Методы лазерной абляции/лазерного скрайбирования покрытий слоистых структур, полученных путем предварительного и последующего нанесения слоев, и/или связанные способы - RU2759823C2
Код документа: RU2759823C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Некоторые иллюстративные варианты осуществления настоящего изобретения относятся к методам лазерной абляции/лазерного скрайбирования покрытий слоистых структур, полученных путем предварительного и последующего нанесения слоев, теплоизоляционных стеклопакетов, полученных путем предварительной и последующей сборки, и/или других изделий, а также к связанным с ними способам. В частности, некоторые иллюстративные варианты осуществления настоящего изобретения относятся к методам лазерной абляции/лазерного скрайбирования периферийных краев покрытия (например, низкоэмиссионного покрытия, зеркального или другого покрытия) на стеклянной или другой подложке слоистой структуры, полученной путем предварительного и последующего нанесения слоев, теплоизоляционных стеклопакетов, полученных путем предварительной и последующей сборки, и/или других изделий для замедления или предотвращения коррозии покрытия и/или связанных с ними изделий.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0002] Слоистые изделия используют в различных областях применения, включая, например, низкоэмиссионные, зеркальные и другие варианты применения. На Фиг. 1 представлен вид в поперечном сечении иллюстративного слоистого изделия 100. Иллюстративное слоистое изделие 100, представленное на Фиг. 1, включает в себя первую и вторую по существу параллельные разнесенные друг от друга подложки (например, стеклянные подложки) 102a и 102b, соединенные между собой при помощи связующего материала 104, также иногда называемого промежуточным слоем. Типичные связующие материалы включают, например, ПВБ, ЭВА, ПЭТФ, ПУ и т. п. В зависимости от варианта применения связующий материал 104 может быть визуально «прозрачным», т. е. он может иметь высокий коэффициент визуального пропускания. Одно или более покрытий могут быть образованы на одной или более основных поверхностях первой подложки 102a и/или второй подложки 102b. Например, на вторую или третью поверхность слоистого изделия часто наносят низкоэмиссионное, зеркальное, противоотражающее (ПО) или другое покрытие. В некоторых случаях покрытие может быть нанесено на каждую из второй и третьей поверхностей. Для простоты понимания на Фиг. 1 представлено иллюстративное покрытие 106 на поверхности 3. Необязательное дополнительное краевое уплотнение 108 может быть обеспечено по периферии изделия 100, и краевое уплотнение 108 может быть предназначено для защиты боковых краев изделия 100, связующего материала 104, покрытия 106 и т. д. от механических, причиняемых воздействием окружающей среды и/или других типов повреждений.
[0003] Одна из проблем слоистых изделий состоит в том, что слоистые тонкие пленки, содержащие слой металлизации, и слоистые тонкие пленки, содержащие металлический слой, например пленки, которые используются в зеркальных и низкоэмиссионных покрытиях, могут постепенно подвергаться коррозии от края к центру стекла, например, при воздействии перепадов температуры, влажности и т. п. Коррозия происходит при наличии и проникновении ионизированной влаги. К коррозии также могут привести дефекты краев в процессе изготовления слоистых материалов и отсутствие удаления по краю. Несмотря на то, что для снижения вероятности продвижения коррозионного фронта можно использовать краевые герметики, такие методы могут оказаться непрактичными, поскольку со временем в указанных герметиках также могут появляться трещины.
[0004] Удаление по краю по существу включает в себя удаление части покрытия с периферийных краев несущей покрытие подложки, и известны столы для удаления по краю. См., например, патенты США № 4,716,686; 5,713,986; 5,934,982; 6,971,948; 6,988,938; 7,125,462; 7,140,953; и 8,449,348, содержание каждого из которых полностью включено в настоящий документ путем ссылки. Как правило, в таких столах имеется ряд роликов для плавного перемещения стекла по поверхности стола. Для уменьшения рассеяния пыли от шлифовки и для обеспечения безопасности применяют шлифовальные круги разной ширины с защитными экранами. Пропускание стекла по существу с постоянной скоростью под шлифовальной головкой эффективно удаляет покрытие со стекла, так что его можно использовать, например, в сочетании с описанными выше и/или другими изделиями. Для снятия большей или меньшей полосы покрытия с поверхности стекла можно использовать более широкие или более узкие шлифовальные круги.
[0005] Хотя столы для удаления по краю можно использовать в различных областях применения, они, к сожалению, имеют свои ограничения, особенно когда речь идет о предотвращении коррозии. Например, столы для удаления по краю часто имеют большие размеры и требуют дополнительного оборудования в технологической линии. Введение дополнительных технологических операций может увеличивать продолжительность обработки изделий и их стоимость. Столы для удаления по краю в силу своей специфики также могут создавать отходы, которые требуют соответствующего обращения. Таким образом, хотя при удалении по краю иногда могут удаляться краевые дефекты, они могут и возникать при удалении из-за образования дополнительных отходов.
[0006] Кроме того, хотя столы для удаления по краю обычно вполне пригодны для удаления покрытия по краю, как следует из их названия, часто они имеют ограниченные возможности по удалению покрытий во внутренних областях. Это может вызывать все большие трудности по мере уменьшения размеров требующей(-их) удаления области(-ей), поскольку существуют практические ограничения на возможное уменьшение размера шлифовального круга и т. п. Поскольку столы для удаления по краю действуют на открытых поверхностях, они ничего не могут сделать, чтобы «исправить» уже собранные изделия, и их приходится использовать на ранних этапах и в потенциально неблагоприятное время в технологической линии.
[0007] Некоторые варианты осуществления направлены на решение этих и/или других проблем. Например, некоторые иллюстративные варианты осуществления относятся к методам остановки или по меньшей мере замедления продвижения переднего края коррозии или отслоения относительно покрытия в слоистом изделии.
[0008] Некоторые иллюстративные варианты осуществления изобретения при работе с мягкими низкоэмиссионными покрытиями основываются на выявлении того, что электрохимическая коррозия, вызываемая как напряжением, так и проникновением ионизированной влаги, является основной термодинамической силой, лежащей в основе этого явления. На основании этого выявления в некоторых иллюстративных вариантах осуществления требуется электрическое изолирование покрытия от края при одновременном шунтировании слоев и снятии нагрузки с многослойного покрытия. В связи с этим некоторые иллюстративные варианты осуществления включают в себя лазерное скрайбирование края покрытия, содержащего металлизированный слой, или покрытия, содержащего металлический слой, на покрытом оболочкой слоистом материале. В качестве одного примера лазерное скрайбирование покрытия через связующий материал может выполняться с помощью диодного волоконного лазера, работающего на длине волны 1064 нм. За счет оптимизации или по меньшей мере настройки ширины и положения скрайбера по отношению к краю стекла можно остановить или замедлить коррозию пленки. Эффективность метода лазерного скрайбирования связано с тем, что стеклянные подложки и множество связующих материалов (в том числе ПВБ, который используется очень широко) прозрачны для лазерного излучения на длине волны 1064 нм и поэтому не могут быть протравлены напрямую (или по меньшей мере не могут быть легко протравлены напрямую определенными лазерами, в том числе, например, лазерами, работающими на длине волны 1064 нм).
[0009] В некоторых иллюстративных вариантах осуществления предложен способ изготовления слоистого изделия. Промежуточное изделие включает в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала, причем на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, и при этом покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. При изготовлении слоистого изделия на покрытие наносят лазерным скрайбированием линию, воздействуя на промежуточное изделие источником лазерного излучения, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0010] В некоторых иллюстративных вариантах осуществления предложен способ изготовления слоистого изделия. Многослойное тонкопленочное покрытие образуется на первой стеклянной подложке, причем покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Первую стеклянную подложку соединяют со второй стеклянной подложкой при помощи связующего материала таким образом, чтобы покрытие было ориентировано между первой и второй подложками, и первая и вторая подложки были по существу параллельны друг другу. После соединения и при изготовлении слоистого изделия по периферии покрытия наносят лазерным скрайбированием граничную линию. Лазерное скрайбирование по меньшей мере частично растворяет покрытие в непосредственной близости от граничной линии и увеличивает стойкость к электрохимической коррозии покрытия, находящегося внутри по отношении к граничной линии, за счет электрического изолирования покрытия, находящегося внутри по отношению к граничной линии. Материал покрытия, растворенный в результате лазерного скрайбирования, (a) включается в первую подложку, связующий материал и/или подстилающий слой покрытия, и/или (b) подвергается абляции и/или испарению с преобразованием в непроводящий вид.
[0011] В некоторых иллюстративных вариантах осуществления предложено слоистое изделие. На первую стеклянную подложку нанесено многослойное тонкопленочное покрытие. Покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Вторую стеклянную подложку соединяют с первой стеклянной подложкой при помощи связующего материала таким образом, чтобы покрытие было ориентировано между первой и второй подложками, а первая и вторая подложки были по существу параллельны друг другу. Граница, созданная лазерным скрайбированием, образуется по периферии покрытия, образованного после соединения первой и второй подложек между собой. В результате лазерного скрайбирования растворяется по меньшей мере один металлсодержащий слой покрытия в непосредственной близости от границы. Материал покрытия, растворенный в результате лазерного скрайбирования, (a) включается в первую подложку, связующий материал и/или подстилающий слой покрытия, и/или (b) подвергается абляции и/или испарению с преобразованием в непроводящий вид. Граница имеет ширину и глубину, достаточные для электрического изолирования области, находящейся внутри по отношению к границе, от области, находящейся снаружи по отношению к границе, до уровня, достаточного по меньшей мере для замедления электрохимической коррозии в области, находящейся внутри по отношению к границе.
[0012] В некоторых иллюстративных вариантах осуществления предложен комплект для изготовления слоистого изделия. Комплект включает в себя источник лазерного излучения и промежуточное изделие, включающее в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала, причем на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, и при этом покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Источник лазерного излучения регулируется таким образом, чтобы посредством лазерного скрайбирования нанести линию в покрытии путем воздействия на промежуточное изделие источника лазерного излучения при изготовлении слоистого изделия, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0013] В некоторых иллюстративных вариантах осуществления способ изготовления слоистого изделия включает в себя: обеспечение промежуточного изделия, причем промежуточное изделие включает в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала, причем на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, при этом покрытие включает в себя по меньшей мере один металлсодержащий слой; и подачу энергии внутрь покрытия путем воздействия на промежуточное изделие лазером из источника лазерного излучения, работающего на длине волны, на которой вторая стеклянная подложка и связующий материал являются по существу пропускающими при изготовлении слоистого изделия, причем энергия подается внутрь покрытия, а источник лазерного излучения регулируют таким образом, чтобы избирательно вынуждать по меньшей мере часть покрытия по желательному рисунку (a) растворяться в первой подложке, связующем материале и/или подстилающем слое покрытия и/или (b) испаряться и преобразовываться таким способом, чтобы не быть проводящей, причем желательный рисунок определяет по меньшей мере первую и вторую области и образуется с шириной и глубиной, достаточными для электрического изолирования первой и второй областей друг от друга, а уровень электрического изолирования является достаточным по меньшей мере для существенного замедления электрохимической коррозии в первой области.
[0014] Аналогичным образом, некоторые иллюстративные варианты осуществления относятся к теплоизоляционным стеклопакетам, изготовленным тем же или аналогичным образом. Например, в некоторых иллюстративных вариантах осуществления предложен способ изготовления теплоизоляционного стеклопакета. Промежуточное изделие включает в себя первую и вторую по существу параллельные разнесенные друг от друга стеклянные подложки, соединенные между собой с разделителем по периферийному краю. Между первой и второй подложками образован зазор. На первой стеклянной подложке образовано многослойное тонкопленочное покрытие. Покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. На покрытие наносят линию посредством лазерного скрайбирования, воздействуя на промежуточное изделие источником лазерного излучения при изготовлении теплоизоляционного стеклопакета, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0015] В некоторых иллюстративных вариантах осуществления предложен способ изготовления теплоизоляционного стеклопакета. На первой стеклянной подложке образовано многослойное тонкопленочное покрытие, причем покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Первая стеклянная подложка соединена со второй стеклянной подложкой в соединении с разделителем по периферийному краю таким образом, что покрытие ориентировано между первой и второй подложками, а первая и вторая подложки по существу параллельны друг другу и разнесены друг от друга. После соединения в процессе изготовления теплоизоляционного стеклопакета по периферии покрытия при помощи лазера наносят граничную линию. Лазерное скрайбирование по меньшей мере частично растворяет покрытие в непосредственной близости от граничной линии и увеличивает стойкость к электрохимической коррозии покрытия, находящегося внутри по отношении к граничной линии, за счет электрического изолирования покрытия, находящегося внутри по отношению к граничной линии. По меньшей мере один металлсодержащий слой растворяют с помощью лазерного скрайбирования таким образом, что связанный абляционный материал (a) преобразовывается в непроводящий вид и/или (b) растворяется и/или диффундирует с проникновением в первую подложку и/или по меньшей мере один другой слой многослойного тонкопленочного покрытия.
[0016] В некоторых иллюстративных вариантах осуществления изобретения предложен теплоизоляционный стеклопакет. На первую стеклянную подложку нанесено многослойное тонкопленочное покрытие, причем покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Вторая стеклянная подложка по существу параллельна и разнесена от первой стеклянной подложки, причем покрытие ориентировано между первой и второй подложками. Включено краевое уплотнение. После соединения первой и второй подложек с помощью лазерного скрайбирования по периферии покрытия образуется граница. В результате лазерного скрайбирования растворяется по меньшей мере один металлсодержащий слой покрытия в непосредственной близости от границы. Материал покрытия, растворенный в результате лазерного скрайбирования, (a) включается в первую подложку и/или подстилающий слой покрытия и/или (b) подвергается абляции и/или испарению с преобразованием в непроводящий вид. Граница имеет ширину и глубину, достаточные для электрического изолирования области, находящейся внутри по отношению к границе, от области, находящейся снаружи по отношению к границе, до уровня, достаточного по меньшей мере для замедления электрохимической коррозии в области, находящейся внутри по отношению к границе.
[0017] В некоторых иллюстративных вариантах осуществления изобретения предложен комплект для изготовления теплоизоляционного стеклопакета. Комплект включает в себя источник лазерного излучения и промежуточное изделие. Промежуточное изделие включает в себя первую и вторую по существу параллельные разнесенные друг от друга стеклянные подложки, соединенные между собой с разделителем по периферийному краю, причем между первой и второй подложками образован зазор, на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, при этом покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Источник лазерного излучения регулируется таким образом, чтобы посредством лазерного скрайбирования нанести линию в покрытии путем воздействия на промежуточное изделие источника лазерного излучения при изготовлении теплоизоляционного стеклопакета, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0018] В некоторых иллюстративных вариантах осуществления предложен способ изготовления теплоизоляционного стеклопакета, причем способ включает в себя: обеспечение промежуточного изделия, причем промежуточное изделие включает в себя первую и вторую по существу параллельные разнесенные друг от друга стеклянные подложки, соединенные между собой с разделителем по периферийному краю, между первой и второй подложками образован зазор, и на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, причем покрытие включает в себя по меньшей мере один металлсодержащий слой; и подачу энергии внутрь покрытия путем воздействия на промежуточное изделие лазером из источника лазерного излучения, работающего на длине волны, на которой вторая стеклянная подложка является по существу пропускающей при изготовлении теплоизоляционного стеклопакета, причем энергия подается внутрь покрытия и источник лазерного излучения регулируется таким образом, чтобы избирательно вынуждать по меньшей мере часть покрытия по желательному рисунку (a) растворяться в первой подложке и/или подстилающем слое покрытия и/или (b) испаряться и преобразовываться таким способом, чтобы не быть проводящей, причем желательный рисунок определяет по меньшей мере первую и вторую области и образуется с шириной и глубиной, достаточными для электрического изолирования первой и второй областей друг от друга, а уровень электрического изолирования является достаточным по меньшей мере для существенного замедления электрохимической коррозии в первой области.
[0019] Аналогичным образом некоторые иллюстративные варианты осуществления относятся к изделию с покрытием, включающему в себя подложку, на которую нанесено многослойное тонкопленочное покрытие, и/или способу изготовления такого изделия. Тонкопленочное покрытие обрабатывают лазерным скрайбированием таким образом, чтобы создать по меньшей мере первую и вторую области, причем первая и вторая области электрически изолированы друг от друга в результате лазерного скрайбирования. Лазерное скрайбирование может быть выполнено, когда покрытие изделия с покрытием имеет замкнутую или разомкнутую геометрическую конфигурацию относительно изделия с покрытием и/или какого-либо компонента, в который оно может быть встроено.
[0020] Элементы, аспекты, преимущества и примеры осуществления, описанные в настоящем документе, можно комбинировать для реализации дополнительных вариантов осуществления.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0021] Эти и другие элементы и преимущества могут быть лучше и более полно понятыми со ссылкой на приведенное ниже подробное описание примеров иллюстративных вариантов осуществления в сочетании с чертежами, на которых:
[0022] на ФИГ. 1 представлен вид в поперечном сечении иллюстративного слоистого изделия;
[0023] на ФИГ. 2 схематически показан один иллюстративный механизм действия коррозии;
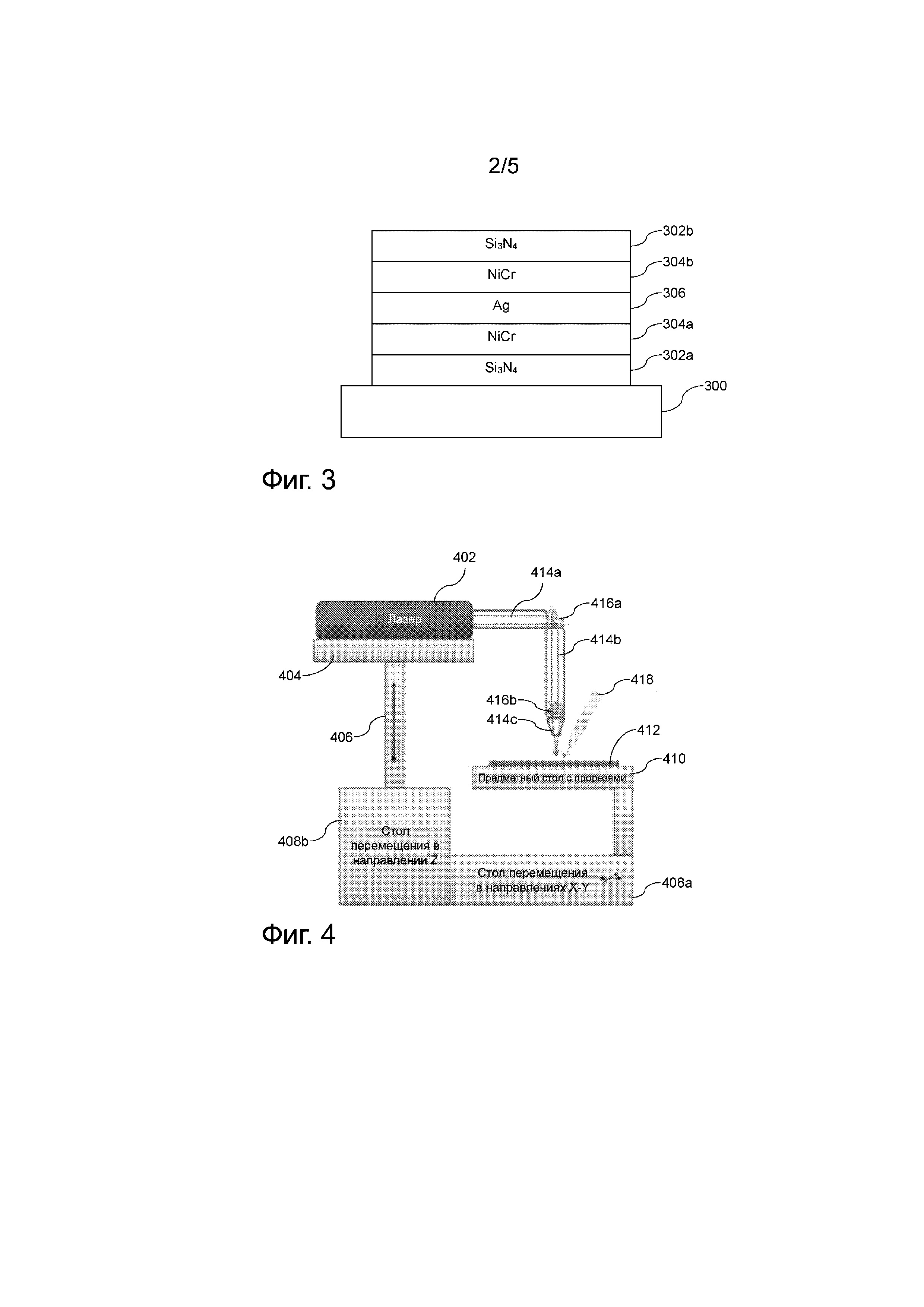
[0024] на ФИГ. 3 представлен схематический вид в поперечном сечении иллюстративного низкоэмиссионного покрытия, которое иногда подвергается коррозии;
[0025] на ФИГ. 4 представлен схематический вид установки лазерного скрайбирования, которую можно использовать в связи с некоторыми иллюстративными вариантами осуществления;
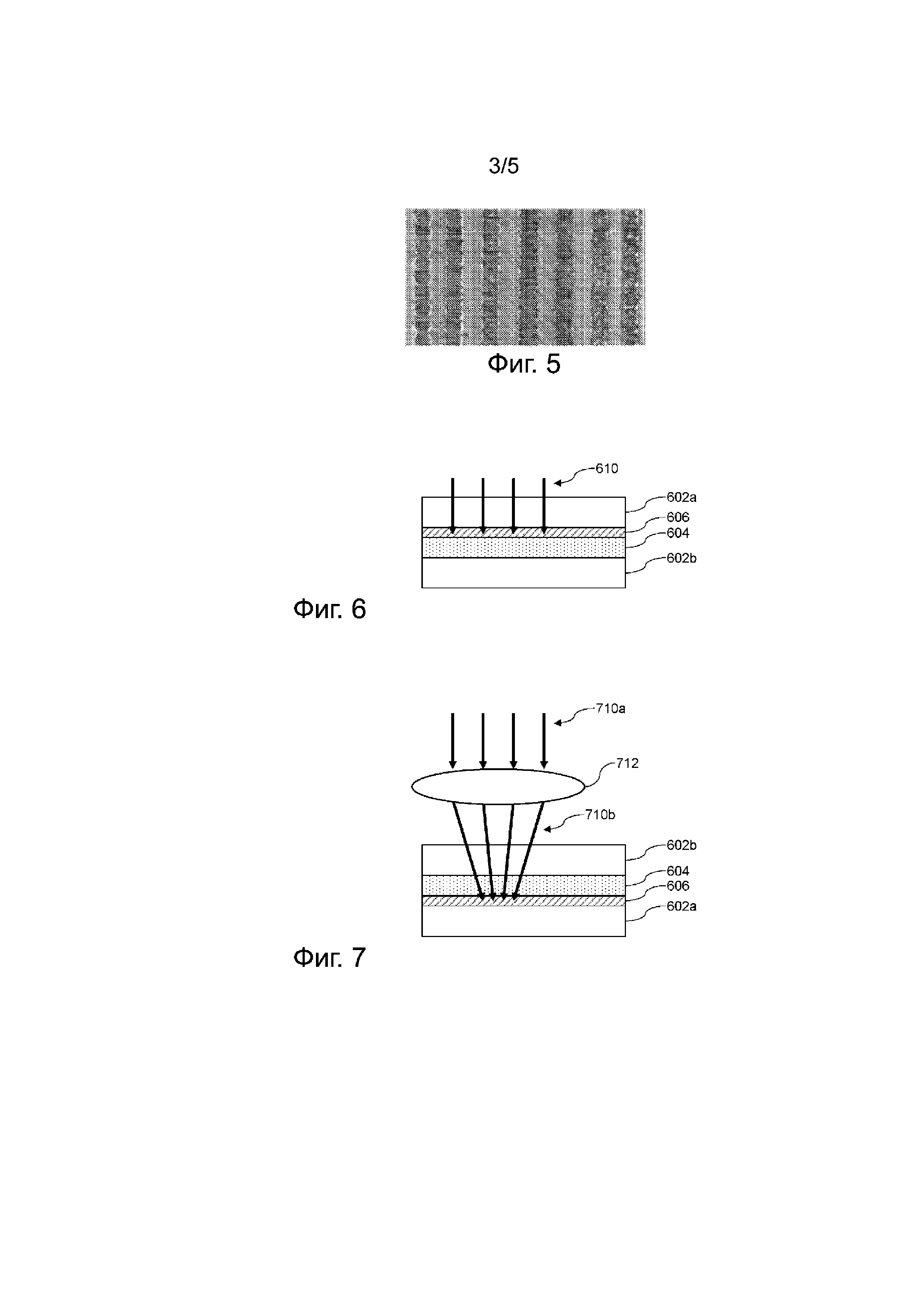
[0026] на ФИГ. 5 показаны линии скрайбирования, полученные с помощью наносекундного импульсного лазера, работающего на длине волны 1064 нм, который можно использовать в связи с некоторыми иллюстративными вариантами осуществления;
[0027] на ФИГ. 6 представлен вид первой иллюстративной установки, на котором показано, каким образом слоистое изделие можно обработать лазерным скрайбированием в соответствии с некоторыми иллюстративными вариантами осуществления;
[0028] на ФИГ. 7 представлен вид второй иллюстративной установки, на котором показано, каким образом слоистое изделие можно обработать лазерным скрайбированием в соответствии с некоторыми иллюстративными вариантами осуществления;
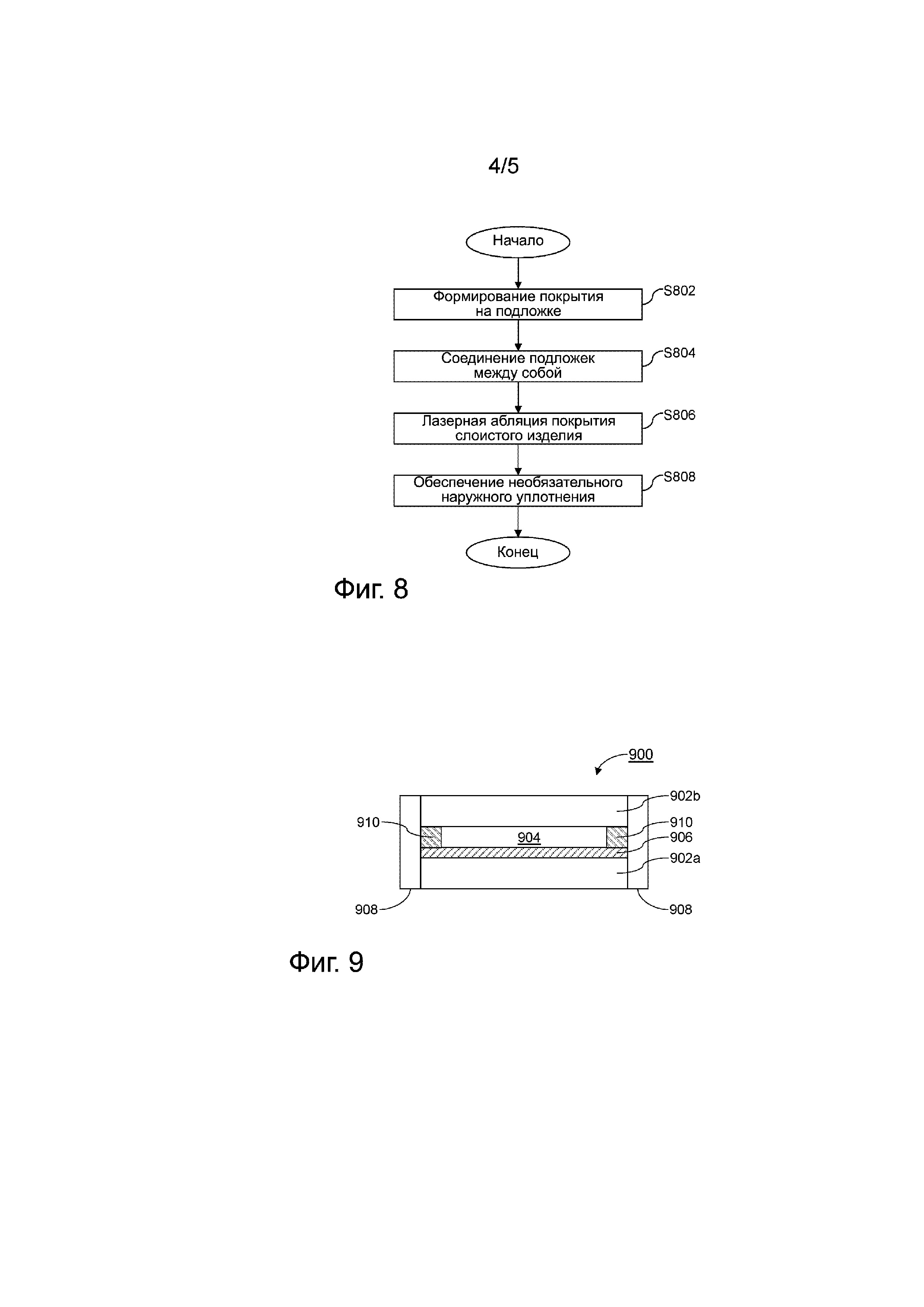
[0029] на ФИГ. 8 представлена блок-схема, на которой показан иллюстративный способ лазерного скрайбирования слоистого изделия в соответствии с некоторыми иллюстративными вариантами осуществления;
[0030] на ФИГ. 9 представлен вид в поперечном сечении иллюстративного теплоизоляционного стеклопакета, который может иметь обработанное лазерной абляцией покрытие в соответствии с некоторыми иллюстративными вариантами осуществления; и
[0031] на ФИГ. 10 представлена блок-схема, на которой показан иллюстративный способ лазерного скрайбирования теплоизоляционного стеклопакета в соответствии с некоторыми иллюстративными вариантами осуществления.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0032] Некоторые иллюстративные варианты осуществления относятся к методам лазерной абляции/лазерного скрайбирования периферических краев покрытия, содержащего металлизированный слой или металлический слой (например, низкоэмиссионного покрытия, зеркального или другого покрытия), на стеклянной или другой подложке слоистой структуры, полученной путем предварительного и последующего нанесения слоев, теплоизоляционного стеклопакета или другого изделия для замедления или предотвращения коррозии покрытия и/или связанных с ними изделий. Некоторые иллюстративные варианты осуществления изобретения можно применять в связи с изделиями, имеющими покрытия, в которых уже начался процесс коррозии, например, даже после монтажа таких изделий (например, в здании, транспортном средстве и т. д.).
[0033] Коррозия может рассматриваться как ухудшение состояния материалов из-за воздействия химических процессов. Одной из разновидностей является электрохимическая коррозия металлов, при которой процессу окисления M→ M+ + e- способствует наличию подходящего акцептора электронов. На участке акцептора электронов развивается последовательное сопротивление, называемое сопротивлением поляризации. Величина этого сопротивления влияет на скорость коррозии. Одной из характеристик большинства процессов коррозии является то, что стадии окисления и восстановления происходят на отдельных участках металла. Это возможно благодаря проводимости металлов, поэтому электроны могут проходить через металл от анодных областей к катодным областям. Наличие воды помогает переносить ионы в металл и из него, но для возникновения коррозии может быть достаточно тонкой пленки адсорбированной влаги.
[0034] Таким образом, следует понимать, что коррозионную систему можно рассматривать как короткозамкнутый электрохимический элемент, включающий анодные и катодные этапы, которые выполняются по общим схемам. Например, анодный процесс может напоминать следующее:
M(s) → Mx+(aq) + xe-
Катодные процессы могут представлять собой любое из следующего:
O2+2H2O+4e- → 4OH-
H+ + e- → ½H2(g)
M1x+ + xe- → M1(s)
где M1 представляет собой другой металл.
[0035] Многие имеющиеся в наличии в настоящее время низкоэмиссионные покрытия имеют слой, содержащий Ag, находящийся непосредственно на слое и контактирующий со слоем, содержащим ZnO, и находящийся непосредственно под слоем и контактирующий со слоем, содержащим Ni (например, слоем, содержащим NiCr, NiTi или их оксид). В таких системах с точки зрения упрощенного термодинамического моделирования в слоях с электрохимическими потенциалами, меньшими, чем у Ag, будет происходить «преобладающая» коррозия. В слое, содержащем Ni, коррозия начнется, например, очень быстро по сравнению со слоем, содержащим Ag, и в таких системах вся поверхность контакта между ними может быть повреждена. С другой стороны, при рассмотрении слоя, содержащего ZnO, и слоя, содержащего Ag, ситуация меняется на противоположную, так как в слое, содержащем Ag, коррозия будет происходить быстрее (как при свете, так и без него). Слой, содержащий NiO, также будет «превосходить» по характеристикам слой, содержащий Ag. Конечно, эта модель предполагает осуществление электрической цепи и роли H2O с обеспечением ионов H+ в присутствии электролитов, таких как, например, соли.
[0036] В предоставленной ниже таблице приведено несколько стандартных потенциалов электрода в вольтах по отношению к стандартному водородному электроду.
[0037] К другим широко распространенным низкоэмиссионным покрытиям относится слой, содержащий Ag, размещенный между слоями, содержащими NiCr, и непосредственно контактирующий с указанными слоями. (Конкретные иллюстративные покрытия такого типа будут более подробно описаны ниже.) На основании электрохимических потенциалов в таких покрытиях коррозия металлического Ni, присутствующего в содержащих NiCr барьерных слоях, окружающих Ag, приведет к «адгезивному высвобождению» и последующей агломерации серебра, которое является одним из характерных признаков электрохимической коррозии. Электролит, содержащий воду, находящуюся в электрическом контакте с обоими металлами, усилит «преобладающую» коррозию Ni и, в конечном счете, приведет к коррозии Ag.
[0038] На Фиг. 2 схематически показан этот механизм действия коррозии. Как показано на Фиг. 2, слой, содержащий Ag 202, расположен между первым и вторым слоями, содержащими NiCr 204a и 204b. С этими слоями контактирует электролит 206 (в воде). Электроны будут перемещаться в слой, содержащий Ag 202, в то время как будет происходить преобладающее выщелачивание Ni2+ из одного или обоих слоев, содержащих NiCr 204a/204b, с проникновением в электролит 206. Общий механизм обеспечивает «преобладающее» растворение и повторное осаждение (подвергшегося коррозии) Ni вместе с агломерацией или «сгущением» Ag.
[0039] Другие широко распространенные низкоэмиссионные покрытия содержат слой, содержащий оксид цинка (например, слой, содержащий оксид цинка, который может включать в себя алюминий, олово и/или т. п.), слой, содержащий Ag, образованный на слое (необязательно непосредственно на слое или в непосредственном физическом контакте со слоем), содержащем оксид цинка, и слой, содержащий Ni, Cr и/или Ti, или их оксид (например, NiCr, NiCrOx, NiTi, NiTiOx и т. п.), образованный на слое (необязательно непосредственно на слое и в непосредственном физическом контакте со слоем), содержащем Ag. В многослойных покрытиях, содержащих ZnOx/Ag/NiCrOx, относительно небольшие количества окисленного Ni, присутствующего в другом механизме действия коррозии Ag, при условном отсутствии межповерхностного высвобождения, которое, как показывают результаты тестирования и анализа, было гораздо более приемлемым в визуальном плане.
[0040] При размещении в электролите (например, соли и H2O) в многослойных покрытиях с разделенным Ag (например, при использовании того же материала металлической структуры, который, однако, пространственно разделен диэлектриками, которые электрически активны) может возникать разность потенциалов в результате двухосного напряжения, становящегося межповерхностным напряжением; структуры с отделкой «под металл»; открытые дефекты, царапины, нити и т. д.; градиент электролита в диэлектрике, создающий слои ПВБ или другого материала, и т. д.; и/или тому подобное.
[0041] В низкоэмиссионных изделиях с так называемым двойным слоем серебра в одном из двух слоев серебра может в преобладающем порядке начаться коррозия по сравнению с другим слоем, которой способствует градиент электролита в электрически активном диэлектрике, действующий в качестве поляризационного слоя. Это аналогично тому, как аккумуляторная батарея создает разницу напряжения вследствие дисбаланса химического потенциала. Один из слоев Ag становится анодным по отношению к остальной части многослойного покрытия, а в другом слое Ag в преобладающем порядке произойдет коррозия. Однако в данном случае это действие происходит в результате нарушения диэлектрической целостности и попадания водяного пара в слои. Таким образом, важным параметром может стать скорость проникновения водяных паров (water vapor transmission rate; WVTR). Электрохимическая модель предсказывает, что при отсутствии проникновения ионизированной влаги фронт коррозии не должен перемещаться.
[0042] В связи с этим электрохимическая модель коррозии дает некоторые другие прогнозы, которые могут быть полезны для будущих конструкций, а именно то, что отношение толщины Ag к толщине NiCr также влияет на подверженность коррозии. Неожиданно было обнаружено, что моделирование также прогнозирует, что ионная проводимость/поляризация стекла может способствовать снижению коррозии. Таким образом, более тонкий подстилающий слой или ионный подстилающий слой должен способствовать снижению коррозии.
[0043] В оценке моделей может помочь рассмотрение Фиг. 3, на которой представлен вид в поперечном сечении иллюстративной низкоэмиссионной структуры многослойного покрытия. Как показано на Фиг. 3, на подложку 300 нанесен первый содержащий силикон слой 302a (например, слой, содержащий силикон и его оксид и/или нитрид); первый слой 304a, содержащий Ni, Сr и/или Ti (который может быть или может не быть окислен); слой 306, содержащий серебро; второй слой 304b, содержащий Ni, Сr и/или Ti (который может быть или может не быть окислен); а также второй содержащий силикон слой 302b (например, слой, содержащий силикон и его оксид и/или нитрид). Следующая приведенная в трех примерах толщина слоев соответствует слоям с различным общим видом и/или низкоэмиссионной и другой характеристикой:
Пример 1
Пример 2
Пример 3
[0044] При рассмотрении трех приведенных выше примеров видно, что пример 3 имеет самое толстое подстилающее покрытие (например, слой 302a, содержащий Si3N4) и, по-видимому, наиболее подвержен коррозии. Пример 1 имеет самое тонкое подстилающее покрытие (например, слой 302a, содержащий Si3N4) и, по-видимому, наименее подвержен коррозии. Однако, существуют дополнительные или альтернативные допущения о причинах таких явлений. Во-первых, можно предположить, что подстилающее покрытие (например, слой 302a, содержащий Si3N4) в примере 3 может быть более шероховатым, чем соответствующие слои других покрытий, что может быть вызвано его большей толщиной и, возможно, более быстро приводить к более низкой межповерхностной адгезии и, в свою очередь, к коррозии. Во-вторых, приведенный в примере 3 подстилающий слой может обладать большей прочностью на разрыв (например, слой 302a, содержащий Si3N4). Получение изображений с помощью просвечивающего электронного микроскопа (ПЭМ) и/или другие испытания могут содействовать оценке первого допущения, а измененные напряжением осаждения слоев, достигающие одинаковой общей толщины, могут содействовать оценке последнего допущения. Однако, как предложено выше, эти допущения, возможно, могут работать по отдельности или совместно с учетом относительной быстроты коррозии. В любом случае, независимо от задействованного точного механизма содействия коррозии, описанные в настоящем документе иллюстративные методы предназначены для замедления и возможного устранения коррозии.
[0045] В этом отношении, поскольку для возникновения коррозии должны происходить как катодные, так и анодные перепады, предотвращение любого из них должно остановить коррозию. Оба процесса можно остановить, нанеся покрытие на объект с барьером для защиты от влаги или другое защитное покрытие. Однако, даже если это сделано, вероятно, имеются места, в которых барьер нарушен или куда он не проникает, особенно при наличии отверстий в конструкции. Более сложный метод заключается в том, чтобы подать небольшой отрицательный заряд на металл, таким образом усложняя прохождение реакции M → M2+ + 2e-. Если пленка герметизирована таким образом, что между периферией и центром пленки имеется градиент влажности и кислород, еще более эффективный метод состоит в образовании эквипотенциальной линии скрайбирования, которая помогает создать чрезвычайно мощное сопротивление поляризации. В различных иллюстративных вариантах осуществления настоящего изобретения эти методы можно применять в любом подходящем сочетании.
[0046] В этом отношении были проведены эксперименты по лазерному скрайбированию с использованием диодного волоконного лазера, работающего на длине волны 1064 нм, и стекла различной толщины. Сканер X-Y направлял лазер по подложкам, в результате чего в местах использования перекрывающихся пятен образовывались локально изолированные пятна или непрерывные линии. Плоскость фокусировки и диаметр пучка (например, размер пучка на глубине покрытия) регулировали с помощью оптических устройств в лазерной головке, связанных с заданными разделителями с зазором. Предполагалось, что в этих условиях подложки являются прозрачными или по меньшей мере по существу прозрачными (например, пропускающими по меньшей мере на 85%, более предпочтительно, пропускающими по меньшей мере на 90% и, еще более предпочтительно, пропускающими на 95% или более) на длине волны 1064 нм, а лазер направлен на покрытие.
[0047] На Фиг. 4 представлен схематический вид установки лазерного скрайбирования, которую можно использовать в связи с некоторыми иллюстративными вариантами осуществления. Установка включает в себя лазер 402, который расположен на платформе 404 и колонне 406. Платформа выполнена с возможностью перемещения в направлениях X-Y посредством стола 408a перемещения в направлениях X-Y и в направлении Z посредством стола 408b перемещения в направлении Z. Как столом 408a перемещения в направлениях X-Y, так и столом 408b перемещения в направлении Z может управлять компьютер, например, для фокусировки светового пучка, испускаемого лазером 402, относительно предметного стола 410 с прорезями и размещенной на нем подложки 412. Выходной сигнал лазера 402 направляется по трубке фиксированной длины к первому оптическому устройству 416a, которое перенаправляет выходной сигнал по второй трубке 414b. Фокусирующее и/или другое оптическое устройство 416b фокусирует выходной сигнал лазера 402, направляя его через сопло 414c на предметный стол 410 с прорезями и размещенную на нем подложку 412. Для охлаждения подложки 418 и/или ее компонентов (например, покрытия в ней или на ней, связующего материала и/или т. п.) предусмотрена струя 412 охладителя.
[0048] Лазером можно управлять, регулируя скорость сканирования, частоту импульсов/рабочий цикл и/или выходную мощность диода. Также можно учитывать глубину фокусировки. Эти и/или другие параметры можно регулировать с помощью описанной выше конструкции (например, оптических устройств, столов и т. д.). Скорости сканирования могут находиться в диапазоне 250-2000 мм/с, более предпочтительно, 500-1000 мм/с. В некоторых иллюстративных вариантах осуществления дискретные «низкие» и «высокие» скорости сканирования могут, например, составлять соответственно 500 мм/с и 100 мм/с. Частоты импульсов могут находиться в диапазоне 10-240 кГц, более предпочтительно, 20-160 кГц и, еще более предпочтительно, 40-80 кГц. Дискретные «низкие», «средние» и «высокие» частоты импульсов, используемые в связи с определенными иллюстративными вариантами осуществления, составляют соответственно 40 кГц, 60 кГц и 80 кГц. Для получения верхней стеклянной подложки толщиной 3-4 мм (например, стеклянной подложки, ближайшей к источнику лазерного излучения) можно использовать мощность диодного лазера, составляющую 50-250 мкДж, более предпочтительно, 75-200 мкДж и, еще более предпочтительно, 75-150 мкДж. Кроме того, используемый диаметр пучка или основное расстояние может составлять 20-500 мкм, более предпочтительно, 20-250 мкм и, еще более предпочтительно, 50-150 мкм. Радиус пучка, например, можно регулировать с помощью оптических устройств на выходе лазера, чтобы получить указанные и/или другие характеристики. В некоторых иллюстративных вариантах осуществления для стекла толщиной 4 мм может быть особенно предпочтительным использовать диаметр пучка, составляющий около 100 мкм и дающий лазерный импульс мощностью около или точно 100 мкДж (например, 100-115 мкДж). Для оптимизации или усовершенствования способа скрайбирования в связи с конкретным покрытием, мощность лазера и частоту импульсов можно регулировать для получения этих значений в качестве приблизительной центральной точки. Возможны отрезки длиной около 2,5-61 см (1-24 дюйма), а иногда и более короткие или длинные отрезки, причем отрезок скрайбирования длиной около 31 см (12 дюймов) является одним из примеров, которые, как было обнаружено, взаимодействуют с определенными иллюстративными вариантами осуществления изобретения. В качестве одного примера было обнаружено, что в некоторых иллюстративных вариантах осуществления изобретения достаточно использовать 5-15% источника питания мощностью 80 Вт для лазера, работающего на длине волны 1064 нм.
[0049] Глубина фокусировки может варьироваться для ориентирования на верхнюю часть покрытия, нижнюю часть покрытия или металлический(-е) слой(-и) покрытия в различных иллюстративных вариантах осуществления.
[0050] В некоторых иллюстративных вариантах осуществления для создания зон перекрытия пятен скрайбирования можно использовать энергию импульса и перемещение. В связи с этим на Фиг. 5 показаны линии скрайбирования, полученные с помощью наносекундного импульсного лазера, работающего на длине волны 1064 нм, который можно использовать в связи с некоторыми иллюстративными вариантами осуществления. На Фиг. 5 показано использование импульса 100 мкДж с частотой 20-80 кГц и диаметром лазерного пучка приблизительно 100 мкм. Линии, перемещающиеся слева направо, показывают эффекты увеличения зон перекрытия пятен. Как можно видеть, при дальнейшем перекрытии пятен уменьшается проводимость. В некоторых иллюстративных вариантах осуществления можно использовать многопроходное скрайбирование (например, скрайбирование с двумя или более линиями поверх друг друга). В некоторых иллюстративных вариантах осуществления ширина линии скрайбирования предпочтительно составляет по меньшей мере 100-300 мкм, хотя более предпочтительной является ширина линии скрайбирования 500-800 мкм. В некоторых иллюстративных вариантах осуществления изобретения можно преимущественно использовать одну, две, три или более линий скрайбирования, которые по существу параллельны друг другу, для создания последовательных барьерных зон для переноса электронов. В некоторых иллюстративных вариантах осуществления для нанесения скрайбирования можно использовать один или более типов линейных, точечных или других типов лазеров. Линейные лазеры могут иметь особенное преимущество в определенных иллюстративных вариантах осуществления, например, на основании их способности нацеливаться непосредственно на линии. Следует понимать, что в различных иллюстративных вариантах осуществления перекрытия могут использоваться при работе линейных, точечных и/или других типов лазеров.
[0051] На Фиг. 6 представлен вид первой иллюстративной установки, на котором показано, каким образом слоистое изделие можно обработать лазерным скрайбированием в соответствии с некоторыми иллюстративными вариантами осуществления, а на Фиг. 7 представлен вид второй иллюстративной установки, на котором показано, каким образом слоистое изделие можно обработать лазерным скрайбированием в соответствии с некоторыми иллюстративными вариантами осуществления. На Фиг. 6 и 7 представлены слоистые изделия, аналогичные изделию, показанному на Фиг. 1 и описанному в связи с данной фигурой. То есть на Фиг. 6 и Фиг. 7 первая и вторая подложки 602a и 602b соединены между собой при помощи связующего материала/промежуточного слоя 604 (который может представлять собой ПВБ, ЭВА, ПЭТФ, ПУ и т. п.). На первую подложку 602a нанесено покрытие 606 (например, покрытие в соответствии с Фиг. 3, например другое покрытие, описанное в настоящем документе, или другое покрытие, имеющее слой металлизации или металлический слой и подверженное коррозии).
[0052] Как показано на Фиг. 6, энергия 610, исходящая от источника лазерного излучения, сфокусирована на покрытии 606 и подается в слой(-и) металлизации и/или металлический(-е) слой(-и). Как показано на Фиг. 7, энергия 710a, исходящая от источника лазерного излучения, перенаправляется и фокусируется на покрытии 606 при помощи дополнительных оптических устройств 712. Перенаправленная и сфокусированная энергия 710b подается в слой(-и) металлизации и/или металлический(-е) слой(-и) в соответствии с примером, проиллюстрированным на Фиг. 7. В дополнение к наличию дополнительных оптических устройств 712 в соответствии с Фиг. 7 по сравнению с Фиг. 6, Фиг. 6 и Фиг. 7 отличаются друг от друга показанной на них ориентацией относительно источников лазерного излучения (не показаны). То есть покрытие 606 находится ближе к источнику лазерного излучения, чем связующий слой 604, проиллюстрированный на Фиг. 6, и покрытие 606 находится дальше от источника лазерного излучения, чем связующий слой 604, проиллюстрированный на Фиг. 7. Следует отметить, что в некоторых иллюстративных вариантах осуществления могут использоваться дополнительные оптические устройства, независимо от положения покрытия и связующего материала относительно источника лазерного излучения.
[0053] В некоторых иллюстративных вариантах осуществления может применяться метод абляции, который является избирательным и «саморегулируемым» в отношении глубины, например, из-за различия в абсорбции, термомеханических свойствах подложки и слоев, содержащихся в многослойном покрытии, и/или т. п. Один пример саморегулируемого метода включает в себя удаление слоев, содержащих как Ag, так и NiCr, а также промежуточных слоев из иллюстративного покрытия, проиллюстрированного на Фиг. 3, с помощью (например) диодного лазера, работающего на длине волны, которая не поглощается подстилающими и находящимися выше слоями (которые, например, в соответствии с Фиг. 3, представляют собой слои, содержащие нитрид кремния) и не поглощается подложкой(-ами).
[0054] Однако одна из проблем состоит в том, что целевое изделие имеет замкнутую геометрическую конфигурацию; то есть стоит вопрос о том, куда пойдет абляционный материал. Эту проблему можно решить одним или более способами. Например, абляционный материал может быть испарен, а затем преобразован (например, повторно осажден) в непроводящий вид. В качестве альтернативного или дополнительного варианта абляционный материал покрытия можно растворять в самой подложке, в одном или более тонкопленочных слоях на подложке (например, слое, содержащем нитрид кремния 302a, из примера, проиллюстрированного на Фиг. 3) и т. п. В качестве альтернативного или дополнительного варианта, аналогичным образом, абляционный материал можно переносить в расплавленный или по меньшей мере размягченный связующий материал (например, ПВБ), например, путем диффузии или растворения в нем.
[0055] Однако следует понимать, что потенциальное повреждение или даже абляция подложки в некоторых случаях может вызвать проблемы, поскольку это может привести к повреждению изолирующего или барьерного слоя между подложкой и слоем(-ями) металлизации или металлическим(-и) слоем(-ями) в покрытии (например, содержащими силикон подстилающими слоями, нижними диэлектрическими слоями и/или т. п.). Таким образом, некоторые иллюстративные варианты осуществления изобретения могут работать на уровне мощности и с рабочим циклом, достаточным для того, чтобы генерировать тепло и/или иным образом вызывать по меньшей мере частичное размягчение связующего материала таким образом, чтобы абляционный материал имел место для перемещения, предпочтительно не вызывая повреждение подложки, лежащей в основе покрытия, а также предпочтительно не вызывая удаление барьерного слоя между слоем(-ями) металлизации или металлическим(-и) слоем(-ями) в покрытии и подстилающей подложке. В этом отношении ориентация на Фиг. 7 может быть сравнительно более простой в работе, так как абляция нижней поверхности связующего материала для подачи энергии в покрытие и предпочтительно размещение в ней слоя(-ев) металлизации или металлического(-их) слоя(-ев) могут быть «более безопасными», например, с точки зрения уменьшения или устранения воздействия лазерного излучения на барьерный слой и контакт с тыльной поверхностью. Тем не менее, в некоторых иллюстративных вариантах осуществления может быть желательно разрезать все покрытие.
[0056] Если контур лазерного скрайбирования слишком острый или слишком зазубренный (т. е. локальная кривизна радиуса профиля лазерного скрайбирования имеет слишком крутое закругление), разрез в ПВБ или связующем материале может не быть довольно широким. Это, в свою очередь, влияет на сопротивление поляризации и последовательное сопротивление. Предпочтительной может быть прямая линия без резких изгибов. В некоторых иллюстративных вариантах осуществления изобретения углы, таким образом, можно обрабатывать с помощью перекрывающихся прямых линий (например, с получением плюсо- или крестообразной конфигурации по углам), с помощью постепенных изгибов (которые, например, могут быть «пройдены» много раз для того, чтобы обеспечить образование надлежащих канавок) и т. д.
[0057] Было установлено, что расстояние между линией скрайбирования и краем подложки может влиять на то, в какой степени можно замедлить и/или остановить электрохимическую коррозию. Например, если расстояние между краем подложки и линией скрайбирования небольшое, электрохимическая коррозия может замедлиться, но не остановиться. Расстояние, составляющее по меньшей мере 3 мм, более предпочтительно по меньшей мере 5 мм и, еще более предпочтительно, по меньшей мере 10 мм, является более эффективным, когда речь идет не только о замедлении коррозии, но и о повышении вероятности остановки коррозии.
[0058] На Фиг. 8 представлена блок-схема, на которой показан иллюстративный способ лазерного скрайбирования слоистого изделия в соответствии с некоторыми иллюстративными вариантами осуществления. На этапе S802 на подложке образуется покрытие, причем покрытие представляет собой (например) многослойное тонкопленочное покрытие, включающее в себя по меньшей мере один слой металлизации или металлический слой. На этапе S804 подложку с нанесенным на нее покрытием соединяют с другой подложкой при помощи связующего материала. Слоистое изделие подвергают воздействию источника лазерного излучения таким образом, чтобы на этапе S806 можно было осуществить абляцию покрытия. На этапе S808 обеспечивается необязательное наружное уплотнение для дополнительной защиты слоистого изделия.
[0059] Таким образом, возможно лазерное скрайбирование/лазерная абляция покрытия через стекло и связующий материал или промежуточный слой (такой как ПВБ или т. п.) в качестве способа стимулирования удаления по краю, а также создания зоны, которая служит барьером для защиты от переноса электронов между краем покрытия и центром покрытия. Подбирая такие параметры, как ширина скрайбирования, мощность лазера, рабочий цикл, длина волны лазера и т. д., можно управлять абляцией и диффузией покрытия в стекло, ПВБ и/или один или более других слоев тонкопленочного покрытия. При этом можно замедлить или остановить электрохимическую коррозию. То есть покрытие может быть электрически изолировано от внешней среды для снижения, а иногда и полного устранения блуждающих токов утечки, которые способствуют возможной электрохимической эрозии покрытия. Некоторые иллюстративные варианты осуществления изобретения достаточны для обеспечения электрической изоляции для субпико A (например, электрическая изоляция менее 10 пико A, более предпочтительно менее 1 пико A). То есть скорость коррозии может быть снижена на порядки величины путем соответствующего повышения последовательного сопротивления (Rs) и сопротивления поляризации (Rp) и уменьшения обратного шунтового сопротивления. Следует отметить, что иллюстративные методы, описанные в настоящем документе, можно использовать для электрической изоляции областей таким образом, чтобы сопротивление постоянному току между ними превышало предел обычных электрометрических устройств, составляющий 30 ГОм, и, следовательно, в некотором смысле его можно было считать бесконечным.
[0060] Как было предложено выше, для обеспечения дополнительной защиты можно использовать высококачественный краевой герметик, но по меньшей мере в некоторых отношениях лазерное скрайбирование может обеспечивать еще большую нечувствительность к метеорологическим элементам, например, за счет уменьшения, а иногда и полного устранения тока межфазной границы, выносящего элементы в окружающую среду, по которому может попадать влага и выходить ток утечки. Такое усовершенствование возможно даже в случае ламината, который в иных случаях обычно увеличивает ток утечки на порядки величин за счет содержания влаги в ламинате (поскольку, например, ПВБ, в отличие от ЭВА, пропускает эту влагу) и отвечает за широкий диапазон эффектов снижения срока службы, связанных с электрохимической коррозией. Некоторые иллюстративные варианты осуществления преимущественно снижают вероятность внутренних когезионных сбоев в многослойном покрытии, например связанных с электрохимической коррозией, вызванной разностью потенциалов, при которой происходит растворение анодной металлизации и, как правило, доминирует катодная металлизация.
[0061] Лазерное скрайбирование преимущественно поднимает внутреннее сопротивление пути электрохимической коррозии к окружающей среде на порядки величины. По оценкам, в некоторых случаях можно получить снижение тока утечки более чем на шесть порядков величины. Более того, чем глубже и шире линия скрайбирования, тем, скорее всего, выше будет сопротивление. Электрическая изоляция также отделяет систему от земли и изменяет стандартный электрический потенциал. В некоторых иллюстративных вариантах осуществления применение лазерного скрайбирования также преимущественно влияет на сопротивление поляризации. Чем больше это значение, тем больше будет замедлена кинетика коррозии. Кроме того, лазерное скрайбирование в некоторых иллюстративных вариантах осуществления преимущественно может включать шунтирование двух слоев металлизации, так что их уровни Ферми имеют одинаковые потенциалы.
[0062] Некоторые иллюстративные варианты осуществления были описаны в связи с лазером, работающим на длине волны 1064 нм. Было обнаружено, что использование лазера, работающего на длине волны 1064 нм, является преимущественным, поскольку прозрачное стекло и ПВБ (и другие связующие материалы) по существу прозрачны для таких длин волн. В противоположность этому некоторые источники лазерного излучения, работающие на меньшей и большей длине волны, могут слишком сильно нагревать стекло, что может привести к образованию трещин и/или другому повреждению стекла. Однако следует отметить, что прозрачное стекло не всегда используется во всех сферах применения. В ряде различных изделий в США и по всему миру используются, например, зеленые и другие тонированные стекла, например для получения требуемых эстетических эффектов. В таких случаях свет с длиной волны 1064 нм может абсорбироваться покрытием или иным образом неэффективно проходить в покрытие, и поэтому может быть желательно выбрать источник лазерного излучения с другой длиной волны. Например, для зеленого стекла может быть желательным использовать лазер, работающий на длине волны 540 нм или 420 нм.
[0063] В некоторых иллюстративных вариантах осуществления линии скрайбирования могут быть предусмотрены на периферии изделий. В результате монтажные конструкции, декоративные детали и/или т. п. могут быть использованы для скрытия потенциально получаемых видимых следов скрайбирования. В иллюстративных вариантах осуществления, в которых наносят множество линий скрайбирования, более толстые линии скрайбирования могут быть нанесены ближе к периферии изделия, а более тонкие линии скрайбирования могут быть нанесены ближе к центру изделия. Это может способствовать прикрытию менее эстетически привлекательных зон или по меньшей мере заметных зон.
[0064] В некоторых иллюстративных вариантах осуществления описанные в настоящем документе иллюстративные методы можно использовать для создания в покрытиях, содержащих слои металлизации и металлические слои, рисунков, которые могут быть направлены к соединителям за пределами стекла.
[0065] Следует понимать, что методы в соответствии с определенными иллюстративными вариантами осуществления можно использовать в связи с портативным или переносным источником лазерного излучения. Портативный или переносной источник лазерного излучения можно использовать для скрайбирования уже установленных, введенных в хозяйственный оборот или других изделий, которые не целесообразно регулировать на линии или производственном участке для придания им свойств стойкости к электрохимической коррозии. Портативный или переносной источник лазерного излучения может быть смонтирован на столе или другом блокирующем устройстве для содействия контролируемому перемещению в двух направлениях. Оптические устройства для определения расстояния могут быть обеспечены таким образом, что источник может располагаться на соответствующем расстоянии от изделия для облегчения фокусировки на поверхности(-ях), подлежащей(-их) обработке, или в непосредственной близости от нее (них).
[0066] В этом отношении, а также в других ситуациях некоторые иллюстративные варианты осуществления также могут применяться в связи с некоторыми уже корродированными участками. Как будет понятно из приведенного выше описания, в общих обстоятельствах (например, в случае прозрачных стеклянных подложек, связующих материалов ПВБ и т. д.) при работе на длине волны 1064 нм мощность лазерного излучения сначала поглощается слоем(-ями) металлизации и/или металлическим(-и) слоем(-ями). Затем эта энергия передается посредством фононного взаимодействия с ПВБ или другим связующим материалом и стеклом. Таким образом, если лазерное скрайбирование выполняют на уже корродированных участках, поглощение лазерного излучения может быть недостаточно высоким (поскольку металл уже корродирован) для создания изолирующего канала в ПВБ или другом связующем материале (то есть сопротивления на пути электрохимической коррозии). Поэтому может потребоваться дополнительная мощность. Тем не менее, может быть необходимо обеспечить достаточное активное или пассивное охлаждение, например, для снижения вероятности нежелательного повреждения подложки и/или смежных областей ПВБ или другого связующего материала.
[0067] Кроме того, лазерное скрайбирование на корродированном участке может не обеспечивать участок эквипотенциала. Иными словами, на корродированном участке, подверженном лазерному скрайбированию, может по-прежнему существовать разность потенциалов, хотя ее может уже не хватать для дальнейшего продвижения фронта коррозии. В некоторых ситуациях фронт коррозии может продвигаться дальше, хотя и с очень низкой скоростью.
[0068] Таким образом, следует понимать, что по меньшей мере в некоторых случаях скрайбирование можно осуществлять на уже корродированных участках. Однако эффективность этого способа может зависеть от обстоятельств.
[0069] Несмотря на то, что были описаны некоторые иллюстративные варианты осуществления, относящиеся к уже собранным слоистым изделиям, следует понимать, что описанные в настоящем документе методы скрайбирования можно применять в связи со слоистыми структурами, полученными путем предварительного нанесения слоев, а также в связи с изделиями с покрытием, которые могут быть включены в изделия, не являющиеся слоистыми изделиями. Например, описанные в настоящем документе методы скрайбирования можно применять в отношении изделий с покрытием, теплоизоляционных стеклопакетов, в которых первая и вторая по существу параллельные разнесенные друг от друга подложки отделены в отношении краевого уплотнения, определяющего зазор между ними (который может быть заполнен воздухом и/или инертным газом, таким как Ar, Kr, Xe и/или т. п.), а также вакуумных теплоизоляционных стеклопакетов, в которых первая и вторая по существу параллельные разнесенные друг от друга подложки отделены в отношении краевого уплотнения и со множества разделителей с зазором откачан воздух до давления, ниже атмосферного, и т. д.
[0070] В связи с этим на Фиг. 9 представлен вид в поперечном сечении иллюстративного теплоизоляционного стеклопакета 900, в котором может быть произведена лазерная абляция покрытия в соответствии с некоторыми иллюстративными вариантами осуществления, а на Фиг. 10 представлена блок-схема, на которой показан иллюстративный способ лазерного скрайбирования теплоизоляционного стеклопакета в соответствии с некоторыми иллюстративными вариантами осуществления. Фиг. 9 аналогична Фиг. 1 и Фиг. 6-7, а Фиг. 10 аналогична Фиг. 8, за исключением того, что Фиг. 9-10 относятся к методам, применяемым к теплоизоляционным стеклопакетам, а Фиг. 1, 6-7 и 9 относятся к методам, применяемым к слоистым изделиям. В любом случае, как более конкретно показано на Фиг. 9-10, для теплоизоляционного стеклопакета 900 предусмотрены первая и вторая подложки 902a и 902b. На первой подложке 902a (этап S1002 на Фиг. 10) образуют многослойное тонкопленочное покрытие 906, которое может содержать один или более металлсодержащих слоев (например, в случае низкоэмиссионного или другого покрытия). Первая и вторая подложки 902a и 902b соединены между собой (этап S1004 на Фиг. 10) с использованием разделителя 910 по периферийному краю и по меньшей мере с частичным образованием зазора 904. Теплоизоляционный стеклопакет 900 подвергают воздействию источника лазерного излучения таким образом, чтобы можно было осуществить абляцию покрытия 906 (этап S1006 на Фиг. 10). Источник лазерного излучения может быть ориентирован поверх второй подложки 902b, например, чтобы снизить вероятность повреждения поверхности первой подложки 902a. Обеспечено необязательное наружное уплотнение 908 (этап S1008 на Фиг. 10), чтобы дополнительно защитить теплоизоляционный стеклопакет 900.
[0071] Следует отметить, что некоторые иллюстративные варианты осуществления могут по существу способствовать приданию повышенной прочности покрытию и/или изделию, что делает его менее восприимчивым к коррозии, без полного нанесения линий скрайбирования. Например, если управление мощностью лазерного излучения осуществляется таким образом, что скрайбирование не происходит, а вместо этого в покрытие подается энергия лазерного излучения, то металлсодержащий(-е) слой(-и) можно изменить таким образом, чтобы снизить удельное поверхностное сопротивление. Такой тип снижения удельного поверхностного сопротивления может не создавать полностью электрически изолированные участки, однако снижение удельного поверхностного сопротивления в металлсодержащем(-их) слое(-ях) и/или покрытии в целом может замедлить продвижение фронта коррозии и т. д.
[0072] Используемые в настоящем документе термины «на», «нанесенный на» и т. п. не следует воспринимать как означающие, что два элемента расположены непосредственно смежно друг с другом, если явно не указано иное. Иными словами, можно сказать, что первый слой находится «на» или «нанесен на» второй слой, даже если между ними находится один или более слоев.
[0073] В некоторых иллюстративных вариантах осуществления предложен способ изготовления слоистого изделия. Промежуточное изделие включает в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала. На первой стеклянной подложке образовано многослойное тонкопленочное покрытие. Покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. На покрытие наносят линию посредством лазерного скрайбирования, воздействуя на промежуточное изделие источником лазерного излучения при изготовлении слоистого изделия, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0074] В дополнение к приведенным в предыдущем абзаце отличительным признакам, в некоторых иллюстративных вариантах осуществления связующий материал может представлять собой ПВБ, стеклянные подложки могут представлять собой прозрачные стеклянные подложки, и/или источник лазерного излучения может представлять собой источник лазерного излучения, работающий на длине волны 1064 нм.
[0075] В дополнение к отличительным признакам, приведенным в любом из двух предыдущих абзацев, в некоторых иллюстративных вариантах осуществления источник лазерного излучения может работать на длине волны, на которой вторая подложка и/или связующий материал является пропускающим по меньшей мере на 90%.
[0076] В дополнение к отличительным признакам, приведенным в любом из трех предыдущих абзацев, в некоторых иллюстративных вариантах осуществления покрытие может быть низкоэмиссионным и, например, включать в себя слой, содержащий Ag. Например, в некоторых иллюстративных вариантах осуществления покрытие можно образовать (a) с включением по меньшей мере одного слоя, содержащего Ni, Cr и/или Ti, причем по меньшей мере один слой, содержащий Ni, Cr и/или Ti, образован на слое, содержащем Ag, и физически контактирует с указанным слоем; (b) таким образом, что слой, содержащий Ag, расположен между первым и вторым слоями, содержащими Ni, Cr и/или Ti и находится в прямом физическом контакте с указанными слоями; и/или (c) таким образом, что слой, содержащий Ag, образован на слое, содержащем оксид цинка, и находится в прямом физическом контакте с указанным слоем.
[0077] В дополнение к отличительным признакам, приведенным в любом из четырех предыдущих абзацев, в некоторых иллюстративных вариантах осуществления лазерное скрайбирование могут выполнять для полного растворения покрытия в непосредственной близости от линии, например, таким образом, что материал растворенного покрытия по меньшей мере частично растворяется в связующем материале.
[0078] В дополнение к отличительным признакам, приведенным в любом из пяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления изобретения покрытие может содержать нижний диэлектрический слой непосредственно на первой стеклянной подложке, а лазерное скрайбирование могут выполнять для растворения части покрытия, включающего в себя по меньшей мере один металлсодержащий слой, но не содержащего нижний диэлектрический слой. Например, в некоторых иллюстративных вариантах осуществления растворенная часть покрытия может быть по меньшей мере частично растворена в связующем материале и/или нижнем диэлектрическом слое.
[0079] В дополнение к отличительным признакам, приведенным в любом из шести предыдущих абзацев, в некоторых иллюстративных вариантах осуществления можно регулировать тепло, выделяемое при лазерном скрайбировании, во избежание повреждения поверхности подложки, на которой образуется покрытие, и во избежание нежелательного повреждения связующего материала. Например, в некоторых иллюстративных вариантах осуществления лазерное скрайбирование может прерываться, и промежуточное изделие может охлаждаться и/или может быть обеспечено его охлаждение во время прерывания, чтобы способствовать регулированию выделяемого тепла; и/или рабочий цикл и/или рабочую мощность источника лазерного излучения могут регулировать, чтобы способствовать регулированию выделяемого тепла.
[0080] В дополнение к отличительным признакам, приведенным в любом из семи предыдущих абзацев, в некоторых иллюстративных вариантах осуществления ширина линии может составлять по меньшей мере 100-800 мкм.
[0081] В дополнение к отличительным признакам, приведенным в любом из восьми предыдущих абзацев, в некоторых иллюстративных вариантах осуществления линия может быть образована по периферии промежуточного изделия, например, с определением барьера по периферии промежуточного изделия.
[0082] В дополнение к отличительным признакам, приведенным в любом из девяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления лазерное скрайбирование может быть выполнено в связи со множеством перекрывающихся циклов сканирования источника лазерного излучения.
[0083] В дополнение к отличительным признакам, приведенным в любом из десяти предыдущих абзацев, в некоторых иллюстративных вариантах осуществления лазерное скрайбирование может быть выполнено с созданием электрического изоляционного барьера менее 10 пико A.
[0084] В дополнение к отличительным признакам, приведенным в любом из одиннадцати предыдущих абзацев, в некоторых иллюстративных вариантах осуществления при лазерном скрайбировании вторая подложка может быть ориентирована ближе к источнику лазерного излучения, чем первая подложка.
[0085] В некоторых иллюстративных вариантах осуществления предлагается способ изготовления слоистого изделия, включающий: образование на первой стеклянной подложке многослойного тонкопленочного покрытия, причем покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии; соединение первой стеклянной подложки со второй стеклянной подложкой при помощи связующего материала таким образом, чтобы покрытие было ориентировано между первой и второй подложками, и первая и вторая подложки были по существу параллельны друг другу; и лазерное скрайбирование граничной линии по периферии покрытия после соединения при изготовлении слоистого изделия, причем лазерное скрайбирование по меньшей мере частично растворяет покрытие в непосредственной близости от граничной линии и увеличивает стойкость к электрохимической коррозии покрытия, находящегося внутри по отношению к граничной линии, за счет электрического изолирования покрытия, находящегося внутри по отношению к граничной линии. По меньшей мере один металлсодержащий слой растворяют с помощью лазерного скрайбирования таким образом, что связанный абляционный материал (a) преобразовывается в непроводящий вид и/или (b) растворяется и/или диффундирует с проникновением в первую подложку, связующий материал и/или по меньшей мере один другой слой многослойного тонкопленочного покрытия.
[0086] В некоторых иллюстративных вариантах осуществления предлагается слоистое изделие, содержащее: первую стеклянную подложку, на которую нанесено многослойное тонкопленочное покрытие, причем покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии; вторую стеклянную подложку, соединенную с первой стеклянной подложкой при помощи связующего материала таким образом, чтобы покрытие было ориентировано между первой и второй подложками, и первая и вторая подложки были по существу параллельны друг другу; и обработанную лазерным скрайбированием границу по периферии покрытия, образованную после соединения между собой первой и второй подложек. В результате лазерного скрайбирования растворяется по меньшей мере один металлсодержащий слой покрытия в непосредственной близости от границы. Материал покрытия, растворенный в результате лазерного скрайбирования, (a) включается в первую подложку, связующий материал и/или подстилающий слой покрытия и/или (b) подвергается абляции и/или испарению с преобразованием в непроводящий вид. Граница имеет ширину и глубину, достаточные для электрического изолирования области, находящейся внутри по отношению к границе, от области, находящейся снаружи по отношению к границе, до уровня, достаточного по меньшей мере для замедления электрохимической коррозии в области, находящейся внутри по отношению к границе.
[0087] В дополнение к отличительным признакам, приведенным в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления стеклянные подложки могут представлять собой прозрачные стеклянные подложки, связующий материал может представлять собой ПВБ и/или покрытие может представлять собой низкоэмиссионное покрытие, например, включающее в себя по меньшей мере один слой, содержащий Ag.
[0088] В некоторых иллюстративных вариантах осуществления предложен комплект для изготовления слоистого изделия. Комплект содержит источник лазерного излучения и промежуточное изделие. Промежуточное изделие включает в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала, причем на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, при этом покрытие включает в себя по меньшей мере один металлсодержащий слой и подвержено коррозии. Источник лазерного излучения регулируется таким образом, чтобы посредством лазерного скрайбирования нанести линию в покрытии путем воздействия на промежуточное изделие источника лазерного излучения при изготовлении слоистого изделия, причем линия образует барьер для защиты от переноса электронов между его противоположными сторонами.
[0089] В дополнение к отличительным признакам, приведенным в предыдущем абзаце, в некоторых иллюстративных вариантах осуществления источник лазерного излучения может быть переносным.
[0090] В некоторых иллюстративных вариантах осуществления предложен способ изготовления слоистого изделия, включающий: обеспечение промежуточного изделия, причем промежуточное изделие включает в себя первую и вторую по существу параллельные стеклянные подложки, соединенные между собой при помощи связующего материала, причем на первой стеклянной подложке образовано многослойное тонкопленочное покрытие, и покрытие включает в себя по меньшей мере один металлсодержащий слой; и подачу энергии внутрь покрытия путем воздействия на промежуточное изделие лазером из источника лазерного излучения, работающего на длине волны, на которой вторая стеклянная подложка и связующий материал являются по существу пропускающими при изготовлении слоистого изделия, причем энергия подается внутрь покрытия, а источник лазерного излучения регулируют таким образом, чтобы избирательно вынуждать по меньшей мере часть покрытия по желательному рисунку (a) растворяться в первой подложке, связующем материале и/или подстилающем слое покрытия и/или (b) испаряться и преобразовываться таким способом, чтобы не быть проводящей, причем желательный рисунок определяет по меньшей мере первую и вторую области и образуется с шириной и глубиной, достаточными для электрического изолирования первой и второй областей друг от друга, а уровень электрического изолирования является достаточным по меньшей мере для существенного замедления электрохимической коррозии в первой области.
[0091] Хотя изобретение описано применительно к тому, что в настоящее время считается наиболее практичным и предпочтительным вариантом осуществления, следует понимать, что изобретение не должно ограничиваться описанным вариантом осуществления, а, напротив, считается, что оно включает в себя различные модификации и эквивалентные конструкции, охватываемые сущностью и объемом прилагаемой формулы изобретения.
Реферат
Изобретение относится к области слоистых материалов, содержащих слой металлизации для использования в зеркальных и низкоэмиссионных покрытиях, в частности теплоизоляционных стеклопакетах. Некоторые иллюстративные варианты осуществления настоящего изобретения относятся к методам лазерной абляции/лазерного скрайбирования периферийных краев покрытия (например, низкоэмиссионного покрытия, зеркального или другого покрытия) на стеклянной или другой подложке слоистой структуры, полученной путем предварительного и последующего нанесения слоев, теплоизоляционных стеклопакетов, полученных путем предварительной и последующей сборки, и/или другого изделия для замедления или предотвращения коррозии покрытия. Лазер, работающий на длине волны 1064 нм, можно использовать для нанесения линий скрайбирования на слой(и) металлизации и/или металлический(е) слой(и) в низкоэмиссионном или другом покрытии, обеспеченном в уже созданном слоистом или уже собранном теплоизоляционном стеклопакете или другом изделии, например, по его периферии. Линии скрайбирования снижают подвижность электронов при перемещении от центра покрытия в окружающую среду и, таким образом, замедляют, а иногда даже предотвращают возникновение электрохимической коррозии. 2 н. и 17 з.п. ф-лы, 10 ил., 3 пр.
Комментарии