Способ нанесения металлосодержащих покрытий на крупноразмерные подложки в вакууме и установка для его осуществления - RU2062818C1
Код документа: RU2062818C1
Чертежи

Описание
Изобретение относится к оптическому приборостроению, лазерной технике, электронной и стекольной промышленности и может быть использовано для нанесения отражающих и других металлосодержащих покрытий на крупноразмерные подложки.
Известны способы ионно-плазменного нанесения металлосодержащего покрытия, включающие подготовительные операции пескоструйка, мойка, сушка, очистка обрабатываемой поверхности от адсорбированных газов путем ее бомбардировки ионами инертных газов и нанесение покрытия путем его конденсации на обрабатываемую поверхность при работе электродугового испарителя (Исследование и разработка методов ионно-плазменного нанесения покрытий на нагревательные элементы. Отчет о НИР, N гос.регистрации 01.85.0014068, Киев, КАДИ, 1986, стр. 55-56).
Недостатками этого способа являются низкая адгезия, износостойкость и неравномерное нанесение покрытия на крупноразмерные поверхности, а также наличие большого объема подготовительных операций обрабатываемой поверхности.
Известны способы нанесения покрытий, включающие ионную очистку потоком ионов и нанесение покрытия путем конденсации наносимого вещества из газометаллической плазмы с одновременной бомбардировкой обрабатываемой поверхности ионами распыляемого металла и реакционного газа.
(Разработать методы повышения надежности элементов пневмосистем с использованием антифрикционных покрытий. Отработать технологию нанесения антифрикционных покрытий методом ионно-плазменного напыления. Отчет о HИР, N гос. регистрации 01850072107, Калинин, КПИ, 1985, стр. 26-28).
Этот способ обеспечивает более высокую адгезию и износостойкость чем предыдущий способ, но недостаточную для крупноразмерных подложек равномерность покрытия.
Известна установка для получения покрытий в вакууме, состоящая из источника металлической плазмы, включающего блоки генерации и ускорения плазмы, вакуумной камеры, системы вакуумной откачки, системы управления и энергообеспечения, механизма крепления и перемещения деталей, а также систему подачи реактивного газа (Барвинок В.А. Управление напряженным состоянием и свойства плазменных покрытий. М. Машиностроение, 1990, стр.39).
Недостатком этой установки является невозможность получения равномерного покрытия с высокой адгезией (так как не производят ионную очистку перед нанесением) на крупноразмерных подложках и большом их количестве за одну загрузку в камеру.
Наиболее близким к изобретению по технической сущности и достигаемому техническому результату является вакуум-установка для металлизации изделий, включающая камеру, систему вакуумной откачки, газоразрядное устройство для очистки подложек и устройства для нанесения покрытия в виде испарителя металла, установленный на реверсивную подвижную каретку, двигающуюся между металлизируемыми изделиями, установленными в контейнере (А.с. N 159005, кл. С 03 С 17/08, 1963г.).
Основными недостатками описываемых способов нанесения покрытий и установок для нанесения покрытий является невозможность получения покрытий на крупноразмерных подложках с высокой адгезией, износостойкостью и равномерностью по всей поверхности подложки.
В основу изобретения положена задача создания способа нанесения металлосодержащего покрытия на крупноразмерные подложки в вакууме и установки для его нанесения, обеспечивающих получение покрытий с более высокими адгезией покрытий к подложке, износостойкостью и равномерностью, а также увеличение производительности установки.
Поставленная задача решается тем, что в известном способе нанесения металлосодержащих покрытий, включающем очистку подложки пучком ионов инертного газа и нанесение покрытия на подложку катодным распылением в разряде инертного газа при одновременной бомбардировке подложки пучком ионов инертного газа, пучок ионов инертного газа при очистке формируют ускорителем с замкнутым дрейфом электронов (УЗД) и направляют под углом 15-45o к поверхности подложки навстречу движущейся подложке, перемещаемой механизмом перемещения, причем очистку и нанесение покрытия ведут при давлении (1,3-5,3)•10-2 Па и энергии ионов инертного газа 50-150 ЭВ, при этом нанесение покрытия начинается не позже окончания очистки.
При данном способе подложки без сложной подготовки поверхности помещают в вакуумную камеру. Камеру вакуумируют. Включают УЗД и ускоренным потоком ионов производят очистку поверхности подложки от загрязнений, адсорбированных газов и от молекул вещества подложки, имеющих слабую связь с поверхностью подложки. Ионная очистка полностью очищает поверхность подложки до "основного" материала, при этом происходит дополнительно полировка поверхности материала подложки ионами инертного газа, имеющим энергию, достаточную для распыления материала подложки. Направление пучка ионов инертного газа под углом 15-45o к поверхности подложки позволяет наиболее эффективно "сдувать" загрязнения и адсорбируемые газы. Этот процесс наиболее эффективен при угле от 45 до 0o. Но при угле меньше 15o неэффективно идет процесс распыления основного материала и отсутствует эффект полировки материала подложки, а также очистка поверхности подложки идет неравномерно из-за большой зоны захвата. Кроме описанных выше процессов при бомбардировке подложки ионами инертного газа происходит разогрев поверхности подложки и ее активация, то есть молекулы и атомы подложки переходят в возбужденное состояние, что способствует их лучшему сцеплению с молекулами покрытия.
При этом между покрытием и материалом подложки образуется слой из химически связанных молекул и атомов подложки с молекулами и атомами покрытия. Направление пучка ионов инертного газа навстречу движущейся подложке под углом 15-45o позволяет обрабатывать поверхность подложки, находящейся в рабочей зоне и следующей подложки, находящейся сверху в пакете в зоне загрузки, что позволяет совместить процесс очистки и нанесения покрытия первой подложки в рабочей зоне с очисткой и подготовкой к нанесению покрытия второй подложки, находящейся в зоне загрузки. А также обрабатывать крупноразмерные подложки с линейными размерами, превышающими характерный линейный размер пучка ионов УЗД.
Проведение очистки и нанесения покрытия при давлении (1,3-5, 3)10- позволяет наиболее эффективно производить очистку, подготовку поверхности подложки и нанесение покрытия. При давлении ниже чем 1,3•10-2 Па неэффективно идет процесс распыления катода генератора плазмы наносимого металла (ГПНМ) в среде инертного газа. При давлении большем чем 1,3•10-2Па ионы металла прежде чем осесть на поверхность подложки, осуществляют многократные столкновения с ионами инертного газа и внедряются в поверхность подложки с разных направлений и под разными углами, то есть равномерно рассеиваются над поверхностью. Это приводит к большой равномерности покрытия как по свойствам, так и по толщине.
При давлении выше 5.3•10-2Па идет захват сопутствующих молекул газа, находящихся в камере поверхностью покрытия, что ведет к ухудшению качества покрытия, а также столкновительные процессы в плазме становятся преобладающими и процесс очистки и нанесения покрытия становится неэффективным. Также при давлении выше 5,3•10-2Па становится неэффективным генерация и ускорение ионов инертного газа в УЗД.
Одновременная с нанесением покрытия бомбардировка подложки пучком ионов инертного газа позволяет поддерживать молекулы и атомы подложки в возбужденном состоянии, так как эффект активации проходит через время гораздо меньшее, чем время нанесения покрытия. Кроме этого, ускоренные ионы инертного газа выбивают или распыляет молекулы материала подложки, не имеющие прочной связи с поверхностью подложки, а также молекулы наносимого металлосодержащего покрытия, имеющие слабую связь с остальными молекулами подложки и покрытия. Таким образом, на поверхности подложки остаются лишь молекулы покрытия, имеющие прочную связь с подложкой и, соответственно, получается высокая адгезия покрытия к подложке и износостойкость покрытия.
При энергии ионов инертного газа меньше 50 эВ неэффективно идет очистка поверхности подложек от химически связанных с ней пленок загрязнений, газов и активация поверхности подложек. А при энергии более 150 эВ процесс распыления материала покрытия идет более интенсивно, чем процесс напыления. Поэтому энергия ионов инертного газа выбрана в диапазоне 50-150 эВ. Пучок ионов инертного газа с такой энергией наиболее эффективно получать в ускорителях с замкнутым дрейфом электронов. В данном диапазоне энергий они обладают большим КПД, ресурсом, чем известные ускорители ионов и отличаются относительной простотой и хорошей регулируемостью выходных характеристик, в том числе и энергии ускоренных ионов. Начало нанесения покрытия до окончания процесса очистки позволяет сохранить дополнительный эффект активации, полученный при очистке до начала нанесения покрытия, а также не дает адсорбироваться пленке газа на очищенной поверхности до нанесения покрытия.
Известная вакуумная установка для нанесения покрытий содержит вакуумную камеру, систему вакуумирования, механизм перемещения подложек, уложенных в пакет, газоразрядное устройство в качестве плазменного источника ионов инертного газа и устройство нанесения покрытия за счет испарения металла при нагреве электрическим током и его осаждения.
В соответствии с изобретением в вакуумной установке плазменный источник ионов выполнен в виде, по крайней мере, двух УЗД, направленных выходным сечением навстречу к движущейся подложке под углом 15-45o к плоскости подложки и установленных вдоль линии, перпендикулярной направлению движения подложки и параллельной подложке.
ГПНМ выполнен в виде трубчатого катода из наносимого металла и охватывающего его спиралеобразного трубчатого анода, электрически изолированного от катода, соединенных с источником разрядного напряжения и с системой охлаждения, при этом катод расположен параллельно подложке. УЗА и ГПНМ расположены последовательно в направлении движения подложки и установлены на общей раме, соединенной с механизмом вертикального перемещения. Катод ГПНМ установлен над обрабатываемой подложкой на расстоянии не более 300 мм от ее поверхности.
Выполнение плазменного источника ионов инертного газа в виде УЗД позволяет получить хорошо регулируемый поток ионов с заданной энергией ионов - (50-150) эВ.
УЗД в настоящее время является наиболее отработанным источником, имеющим наибольший ресурс и надежность. УЗД может работать на таких газах как ксенон, аргон, кислород, что расширяет технологические возможности установки. Установка, по крайней мере, двух УЗД на линии, перпендикулярной движению подложки и параллельной ей, позволяет получить равномерность распределения ионного тока в плоскости, перпендикулярной направлению движения подложки.
Распределение ионного тока в струе плазменных ускорителей и в том числе в УЗД имеет "горбообразный" характер, то есть максимум в центре и минимумы по краям. Сложение двух и более струй УЗД позволяет получить приемлемую равномерность при размерах подложки больших, чем характерный размер струи УЗД. Равномерное движение подложки под источником ионов позволяет получить равномерность подготовки поверхности в направлении движения. Установка УЗД выходным сечением навстречу к движущейся подложке под углом 15-45o позволяет обеспечивать оптимальные условия для очистки, подготовки и активации поверхности подложки. Кроме этого позволяет одновременно обрабатывать поверхность первой подложки, находящейся в рабочей зоне и второй, следующей за ней подложки, находящейся в зоне загрузки, тем самым очищая и подготавливая ее к нанесению покрытия, а также сделать зону воздействия струи на подложки большей, чем ее характерный размер.
Выполнение ГПНМ в виде трубчатого катода и охватывающего его спиралеобразного анода позволяет получить круговое равномерное распределение потока плазмы распыляемого металла катода в плоскости, перпендикулярной оси катода. А расположение его параллельно подложке позволяет получить равномерность в направлении, перпендикулярном движению подложки. При этом длина ГПНМ превышает размер подложки в указанном направлении. Конструкция ГПНМ позволяет подключить его к системе охлаждения для съема избыточного тепла, выделяемого при горении низковольтного разряда в среде инертного газа между катодом и анодом.
Расположение УЗД для получения ионов инертного газа и ГПНМ для нанесения металла последовательно в направлении движения подложки и на общей раме позволяет проводить сначала очистку подложки, затем совмещать бомбардировку подложки пучком ионов инертного газа и нанесение покрытия и наносить металлическое покрытие без ионной бомбардировки в непрерывном режиме без перерыва между операциями.
Варьируя расстоянием между УЗД и ГПНМ в продольном направлении, а также устанавливая отражатели над ГПНМ для изменения струи плазмы металла, добиваются, чтобы движущаяся подложка вначале пересекала пучок ионов УЗД, после попадала в зону, где пересекается струя ионов УЗД и струя плазмы металла ГПНМ и происходит напыление металла при одновременной бомбардировке подложки ионами инертного газа и в дальнейшем попадала в зону, где происходит лишь напыление металла.
Расположение катода ГПНМ на обрабатываемой подложке на расстоянии не более 0,3 м от поверхности позволяет получить энергию и плотность ионов металла, достаточную для внедрения в поверхность подложки, получения хорошей адгезии, износоустойчивости, а также высокую скорость нанесения покрытия. Предложенный ГПНМ, имея большую энергию ионов металлов, чем ионы в испарителях, обеспечивает большую прочность сцепления покрытия с подложкой. Имея меньшую скорость распыления металла с катода, чем в магнетронных системах и, соответственно, меньшую скорость нанесения покрытия, обеспечивает равномерность нанесения покрытия на крупноразмерные подложки, недоступные для магнетронных систем, а приемлемая производительность обеспечивается большой шириной захвата ГПНМ и большой мощностью, вкладываемой в разряд. Соединение общей рамы, на которой расположены УЗД и ГПНМ с механизмом вертикального перемещения позволяет обеспечить постоянное оптимальное расстояние не более 0,3 м между катодом ГПНМ и поверхностью подложки при последовательной обработке подложек, уложенных в пакет. Каждая последующая подложка находится ниже предыдущей и механизм вертикального перемещения опускает раму с УЗД и ГПНМ на величину, равную расстоянию между подложками. Механизм вертикального перемещения может быть выполнен в виде пантографа, соединенного с приводом.
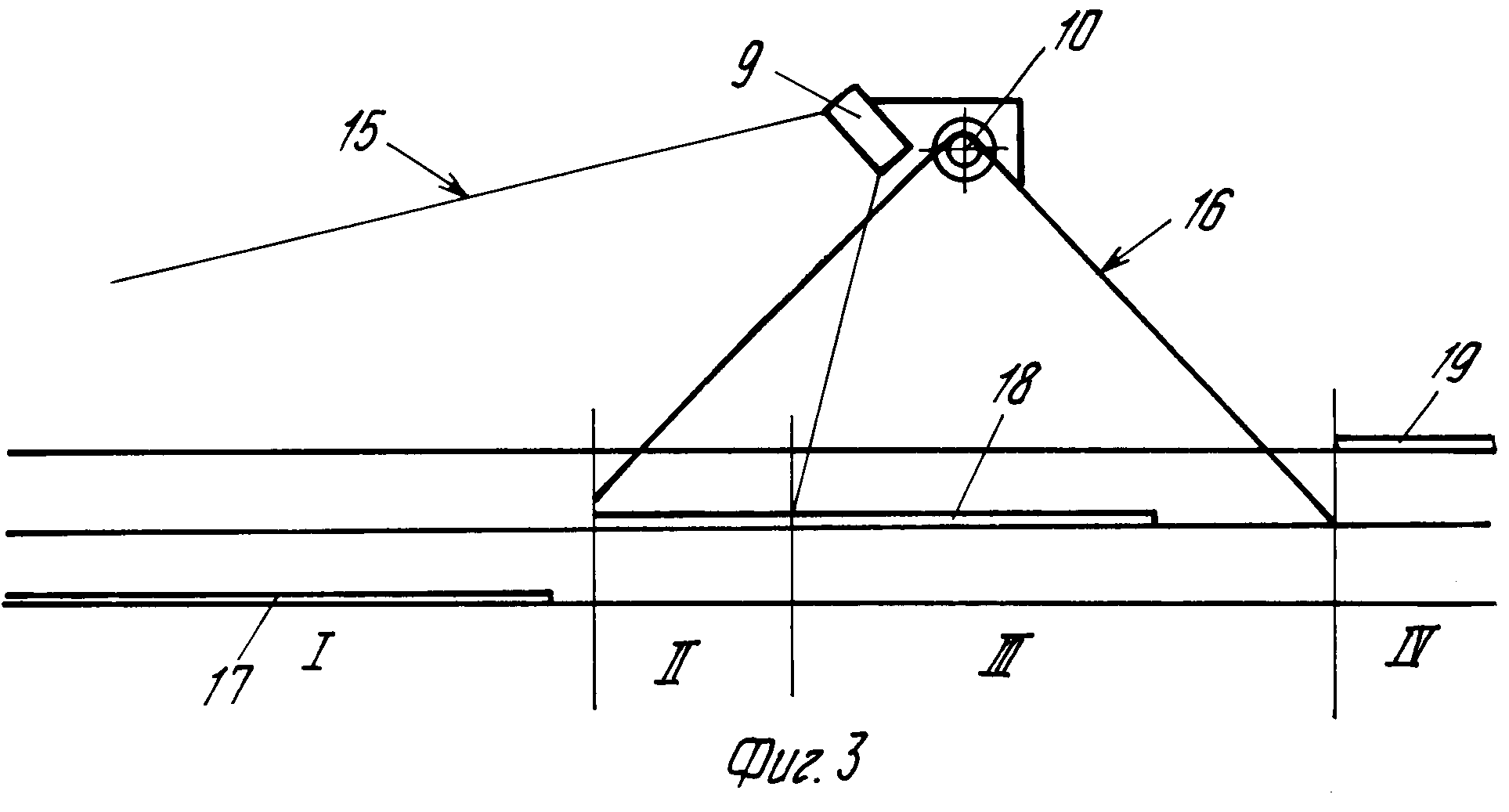
Сущность изобретения поясняется чертежами. На фиг.1 изображена вакуумная установка. На фиг.2 показано расположение УЗД, ГПНМ и подложки в камере, вид сверху, а также распределение ионного тока в струе каждого УЗД в отдельности и распределение, полученное при пересечении и сложении двух струй УЗД. На фиг.3 показано расположение УЗД и ГПНМ относительно подложки, вид сбоку, различные зоны обработки, образованные в результате пересечения струй УЗД и ГПНМ.
Вакуумная установка (фиг.1) содержит камеру 1, систему вакуумирования 2, механизм перемещения подложек 3, выполненный в виде короба 4, в котором по направляющим 5 перемещаются поддоны с подложками 6, уложенными в пакет в зоне загрузки на направляющие и соединенные через две стойки 7 с защелками с приводным устройством 8, содержащий двигатель (не показан), УЗД 9 и ГПНМ 10, установленные на общей раме 11, соединенной с механизмом вертикального перемещения 12, установленного на камере 1, системы электропитания УЗД и ГПНМ и охлаждения ГПНМ (не показаны). Распределение ионного тока ионов в одной струе УЗД 9 показано на графике 13 (фиг.2), а при пересечении и сложении двух струй на графике 14. Зоны обработки, образованные при пересечении струй УЗД 15 и струи плазмы металла ГПНМ 16 (фиг.3) перечислены ниже: 1 зона загрузки, где происходит предварительная очистка и подготовка поверхности подложки; II рабочая зона, где происходит одновременно бомбардировка ионами инертного газа и напыление металлосодержащего покрытияIII зона напыленияIV зона складирования обработанных подложек. На фиг. 3 показаны подложки в разных зонах обработки: 17 в зоне загрузки; 18 в рабочей зоне; 19 в зоне складирования.
Способ осуществляется следующим образом. Вначале система вакуумирования создает в вакуумной камере остаточное давление 6, 7•10-3 Па. Подается электропитание и расход аргона к УЗД, загорается разряд в УЗД и идет процесс очистки поверхности и ее подготовки к напылению.
Подается электропитание и водяное охлаждение к ГПНМ, загорается разряд между анодом и катодом и начинается процесс напыления. Регулируя подачу аргона в УЗД, в камере устанавливают давление (1,3-5,3)• 10-2 Па. С помощью регулировки напряжения источников электропитания УЗД устанавливают энергию ионов инертного газа в диапазоне 50-150 эВ. Включают механизм перемещения подложек в рабочую зону и зону складирования. Подложка равномерно движется из зоны загрузки в рабочую зону и дальше в зону складирования. При этом подложка, находящаяся в зоне 1, предварительно очищается от загрязнений под воздействием пучка ионов, сформированного УЗД и направленного под углом 15-45o к поверхности подложки. Для регулирования и получения равномерного распределения ионного тока ионов инертного газа на подложке оси УЗД могут быть одинаково повернуты в плоскости, параллельной плоскости подложки, но при этом пучки ионов всегда направлены навстречу движущейся подложке. Пройдя зону 1, подложка попадает в зону П, где на подложку кроме ионов инертного газа начинают попадать ионы металла из газометаллической плазмы, генерируемой ГПНМ за счет распыления катода. Напряжение между анодом и катодом ГПНМ устанавливают в зависимости от необходимой толщины покрытия, материала катода и подложки. Происходит нанесение металлосодержащего покрытия на подложку при одновременной бомбардировке ионами инертного газа. При этом нанесение покрытия начинается сразу после очистки и подготовки поверхности без перерыва за счет непрерывного движения подложки.
В дальнейшем подложка проходит зону III и в ней происходит одно напыление. Все эти зоны могут быть созданы в зависимости от требований к покрытию за счет геометрии взаиморасположения УЗД, ГПНМ и подложки, угла наклона УЗД и установки дополнительных отражающих экранов на ГПНМ. После этого подложка попадает в зону складирования IV, где и заканчивается процесс нанесения на нее покрытия.
Данный способ нанесения покрытия позволяет вести процесс непрерывно, перемещая последовательно друг за другом подложки из пакета через рабочую зону. УЗД и ГПНМ работают в непрерывном режиме. После нанесения покрытия на все подложки отключают электропитание и охлаждение УЗД, ГПНМ. После отключают систему вакуумирования.
Установка работает следующим образом.
Вначале с помощью системы вакуумирования 2 в камере 1 создают остаточное давление 6,7•10-3 Па. Затем подают электропитание и расход в УЗД 9 и зажигают разряд, устанавливают необходимое напряжение анод-катод. Подают напряжение на ГПНМ 10 и включают охлаждение. Зажигается разряд в ГПНМ. С помощью регулирования расхода газа в УЗД выставляют оптимальное давление в камере. Включают механизм перемещения подложек 3. Cрабатывает защелка на стойке 7 и захватывает поддон с подложкой 6, находящийся вверху пакета. Поддоны установлены на роликах и перемещаются по направляющим 5 короба 4. Короб 4 установлен внутри камеры. Приводное устройство 8, содержащее двигатель, перемещает поддоны из зоны загрузки 1 через рабочую зону II в зону складирования IV. Во время перемещения одной стойки 7 вместе с подложкой 6 на поддоне из зоны загрузки 1 в зону складирования IV вторая стойка 7 возвращается в исходное положение и захватывает следующий поддон с подложкой 6. Механизм вертикального перемещения 12 перемещает раму 11 с УЗД 9 и ГПНМ 10, обеспечивая расстояние между катодом ГПНМ 10 и поверхностью подложки 6 не более 0,3 м. Следующий поддон с подложкой 6, уже прошедшей предварительную очистку поверхности от загрязнений и подготовку поверхности в зоне загрузки 1, перемещается через рабочую зону II в зону складирования IV. После обработки всех подложек отключают электропитание и подачу газа в УЗД 9 и электропитание и охлаждение ГПНМ 10. Отключают систему вакуумирования 2. Выравнивают давление в камере 1 с атмосферным. Производят выгрузку и загрузку подложек 6 из камеры 1. ЫЫЫ2
Реферат
Использование: изобретение относится к оптическому приборостроению, лазерной технике, электронной и
стекольной промышленности. Сущность
изобретения: для получения покрытий на крупноразмерных подложках в известном способе, включающем очистку подложки ионами инертного газа и нанесение покрытия при
одновременной бомбардировке подложки
пучком ионов, пучок ионов получают в ускорителе с замкнутым дрейфом, направляют на подложку под углом 15-45<198> к поверхности навстречу движущейся
подложке при давлении (1,3-5,
3)<195>10
Комментарии