Барабан для формирования пищевых продуктов - RU2597230C2
Код документа: RU2597230C2
Чертежи













































Описание
Настоящее изобретение относится к барабану для формования пищевых продуктов, имеющему множество рядов полостей. Настоящее изобретение затем относится к способу изготовления барабана согласно изобретению.
Барабаны для формования пищевых продуктов используются в машинах, которые формуют пищевые продукты, подобные котлетам, из пищевой массы. Подобный аппарат описан, например, в заявке на патент US 3,205,837. Однако барабан для формования пищевых продуктов, описанный в этой заявке на патент, сложен в производстве и имеет гигиенические проблемы.
Поэтому предметом настоящего изобретения была разработка барабана для формования продуктов питания, который не имеет недостатков устройств согласно уровню техники.
Эта проблема решена посредством барабана для формования пищевых продуктов, содержащим множество пористых полостей для продукта, причем каждый ряд содержит одну или множество пористых полостей для продукта, причем барабан, предпочтительно, содержит первый и второй передний конец, и предпочтительно, каналы текучей среды в продольном направлении барабана, причем каждый канал, предпочтительно, гидравлически соединяет один ряд пористых полостей для продукта, в котором пористые полости для продукта образованы как одна или несколько вставок, которая(-ые) соединена(-ы) с барабаном посредством адгезионного соединения, соединения с геометрическим замыканием и/или соединения с фрикционной посадкой.
Раскрытие сущности изобретения в отношении этого варианта осуществления настоящего изобретения применимо также к другим патентоспособным вариантам осуществления согласно настоящему изобретению, и наоборот.
Настоящее изобретение относится к барабану для формования пищевых продуктов, который является частью машины для формования пищевых продуктов. Барабан для формования пищевых продуктов на своей внешней поверхности имеет множество полостей для продукта, которые открыты в направлении окружности барабана и в которых пищевая масса формуется в пищевой продукт, например котлету. Этот барабан для формования пищевых продуктов согласно настоящему изобретению содержит множество рядов полостей для продукта, причем каждый ряд содержит одну или множество полостей для продукта, бок о бок. Ряды расположены параллельно средней оси барабана согласно изобретению. Во время производства барабан вращается, и в одном положении полости для продукта в одном ряду заполняются пищевой массой, а в нижнем положении сформованная пищевая масса выгружается из полостей для продукта, расположенных в одном ряду. Затем полости для продукта в одном ряду полостей могут быть снова заполнены, и так далее. Для того чтобы выпускать воздух из полостей для продукта во время их заполнения и/или для поддержки выгрузки продукта, полости для продукта, по меньшей мере частично, выполнены из пористого материала, который является газопроницаемым и через который из полости для продукта может отводиться воздух или через которые газ, например воздух, может быть выпущен для отделения формованного продукта от поверхности полости для продукта. Предпочтительно, пористый материал содержит каналы, которые соединены друг с другом.
Кроме того, барабан для формования пищевых продуктов, предпочтительно, содержит каналы текучей среды, которые простираются в продольном направлении барабана, то есть параллельно центральной оси барабана и предпочтительно простираются от одного конца к другому концу барабана. Через каждый канал текучей среды может выпускаться при вентиляции воздух, например в окружающую среду, и/или в полости может быть принудительно подан сжатый газ для выгрузки формованного продукта. Дополнительно, через каналы и/или пористый материал полостей для продукта может быть принудительно подана очищающая жидкость.
Концы барабана могут быть закрыты соответственно концевой крышкой или могут быть открытыми.
Согласно настоящему изобретению пористая полость для продукта выполнена в виде вставки, которая закреплена на барабане. Этот вариант осуществления настоящего изобретение имеет преимущество, что самому барабану нет необходимости иметь пористый слой. Каждая вставка может содержать пористую часть или, предпочтительно, выполнена полностью из пористого материала. Одна вставка может содержать более чем одну пористую полость для продукта. В предпочтительном варианте осуществления все пористые полости в одном ряду выполнены как одна вставка. Согласно другому предпочтительному варианту осуществления на ряд может быть предусмотрено более одной вставки.
Согласно одному предпочтительному варианту осуществления пористая часть содержит опорное кольцо. Это опорное кольцо закрывает по меньшей мере часть пористого участка, например окружность и/или, по меньшей мере частично, передний конец. Это обеспечивает, что пористый материал защищен и/или что газ не будет утекать через участок поверхности пористого материала, где поток газа не является необходимым или является нежелательным.
Альтернативно или дополнительно, участок поверхности пористого материала, где поток газа не является необходимым или даже является нежелательным, может быть обработан так, что поры, по меньшей мере частично, предпочтительно полностью, закрыты.
Согласно настоящему изобретению каждая пористая вставка соединена с барабаном посредством адгезионного соединения, соединения с геометрическим замыканием и/или соединения с фрикционной посадкой. Этот вариант осуществления настоящего изобретения обеспечивает, что пористая полость для продукта и/или вставки остаются в их требуемом положении во время заполнения, выгрузки продукта и/или очистки барабана и нет никакого зазора между барабаном и вставкой и/или между двумя вставками, в которые может перемещаться пищевой продукт. Барабан согласно изобретению очень гигиеничен, прост в выполнении и очистке. Барабан будет предпочтительно оснащен углублениями для пористого материала или вставкой, которая содержит или полностью выполнена из пористого материала. В это углубление помещается пористый материал и/или вставка и затем соединяется с барабаном посредством адгезионного соединения, соединения с геометрическим замыканием и/или соединения с фрикционной посадкой. Адгезионное соединение может быть достигнуто, например, склеиванием, сваркой, пайкой твердым припоем и/или пайкой мягким припоем. Соединение с геометрическим замыканием и/или соединение с фрикционной посадкой может быть достигнуто посредством механического соединения пористого материала или пористой вставки с барабаном.
Предпочтительно, соединение между вставкой и барабаном является необратимым, то есть оно не может быть разъединено без разрушения барабана, соединения и/или вставки.
Предпочтительным способом пайки является бесфлюсовая пайка. В данном случае припой, используемый в форме пленки/фольги (пригодной для использования в пищевой промышленности), будет наматываться по окружности вставки, прежде всего в зоне контакта между вставкой и барабаном, предпочтительно его наружным элементом. Затем вставка и пленка/фольга будут помещаться в углубление барабана, прежде всего в его наружный элемент. Затем барабан в сборе будет нагреваться в течение определенного периода времени и при определенной температуре, например, в печи. Предпочтительно, этот процесс нагрева происходит в вакууме. Пленка/фольга расплавится и образует паяное соединение между вставкой и углублением барабана. Затем барабан будет снова охлажден. Этот способ дает хорошее соединение между вставкой и барабаном, и процесс является стабильным и чистым. Однако допустимы также другие способ получения адгезионного соединения между вставкой и барабаном.
Пористая часть пористой полости для продукта и/или вставки, предпочтительно или согласно другому или предпочтительному варианту осуществления настоящего изобретения соединяется с барабаном посредством перемычки из пластичного материала, например эпоксидной смолы, и/или расплавленного металла или расплавленного сплава.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим патентоспособным вариантам осуществления согласно настоящему изобретению, и наоборот.
Согласно другому патентоспособному или предпочтительному варианту осуществления настоящего изобретения пористая полость для продукта выполнена в виде вставки и содержит пористую часть и, предпочтительно, опорное кольцо.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим предметам настоящего изобретения и наоборот.
Согласно другому патентоспособному или предпочтительному варианту осуществления настоящего изобретения пористая часть и/или вставка помещаются изнутри в направлении боковой стенки барабана вплотную к фланцу барабана.
Поскольку барабан является, предпочтительно, полым, пористый материал или вставка, содержащая пористый материал, может быть помещен изнутри в направлении боковой стенки барабана и зафиксирован в требуемом положении.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим патентоспособным вариантам осуществления согласно настоящему изобретению, и наоборот.
Согласно еще одному предпочтительному или патентоспособному варианту осуществления настоящего изобретения барабан содержит углубление для пористой части пористой полости для продукта и/или для вставки, причем углубление содержит поддерживающие средства для пористой части и/или вставки.
Это вариант осуществления настоящего изобретения особенно выгоден для больших полостей для продукта, чтобы предотвратить, что пористый материал будет поврежден во время его заполнения, выгрузки и/или очистки.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления, применимо также к другим вариантам осуществления, и наоборот.
Согласно другому или предпочтительному варианту осуществления настоящего изобретения полости выполнены в виде пористой вставки, которая необратимо соединена с барабаном, то есть, будучи соединенными, они не могут быть отсоединены от барабана без разрушения барабана, вставки и/или их соединения.
Предпочтительно, вставка приклеена, приварена, припаяна твердым припоем и/или припаяна мягким припоем к барабану.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения барабан содержит множество, предпочтительно по существу цилиндрических, элементов боковой стенки, причем один элемент является, предпочтительно, тонколистовым элементом. Элементы боковой стенки расположены концентрически и соединены друг с другом. Тонколистовой элемент, предпочтительно, является листом нержавеющей стали, который соединен путем вытяжки и обжима с другим элементов, предпочтительно пористым элементом барабана. В другом предпочтительном варианте осуществления тонколистовой элемент соединен адгезионно, предпочтительно приварен, припаян мягким припоем или припаян твердым припоем, к другому элементу, предпочтительно к пористому элементу.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения канал текучей среды и/или поддерживающее средство является частью пористого элемента или вставки, предпочтительно пористой вставки. Канал текучей среды и/или поддерживающее средство может быть механически обработан, просверлен и/или выфрезерован в пористом материале и/или пористой вставке. Канал текучей среды, предпочтительно, простирается параллельно центральной оси барабана.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения барабан содержит множество каналов текучей среды на ряд. Эти каналы текучей среды предпочтительно простираются от одного конца к другому концу, соответственно, и предпочтительно расположены параллельно, каждый предпочтительно параллельно центральной оси барабана. Эти каналы могут быть подвергнуты действию, например, сжатого воздуха для выгрузки продукта и/или очищающей жидкости, одновременно или последовательно. Один или несколько каналов текучей среды могут быть соединены с дном и/или один или более каналов текучей среды могут быть соединены с боковыми стенками пористой полости для продукта. За счет соединения по меньшей мере одного канала текучей среды к боковой стенке и одного к дну пористой полости для продукта может быть легко выбрана последовательность выпуска текучей среды. Сжатая текучая среда, например воздух, может быть выпущена сначала из дна и затем из боковой стенки пористой полости для продукта, или наоборот. Можно также выпускать текучую среду из дна и боковой стенки пористой полости для продукта, по меньшей мере, в основном одновременно.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения боковая стенка и дно пористой полости имеют разное гидравлическое сопротивление относительно потока текучей среды текучей среды для удаления формованного продукта из полости для продукта.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Благодаря разности в гидравлическом сопротивлении может быть достигнуто то, что количество текучей среды, например воздуха, через дно и через боковую стенку пористой полости может быть разным и/или что имеется сдвиг фаз между выпуском текучей среды на дне относительно выпуска текучей среды на боковой стенке пористой полости. Предпочтительно, выпуск текучей среды сначала начинается на боковой стенке и затем на дне.
Предпочтительно, толщина пористого материала на дне отличается от толщины пористого материала на боковой стенке. Более предпочтительно толщина пористого материла на боковой стенке больше или меньше, чем толщина пористого материала на дне пористой полости.
Альтернативно или дополнительно, поверхность пористого материала на боковой стенке имеет другое, например большее или меньшее, гидравлическое сопротивления, чем поверхность пористого материала на дне, прежде всего для среды, например воздуха, которая используется для извлечения продукта из пористой полости. Более предпочтительно больше пор закрыто на поверхности пористого материала на боковой стенке, чем пор на поверхности пористого материала на дне пористой полости, и наоборот.
Согласно еще одному другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения толщина пористого материала изменяется в пределах дна и/или в пределах боковой стенки. Этот вариант осуществления настоящего изобретения позволяет влиять на распределение потока, например выгружающей или очищающей текучей среды, вдоль дна и/или боковой стенки.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения барабан содержит множество элементов боковой стенки, причем, предпочтительно, внутренний элемент или промежуточный элемент является полностью пористым элементом. Элементы боковой стенки предпочтительно расположены концентрически.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения пористая полость для продукта выполнена в виде вставки и прикреплена к барабану посредством элемента боковой стенки. Элемент боковой стенки предпочтительно имеет цилиндрическую форму.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно еще одному другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения барабан, по меньшей мере частично, литой. Этот вариант осуществления настоящего изобретения упрощает выполнение барабана, так как, например, каналы текучей среды не должны создаваться в баране механической обработкой.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Согласно другому предпочтительному или патентоспособному варианту осуществления настоящего изобретения объем каждой полости для продукта меньше, чем желательный объем продукта.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
В другом патентоспособном или предпочтительном варианте осуществления настоящего изобретения каждый канал текучей среды на своих концах закрыт крышкой, которая отсоединяет каждый канал текучей среды от источника снабжения текучей средой, то время как эта крышка содержит углубление и/или может проворачиваться на оси. С помощью этой крышки может регулироваться подача текучей среды в каналы текучей среды.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Другим предпочтительным или патентоспособным вариантом осуществления настоящего изобретения является способ изготовления барабана, причем наружный диаметр барабана будет предусмотрен слегка больше, чем желаемый окончательный диаметр барабана, пористые вставки помещаются на боковую стенку барабана и затем барабан получает его окончательный диаметр, например, путем механической обработки, предпочтительно фрезерованием поверхности барабана. Во время этой механической обработки поры на поверхности пористых вставок, обращенные к наружной поверхности барабана, по меньшей мере частично, закрываются.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Другим предпочтительным или патентоспособным вариантом осуществления настоящего изобретения является способ изготовления барабана, причем пористый материал пористых полостей для продукта наносится на боковую стенку барабана.
Раскрытие сущности изобретения, сделанное в отношении этого варианта осуществления настоящего изобретения применимо также к другим вариантам осуществления, и наоборот.
Перед надежным закреплением пористой вставки в барабане является предпочтительным закрыть поры пористой вставки на некоторых участках поверхности, прежде всего на участках контакта между пористой вставкой и барабаном, по меньшей мере частично. Это закрывание может быть осуществлено шлифованием или лазерным полированием этого участка, покрытием участка, например, расплавленным металлом и клеящим материалом, таким как эпоксидная смола, лазерным полированием или запаиванием мягким припоем. Предпочтительно, поры будут закрываться пескоструйной обработкой или дробеструйной обработкой. Во время дробеструйной обработки пористая поверхность подвергается обстрелу частицами, например, керамическими частицами. Поверхность пористого материала, которая повергается пескоструйной обработке или дробеструйной обработке, деформируется пластично так, что поры на поверхности закрываются, по меньшей мере частично. Другим предпочтительным способом закрывания пор на поверхности пористого материала является пропитка, предпочтительно вакуумная пропитка, например, смолой. Предпочтительно, поверхность пористого материала обрабатывается способом электрополирования, например, для достижения более гладкой поверхности и уменьшения прилипания продукта.
Все предметы предпочтительного или патентоспособного варианта изобретения настоящего изобретения могут комбинироваться в новых пунктах формулы изобретения.
Удаление формованного продукта из полостей для продукта может быть выполнено разными путями.
В случае, когда полости для продукта оснащены только пористым дном, текучая среда будет подаваться только в каналы, которые направлены к пористому дну. В случае, когда полости для продукта оснащены пористым дном и пористой боковой стенкой, текучая среда может подаваться и ко дну, и к боковым стенкам.
Возможны несколько вариантов:
1 - Текучая среда может входить в полость для продукта через стенку дна и боковые стенки одновременно.
2 - Текучая среда может входить в полость для продукта сначала через пористую структуру боковых стенок, и некоторое время спустя через пористую структуру стенки дна.
3 - Текучая среда может входить в полость для продукта сначала через пористую структуру стенки дна, и некоторое время спустя через пористую структуру боковых стенок.
Предпочтительно или согласно другой патентоспособной идее, каждая вставка является спеченной, предпочтительно из металлического материала. Каждая вставка закреплена, предпочтительно адгезионным соединением, с барабаном. Более предпочтительно каждая вставка припаяна к барабану. Предпочтительно, каждая вставка простирается, по меньшей мере, по существу по всей длине барабана. Более предпочтительно, барабан содержит концевую крышку, более предпочтительно, на каждом конце. Концевая крышка соединена с барабаном с геометрическим замыканием или с прессовой посадкой, более предпочтительно, привинчена к барабану.
Предпочтительно, барабан содержит по меньшей мере одну канавку на ряд полостей, которая простирается по всей длине барабана. Предпочтительно, поперечное сечение канавки имеет форму ласточкиного хвоста. Одна или несколько вставок с соответствующим диаметром, предпочтительно одна вставка на полость для продукта или одна вставка на ряд, может быть вставлена с переднего конца, предпочтительно каждого переднего конца, в канавку. Вставки, по меньшей мере частично, выполнены из пористого материала, и поперечному сечению придана такая форма, что имеется геометрическое замыкание между канавкой и каждой вставкой, соответственно, благодаря поперечному сечению в форме ласточкина хвоста. Предпочтительно, вставки соединены с барабаном посредством адгезионного соединения, более предпочтительно пайки мягким припоем, сварки или пайки твердым припоем. Каждая вставка может быть также закреплена на барабане посредством соединения с геометрическим замыканием, с прессовой посадкой и/или с фрикционной посадкой. Альтернативно или дополнительно, каждый ряд содержит один или более прижимной элемент, который, например, прижимает вставки в направлении окружности барабана и таким образом уменьшает зазор между вставкой и поверхностью барабана. Зазор между вставкой и барабаном может быть закрыт, как раскрыто выше. Один или более каналов текучей среды предусмотрены между вставкой и барабаном. Общая длина всех вставок в одном ряду предпочтительно больше, чем продольное протяжение барабана. После того как вставки были помещены на барабан, вставки могут быть прижаты друг к другу и/или к барабану посредством одного или более прижимных элементов, и одна или две концевые крышки предусмотрены по меньшей мере на одном переднем конце барабана.
Предпочтительно, на ряд предусмотрена только одна вставка, которая содержит все полости для продукта этого ряда, соответственно. Однако можно иметь множество вставок на ряд, причем каждая вставка может содержать более чем одну полость.
Предпочтительно, барабан содержит по существу цилиндрический внутренний элемент с канавками по меньшей мере для одного, предпочтительно множества вставок. Предпочтительно, каждая вставка является спеченной, предпочтительно из металлического материала. Каждая ставка закреплена, предпочтительно посредством адгезионного соединения, на барабане. Более предпочтительно, каждая вставка припаяна к барабану. Предпочтительно, каждая вставка простирается, по меньшей мере, по существу по всей длине барабана. Более предпочтительно, барабан содержит концевую крышку, более предпочтительно, на каждом конце. Каждый конец предпочтительно выполнен как круговое кольцо. Концевая крышка соединена с барабаном, предпочтительно с геометрическим замыканием и/или прессовой посадкой, более предпочтительно привинчена к барабану.
В нескольких следующих вариантах осуществления будет описано управление потоком текучей среды таким образом, что текучая среда будет входить в полость для продукта сначала через стенку дна и затем через боковые стенки, или сначала через боковые стенки и затем через стенку дна.
Изобретение теперь разъясняется более подробно в соответствии с нижеследующими фигурами. Это раскрытие сущности изобретения не ограничивает объем охраны настоящего изобретения. Описания применимы ко всем вариантам осуществления настоящего изобретения соответственно.
На фиг.1 показан барабан для формования продукта согласно изобретению.
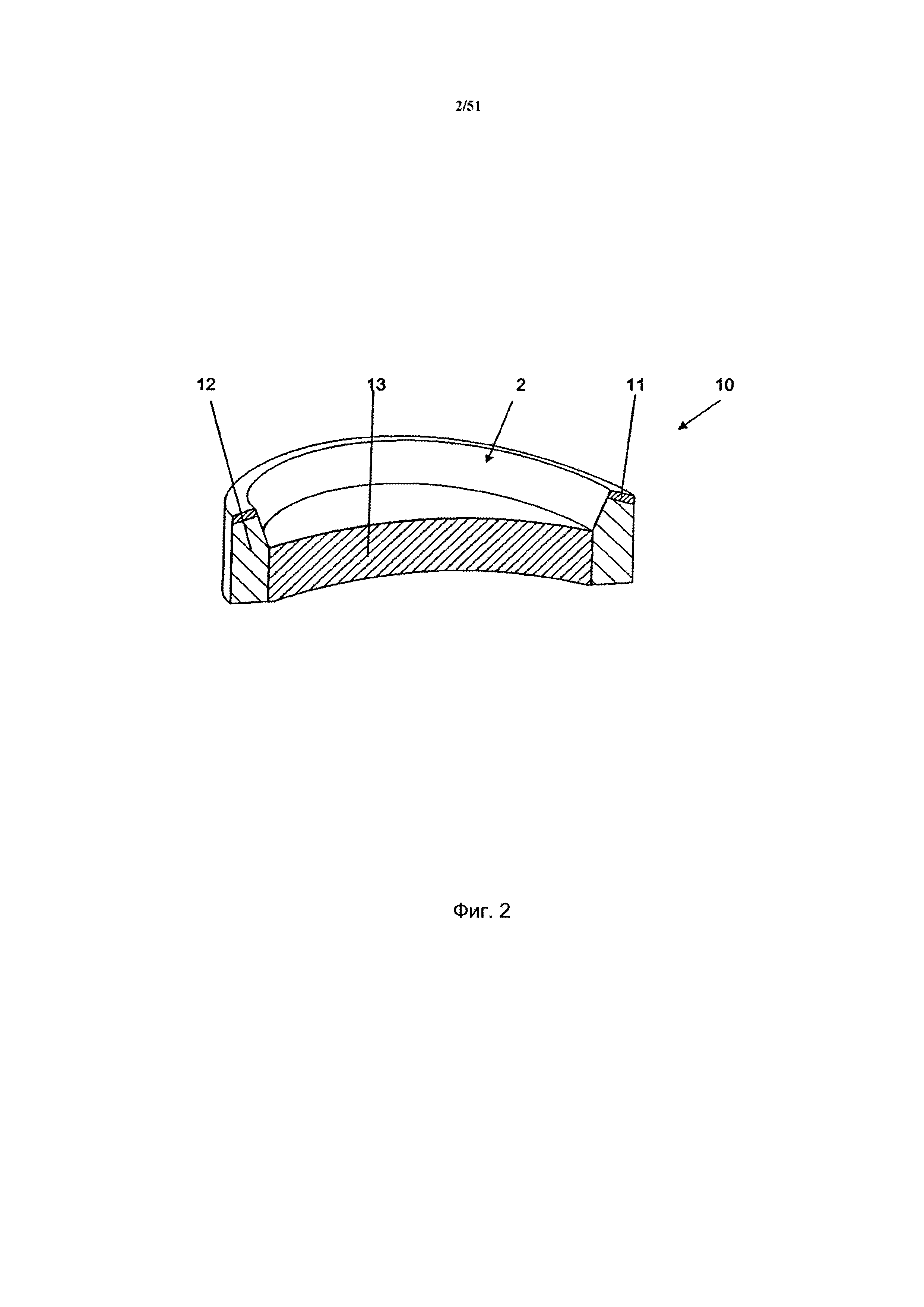
На фиг.2 показан вариант осуществления вставки.
На фиг.3 показан другой вариант осуществления вставки.
На фиг.4 показаны впадины и канал барабана текучей среды.
На фиг.5-7 показаны разные варианты осуществления вставки.
На фиг.8-11 показано крепление вставки в барабане.
На фиг.12 показана вставка с крышкой.
На фиг.13 показано крепление вставки со стопорным штифтом.
На фиг.14-15 показано крепление вставки со стопорной частью
На фиг.16-18 показано присоединение вставки к барабану с помощью механической крепежной части.
На фиг.19 показано поддерживающее ребро при использовании одной единственной вставки.
На фиг.20-23 показана труба с множеством элементов стенки.
На фиг.24-27 показано использование барьеров текучей среды.
На фиг.28 показано нанесение пористого материала во вставке.
На фиг.29-32 показаны разные конструкции пористой вставки.
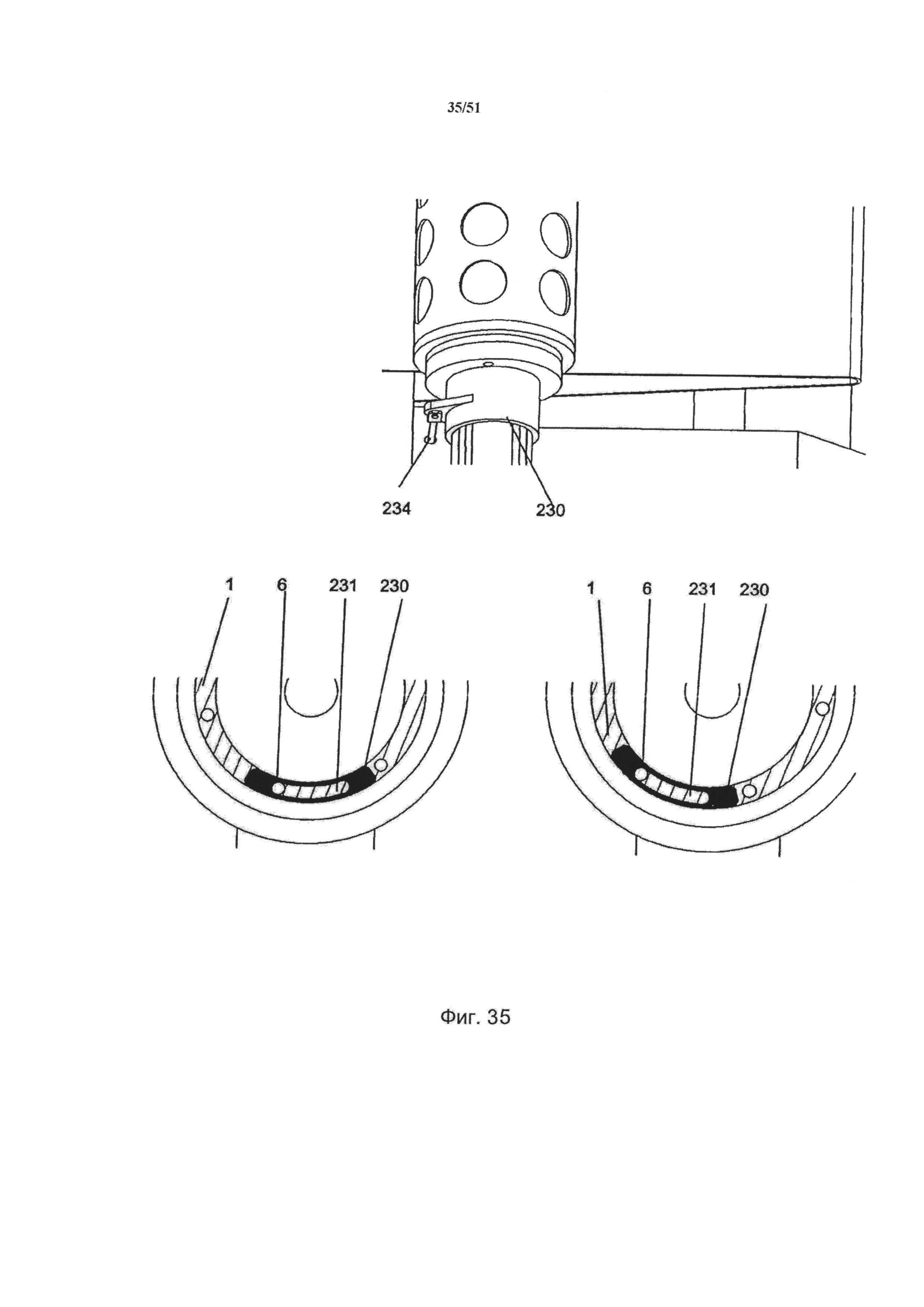
На фиг.33-35 показано использование крышки 230.
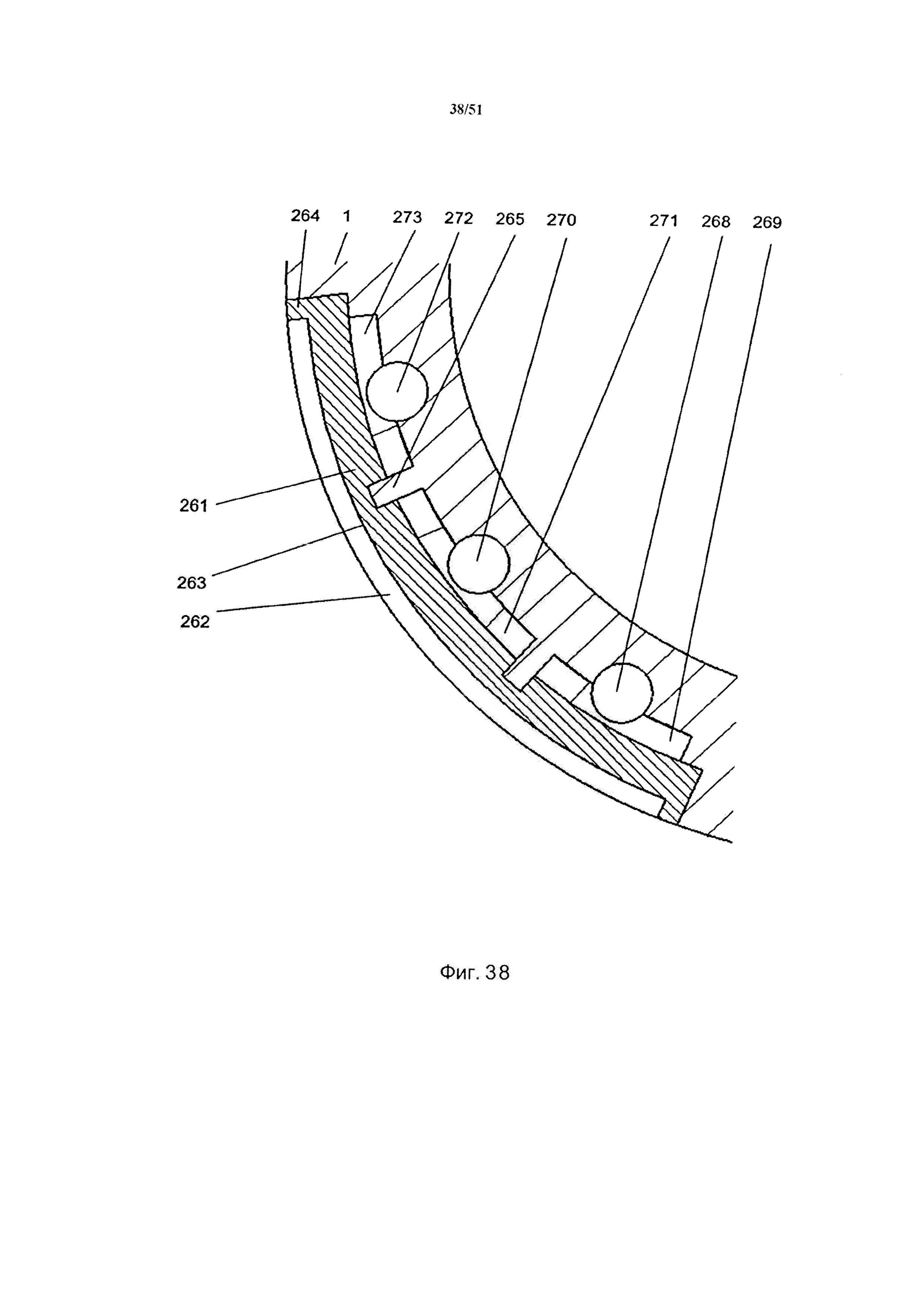
На фиг.36-38 показано множество параллельных каналов текучей среды на ряд.
На фиг.39 показана конструкция канала текучей среды в литом барабане.
На фиг.40-44 показан другой вариант осуществления барабана согласно изобретению.
На фиг.45 показан другой вариант осуществления барабана согласно изобретению.
На фиг.46-53 показан еще один другой вариант осуществления барабан согласно изобретению.
На фиг.54-57 показаны средства для воздействия на последовательности выхода выгружающей текучей среды.
На фиг.58 показан барабан с одной вставкой на ряд.
На фиг.1 показан баран для формования пищевых продуктов согласно изобретению, который является частью машины для формования пищевых продуктов, которая формует пищевую массу в пищевой продукт, например, котлету. Вдоль своей окружности барабан 1 содержит множество рядов 8 полостей 2. В данном случае один ряд содержит пять полостей 2. В каждой полости может формоваться продукт. Во время формования пищевых продуктов барабан вращается так, что в одном положении полости 2 в одном ряду заполняются, причем в направлении вниз от этого положения пищевые продукты в ряду выгружаются из полостей. Барабан предпочтительно является пористым и содержит на его первом переднем конце 3 и его втором переднем конце 4 концевую крышку 7, соответственно. По меньшей мере один канал 6 текучей среды простирается по всей длине ряда 8, включая обе концевые крышки 7. Этот продольный канал 6, как далее описано более подробно, гидравлически соединен с каждой полостью 2 для продукта в одном ряду для выпуска воздуха из этих полостей во время их заполнения, для принудительного пропускания текучей среды через полости для выгрузки формованного продукта и/или для принудительного пропускания через полости очищающей жидкости. Для поддержки барабана с возможностью вращения в формовочной машине и/или в очищающей машине, первый передний конец 3 и второй передний конец 4 могут иметь шип 5, присоединенный к передним концам 3, 4, соответственно. Однако барабан согласно изобретению может также содержать длинный вал по всей длине барабана, который выходит из передних концов 3, 4, соответственно. Возможны также другие решения для поддержки.
Согласно настоящему изобретению полости 2 для продукта, по меньшей мере частично, выполнены из пористого материала, который проницаем текучей среды, например, для газа и/или очищающей жидкости. Через пористую часть полости для продукта из полости для продукта может выпускаться воздух во время заполнения, и формованный продукт может быть отделен от полости для продукта посредством извлекающего газа. Пористый материал, предпочтительно, является спеченным материалом. Пористый материал может быть расположенным полностью по окружности слоем/элементом барабана, в котором полость 2 для продукта предпочтительно создана механической обработкой. Альтернативно, пористая часть полости для продукта может быть выполнена в виде вставки. В этом случае барабан, предпочтительно, содержит один или несколько элементов, предпочтительно из нержавеющей стали, каждый предпочтительно выполненный как труба, которые соединены друг с другом. Пористый материал будет выполнен в виде вставки, которая будет закреплена на барабане.
На фиг.2 показан первый вариант осуществления подобной вставки 10. Эта вставка 10 содержит пористое дно 13 и пористую боковую стенку, причем пористость боковой стенки и дна может отличаться. Поверхность боковой стенки 12 и дно 13 ограничивают полость 2 для продукта, в которой пищевая масса формуется в требуемую форму, в данном случае диск. Внутренняя поверхность боковой стенки 12 является, по меньшей мере частично, слегка конической для упрощения выгрузки продукта. На своей верхней поверхности боковая стенка содержит закрытую зону 11 для предотвращения утечки воздуха в этой зоне во время выгрузки продукта сжатым газом, например воздухом, и/или из гигиенических соображений. Пористая часть вставки 10 может быть выполнена из куска имеющегося в продаже пористого материала. Специалист в данной области техники понимает, что пористость дна и боковой стенка может быть также одинаковой. Вставка может быть также выполнена посредством быстрого макетирования, например, трехмерной печати расплавленным металлическим порошком. Таким путем могут быть созданы слои с различной пористостью и/или слои, которые не являются пористыми. В примере согласно фиг.2 вставка 10 оснащена боковой стенкой с пористостью А, дном с пористостью В и зоной 11 без пор.
На фиг.3 показан еще один другой вариант осуществления вставки 10. В данном примере вставка 10 является спеченной и образована слоями 12, 13 с различной пористостью. Слои 12, 13 могут быть выполнены заранее и затем соединены друг с другом. В данном примере донная часть 13 имеет большую пористость (то есть меньшую массу на единицу объема), чем слой 12 для уменьшения гидравлического сопротивления воздуху этого слоя. Слой 12, который находится в контакте с подлежащей формованию пищевой массой, предпочтительно имеет меньшую пористость (то есть более массы на единицу объема), чем слой 13 для избегания или уменьшения проникновения пищевой массы в пористый слой. Верхний слой 1, например, совершенно не пористый. Как также может быть видно из этого примера, толщина всей пористой части и/или толщина отдельных слоев может изменяться на протяжении полости для продукта для направления потока текучей среды для выгрузки продукта из полости и/или очищающей жидкости в требуемые зоны полости для продукта. Например, может быть желательным иметь больший поток воздуха в наружной зоне дна и/или вдоль боковых стенок для отделения формованного продукта в этой зоне. Однако может быть также желательной однородная картина течения по всему дну и/или боковой стенке.
На фиг.4 показано выполнение барабана 1. Предпочтительно, барабан выполнен из имеющейся в продаже толстостенной трубы, предпочтительно трубы из нержавеющей стали. Эта труба предпочтительно имеет слегка больший диаметр, чем желаемый конечный диаметр барабана 1. Затем в барабане механической обработкой создаются углубления 31 для вставок 10 или пористого материала, в которые позднее будет помещена полость 2 для продукта. Одновременно после этого или перед этим в барабане механической обработкой может быть создан, например, высверлен, продольный канал 6 от одного конца барабана до другого конца, причем ряд углублений (в данном случае пять углублений) оснащены по меньшей мере одним продольным каналом 6. Через этот канал 6 полости 2 для продукта будут позже вентилироваться, снабжаться сжатым газом для выгрузки продукта и/или очищающей жидкостью для очистки канала 6 и/или полостей 2 для продукта. Канал 6 текучей среды простирается от одного конца барабана до другого переднего конца барабана. Все другие отверстия и углубления, например, для присоединения концевых крышек к барабану, могут быть также предусмотрены. Специалист в данной области техники понимает, что барабан может быть также выполнен литьем. В этом случае по меньшей мере некоторые каналы и другие необходимые отверстия предпочтительно являются часть отливки. Этот предпочтительный вариант осуществления настоящего изобретения имеет преимущество, что последующая механическая обработка по меньшей мере уменьшается.
На следующем шаге каждая вставка, которая содержит по меньшей мере частично пористый материал, будет помещена в одно из углублений барабана, соответственно, и закреплена в этом положении. Закрепление вставки и/или самого пористого материала в барабане будет разъяснено позднее. На следующем шаге барабан, предпочтительно, приобретает свой конечный желаемый диаметр. Во время этого шага верхняя поверхность вставок, если желательно, может быть закрыта. На следующем шаге, если это уже не выполнено, в пористых вставках могут быть механической обработкой выполнены полости для продукта. Это может быть выполнено, например, фрезерованием, причем инструмент нуждается в острой режущей кромке. Предпочтительно, удаление пористого материала будет выполнено электроэрозионным станком. Когда полости для продукта вставлены в барабан, во многих случаях конечный вес формованного продукта слишком велик. Правильный конечный вес формованного продукта может быть достигнут путем получения диаметра барабана слегка меньшим, например, уменьшением диаметра барабана после того как вставки были вставлены в барабан. Концевые крышки 7, предпочтительно, крепятся болтами к трубе и имеют уплотнение для предотвращения того, что частицы мяса и/или очищающая жидкость могут проникнуть в узел барабана. В зависимости от конструкции можно также прикрепить концевые крышки болтами к барабану перед помещением вставок в боковую стенку барабана. Барабан является узлом формовочной машины, который будет регулярно заменяться, например, для целей очистки. Следовательно, является желательным легковесный барабан. Прочность и жесткость в комбинации с малым весом барабана может быть оптимизирована, например, путем использования центральной оси, которая простирается, по меньшей мере, по всей длине трубы. Дополнительно, труба 1 может содержать упрочняющие средства, например арматурные кольца на ее внутренней поверхности. Предпочтительно, барабан выполнен из нержавеющей стали. Чтобы минимизировать износ поверхности барабана во время производства формованных продуктов, рекомендуется, чтобы наружная поверхность барабана имела высокую износостойкость.
На фиг.5 показан пример пористой вставки 10, которая может быть напрямую помещена в барабан. Верхняя поверхность дна и внутренняя поверхность боковой стенки ограничивают полость 2 для продукта. По своей окружности пористая вставка опционально имеет кольцевой канал 36 текучей среды. Через этот канал 36 текучей среды газ может быть принудительно подан через пористую боковую стенку для отделения формованного продукта от боковой стенки и/или к боковой стенке может быть подана очищающая жидкость. Кольцевой канал соединен с главным каналом 6 текучей среды через горизонтальные соединения текучей среды (здесь три соединения текучей среды).
На фиг.6 показан еще один другой вариант осуществления вставки 10. По существу, эта вставка выполнена как вставка согласно фиг.5. Однако в данном случае, пористая часть закрыта крышкой 43, здесь опорным кольцом. Таким образом, вставка 10 содержит две части 42 и 43. Опорное кольцо 43 простирается по всей окружности пористой части 42 и дополнительно имеет контактную поверхность 51 на верхней части пористой части 42. Как уже описано выше, канал 36, выполненный механической обработкой в пористой части 42, является опциональным.
На фиг.7 показан еще один другой вариант осуществления вставки 10. Вставка 10 снова имеет пористую часть 42 и опорное кольцо 43. В данном случае это опорное кольцо содержит каналы 50, которые, однако, снова являются опциональными. В отличие от варианта осуществления согласно фиг.6, в варианте осуществления согласно фиг.7 кроме кольцевого соединения между опорным кольцом 43 и пористой вставкой 42 имеется контактная поверхность 51 на дне пористой части 42.
В случае, когда в углубление барабана вставлен только пористый материал, эта пористая вставка 10 должна плотно входить в углубление для предотвращения ослабления или отделения пористого материала от барабана 1 во время производства или очистки. В случаях, когда пористый материал 42 накрыт крышкой опорного кольца 43, необходимо плотное соединение между пористым материалом 42 и опорным кольцом 43 и, особенно, между опорным кольцом и барабаном. Все соединения должны быть настолько плотными, чтобы не существовали никакие зазоры, в которые может проникнуть пищевая масса. В случае присутствия щелей они должны быть закрыты с помощью описанных ниже средств.
Все материалы, использованные в соединении с барабаном, должны быть одобрены для использования в пищевой промышленности.
Теперь более подробно описываются средства для закрепления вставки в барабане.
В общем, вставка 10 может быть запрессована в углубление барабана. В случае, когда подлежащая запрессовке вставка является только пористой частью 42, поры пористого материала могут быть частично закрыты и пористость будет потеряна. Таким образом, прессовое соединение пористой части является альтернативой только в случае, когда желательно отсутствие потока воздуха в деформированной пористой части.
Альтернативно или дополнительно, вставка может быть соединена с барабаном посредством усадочного соединения. В этом случае вставка 10, прежде всего пористая часть 42, охлаждается и затем может быть помещена в опорное кольцо 43 и непосредственно в углубление барабана. Таким образом в значительной степени избегается напряжение монтажа. Самая плотная посадка может быть достигнута комбинацией усадки вставки и нагревания барабана и/или опорного кольца. Специалист в данной области техники понимает, что такая же технология может быть использована для сборки всей вставки 10, содержащей пористую часть 42 и крышку 43, в барабан.
Как показано на фиг.8, вставка 10, включая крышку или нет, может быть приварена или припаяна твердым припоем (сравни ссылочное обозначение 54) к углублению барабана и/или пористая часть 42 и опорное кольцо могут быть сварены или припаяны твердым припоем друг к другу, как показано ссылочным обозначением 53. Линия сварки/пайки твердым припоем 54 является опциональной в случае, если имеется усадочное соединение и/или прессовое соединение между вставкой и барабаном. Сварка/пайка твердым припоем предпочтительно выполняется лазерной сваркой или лазерной сваркой или лазерной пайкой твердым припоем. Лазер предпочтительно перемещается по заранее запрограммированному пути с относительно низкой теплопередачей. Технология сварки/пайки твердым припоем может быть также использована для закрывания пор пористого материала, например, в области вокруг линии сварки/пайки твердым припоем. За счет закрывания пор пористость исчезает и создается сплошной кусок металла, который является менее чувствительным по время сварки/пайки твердым припоем и через который не может проникать газ.
На фиг.9 показан вариант осуществления настоящего изобретения, где пористый материал 42 припаян к крышке/опорному кольцу и/или напрямую к углублению барабана. Специалист в данной области техники понимает, что опорное кольцо может быть также припаяно к барабану. В данном случае пористая вставка 42 помещена в углубление барабана. Для обеспечения предпочтительно равномерного зазора между окружностью вставки и углублением, окружность пористой части 42 вставки и/или самой вставки 10 оснащена ребрами. Сборный узел барабана 10 и вставки 10, 42 предпочтительно будет подогрет и, когда будет достигнута желаемая температура, наносится нагретый припой 56. Захваченный воздух может выходить через пористую структуру. Пористый материал вставки пропитается флюсом и припоем. После того как вставки 10, 42 помещены и закреплены в барабане, барабан может быть подвергнут механической обработке до его конечного диаметра.
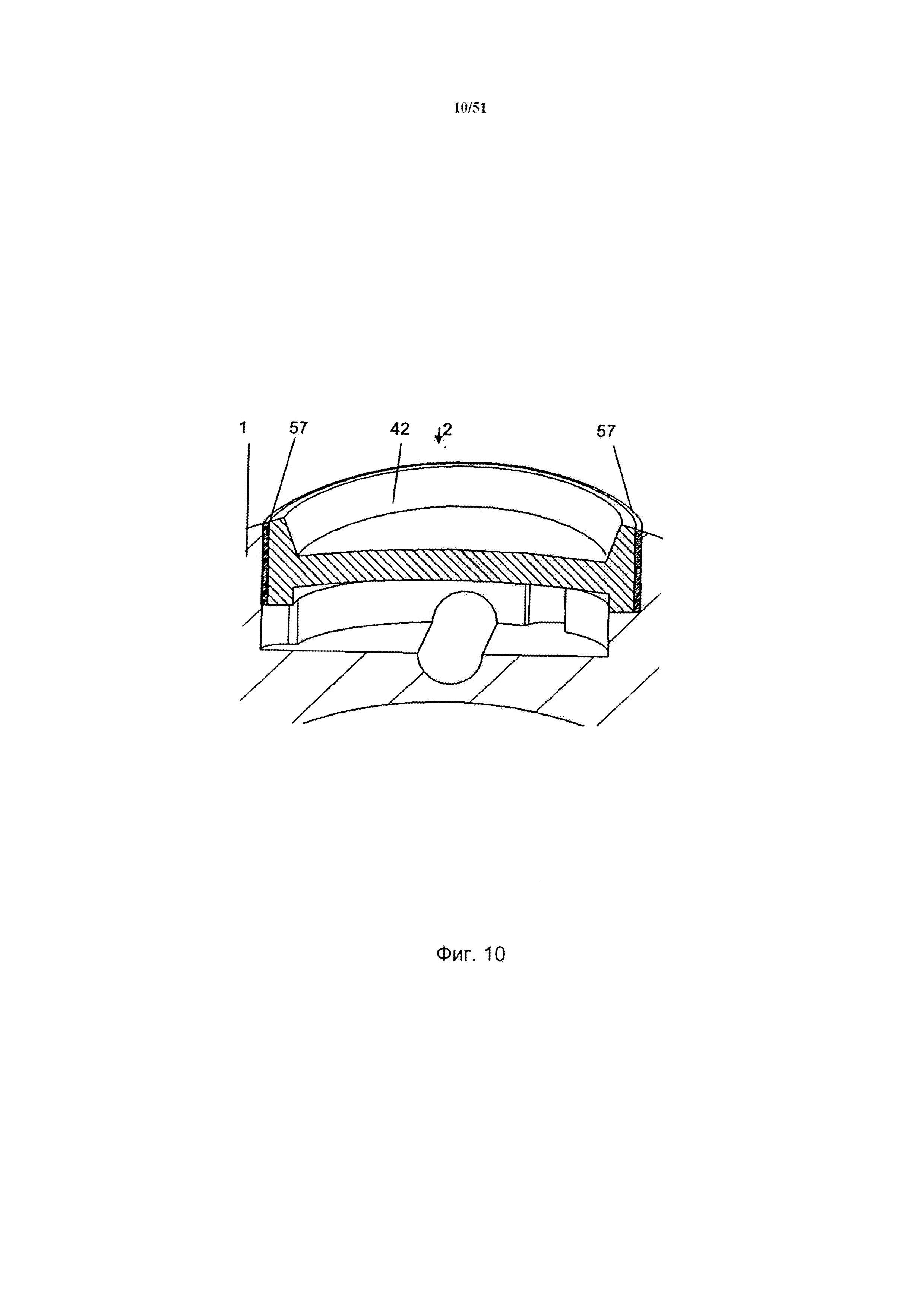
В варианте осуществления согласно фиг.10 припой изменен связующим агентом, например клеем.
В варианте осуществления согласно фиг.11 вставки 10 и/или пористая часть 42 закреплены в углублении барабана с помощью эпоксидной смолы, предпочтительно эпоксидной смолы для нержавеющей стали. В случае, когда вставка 10 содержит пористую часть 42 и крышку/опорное кольцо, пористая часть 42 и опорное кольцо 43 также могут быть прикреплены друг к другу посредством эпоксидной смолы. В данном случае эпоксидная смола подается к точке 65 подачи и затем течет в распределительном канале 62, 63, где она распределяется по всей окружности пористого материала 42 или вставки 10. В зависимости от вязкости эпоксидной смолы она также проникнет на определенную глубину в пористый материал. Один из распределительных каналов 62, 63 в данном случае является канавкой по окружности, а другой может быть несколькими углублениями или также канавкой. Таким образом создается эпоксидный мостик/мостики 64. Захваченный воздух будет выходить через пористую структуру вставки. Как только эпоксидная смола выйдет из точки выпуска 66, подача может быть прекращена. Для обеспечения того, что никакая эпоксидная смола не может вытечь, точка 65 подачи и точка выпуска 66 могут быть оснащены герметизирующей пробкой.
Эпоксидная смола может быть заменена на расплавленный металл или расплавленный сплав. Тогда как металл или сплав предпочтительно является материалом с низкой температурой плавления.
На фиг.12 показано применение с крышкой 72. После того как вставка 10, 42 помещена в углубление барабана 1 и предпочтительно соединена с барабаном, например усадочным соединением, она может быть дополнительно зафиксирована крышкой 72. Крышка плотно входит в углубление барабана и может быть зафиксирована в углублении, как описано выше. После того как все вставки вставлены и зафиксированы соответственно в своих углублениях, барабан может быть подвергнут механической обработке до своего конечного диаметра.
На фиг.13 показано закрепление в ставки 10, 42 посредством стопорного штифта. После того как вставка 10, 42 помещена в углубление барабана и предпочтительно закреплена, например усадочным соединением, и соединения и трещины загерметизированы как описано выше, по всей продольной длине барабана предпочтительно высверливается отверстие. Затем в отверстие вставляется штифт 83, так что вставки 10, 42 являются зафиксированными с плотной посадкой. При необходимости барабан затем может быть подвергнут механической обработке до его конечного диаметра.
На фиг.14 показан еще один способ сборки формовочного барабана согласно изобретению. В данном случае вставка 10, 42 помещается изнутри в боковую стенку барабана к фланцу 89, выполненному механической обработкой или отлитому в боковой стенке барабана. Затем вставка 10, 42 закрепляется в этом положении запирающей частью 90, которая также вставлена изнутри и затем закреплена на барабане посредством вышеописанных механизмов.
В варианте осуществления согласно фиг.15 вставка 10, 42 также помещается изнутри на боковой стенке барабана, причем в данном случае вставка 10, 42 содержит фланец 89, предпочтительно вблизи ее дна, который прилегает к внутреннему диаметру боковой стенки барабана. Вставка 10, 42 закрепляется в этом положении запирающей частью 90, которая в данном случае привинчивается к барабану винтами 101. Верхняя часть винтов может быть закрыта крышкой 102 для обеспечения гладкой поверхности барабана. Каналы 86 текучей среды в данном случае выполнены механической обработкой в запирающей части. Можно также увидеть, что в данном случае имеется множество параллельных каналов 86 текучей среды.
На фиг.16 показано еще одно решение крепления вставки 10, 42, прежде всего пористой части 42 вставки к барабану. Это в данном случае достигнуто винтами 101. Эти винты затем закрываются крышкой 72, которая также закрывает верхнюю поверхность пористого материала 42. Зазоры между пористым материалом и барабаном, пористым материалом и крышкой, и крышкой и барабаном могут быть закрыты, как описано выше. В данном случае по окружности пористой части 42 не предусмотрены никакие каналы текучей среды. Однако они могут быть введены при необходимости.
На фиг.17 показан еще один другой вариант осуществления барабана согласно изобретению. В данном случае вставка 10, прежде всего пористая вставка 42, будет вставлена изнутри барабана в углубление, причем ее фланец 89 прилегает к фланцу, выполненному механической обработкой в боковой стенке барабана. Запирающая часть 90 фиксирует вставку 10, 42 в барабане. Сама запирающая часть прикреплена к барабану винтами 101. Отверстия винтов могут быть закрыты заглушками 102.
На фиг.18 показан еще один другой вариант осуществления настоящего изобретения. В данном случае вставка 10, 42 напрямую привинчивается к барану винтами 101. В данном случае пористый материал предпочтительно содержит вставку 119, которая содержит резьбу для винта.
Специалист в данной области техники понимает, что все средства для закрепления вставок 10, 42 в барабане могут комбинироваться. Особенно предпочтительно закрывать все зазоры и соединения сваркой, пайкой твердым припоем и/или склеиванием.
В варианте осуществления согласно фиг.19 полости 2 для продукта в одном ряду 8 не выполнены как отдельные вставки 10, 42, а по меньшей мере две полости для продукта, предпочтительно весь ряд полостей, создаются в одной единственной вставке 10. Эта вставка предпочтительно изготавливается, по меньшей мере частично, из пористого материала. Опорные средства, здесь ребро 132, образованные в данном случае вместе с каналом 6 текучей среды, расположены между двумя полостями для продукта, соответственно, для поддержки вставки 10, 42. Соединение и герметизация могут быть использованы, как описано выше. Опорные средства 132 могут также распространяться в разных направлениях, например, параллельно продольной центральной оси барабана. Единственная вставка 10 будет закреплена в барабане и не является заменяемой.
В альтернативной конструкции, как показано на следующих фигурах, труба выполнена не из одного элемента, а из множества элементов.
На фиг.20 показан вариант осуществления трубы с наружным элементом 141, здесь толстостенной трубой, и внутренним элементом 146, здесь тонкостенным элементом. Вставки 10, 42 помещаются изнутри в наружный элемент 141, причем фланец 145 прилегает к фланцу наружного элемента 141. Вставка 10, 42 закрепляется на своем месте внутренним элементом 146, который в данном случае является пластиной из прокатанного листового металла. Внутренний элемент предпочтительно закреплен в своем положении сваркой с наружным элементом. Специалист в данной области техники понимает, что внутренний элемент может быть также прикреплен к наружному элементу с помощью других средств, например фрикционной посадкой и т.п.При необходимости могут быть предусмотрены упрочняющие средства 147, здесь кольца. Канал 6 текучей среды в данном случае расположен между углублениями во вставке 10, 42, углубление в наружном элементе 141 и внутренний элемент 146 могут быть особенно хорошо видны на левом и правом рисунках фигуры 20.
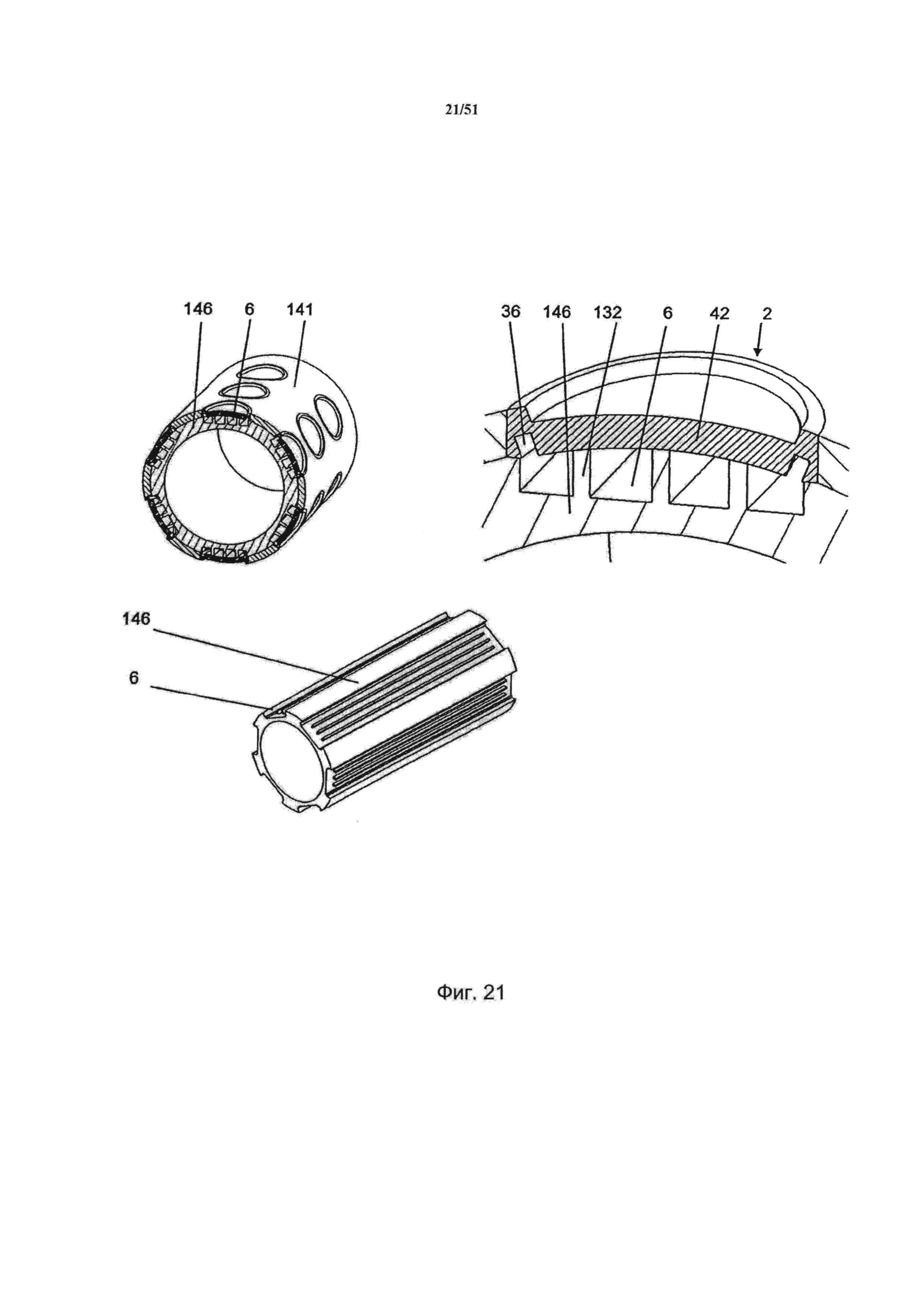
На фиг.21 также показан вариант осуществления барабана с двумя коаксиальными боковыми стенками, элементами. В данном случае барабан содержит относительно толстый элемент 146 внутренней стенки и относительно толстый элемент 141 наружной стенки. Два элемента стенки могут быть соединены, например, посредством усадочного соединения. Пористые вставки 42 помещены в углубление наружного элемента вплотную к внутреннему элементу. Каналы 6 текучей среды в данном случае выполнены механической обработкой во внутреннем элементе, причем в данном случае предусмотрено множество параллельных каналов 6 текучей среды, которые простираются по всей длине трубы. Вариант осуществления согласно настоящему изобретению также содержит опорные средства 132, здесь ребра, в данном случае между двумя каналами, которые механически поддерживают пористую структуру. Пористая вставка 42, кроме того, содержит канал 36 текучей среды, через который течет воздух и/или очищающая жидкость во время производства и/или очистки вставки 42.
На фиг.22 показан еще один другой вариант осуществления трубы согласно изобретению. В данном случае пористая вставка 42 помещается в углубление в элементе 146 внутренней стенки, здесь толстостенной трубе. Затем элемент 141 наружной стенки, здесь пластина прокатанного листового металла, помещается вокруг внутреннего элемента. Во время процесса фиксации, например процесса сварки, наружный элемент плотно сожмется вокруг внутреннего элемента и вставка в этом случае закреплена, по меньшей мере, в радиальном направлении. Четыре канала 6 текучей среды простираются под вставкой от одного переднего конца к другому переднему концу барабана. Через эти каналы часть воздуха течет во время производства в каналы текучей среды вокруг вставки, как показано ссылочным обозначением 32, которые направляют текучую среду к боковой стенке полости 2. Во время очистки очищающая жидкость течет через все каналы 6, 32 и очищает каналы.
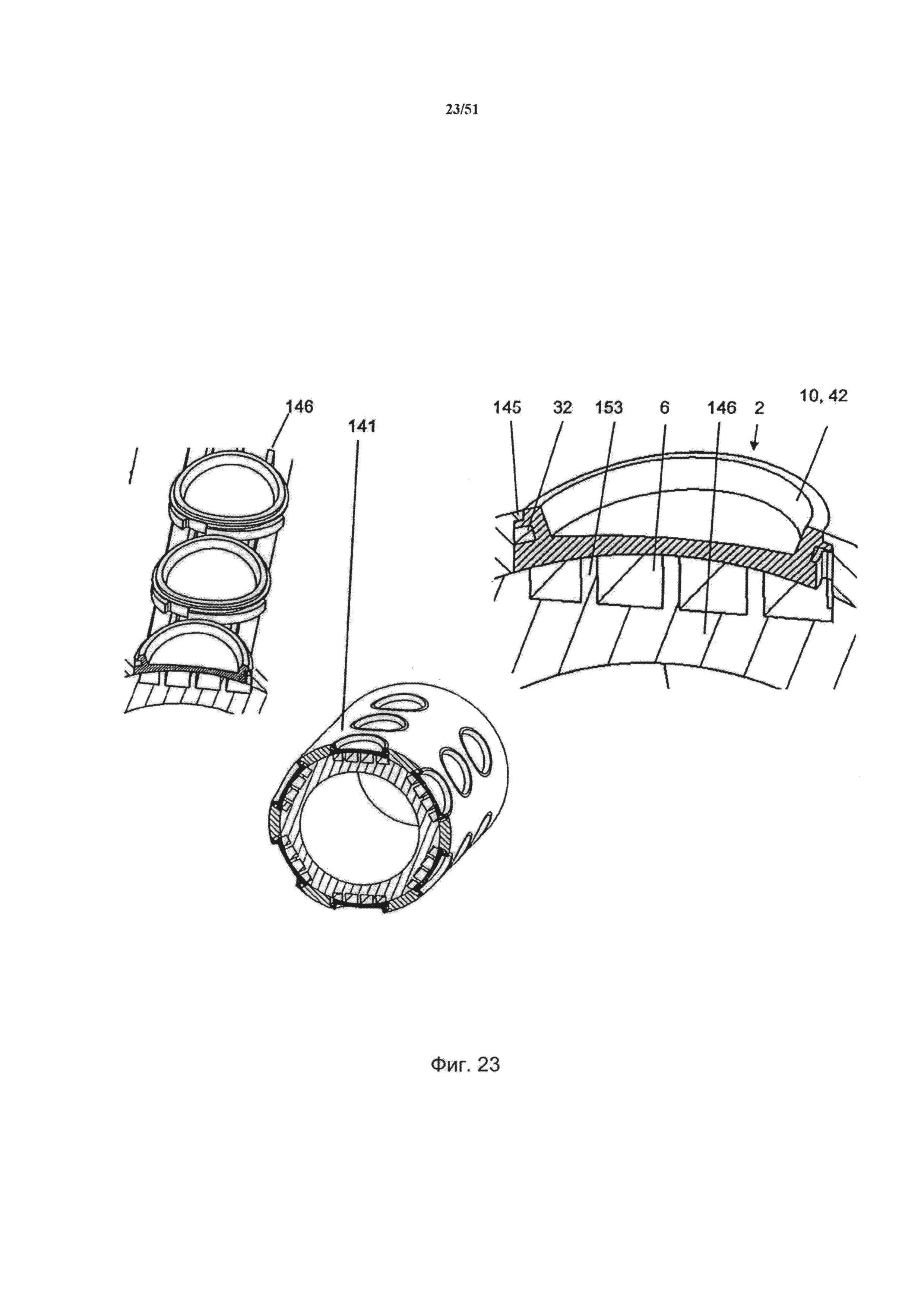
На фиг.23 показан еще один другой вариант осуществления настоящего изобретения. В данном случае пористая вставка 10, 42 помещается изнутри во внешний элемент 141, здесь относительно толстостенную трубу, в углубление наружного элемента вплотную к фланцу 145. Затем внутренний элемент, сравнительно толстостенная труба, помещается в наружную трубу и закрепляется в этом положении. Это может быть выполнено, например, посредством усадочного соединения. Благодаря использованию двух сравнительно толстых элементов, барабан будет достаточно жестким для поглощения усилий во время производства и очистки. Относительно каналов 6 текучей среды делается ссылка на раскрытие сущности изобретения согласно фиг.22.
Другой вариант осуществления настоящего изобретения показан на фиг.24. Здесь барабан состоит из двух элементов 141, 146, и предпочтительно каждая полость 2 для продукта выполнена по отдельности механической обработкой в пористом внутреннем элементе 146. Этот внутренний элемент 146 является толстостенной трубой из пористого материала. Наружный элемент 141 является пластиной из прокатанного листового металла. Оба элемента плотно соединяются друг с другом как описано выше. Каналы 6 текучей среды расположены во внутреннем элементе 146 так, что во время выгрузки продукта воздух будет выходить равномерно по поверхности полости 2 для продукта. Для предотвращения выхода воздуха из одного ряда в другой могут быть предусмотрены барьеры 183. Барьер может быть создан, например, фрезерованием канавки в пористом материале. В данном случае просверлено отверстие, которое простирается по всей длине барабана, и затем заполнено непроницаемым для воздуха материалом. Внутренняя окружность пористой трубы 146 предпочтительно также герметизирована для предотвращения утечки воздуха. Все зазоры и соединения предпочтительно герметизированы сваркой/пайкой твердым припоем, эпоксидной смолой и т.п. В другом предпочтительном варианте осуществления наружный элемент 141 является металлическим слоем, например, полученным процессом распыления, предпочтительно процессом теплового распыления. Металл или металлический сплав распыляется на поверхность барабана.
В варианте осуществления согласно фиг.25 труба содержит три слоя. Промежуточный элемент 185 является толстостенной трубой из пористого материала, здесь пористого металла. Наружный элемент 141 является пластиной из прокатанного листового металла, а внутренний элемент 146 является также относительно тонкой металлической пластиной. Все элементы плотно соединены друг с другом, как описано выше. Полости 6 текучей среды расположены в промежуточном элементе так, что во время выгрузки продукта воздух будет равномерно выходить по поверхности полости для продукта. Могут быть предусмотрены барьеры 188 для предотвращения утечки потока воздуха из одного ряда в другой. Могут быть также предусмотрены барьеры 189 для предотвращения утечки потока воздуха из одной полости в другую в одном и том же ряду. Барьеры могут быть созданы путем фрезерования канавки в пористом материале и заполнения ее непроницаемым для воздуха материалом. В данном случае барабан содержит упрочняющие средства, здесь кольца 147, для предотвращения того, что внутренний элемент будет сжиматься и втягиваться внутрь вследствие процесса сварки или во время производства или очистки.
На фиг.26 показан еще один другой вариант осуществления настоящего изобретения. В этом случае промежуточный элемент 185 является толстостенной трубой из пористого материала, например металла, а наружный элемент 141 является пластиной из прокатанного листового металла. Внутренний элемент 146 является относительно тонкостенной трубой из твердого материала. Все элементы плотно соединены друг с другом, как описано выше. В этом варианте осуществления каналы 6 текучей среды расположены во внутреннем элементе таким образом, что во время разгрузки воздух будет выходить равномерно по поверхности полости для продукта. Также можно предусмотреть каналы 6 текучей среды в промежуточном элементе вместо внутреннего элемента. Для предотвращения утечки воздуха к другим рядам могут быть предусмотрены барьеры 183. Для предотвращения того, что во время выгрузки продукта воздух будет выходить через промежуточный элемент, предусмотрен внутренний элемент. Кроме того, он увеличивает прочность и жесткость барабана.
На фиг.27 показан еще один другой вариант осуществления барабан для формования пищевых продуктов согласно изобретению. По сравнению с вариантом осуществления согласно фиг.26, на который делается ссылка, барьеры 183 не параллельны боковой стенке барабана, а выполнены вокруг окружности полости. Дополнительно разделяющие/поддерживающие стенки каналов не простираются в наружный элемент, как это имеет место в примере согласно фиг.26.
На фиг.28 показан еще один другой вариант осуществления настоящего изобретения. В этом случае предусмотрена относительно толстостенная, непористая труба, углубления в которой созданы механической обработкой, например отфрезерованы. В эти углубления осаждается пористый материал 200, который затем предпочтительно подвергается механической обработке для создания полости для продукта и создания каналов 6 текучей среды в барабане. Это осаждение пористого материала может быть осуществлено спеканием и/или трехмерной металлической печатью.
В варианте осуществления согласно фиг.29 во время выгрузки продукта и/или очистки текучая среда течет только через пористую стенку 212 дна.
В варианте осуществления согласно фиг.30 текучая среда течет через стенку дна, а также через боковую стенку 218.
В еще одном варианте осуществления согласно фиг.31 текучая среда течет через пористую стенку 212 дна и через пористую боковую стенку 218. Канал 220 текучей среды под пористой вставкой простирается по дну, а также, по меньшей мере частично, по боковым стенкам.
В варианте осуществления согласно фиг.32 дно 212 и боковые стенки 218 имеют разную толщину для достижения того, что поток через боковые стенки и через дно по существу одинаковы. Специалист в данной области техники понимает, что могут быть желательными и другие картины течения.
Во время заполнения продукта в полости захваченный в полости для продукта воздух будет выходить через проницаемые стенки и через канал 6. В зависимости от пористости этой полости канал во время заполнения может быть использован для подключения вакуума к каналу 6 для удаления воздуха, который захвачен в полости. Во время выгрузки формованного пищевого продукта из полости к каналу 6 будет подключен воздух под давлением. Этот воздух будет течь по каналу 6 под пористой полостью и оттуда через пористый материал, и таким образом ослаблять сцепление между пористым материалом и пищевым продуктом. Предпочтительно, будет использована пористость, которая пригодна для большинства подлежащих формованию пищевых продуктов. Это зависит в основном от таких параметров, как пористость полостей, использованный пищевой продукт, высота продукта и диаметр продукта. В случае, когда пористость слишком большая, внутри пористого материала или на пористом материале после выгрузки формованного продукта будут оставаться остатки. Малая пористость имеет слишком большое гидравлическое сопротивление. Однако для равномерного распределения воздуха по всей пористой поверхности, которая находится в контакте с пищевым продуктом, желательно определенное гидравлическое сопротивление.
Как уже сказано выше и как показано на фиг.33, барабан согласно изобретению помещается в машину для формования пищевых продуктов, где он вращается. В случае, когда барабан вращается против часовой стрелки, пищевая масса предпочтительно помещается в полости для продукта в положении 10-1 часов. Момент, когда выгрузка продукта начинается на основе силы тяжести, зависит главным образом от структуры используемого продукта. В случае если обрабатывается липкий пищевой продукт, выгрузка продукта и, таким образом, подача текучей среды должна начаться раньше по сравнению с обработкой менее липкого продукта.
В первом варианте осуществления подача сжатой текучей среды уже заложена в конструкцию крышки и барабана. Барабан оснащен каналами текучей среды, которые простираются от одного концевой крышки 7 до другой концевой крышки. Крышка 230, оснащенная на одной стороне патрубком 232 для подачи текучей среды, во время производства будет размещаться вплотную к голове барабана. Крышка 230 находится в неподвижном положении. Во время производства крышка снабжается, предпочтительно постоянно, текучей средой. Выпуск текучей среды в канал 6 начинается, когда соответствующий канал 6, по меньшей мере частично, совпадает с углублением 231в крышке 230. Продолжительность подачи текучей среды в каналы зависит от длины углубления 231 и скорости вращения барабана.
Во втором варианте осуществления, который показан на фиг.34, крышка снова находится в неподвижном положении. Однако здесь клапан открыт для подачи текучей среды. Начало подачи текучей среды может быть легко изменено, предпочтительно на панели управления, путем изменения момента, когда клапан подачи открывается. Прочие ссылки даются к описанию согласно фиг.34.
На фиг.35 показан еще один другой вариант осуществления подачи текучей среды. Здесь крышка постоянно снабжается текучей средой, и момент начала течения текучей среды в канал 6 регулируется механическим путем. Это может быть выполнено поворотом крышки. На нижней левой и правой фигурах показано изменение начального положения подачи текучей среды в канал 6. В случае формования больших продуктов может быть желательным, как показано на фиг.36, иметь множество каналов 6 текучей среды, здесь 2. Число каналов будет определяться главным образом объемом воздуха, который будет нужен для выгрузки продукта. Два канала могут снабжаться воздухом одновременно и/или последовательно.
На фиг.37 и 38 показано формование длинного продукта, подобного шницелю. Здесь полость 262 для продукта также является длинной в окружном направлении барабана 1. Для предотвращения деформации формованного продукта на разгрузочной ленте 267, весь формованный продукт не должен выгружаться сразу, а в две или более стадии. Это может быть достигнуто созданием двух или более каналов текучей среды. На фиг.37 и 38 каждое отделение имеет свой собственный проход 268, 270, 272 текучей среды и каждое отделение имеет свой собственный канал 269, 271, 273 текучей среды, который простирается от одного конца барабана к другому. Каждое отделение частично находится в соединении с формованным продуктом. Отделения отделены разделителями 265, которые в данном случае являются частью барабана, а в другом варианте осуществления - частью вставки. Разделитель может также действовать как опора для сравнительно слабого пористого материала.
Во время заполнения продуктом захваченный в полости для продукта воздух может выходить через пористую часть в каналы текучей среды и оттуда в окружающую среду. Во время выгрузки формованного продукта воздух сначала будет подаваться к проходу 268 текучей среды и оттуда к отделению 269. Первая часть формованного продукта тогда становится отделенной от пористой стенки и будет помещена на разгрузочную ленту, как показано на рисунке. Затем будет обеспечен воздухом следующий проход 270, а в следующем конечном шаге воздухом будет обеспечен проход 272.
На фиг.39 показана конструкция каналов текучей среды. В общем, является важным, чтобы очищающая жидкость проходила через все проходы, каналы и пористые части. Вследствие сопротивления пористого материала поток жидкости будет иметь малую скорость. Даже тогда все остающиеся частицы должны быть удалены из барабана. Во время очистки остающиеся в каналах, отделениях и проходах частицы должны быть удалены с охлаждающей жидкостью через проходы из барабана. Оставшиеся в пористой части частицы должны быть удалены очищающей жидкостью через пористую структуру наружной стороны барабана. Все оставшиеся частицы могут быть удалены, только если нет мертвых зон. Каналы, отделения и проходы должны быть достаточно большими, насколько возможно прямыми и оснащены закруглениями для предотвращения того, что поток очищающей жидкости будет заблокирован.
В варианте осуществления согласно фиг.39 проходы 282, каналы 283, 284, углубления для вставки 286 могут быть включены в отливку. Углубление 285 в опоре для вставки 286 должно быть позднее подвергнуто механической обработке до правильного размера.
На фиг.40-44 показан еще один другой вариант осуществления барабана 1 для формования пищевых продуктов согласно изобретению. В данном случае барабан 1 содержит одну канавку на ряд полостей, которая простирается по всей длине барабана. В данном случае поперечное сечение канавки выполнено в форме ласточкина хвоста. Вставки с соответствующим диаметром, в данном случае одна вставка на полость для продукта, могут быть вставлены с переднего конца, предпочтительно каждого переднего конца, в канавку. Вставки 10, по меньшей мере частично, выполнены из пористого материала, и их поперечному сечению придана такая форма, что имеется соединение с геометрическим замыканием между канавкой и каждой вставкой, соответственно, благодаря поперечному сечению в форме ласточкина хвоста. Предпочтительно, каждый ряд содержит один или более прижимных элементов 137, который прижимает вставки 10 к окружности барабана и таким образом уменьшает зазор между вставкой и поверхностью барабана. Зазор между вставкой и барабаном быть закрыт, как показано выше. Между вставкой 10 и барабаном 1 предусмотрен канал 6. Общая длина всех вставок предпочтительно больше, чем продольное протяжение барабана. После того как все вставки была помещены в барабан, вставки могут быть прижаты к барабану посредством одного или более прижимных элементов и одна или две концевые крышки предусмотрены по меньшей мере на одном переднем конце барабана.
В варианте осуществления согласно фиг.43 предусмотрена только одна вставка на ряд, которая содержит все полости для продукта этого ряда. Однако также можно иметь множество вставок на ряд, причем каждая вставка может содержать более чем одну полость.
На фиг.45 показан другой вариант осуществления барабана согласно изобретению. Барабан содержит внутренний элемент 146 и наружный элемент 141. В данном случае каждый ряд полостей (здесь пять) содержит множество пористых вставок 10, размещенных параллельно вдоль оси барабана. Пористые вставки 10 будут помещаться изнутри наружного элемента 141, здесь относительно толстостенной трубы, в углубление наружного элемента. После вставления каждая вставка располагается, по меньшей мере частично, вплотную к внутренней окружности углубления, соответственно. В данном случае поперечное сечение вставки, по меньшей мере частично, выполнено в виде ласточкина хвоста и ее наружная поверхность располагается, по меньшей мере частично, вплотную к внутренней поверхности углубления в наружном элементе. Каждое углубление простирается через весь наружный элемент и сужается, по меньшей мере частично, от внутреннего диаметра к наружному диаметру наружного элемента 141. Вставки могут быть круглыми, прямоугольными, квадратными, овальными или похожими. Одна вставка может содержать одну или более полостей. Вставки могут быть соединены с наружным элементом посредством материального соединения. Зазор между пористой вставкой и наружным элементом может быть закрыт средствами, описанными выше. После того как пористые вставки были помещены в углубления наружного элемента, соответственно, внутренний элемент 146 вставляется в наружный элемент и прикрепляется к наружному элементу. Внутренний элемент 146 предпочтительно фиксирует вставки 10 в их соответствующем положении в наружном элементе. В данном случае внутренний элемент 146 имеет прорезь 287, которая простирается по все его длине. Диаметр внутреннего элемента 146 предпочтительно больше, чем внутренний диаметр наружного элемента 141. Для вставления прорезь 287 имеющего слегка завышенный размер внутреннего элемента упруго сжимается, так что диаметр внутреннего элемента 146 уменьшается. Затем внутренний элемент 146 помещается в наружный элемент 141 и упругое сжатие снимается. Благодаря пружиноподобной силе внутренний элемент расширяется и прижимается к наружному элементу 141 и/или вставкам 10. После вставления внутреннего элемента прорезь 287 может быть предохранена от сжатия и/или прорезь может быть расширена для увеличения давления внутреннего элемента на наружный элемент и/или вставки. Внутренний элемент 146 в данном случае является толстостенной трубой. Внутренний элемент 146 по его окружности содержит множество каналов, в данном случае два канала на ряд полостей, которые предпочтительно простираются по все длине внутреннего элемента. Вставки могут поддерживаться поддерживающим элементом, предусмотренным на наружной окружности внутреннего элемента, здесь расположенным между двумя каналами, который воспринимает часть нагрузки, например, во время заполнения полостей в пористых вставках. Специалист в данной области техники понимает, что каналы могут быть также предусмотрены на внутренней окружности наружного элемента 141, как описано выше.
После того как вставки 10 были вставлены и закреплены на наружном элементе 141, наружный диаметр барабана может быть сглажен. Ссылка также дается на раскрытие сущности изобретения согласно фиг.23.
На фиг.46-53 показан еще один другой вариант осуществления настоящего изобретения. В этом варианте барабан 1 согласно изобретению содержит внутренний элемент 146, здесь барабан, который, например, выполнен из нержавеющей стали. Этот внутренний элемент, барабан, содержит по меньшей мере одно, предпочтительно множество, продольных ребер 134, которые предпочтительно простираются радиально от окружности внутреннего элемента 146 и которые предпочтительно простираются по всей длине барабана и более предпочтительно до наружной окружности барабана 1, как может быть видно на фиг.47-49, 53. Внутренний элемент 146 и ребро (ребра) предпочтительно является (являются) одной частью. Между двумя продольными ребрами, соответственно, расположены одна или более вставок 10, которые, по меньшей мере частично, предпочтительно выполнены из пористого материала, как описано ранее. Поперечное сечение каждой вставки предпочтительно является сегментом окружности. Альтернативно поперечное сечение может быть в форме ласточкина хвоста. Каждая вставка 10 может быть, например, спеченной в форме, которая имеет изогнутые внутреннюю и наружную поверхность. Затем передние концы вставок предпочтительно обрабатываются механически, предпочтительно шлифуются. Во время этого шага процесса форма одного или более передних концов при желании может быть изменена и/или пористая структура передних концов может быть закрыта для создания сильного связующего соединения. Предпочтительно, все четыре передних конца каждого сегмента закрыты. Каждая вставка может содержать одну или более канавок и/или каналов текучей среды, как описано ранее. Каждый из двух противоположных передних концов 291 каждой вставки предпочтительно расположен вплотную к ребру 134. Предпочтительно, каждое ребро содержит два жестких упора 290, так что каждая вставка находится в четко определенном положении, как это лучше всего можно увидеть на фиг.46, 51 и 52. Между внутренней поверхностью вставки 10 и внутренним элементом 146 барабан 1 согласно изобретению предпочтительно содержит один или более каналов 6 текучей среды, например, для вентиляции вставок и/или выпуска текучей среды через пористую вставку 10. Каждый канал 6 может быть выполнен механической обработкой во внутреннем элементе 14 и/или во вставке 10. В данном случае жесткие упоры 290 выполнены так, что между внешней границей внутреннего элемента 146 и внутренней стороной вставки 10 остается промежуток, который служит как канал 6 текучей среды. Это канал текучей среды предпочтительно простирается от одного переднего конца в ставки до другого. Как, прежде всего, можно увидеть на фиг.52, внутренний элемент 146 и/или вставка 10 может содержать поддерживающее средство 132, здесь одно или более ребер, для вставки 10. Поддерживающее средство 132 может быть также использовано для установления границ канала текучей среды. Расстояние между двумя ребрами 134 предпочтительно слегка больше, чем расстояние между двумя передними концами 291. Это облегчает вставление вставки между ребрами 134 и/или предоставляет пространство для связующего материала, например, клея или материала для пайки.
Перед вставлением вставки между двумя ребрами 134 поверхность вставки 10 предпочтительно, по меньшей мере частично, покрывается пленкой для пайки, например как описано ранее, которая связана с вставкой 10. Эта пленка может быть использована для закрепления вставки 10, предпочтительно необратимо, на внутреннем элементе 134 и/или для закрывания поверхности вставки, где необходимо.
Каждый передний конец 291 вставки 10, предпочтительно жестко и необратимо, соединен с ребром 134. Это соединение предпочтительно, по меньшей мере, по существу непроницаема текучей среды. Соединение между вставкой 10 и ребром 134 выполняется бесфлюсовой пайкой, как описано выше. Однако дополнительно или альтернативно могут быть использованы другие соединительные и/или герметизирующие средства, например, как описано выше. Для улучшения пайки перед вставлением вставки между двумя ребрами 134 в продольную канавку 289 в ребре 134 может быть помещен паяльный материал, например, паста. Специалист в данной области техники понимает, что канавка 289 может быть альтернативно или дополнительно во вставке 10. Канавки 289 могут быть также предусмотрены в концевых крышках 3 и 4 и в прокладке 288.
Как можно увидеть, например, на фиг.47 и 48, вставка 10 между двумя ребрами 134 может быть одной деталью (фиг.47) или несколькими деталями (фиг.48). В случае нескольких деталей две детали могут быть разделены прокладкой 288, соответственно (фиг.48). Прокладка может быть пленкой или листом. Две вставки могут быть соединены прокладкой 288. Однако множество вставок могут быть также размещено напрямую прилегающим друг к другу, как показано на фиг.49.
При использовании бесфлюсовой пайки в качестве технологии соединения между вставкой 10 и ребрами 134, вставкой и концевой крышкой и/или между самими вставками, расстояние между подлежащими соединению частями предпочтительно составляет <0,1 мм, более предпочтительно <0,07 мм, здесь приблизительно 0,05 м. Каждое паяное соединение будет предпочтительно заполнено пленкой/фольгой для пайки. При необходимости в резервуаре 289 между двумя деталями 3,4, 10, 134, 288 может быть предусмотрен дополнительный материал для пайки, например, паяльная паста. После того как барабан согласно изобретению смонтирован, он нагревается, например в печи, материал для пайки плавится и/или его вязкость уменьшается и благодаря капиллярным силам материал для пайки простирается в области с недостаточным покрытием материалом для пайки [слова «и благодаря» в оригинале пропущены - прим. переводчика]. После того как барабан 1 покидает нагреватель, он охлаждается и вставки 10 необратимо соединяются с внутренним элементом, то есть не могут быть удалены с внутреннего элемента без разрушения.
При необходимости, между каждой полостью 2 для продукта в одном ряду и/или в продольном направления, предпочтительно параллельно ребрам 134, могут быть размещены опорные ребра 132, как может быть видно на фиг.52.
Общая длина вставки или вставок в одном ряду, предпочтительно, больше, чем длина внутреннего элемента 146. После того как все вставки 10 помещены на внутренний элемент, вставки в одном ряду уплотняются и прикрепляются, то есть зажимаются, в продольном направлении двумя концевыми крышками 3, 4.
В качестве одного из завершающих шагов, барабан 1 предпочтительно подвергается механической обработке до его конечного диаметра. Таким образом поры на поверхности вставок предпочтительно закрываются. Полости 2 для продукта могут быть установлены перед или после того как вставки 10 прикреплены к внутреннему элементу 146. Однако предпочтительно полости вставляются в барабан на конечном шаге механической обработки.
На фиг.54 показан пример, в котором толщина tb дна 212 меньше, чем толщина боковой стенки 218. Когда текучая среда через канал 6 направляется в канал 214 текучей среды, эта текучая среда сначала входит в полость 211 для продукта через дно 212 и затем через боковую стенку 218 вследствие более высокого гидравлического сопротивления боковой стенки и/или большему расстоянию, которое эта текучая среда должна пройти.
Теперь дается ссылка на фиг.55. Полость для продукта в пористом материале может быть создана, например, фрезерованием. На поток текучей среды через дно 212 или боковую стенку 218 может быть, например, оказано влияние инструментом, который будет использоваться (тип фрезы, материал фрезы, число режущих кромок, угол режущей кромки и т.д.) и/или параметрами фрезерования (скорость резания, скорость подачи и т.д.). При механической обработке боковой стенки 218 способом 1 (294) и дна 212 способом 2 (295) поверхность и проницаемость боковой стенки и дна будет разной, что приведет к разным характеристикам потока. Каждый способ, например, закрывает поры на поверхности боковой стенки и дне по-разному. Предпочтительно, способ 1 и 2 является фрезерованием, шлифованием, электроэрозионной обработкой или полированием. Предпочтительно, боковая стенка имеет меньшую проницаемость, чем дно.
На фиг.56 показана полость, причем дно выполнено из материала с пористостью другой, чем у материала боковой стенки. Это снова приводит к отставанию по фазе между выходом текучей среды через дно и через боковую стенку [вероятно, в оригинале вместо «phase lack» должно быть «phase lag» - прим. переводчика]. Предпочтительно, пористость материала дна выше, чем пористость материала боковой стенки.
На фиг.57 показан пример с множеством каналов; один отдельный канал 292 для дна и один отдельный канал 293 для боковой стенки. Когда текучая среда направляется к обоим каналам 292 и 293 одновременно, эта текучая среда будет поступать в полость для продукта одновременно из дна и из боковой стенки. Когда текучая среда направляется сначала к каналу 293, который соединен с пористой структурой боковой стенки, а некоторое время спустя - к каналу 292, который соединен с пористой структурой дна, жидкость будет поступать в полость для продукта сначала через боковую стенку. Когда текучая среда направляется сначала к каналу 292, который соединен с пористой структурой дна, а некоторое время спустя - к каналу 293, который соединен с пористой структурой боковой стенки, жидкость будет поступать в полость для продукта сначала через дно. При переработке липких масс формованный пищевой продукт будет прилипать к полости вследствие сил адгезии между продуктом и боковой стенкой. За счет использования разного давления текучей среды эта проблема может быть решена. Сначала текучая среда с относительно низким давлением может быть направлена к каналу 292 для устранения сил адгезии между формованным продуктом и стенкой дна. Затем текучая среда с относительно низким давлением может быть направлена к каналу 293 для устранения сил адгезии между формованным продуктом и боковыми стенками. Затем жидкость с более высоким давлением может быть направлена к каналу 292 (стенка дна) для удаления продукта из полости. Специалист в данной области техники понимает, что все признаки примеров могут сочетаться друг с другом, и могут быть сформулированы новый пункты формулы изобретения.
На фиг.58 показан предпочтительный вариант осуществления барабана. Барабан содержит по существу цилиндрический внутренний элемент с канавками по меньшей мере для одной, предпочтительно множества, вставки 10.
Предпочтительно, каждая вставка является спеченной, предпочтительно из металлического материала. Каждая вставка прикреплена, предпочтительно посредством адгезионного соединения, к барабану. Более предпочтительно, каждая вставка припаяна к барабану. Предпочтительно, каждая вставка простирается, по меньшей мере, по существу по всей длине барабана. Более предпочтительно, барабан содержит концевую крышку 7, более предпочтительно, на каждом конце. Концевая крышка присоединена к барабану предпочтительно посредством соединения с геометрическим замыканием или прессовой посадкой, более предпочтительно, привинчена к барабану.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Барабан
2 Полость для продукта
3 Первый передний конец барабана
4 Второй передний конец барабана
5 Шип
6 Каналы для жидкости в продольном направлении
7 Концевая крышка
8 Ряд полостей
10 Вставка
11 Закрытая зона
12 Зона с пористостью А, боковая стенка
13 Зона с пористостью В, дно
31 Углубление для вставки
32 Радиальный канал текучей среды. Радиальный канал текучей среды во вставке, радиальный канал текучей среды во внутреннем элементе
36 Канал текучей среды во вставке
37 Пористая верхняя поверхность
42 Пористая часть вставки
43 Опорное кольцо
45 Контактная зона
50 Канал текучей среды
51 Узел контактной поверхности
53 Линия сварки/пайки твердым припоем
54 Линия сварки/пайки твердым припоем
56 Припой
57 Двухкомпонентный связующий агент
62 Распределительный канал вставки
63 Распределительный канал углубления барабана
64 Мостик из эпоксидной смолы
65 Точка подачи/уплотняющая пробка
66 Точка выгрузки/уплотняющая пробка
72 Крышка
73 Крепежное средство
83 Стопорный штифт
86 Канал текучей среды в запирающей части
88 Канал текучей среды во вставке
89 Фланец
90 Запирающая часть
101 Крепежное средство
102 Закрывающее средство
119 Металлическая вставка
132 Опорное средство, опорное ребро
134 Продольное ребро
137 Прижимной элемент
138 Крепежное средство, винт
141 Наружный элемент
143 Каналы текучей среды в наружном элементе
145 Фланец
146 Внутренний элемент, внутренний элемент, выполненный из пористого материала, структура, структура, выполненная из твердого материала, предпочтительно стали
147 Упрочняющее кольцо
153 Опорное средство, опорное ребро (часть внутреннего элемента)
183 Барьер, барьер вокруг полости 2 для продукта
185 Промежуточный элемент из пористого материала
188 Барьер, продольное направление
189 Барьер, направление вдоль окружности
200 Спеченный пористый материал
211 Полость для продукта
212 Пористая стенка дна
214 Канал текучей среды в стенке дна
218 Пористая боковая стенка
220 Канал текучей среды в стенке дна
221 Канал текучей среды в боковой стенке
230 Крышка
231 Углубление в крышке
232 Подача жидкости
234 Приводное средство
255 Канал текучей среды для стенки дна
256 Канал текучей среды для боковой стенки
261 Вставка (пористая часть)
262 Полость для продукта
263 Пористая стенка дна
264 Пористая боковая стенка
265 Разделитель / опорное ребро
266 Частично выгруженный пищевой продукт
267 Разгрузочная лента
268 Канал текучей среды 1
269 Канал текучей среды в отделении 1
270 Канал текучей среды 2
271 Канал текучей среды в отделении 2
272 Канал текучей среды 3
273 Канал текучей среды в отделении 3
274 Загрузочная колодка, уплотняющее средство
275 Загрузка пищевой массы
282 Проход
283 Канал текучей среды для боковой стенки вставки
284 Канал текучей среды для стенки дна вставки
285 Углубление
286 Опора для вставки
287 Прорезь
288 Прокладка
289 Резервуар для паяльного материала, канавка для припоя
290 Жесткий упор
291 Противоположные концы вставки
292 Проход текучей среды в продольном направлении барабана для дна
293 Проход текучей среды в продольном направлении барабана для боковой стенки
294 Механическая обработка согласно способу 1
295 Механическая обработка согласно способу 2
ts Толщина боковой стенки
tb Толщина дна
Реферат
Барабан (1) для формования пищевых продуктов, содержащий множество рядов (8) пористых полостей (2) для продукта, причем каждый ряд содержит одну или множество пористых полостей (2) для продукта. Барабан (1) содержит первый и второй концы и каналы текучей среды в продольном направлении барабана (1). Каждый канал текучей среды соединяет один ряд (8) пористых полостей (2) для продукта. Каждый канал сформирован как внутренний элемент, содержащий ребра (134), простирающиеся радиально от внутреннего элемента по всей длине барабана. Имеется одна или более вставок, размещенных между двумя ребрами (134), соответственно, причем каждая вставка необратимо соединена с ребрами. Изобретение обеспечивает формование пищевых продуктов. и 6 з.п. ф-лы, 58 ил.
Комментарии