Арматурная проволока со спиральным профилем - RU2760809C1
Код документа: RU2760809C1
Чертежи
Описание
Изобретение относится к волочильному производству и может быть использовано при производстве преднапряженной арматуры, предназначенной для армирования многопустотных плит безопалубочного формования и других изделий из бетона.
Известна арматурная проволока, имеющая сечение в форме круга, на поверхности которой нанесен периодический профиль в виде скругленных вмятин под цилиндрической образующей поверхности, при этом вмятины расположены двумя продольными рядами на противоположных сторонах поверхности (см. ГОСТ 7348-81 «ПРОВОЛОКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ АРМИРОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ. ТЕХНИЧЕСКИЕ УСЛОВИЯ»).
Недостатком известной арматурной проволоки является низкая удельная прочность, усталостная и релаксационная стойкость, что обусловлено наличием концентраторов напряжений на переходных участках периодического профиля, причем концентраторы напряжений находятся на участках с уменьшенной площадью сечения. Другим недостатком известной арматурной проволоки является низкое сцепление с бетоном. Данный фактор обусловлен очень малой глубиной периодических впадин и малыми углами наклона краев этих впадин к оси проволоки, вследствие чего Пуассоново сужение проволоки при ее эксплуатационном натяжении приводит к тому, что выступы бетона, образованные при заполнении периодических впадин на поверхности проволоки, утрачивают адгезионное сцепление со впадинами и одновременно оказываются нагружены продольным усилием в проекции широких участков проволоки между впадинами. При этом следует отметить, что создание более развитого профиля в данной конструкции заведомо приведет к дополнительному ослаблению сечения и увеличению концентраторов напряжений.
Наиболее близким аналогом арматурной проволоки согласно настоящему изобретению является арматурная проволока со спиральным профилем, имеющая сечение в форме круга с четырьмя трапецеидальными выступами, обращенная наружу часть поверхности которых представляет собой дуги окружности, соосной основной поверхности арматурной проволоки, при этом выступы расположены над основной поверхностью по спирали и непрерывны по всей длине проволоки (см. стандарт Китайской Народной Республики GB/T 5223).
Данная конструкция арматурной проволоки имеет более высокие удельную прочность, усталостную и релаксационную стойкость благодаря постоянному по всей длине сечению, подразумевающему стационарность процесса обработки давлением и, соответственно, однородность по длине получаемых свойств. Также известная конструкция проволоки обеспечивает более высокое сцепление с бетоном благодаря кратно большей высоте профиля и большей относительной площади смятия, однако в целом не обеспечивает высокого сцепления с бетоном из-за ограниченного высотой выступов объема бетона, нагружаемого боковыми сторонами выступов на смятие/срез, в то время как обращенная наружу цилиндрическая поверхность выступов задействуется только в адгезионном и фрикционном сцеплении, а также возможности спирального смещения проволоки в бетоне по собственному оттиску без его разрушения.
Задачей изобретения является разработка конструкции арматурной проволоки, обеспечивающей одновременно максимально высокое сцепление с бетоном, в том числе механическое сцепление в любом потенциально возможном направлении смещения, и высокий уровень удельной прочности, релаксационной и усталостной стойкости.
Указанная задача решается тем, что арматурная проволока со спиральным профилем, согласно изобретению, имеет сечение в форме треугольника со скругленными углами, при этом ребра и грани проволоки, образованные скругленными углами и сторонами треугольника соответственно, располагаются по спирали, а на поверхности граней выполнен вдоль линии их расположения периодический профиль в виде наклонных трапецеидальных выступов со скругленными участками перехода.
При этом грани поверхности проволоки могут быть выполнены как линейчатыми, так и выпуклыми или вогнутыми.
Такое выполнение проволоки обеспечивает передачу натяжения проволоки бетону посредством нормальных напряжений реакции опоры, возникающих за счет расклинивания наклонных к оси проволоки спиральных боковых граней ‒ исследования сцепления с бетоном арматурных канатов подтвердили безопасность и исключительную эффективность данного способа реализации сцепления; так, при нагружении многопустотных плит безопалубочного формования, армированных трехгранными канатами, разрушение плит возникало вследствие полного исчерпания прочности канатов, при нагрузках на 25-35% выше, чем для идентичных плит, армированных эквивалентным по количеству канатов, их сечению, прочности и фактическому натяжению пакетом стандартных канатов. При этом наличие периодического профиля на спиральных гранях арматурной проволоки предотвращает проскальзывание ее по собственному оттиску в бетоне, причем конфигурация периодического профиля в виде выступов над поверхностью исключает ослабление сечения в местах его расположения и смещает концентраторы напряжений на усиленный увеличением сечения участок.
Изобретение поясняется чертежами.
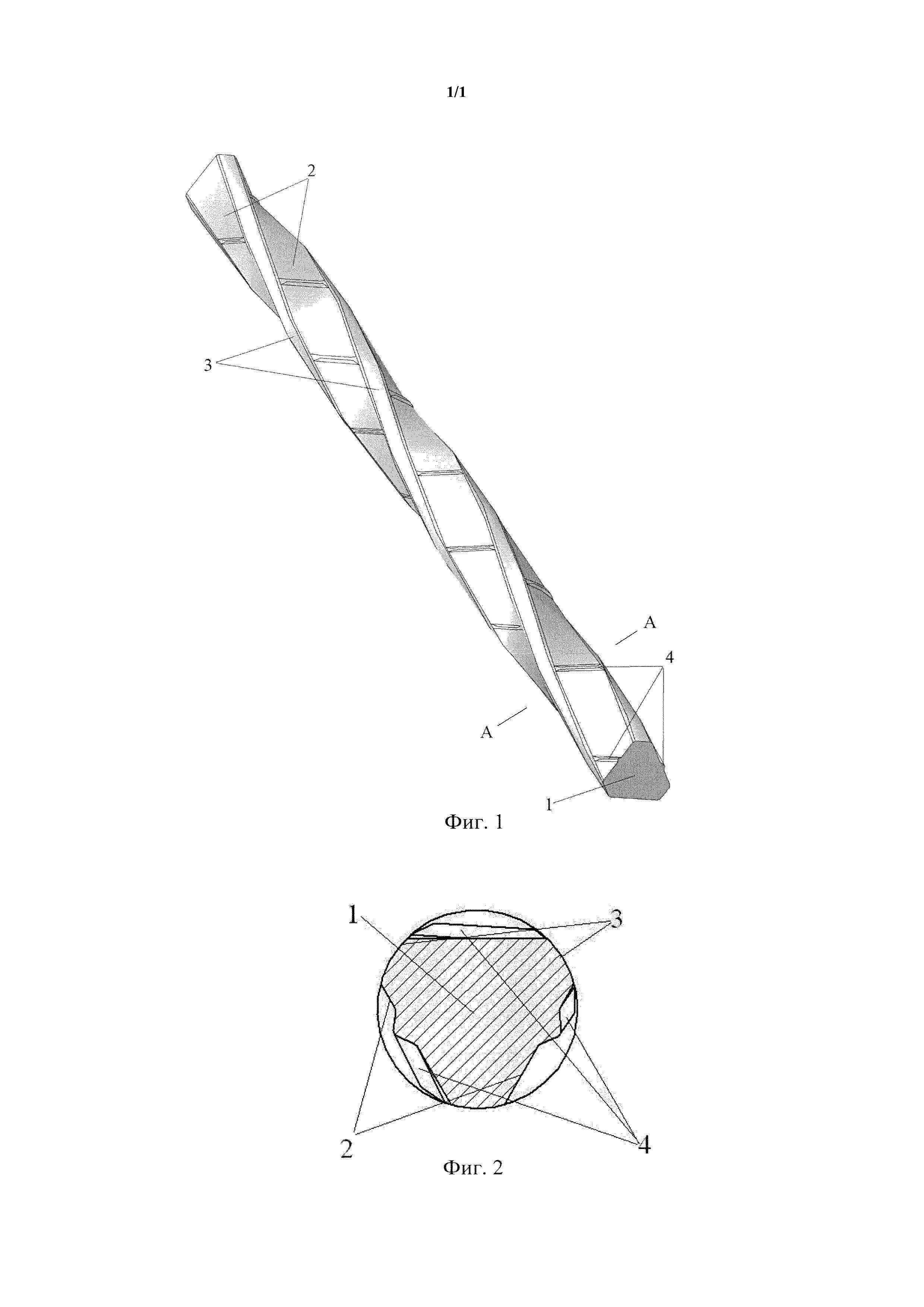
На фиг. 1 схематично изображен внешний вид арматурной проволоки со спиральным профилем;
на фиг. 2 схематично изображено поперечное сечение арматурной проволоки со спиральным профилем.
Арматурная проволока со спиральным профилем согласно одному из вариантов осуществления изобретения представлена на фиг. 1, 2. На поверхности проволоки 1 (фиг. 1, 2) по винтовой линии нанесены три линейчатые поверхности 2, разделенные между собой участками цилиндрической поверхности 3. На линейчатых поверхностях 2 расположены под наклоном в направлении, обратном направлению винтовой линии расположения самих линейчатых поверхностей 2, трапецеидальные выступы 4.
Изготавливают арматурную проволоку, например, следующим образом.
Предварительно изготавливают проволоку 1 круглого сечения. Далее проволоку подают через вращающуюся вокруг нее роликовую кассету с тремя наклонными роликами, имеющими цилиндрические рабочие поверхности с вырезанными на них наклонными канавками. При этом на поверхности проволоки 1 под воздействием цилиндрических роликов формируются по спирали линейчатые поверхности 2, а в местах, где на цилиндрической поверхности роликов выполнены канавки, напротив них образуются трапецеидальные выступы 4. На части поверхности проволоки, не деформируемой роликами, сохраняются участки цилиндрической поверхности 3.
Одновременно с процессом формоизменения изготавливаемую арматурную проволоку натягивают до усилия, составляющего 30-70% от усилия разрыва, посредством любого известного способа ‒ например, между двумя кабестанами, каждый из которых представляет собой набор из приводного и неприводного либо двух приводных шкивов. В промежутке между прохождением первого и второго кабестанов, когда арматурная проволока находится в прямолинейном натянутом состоянии, осуществляют ее нагрев до температуры 370 ‒ 430 градусов, например, посредством индукционной печи, после чего осуществляют принудительное охлаждение натянутой проволоки водяным опрыскивателем также в прямолинейном натянутом состоянии в промежутке между первым и вторым кабестанами.
По завершении охлаждения проволока проходит через второй кабестан и поступает в накопитель, из которого ее перематывают в бухты, либо в ножницы, где ее нарезают на мерные длины. Далее намотанную или нарезанную на мерные длины проволоку упаковывают известными способами.
Помимо описанного способа, проволоку могут подвергать формоизменению в один технологический ход с операцией волочения.
Реферат
Изобретение может быть использовано при производстве преднапряженной арматуры для армирования изделий из бетона и обеспечивает максимально высокое сцепление с бетоном в любом потенциально возможном направлении смещения, высокий уровень удельной прочности, релаксационной и усталостной стойкости. В арматурной проволоке со спиральным профилем на поверхности по винтовой линии нанесены три линейчатые поверхности, разделенные между собой участками цилиндрической поверхности. На линейчатых поверхностях расположены под наклоном в направлении, обратном направлению винтовой линии расположения самих линейчатых поверхностей, трапецеидальные выступы. 2 з.п. ф-лы, 2 ил.

Формула
Документы, цитированные в отчёте о поиске
Арматурный канат
Комментарии