Способ стыковки арматурных стержней при монтаже железобетонных изделий - RU2788667C1
Код документа: RU2788667C1
Чертежи
Описание
Изобретение относится к сфере производства строительно-монтажных работ и может быть использовано в строительстве при производстве монтажа железобетонных элементов.
Известна технология стыковки арматурных стержней с помощью резьбовой муфты (патент РФ №124910, кл. Е04С 5/16 2013). В данном способе осуществляется высокоточная подгонка концов арматурных стержней, на обоих концах которых предварительно нарезается резьба. Перед процессом стыковки на один из стержней накручивается одним концом соединительная муфта, в другой конец которой входит соединяемый стержень, и осуществляется накручивание муфты на другой стержень.
Недостатками данного способа являются высокая стоимость такого соединения и необходимость в повышенной точности при изготовлении и стыковке железобетонных элементов, а также высококвалифицированный персонал для осуществления стыковки.
Наиболее близким к предлагаемой технологии является способ стыковки арматурных стержней ванной сваркой (патент РФ №2204465, кл. В23К 33/00, 9/02), включающий продольное расположение арматурных стержней с зазором между торцами и накладок вдоль стыка и наложение прихваточных сварных швов между накладками и арматурными стержнями. Между торцами стержней оставляется зазор при стыковке высотой 150 мм, с одной стороны арматурного стыка приваривается полукольцевая накладка и полость между концами арматуры заполняется путем расплавления электродов с помощью сварки.
Недостатками данного способа является большая трудоемкость в процессе сваривания концов арматуры, необходимость в высококвалифицированном рабочем персонале, большая доля человеческого фактора при производстве работ, присутствие примесей в сварочном шве, образующихся в результате горения электрода, а также длительная продолжительность процесса.
Техническим результатом является упрощение технологии, повышение производительности и снижение финансовых затрат на производство.
Технический результат достигается тем, что в способе стыковки арматурных стержней при монтаже железобетонных изделий, включающем продольное расположение арматурных стержней с зазором между торцами и накладок вдоль стыка и наложение прихваточных сварных швов между накладками и арматурными стержнями, согласно изобретению для стыковки арматурных стержней используют жидкий металл, а накладки выполняют из половинок труб с внутренним диаметром равным внешнему диаметру арматурных стержней и с толщиной равной 5 мм, при этом одна из половинок трубы имеет горловину для заливки жидкого металла, причем половинки труб соединяют сваркой между собой и приваривают их по всему периметру прилегания к арматурным стержням.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявляемому, что позволяет судить об изобретательском уровне предлагаемой технологии стыковки арматурных стержней.
Новизна предлагаемой технологии заключается в том, что расплавленный металл заливается сразу в готовом виде в зазор между арматурными стержнями, образованный заранее подготовленной гильзой.
Также новизна заключается в том, что гильза образует изолированную полость между концами арматурных стержней и имеет заливную горловину для заливки металла.
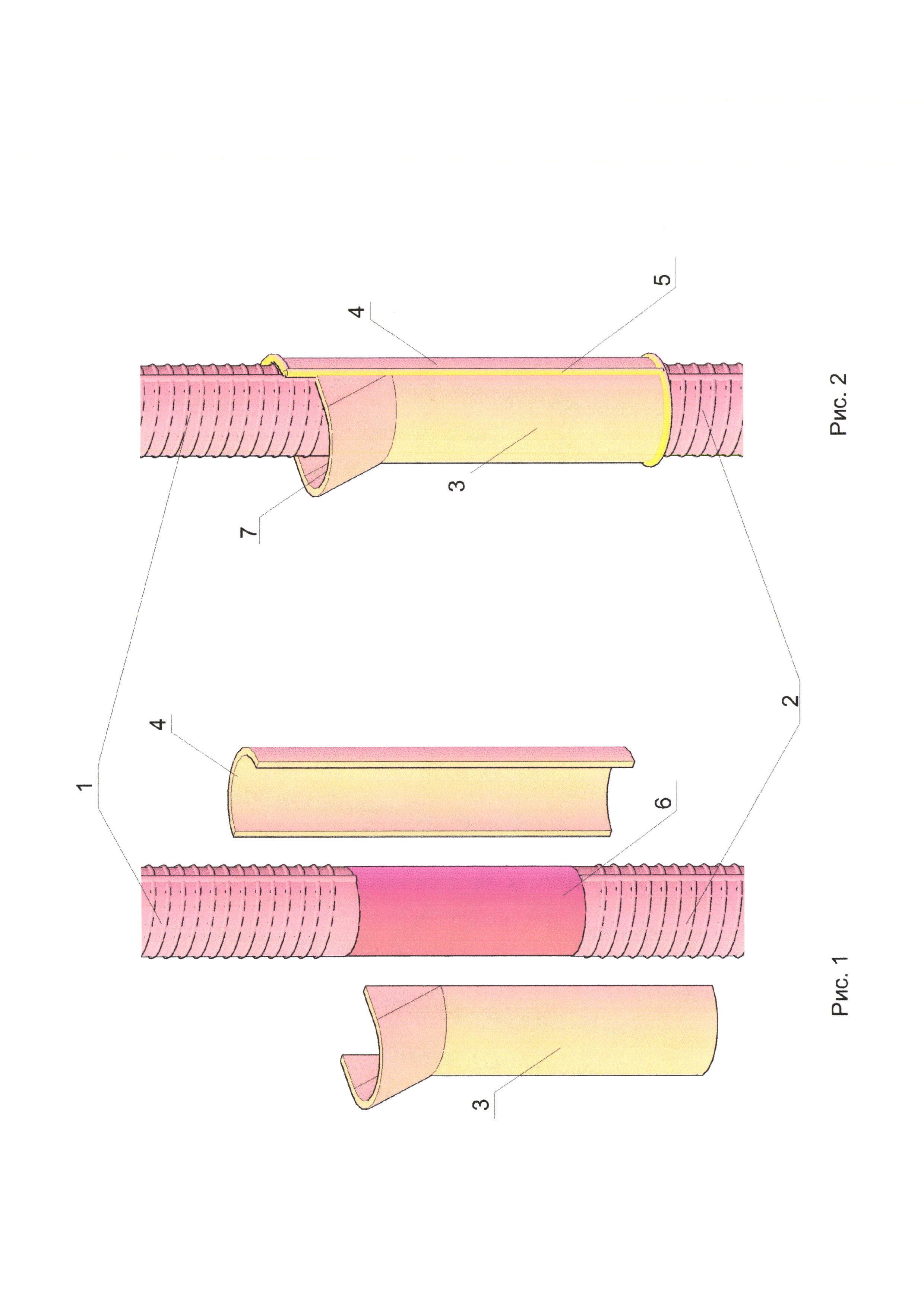
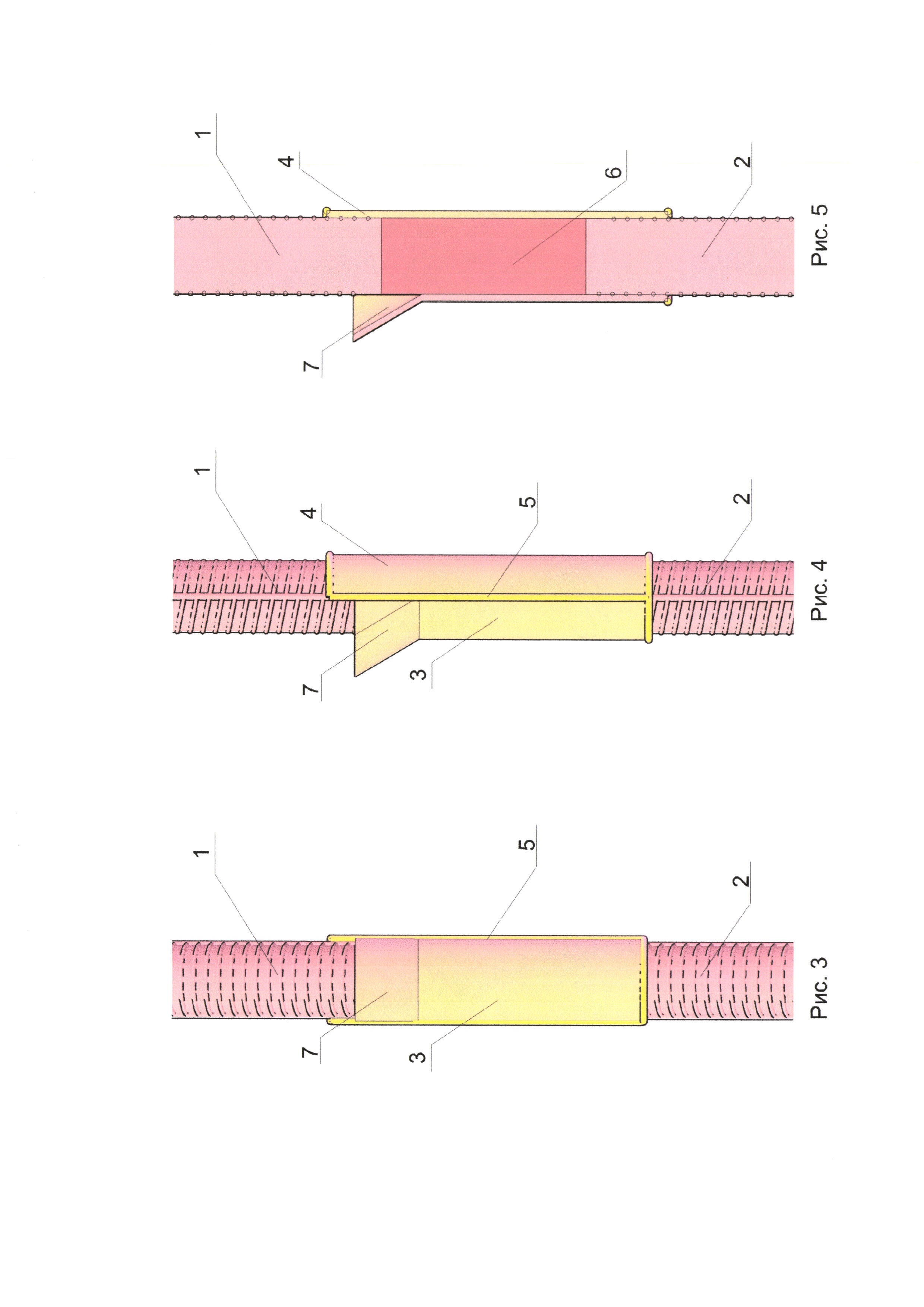
Сущность изобретения поясняется чертежами, где на рис. 1 изображены компоненты стыковочного соединения и их положение относительно друг друга; на рис. 2 изображен общий вид стыковочного соединения; на рис. 3 показан вид спереди; на рис. 4 показан вид сбоку; на рис. 5 изображен разрез А-А стыковочного соединения.
Способ стыковки арматурных стержней при монтаже железобетонных изделий осуществляют следующим образом
Для стыковки предварительно продольно распологают арматурные стержни 1, 2 с зазором между торцами и накладок 3, 4 вдоль стыка и накладывают прихваточные сварные швы 5 между накладками 3, 4 и арматурными стержнями 1, 2. Для стыковки арматурных стержней используют жидкий металл 6, который получают путем плавления арматурного стержня в мобильной плавильной печи, которая доступна для любого сварщика. Накладки 3, 4 выполняют из половинок труб с внутренним диаметром равным внешнему диаметру арматурных стержней 1, 2 и с толщиной равной 5 мм, при этом одна из половинок трубы имеет горловину 7 для заливки жидкого металла 6, причем половинки труб соединяют сваркой между собой и приваривают их по всему периметру прилегания к арматурным стержням 1, 2.
Передняя 3 и задняя 4 накладки выполняются из металлической трубы, путем ее распускания на две половины. Внутренний диаметр трубы должен быть равен внешнему диаметру арматуры для обеспечения их плотного прилегания между собой. Толщина стенки трубы должна быть не менее 5 мм, чтобы расплавленный металл не мог прожечь ее.
С целью обеспечения наилучшего прилегания между арматурными стержнями 1, 2 и жидким металлом 6 после его остывания необходимо использовать металл с минимальным количеством примесей, а также зачистить концы арматурных стержней от пыли и ржавчины.
Предлагаемая технология для производства строительно-монтажных работ позволяет повысить производительность, снизить затраты на производство и отбросить необходимость в высококвалифицированном персонале.
Преимущество обеспечивается за счет того, что жидкий металл 6 без шлака и примесей поступает в пространство между накладками сразу в полном объеме и не требует профессиональных навыков для осуществления заливки.
Технико-экономические преимущества обеспечиваются за счет экономии на материале, так как металл используется в чистом виде, произвольной формы, а также за счет экономии на оплате труда рабочих за счет сокращения трудозатрат.
Данный способ был опробован на строительной площадке при монтаже железобетонной колонны на столбчатый фундамент, при котором необходимо соединить 4 выпуска 28 арматуры колонны с 4 выпусками фундамента. Для наглядного сравнения со способом ванной сварки была произведена стыковка двух колонн разными способами. Для стыковки колонны, которая монтировалась способом ванной сварки потребовалось в среднем 20 минут работы сварщика 5 разряда на один стык и 100 электродов, то есть для полной стыковки колонны требуется 80 минут и 400 электродов. Для колонны, которая соединялась способом заливки расплавленного металла на один стык требовалось 4 минуты работы сварщика 2 разряда и 1 арматурный стержень длиной 150 мм, то есть на всю колонну потребовалось 16 минут и 600 мм арматурного стержня, который предварительно расплавили. На основе этого можно судить об экономичности и лучшей производительности заявляемого способа.
Реферат
Изобретение относится к производству строительно-монтажных работ и может быть использовано для осуществления стыка арматурных стержней. Способ стыковки арматурных стержней при монтаже железобетонных изделий включает продольное расположение арматурных стержней с зазором между торцами и накладок вдоль стыка, наложение прихваточных сварных швов между накладками и арматурными стержнями. Накладки выполняют из половинок труб с внутренним диаметром, равным внешнему диаметру арматурных стержней, и с толщиной, равной 5 мм. Половинки труб соединяют сваркой между собой и приваривают их по всему периметру прилегания к арматурным стержням. Одна из половинок трубы имеет горловину для заливки жидкого металла, который используют для стыковки арматурных стержней. 5 ил.
Комментарии