Устройство для монтажа моностренда в каналообразователь - RU2665082C1
Код документа: RU2665082C1
Чертежи



Описание
Изобретение относится к области строительства, а именно к технологии преднапряженных железобетонных конструкций, в том числе криволинейной формы, например защитных оболочек, оболочек хранилищ жидкостей, газов, сыпучих и дробленых материалов и так далее, в которых необходимо монтировать длинномерные арматурные пряди, преимущественно монострендов (то есть прядей, помещенных в трубчатую полиэтиленовую оболочку с антикоррозионной смазкой) в каналообразователи.
Известно устройство для монтажа моностренда в каналообразователь, содержащее корпус, размещенные на валах верхние и нижние ролики с взаимодействующими с монострендом желобками, в плоскости симметрии которых размещена продольная ось моностренда, и привод приводных роликов [1].
При применении известного устройства толкающее усилие для монтажа моностренда в каналообразователь передается от ведущих приводных роликов к ведомым через оболочку моностренда, что ведет к воздействию на оболочку растягивающих усилий. Кроме того, расстояние между осью моностренда и соответствующим роликом в плоскости его симметрии выполняют равным наружному радиусу оболочки моностренда, что ведет (в виду малой площади контакта роликов и моностренда) к проскальзыванию роликов относительно оболочки моностренда, как следствие (учитывая высокую скорость перемещения моностренда в каналообразователь), к интенсивному нагреву и износу оболочки моностренда.
В результате этого может происходить, в отдельных случаях, нарушение герметичности оболочки моностренда, что приводит к утечки антикоррозионной смазки и, как следствие, к коррозии арматурных прядей. Кроме того, для обеспечения сохранности оболочки в отдельных случаях приходится снижать скорость монтажа моностренда в каналообразователь.
Результат, для достижения которого направлено данное техническое решение, заключается в повышении сохранности оболочки моностренда, а вследствие этого - и надежности антикоррозионной защиты арматурных прядей, а также скорости монтажа моностренда в каналообразователь.
Указанный результат достигается за счет того, что устройство для монтажа моностренда в каналообразователь, содержащее корпус, размещенные на валах верхние и нижние ролики с взаимодействующими с монострендом желобками, в плоскости симметрии которых размещена продольная ось моностренда, и привод приводных роликов, снабжено устройством синхронизации вращения всех роликов, а расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполнено меньшим радиуса моностренда на величину менее толщины слоя антикоррозионной смазки. Расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполнен в соответствии с соотношением L=(0,96÷0,92) r, где r - радиус моностренда. Профиль желобков выполнен в сечении в виде сегмента эллипса.
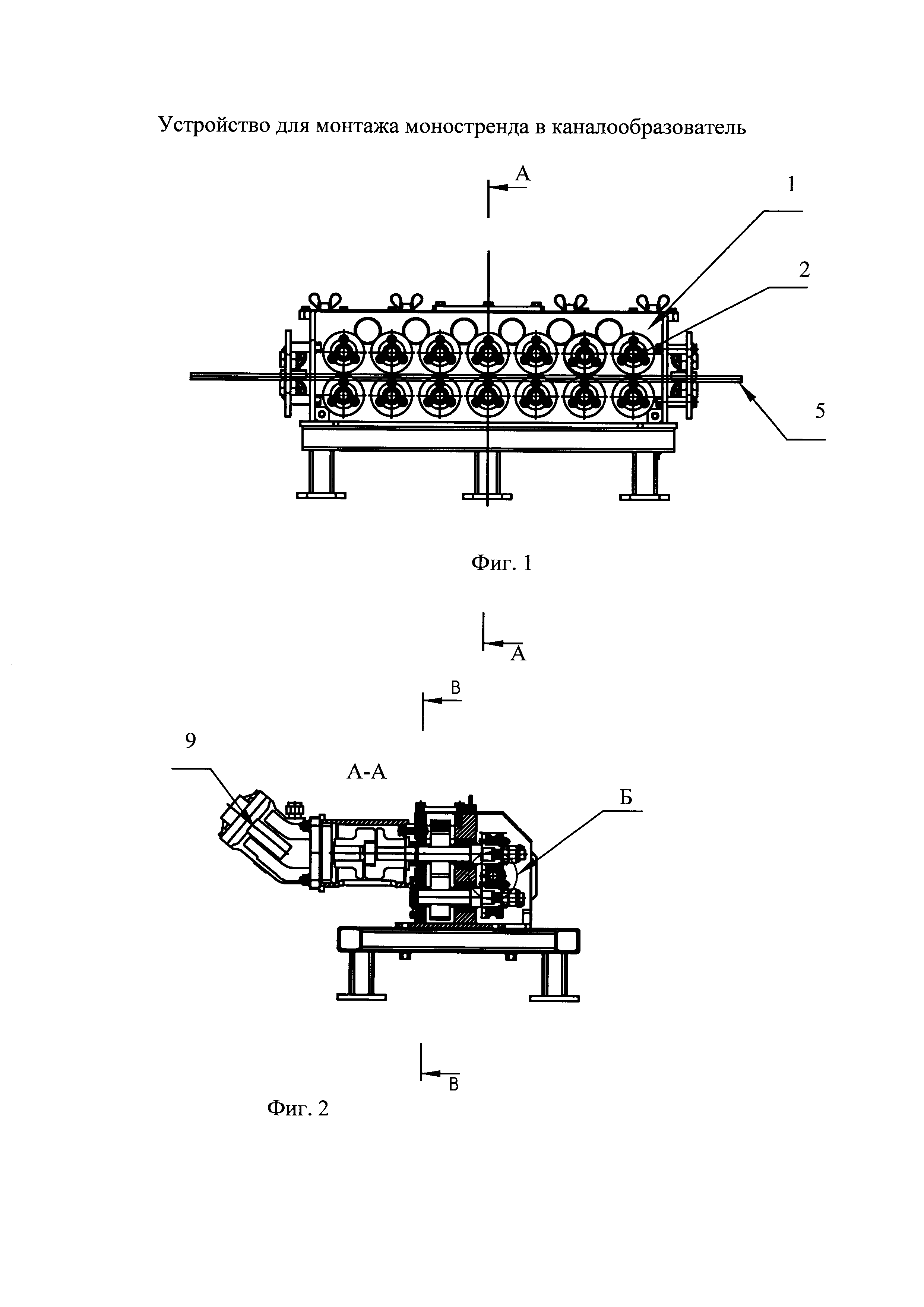
Пример выполнения заявляемого устройства поясняется чертежами, где на фиг. 1 - представлено заявляемое устройство, на фиг. 2 - разрез А-А, на фиг. 3 - место Б, на фиг. 4 - разрез В-В, на котором изображено устройство синхронизации вращения роликов, на фиг. 5 - место Г, на фиг. 6 показана схема работы устройства, на фиг. 7 - то же, но при расположении валов роликов в шахматном порядке.
Устройство для монтажа моностренда в каналообразователь содержит корпус 1, установленные в корпусе валы 2, размещенные на валах верхние 3 и нижние 4 ролики, изготовленные из упругого износостойкого материала, с взаимодействующими с монострендом 5 желобками 6 и 7, в плоскости симметрии которых размещена продольная ось 8 моностренда, и привод 9 роликов, с устройством 10 синхронизации вращения всех роликов. Устройство синхронизации может быть выполнено в виде взаимодействующих межу собой шестерней, как показано на фиг. 4, но может быть выполнено иным образом, например в виде замкнутой цепи, взаимодействующей с закрепленными на валах роликов шестернями.
Профили желобков 6, 7 выполнены в сечении в виде сегмента эллипса.
Расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполняют меньшим радиуса моностренда на величину меньшей толщины размещенного между оболочкой 11 и арматурной прядью 12 слоя 13 антикоррозионной смазки.
Предпочтительно выполнять расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии в соответствии с соотношением L=(0,96÷0,92) r, где r - радиус моностренда, что подтверждается примерами, представленными в таблице.

При пропускании моностренда с вращающимися роликами, последние деформируют оболочку (как показано на фиг. 5 поз 11) моностренда 5 за счет того, что расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполнены меньшим радиуса моностренда, придавая ей эллиптическую форму. Так как профиль желобков 6, 7 роликов выполнен в сечении в виде сегмента эллипса, происходит взаимодействие желобков и оболочки моностренда на большей площади, что снижает ее износ, а также роликов, значительно увеличивая (в несколько раз) их срок службы, и увеличивает толкающее усилие на моностренд.
Синхронизация вращения всех роликов равномерно распределяет толкающее усилие на оболочку моностренда, что также повышает ее сохранность.
Таким образом, предложенное техническое решение позволит устранить нарушение герметичности оболочки моностренда, как следствие, повысить скорость монтажа монострендов и устранить коррозию арматурных прядей.
Источник информации
1. Проспект фирмы PAUL Maschinenfabrik GmbH & Co. KG «Stressing on the Construction Site», рис. Wheel-mounted strand pushing machine which offers mobility & flexibility, http://www.paul.eu/eni/produkte/spannbeton-technik/spannen-baustelle.html, 13.04.2010
Реферат
Изобретение относится к области строительства. Устройство для монтажа моностренда в каналообразователь содержит корпус, установленные в корпусе валы, размещенные на валах верхние и нижние ролики с взаимодействующими с монострендом желобками, в плоскости симметрии которых размещена продольная ось моностренда, и привод роликов с устройством синхронизации вращения всех роликов. Профили желобков могут быть выполнены в сечении в виде сегмента эллипса. Расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполняют меньшим радиуса моностренда на величину меньшей толщины размещенного между оболочкой и анкерным канатом слоя антикоррозионной смазки. Предпочтительно выполнять расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии в соответствии с соотношением L=(0,96÷0,92) r, где r - радиус моностренда. При пропускании моностренда с вращающимися роликами последние деформируют оболочку моностренда за счет того, что расстояние L между осью моностренда и соответствующим роликом в плоскости его симметрии выполнены меньшим радиуса моностренда, придавая ей эллиптическую форму. Так как профиль желобков роликов выполнен в сечении в виде сегмента эллипса, происходит взаимодействие желобков и оболочки моностренда на большей площади, что снижает ее износ, а также роликов, значительно увеличивая (в несколько раз) их срок службы. Синхронизация вращения всех роликов равномерно распределяет толкающее усилие на оболочку моностренда, что также повышает ее сохранность. Предложенное техническое решение позволит устранить нарушение герметичности оболочки моностренда, как следствие, повысить скорость монтажа монострендов и устранить коррозию арматурных прядей канатов. 2 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство подачи растянутого элемента
Комментарии