Моноблочная деталь для получения зажима натяжноготроса и способ изготовления такого зажима - RU2244859C2
Код документа: RU2244859C2
Чертежи

Описание
Настоящее изобретение относится к зажимам, предназначенным для закрепления на удерживающем основании тросов, таких как предварительно напряженные арматурные пучки строительных конструкций, растяжки мостов и т.д.
Эти зажимы обычно имеют форму усеченного конуса и снабжены по оси каналом в основном цилиндрической формы, в котором находится ветвь растягиваемого троса. Они взаимодействуют с отверстиями, снабженными по меньшей мере одним дополнительным участком в виде усеченного конуса, проходящими сквозь удерживающее основание, и по которым проходят жилы растягиваемого троса.
Данные зажимы состоят из нескольких (чаше всего двух, трех или четырех) аналогичных элементов, называемых в дальнейшем клиньями, получаемыми из исходной детали, ограниченной с внешней стороны поверхностью в виде усеченного конуса с выточкой по оси в виде цилиндрического канала, внутреннюю поверхность которого целесообразно выполнять с бороздками. Исходная заготовка нарезается на клинья в двух, трех или четырех (или большего количества) радиальных полуплоскостях.
Полученные распиливанием клинья подвергаются термической обработке для поверхностного упрочнения. Стальное кольцо устанавливается в кольцевую канавку, выточенную на внешней конусообразной поверхности исходной заготовки у большего основания для того, чтобы соединить клинья зажима.
Патент Франции 2586076 описывает зажим для крепления, состоящий из клиньев, получаемых из одной и той же заготовки. Распилы для разделения этой заготовки на клинья специально выполняются незавершенными, с тем чтобы оставить соединительные скобы небольшой толщины между смежными клиньями по центральному каналу заготовки.
Такой способ выполнения зажима хорошо подходит для крупносерийного производства. Даже если вырезы клиньев не являются строго равномерными и идентичными, можно быть уверенным, что их сборка в зажим не будет вызывать в пространстве между клиньями контакта между поверхностями, не являющиеся взаимодополняющими, что привело бы к нарушению формы цилиндрического канала, в котором зажимается ветвь троса. Допуски на обработку и контроль качества могут быть в этом случае менее жесткими, чем в случае, когда распилы выполняются полностью и клинья хранятся навалом в период между нарезкой и сборкой.
На фиг.1 изображен вид сбоку цельной детали 1, из которой изготовляют трехклиновой зажим 9 по патенту Франции 2586076. Скобы 7, примыкающие к цилиндрическому каналу 3, расположены в радиальных канавках 6, получаемых в результате распилов, выполняемых от периферии заготовки 1 по всей ее длине. Скобы имеют малую толщину (менее 1 мм), а их роль заключается в соединении между собой клиньев 9 до из разделения. Для выполнения данного разделения традиционно применяется способ, заключающийся в забивании раздвигающего элемента в канал 3, после чего одно соединительное кольцо удерживает разъединенные клинья.
Проблема, с которой сталкиваются при таких зажимах, заключается в отсутствии контроля за процессом разрывания скоб. Донная часть прорези 6 выполняется плоской, при этом разрыв скобы может иметь место практически в любой точке по ширине прорези (направление, перпендикулярное радиальной плоскости). Разрыв может произойти зигзагообразно под влиянием поперечных бороздок 4, получаемых путем нарезки внутренней резьбы на стенке цилиндрического канала 3. Кроме того, скоба 7 зачастую разрывается в нескольких точках.
Эти проблемы могут отрицательно сказываться на качестве крепления. Если кусочек скобы остается на радиальной поверхности клина только в некоторых точках по длине зажима, это может привести из-за неполного контакта соседних клиньев к деформации цилиндрического канала, что ухудшает равномерность зажатия. Кроме того, частички скобы могут деформироваться или отделяться от клина под действием усилий, создаваемых в момент закрепления натяжного троса, при этом данные кусочки могут застревать нежелательным образом между клиньями и концом троса или между клиньями и конусообразным отверстием удерживающего основания.
Следует отметить, что для равномерного зажима конца троса его цилиндрическому каналу придается диаметр, несколько меньший диаметра конца зажимаемого троса. Таким образом, после определенного проникновения металла троса в бороздки зажима и небольшого радиального сжатия троса под действием сжимающего усилия канал снова более или менее приобретает свою цилиндрическую форму с тем, чтобы усилие равномерно передавалось по периметру троса.
Распилы, выполняемые между клиньями, оставляют между ними промежутки, достаточные для передачи сжимающего усилия. При отсутствии этих зазоров радиальное сжатие, выполняемое на уровне конусообразного соединения, выражалось бы в поджатии одних клиньев другими в радиальных плоскостях вместо передачи усилия сжатия на ветвь троса.
Следует исключить такое положение, когда при закреплении троса некоторые из этих зазоров будут уменьшаться, а другие - расширяться. В самом деле, это приведет в худшем случае зажима с N клиньями к ликвидации N-1 таких зазоров и к образованию зазора в N раз большей ширины. Это выразилось бы в неэффективном зажатии ветви, что может привести к ее проскальзыванию. В типичном случае, когда N=3, и когда разрезы оставляют зазоры 1,5 мм между клиньями, можно получить зазор 4,5 мм, который серьезно нарушит крепление троса обычной семипрядной свивки, у которого внешние пряди имеют диаметр 5 мм.
Отсутствие контроля за разрывом скоб не позволяет устранить данное неудобство традиционных зажимов.
Целью данного изобретения является усовершенствование зажимов описанного в патенте Франции 2586076 типа путем устранения вышеуказанных проблем.
Для достижения поставленной цели предложена моноблочная деталь для изготовления зажима натяжного троса, включающая несколько угловых секторов, расположенных вокруг канала в основном цилиндрической формы, соединенных скобами, прилежащими к данному каналу, причем каждая скоба расположена в конце соответствующей радиальной щели, проходящей между каждыми двумя из этих секторов от наружной поверхности детали. В соответствии с изобретением каждая скоба имеет против своей соответствующей щели поверхность, у которой по меньшей мере одна часть выполнена наклонной относительно перпендикулярного радиальной плоскости вышеуказанной щели направления, с тем, чтобы радиальная толщина имела минимальное значение в положении, определяемом в вышеуказанном направлении.
В момент разделения моноблочной детали для получения клиньев, соответствующих угловым секторам, скобы разрываются в предпочтительном варианте выполнения изобретения в том месте, где их толщина минимальна, то есть в месте, которое можно контролировать при помощи соответствующего режущего инструмента при получении радиальных щелей в детали.
Благодаря этому обеспечивается лучшее распределение усилий сжатия по периферии детали через поверхность затяжки, находящуюся с внутренней стороны скобы.
Края, которые разорванные скобы оставляют на радиальных поверхностях клиньев по краю цилиндрического канала зажима, имеют вполне определенную форму и могут участвовать в передаче усилия на конец троса. Кроме того, за счет использования, таким образом, всей ширины углового сектора обеспечивается лучшее распределение усилий (снижаются пиковые давления).
Кроме того, эти края позволяют практически устранить вышеуказанные проблемы чрезмерного расширения одного из зазоров между клиньями.
В предпочтительном варианте выполнения изобретения поверхность, которой снабжена каждая скоба против своей соответствующей щели, выполнена приблизительно в виде V. Наклон лучей V позволяет в этом случае передавать усилия сжатия на всю поверхность бороздок, обычно имеющихся на стенке цилиндрического канала, с тем, чтобы существенно увеличить равномерность усилия на каждую из проволок, составляющих жилу или прядь натяжного троса. Кроме того, наклон лучей V обеспечивает равномерный разнос секторов клиньев за счет обычного радиального скольжения сектора клина по лучам V.
В соответствии с другим аспектом изобретения предложен способ изготовления зажима натяжного троса, образуемого путем сборки N клиньев, в соответствии с которым:
- формируют канал в основном цилиндрической формы в моноблочной детали,
- выполняют N разрезов в моноблочной детали от периферии в радиальных плоскостях для получения N радиальных щелей, разграничивающих N угловых секторов детали, причем по меньшей мере N-1 разрезов выполняются не до конца, с тем чтобы оставить в конце соответствующих разрезов скобы, соединяющие сектора,
- полученную таким образом деталь подвергают упрочняющей обработке, и
- применяют усилие для разделения N секторов с целью разрыва скоб, причем каждый из клиньев зажима получается из одного из данных секторов.
Незавершенные разрезы выполняются таким образом, чтобы сформировать на каждой скобе поверхность, направленную в сторону соответствующей щели, причем по меньшей мере часть этой поверхности наклонена относительно направления, перпендикулярного к радиальной плоскости вышеуказанной щели, с тем, чтобы вышеуказанная скоба разрывалась в положении, определяемом по вышеуказанному направлению.
Особенности и преимущества настоящего изобретения будут лучше поняты из нижеследующего описания неограничивающих примеров выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
- фиг.1, упоминаемая ранее, представляет собой вид сбоку заготовки зажима для натяжного троса по патенту Франции 2586076,
- фиг.2 представляет собой схематичный вид в перспективе зажима, выполненного по предлагаемому изобретению,
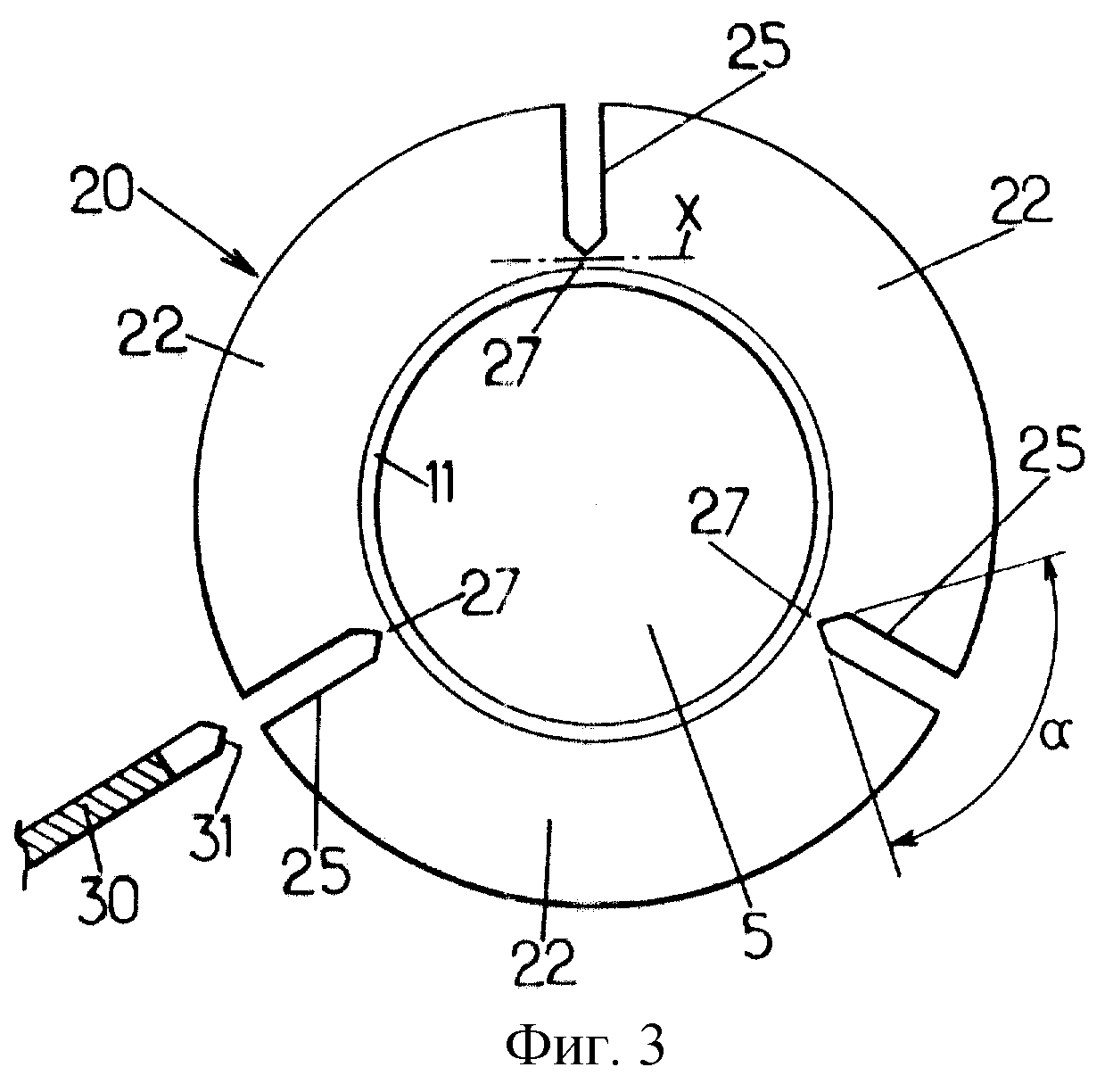
- фиг.3 изображает боковой вид заготовки зажима фиг.2.
На фиг.2 показана форма зажима (10) натяжного троса в соответствии с изобретением, применяемого для блокировки ветви троса 8, например предварительно напряженного арматурного пучка или троса растяжки. Данный пример зажима 10 имеет общую форму усеченного конуса с цилиндрической расточкой по центру 5, по которой должен проходить трос 8, и внутренняя стенка которой выполнена с поперечными бороздками 11 для надежного зацепления за прядь троса. Данная конусообразная структура разделена на три сектора по 120 градусов каждый, состоящих из трех аналогичных клиньев 12. Эти клинья 12 собраны при помощи втулки 13, установленной в кольцевой канавке 14, примыкающей к большей стороне зажима. Этот зажим 10 вводится во взаимодополняющее коническое отверстие 15, выполненное в анкерном блоке 16. Для закрепления натяжного троса поступают следующим образом: конец троса 8 протягивается через отверстие 15; на трос устанавливают зажим 10; затем ту часть троса, которая выступает за наружную плоскость 17 анкерного блока 16, подвергают растяжению, например, при помощи гидравлического цилиндра и вдавливают зажим 10 троса в коническое отверстие 15. После прекращения действия растягивающего усилия зажим 10 надежно закрепляет трос 8 в блоке 16.
Как видно из фиг.2, трос может состоять из 7 скрученных между собой металлических проволок.
Для получения зажима 10 известным способом используют цельную деталь, ограниченную снаружи поверхностью в виде усеченного конуса. В этой конической детали вытачивают цилиндрический аксиальный канал 5. На фиг. 3 изображена подобная деталь 20.
Внутренняя поверхность канала 5 имеет в поперечном направлении бороздки, например винтовая треугольная резьба, полученная внутренней нарезкой, в результате которой образуются бороздки 11 на внутренних поверхностях клиньев 12. Кольцевая канавка 14 (на фиг.3 не показана) выполняется на конической поверхности детали 20 в районе ее большого основания.
Вышеуказанную деталь 20 целесообразно выполнять из мягкой, легко поддающейся обработке стали, способной получить поверхностное упрочнение путем термической обработки, например цементации.
Именно в данной детали 20 выполняют распиливанием радиальные щели 25 в плоскостях, проходящих через ось детали и разграничивающих угловые секторы 22, которые образуют клинья 12 зажима.
В изображенном варианте выполнения изобретения число N щелей 25 равно трем и, таким образом, все они разнесены на угол 120 градусов по оси канала. Ширина этих щелей, определяемая шириной режущего инструмента 30, применяемого для их получения, составляет, например, 1,5 мм. Щели 25 не пересекают материал детали 20 до канала 5: каждая из них оставляется незавершенной с тем, чтобы сохранить скобу 27 вдоль канала 5.
Как следует из фиг. 3, донная часть каждой щели имеет V-образную форму, острие которой обращено к каналу 5. Для получения этой конфигурации применяемый режущий инструмент, например фреза или циркулярная пила 30, имеет с режущей стороны зубья 31 приблизительно V-образного профиля, перпендикулярно плоскости реза, то есть зубья 31, у которых заостренная форма является взаимодополняющей относительно необходимой V-образной формы донной части щели 25.
V-образная форма дна щели 25 позволяет контролировать место разрыва в момент разъединения клиньев 12. Скоба 27 разрывается в предпочтительном варианте выполнения изобретения в острие буквы V, то есть приблизительно на середине ширины щели 25.
Согласно другому варианту выполнения изобретения донная часть щели 25 может иметь заостренную форму иную, нежели V-образную. Важно лишь, чтобы эта форма была такой, чтобы по меньшей мере часть поверхности скобы, обращенной к щели, была наклонной относительно направления X, перпендикулярного к радиальной плоскости вышеуказанной щели, с тем, чтобы радиальная ширина вышеуказанной скобы имела бы минимальное значение в положении, определяемом по данному направлению X. Именно в месте данного минимального значения будет происходить разрыв. Преимущество V-образной формы заключается в простоте выполнения с технологической точки зрения.
В качестве примера можно предусмотреть вариант, когда ширина скобы, измеренная между острием V и стенкой канала 5, заключается в пределах от 0,8 мм (на уровне дна бороздок 11) до 1,3 мм (на уровне вершине бороздок 11), причем угол между двумя наклонными сторонами V может составлять, например, 90 градусов.
Следует отметить, что, несмотря на небольшую ширину и форму щели 25, можно относительно легко регулировать распил соответствующим образом, так как три щели могут быть выполнены одновременно при помощи трех тонких инструментов, размеры и соответствующие положения которых должны быть точно определены, и между которыми деталь 20 разрывается по оси.
Заготовка зажима, разрезанная таким образом, продолжает оставаться моноблочной и может храниться навалом, будучи смешанной с аналогичными деталями.
Нагрузки, оказываемые на скобы 27 на данном этапе, на самом деле намного меньше нагрузок, которые были бы необходимы, для того, чтобы их сломать. Скобы еще не охрупчены цементацией, и их основной функцией является поддержание связи между секторами 22, соответствующими клиньям 12.
Затем берут одну за другой моноблочные детали 20, которые еще не разделены на отдельные клинья, с тем, чтобы установить соединительную втулку 13 в каждую канавку 14, причем каждая такая втулка выполняется обычно из рессорно-пружинной стали.
Затем вся совокупность деталей подвергается цементации, результатом которой является поверхностное упрочение клиньев 12 и скоб 27.
Такой обработкой может быть нагрев до температуры в пределах от 900 до 1000 градусов С, производимый в течение трех четвертей часа в науглероживающей атмосфере с последующей закалкой.
Обработанная таким образом сталь становится поверхностно очень прочной, а скобы 27 становятся относительно хрупкими и ломкими.
Чтобы сломать скобы 27 на данном этапе, достаточно просто взять в руки конструкцию. В противном случае можно установить распорную насадку в устье канала 5 и разорвать скобы, ударяя по данной насадке. При этом происходит отделение друг от друга клиньев 12 зажима, которые тем не менее остаются связанными при помощи кольца 13.
Как видно из фиг.2, разорванные скобы оставляют на радиальных поверхностях каждого клина края 28 примерно треугольного сечения Эти края 28 прилегают к каналу 5, в котором зажим сжимает трос 8. Они тем самым участвуют в передаче сжимающих усилий на трос, исключая при этом ослабление сжимающего трос усилия в слишком большом зазоре между клиньями. Соответственно оказываются уменьшенными пиковые нагрузки, которым подвергается трос.
При закреплении натяжного троса края 28 исключают возможность сокращения одних зазоров между клиньями с соответствующим увеличением зазора между другими клиньями.
В описанный способ выполнения изобретения могут быть внесены ряд изменений, которые не будут выходить из рамок предлагаемого изобретения, например:
- количество клиньев зажима может быть иным, чем три;
- периферия зажима может быть не просто в форме усеченного конуса, она может быть составлена из нескольких последовательных конусных участков или быть округлой;
- один из N разрезов в детали 20 может быть полным, причем заготовка может оставаться моноблочной только с N-1 числом скоб;
- порядок выполнения некоторых этапов способа изготовления зажима натяжного троса может быть изменен.
Реферат
Изобретение относится к зажимам, предназначенным для закрепления на удерживающем основании тросов. Деталь для изготовления зажима натяжного троса включает несколько угловых секторов, расположенных вокруг канала общей цилиндрической формы, соединенных скобами, примыкающими к вышеуказанному каналу. Каждая из этих скоб расположена в донной части соответствующей радиальной щели, проходящей между двумя из секторов, начиная от периферии детали. При этом каждая скоба имеет обращенную к соответствующей щели поверхность, у которой по меньшей мере одна часть выполнена наклонной относительно направления, перпендикулярного радиальной плоскости вышеуказанной щели, с тем чтобы радиальная толщина вышеуказанной скобы имела минимальное значение в положении, определяемом в вышеуказанном направлении. Способ изготовления зажима для крепления натяжного троса, получаемого соединением N-го количества клиньев, заключается в том, что сначала формируют канал общей цилиндрической формы в моноблочной детали. Затем выполняют N разрезов в радиальных плоскостях в моноблочной детали, начиная от периферии, для получения N радиальных щелей, разграничивающих N угловых секторов детали, причем по меньшей мере N-1 разрезов выполняют незавершенными, не доходя до канала, для того чтобы сохранить в донной части соответствующих щелей скобы, соединяющие сектора. После этого полученную таким образом деталь подвергают упрочняющей обработке и прикладывают силу для разрыва между N секторами, причем каждый клин получают из одного из этих секторов. При этом вышеуказанные неполные разрезы выполняют так, чтобы снабдить каждую из скоб, обращенную к соответствующей щели, поверхностью, у которой по меньшей мере одна часть наклонена относительно направления, перпендикулярного радиальной плоскости вышеуказанной щели, с тем, чтобы вышеуказанная скоба разрывалась в положении, определяемом в вышеуказанном направлении. Зажим для крепления натяжного троса образуется путем соединения нескольких клиньев, полученных в соответствии с вышеупомянутым способом. В результате достигается лучшее распределение усилий, устранение чрезмерного расширения зазоров. 3 с. и 4 з.п. ф-лы, 3 ил.

Комментарии