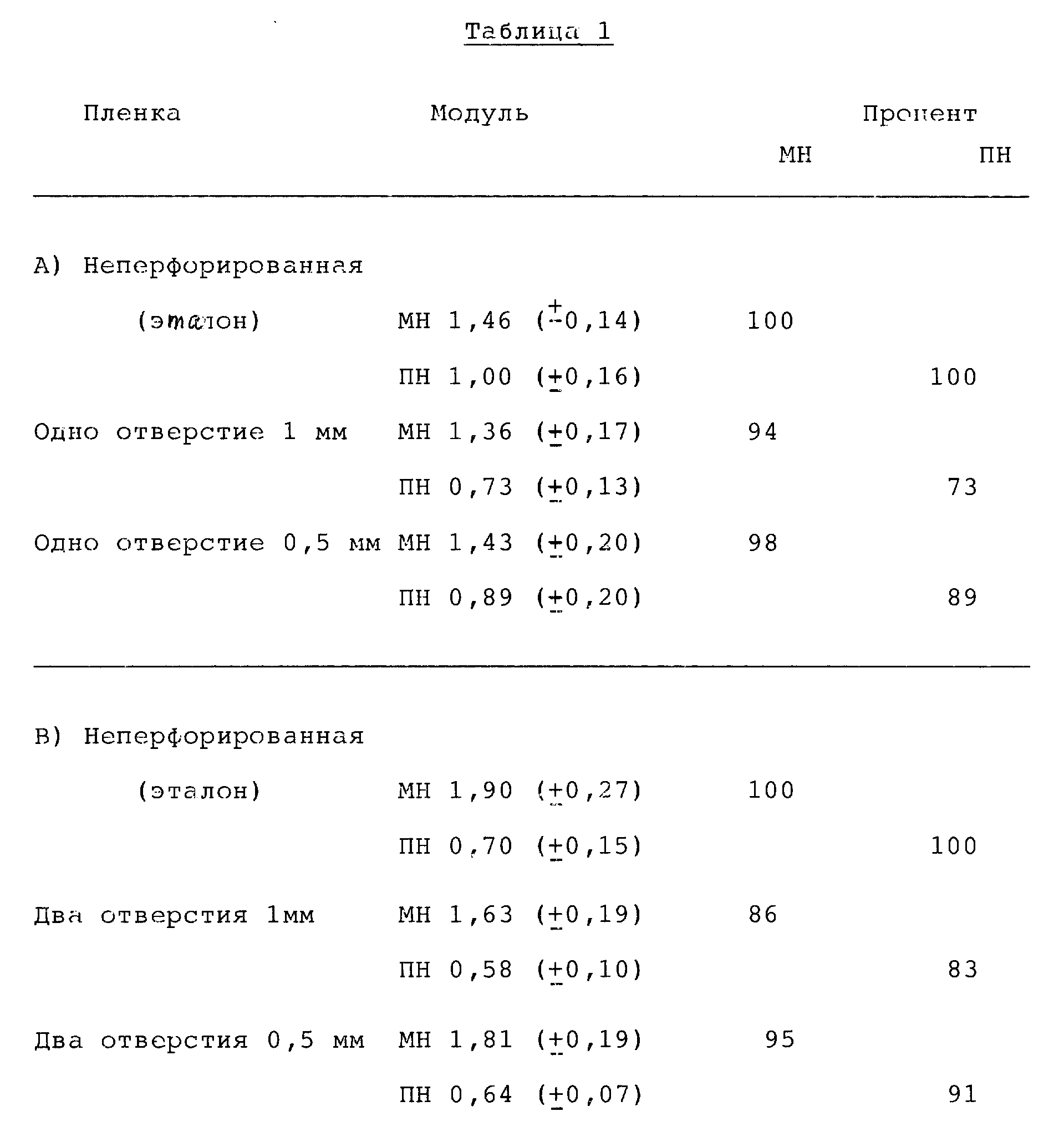
Концевые части большего размера гантелеобразных кусков сжимают в зажимах устройства Instrol 1112. Затем в эти куски впрыскивают воду для моделирования условий применения пленки. После этого зажимы раздвигают в разные стороны со скоростью 50 мм/мин и фиксируют модули (кг/мм) образцов, причем более высокий модуль означает большую прочность образца и более низкий модуль означает большую эластичность образца.
Результаты представлены в таблице 1.
Результаты показывают, что образец с отверстием 0,5 мм сохраняет приемлемые свойства, однако уменьшение модуля (27%) поперечного направления образца с отверстием 1 мм достигает неприемлемого уровня.
Пример 2 (отверстия получены с
помощью лазерного луча)
Нейтрализованную кислотную коллагеновую пленку (Devro Ltd.) перфорируют отверстиями диаметром 0,5 мм, которые располагаются с ромбообразным рисунком (см. чертеж).
Расстояние М между отверстиями в направлении машинной выработки (МН) составляет 60 мм, в поперечном направлении Т (ПН) составляет 30 мм. Отверстия перфорируют, используя лазерный луч.
Пределы прочности на разрыв в МН и ПН-направлениях измеряют, разрывая содержащие одно или два отверстия гантелеобразные куски пленки, как описано в примере 1, и опытный образец в устройстве Instrol 1112. Результаты представлены в таблице 2.
Реферат
Перфорированную коллагеновую пленку используют для упаковки пищевых продуктов из мяса или птицы. Пленка включает множество перфораций для выхода захваченного воздуха или жидкости из упакованного продукта. Рисунок и расстояние между перфорациями в каждом из двух взаимно перпендикулярных направлений, размер каждой перфорации являются такими, что пленка обладает достаточной прочностью. Изобретение обеспечивает упаковку, обработку и варку пищевого продукта, заключенного в сетку без разрыва пленки. 4 с. и 15 з.п.ф-лы, 2 табл., 1 ил.

Комментарии