Способ изготовления гнутых профилей - SU1569050A1
Код документа: SU1569050A1
Чертежи

Описание
Изобретение относится к обработке металлов давлением, а именно к способам изготовления гнутых облегченно-сварных профилей для изготовления балок, колонн, ригелей и других конструкций, имеющих широкое применение в различных отраслях промышленности, главным образом, в стройиндустрии.
Цель изобретения - снижение металлоемкости , повышение технологичности, производительности , качества, расширение номенклатуры облегченного сортамента профилей .
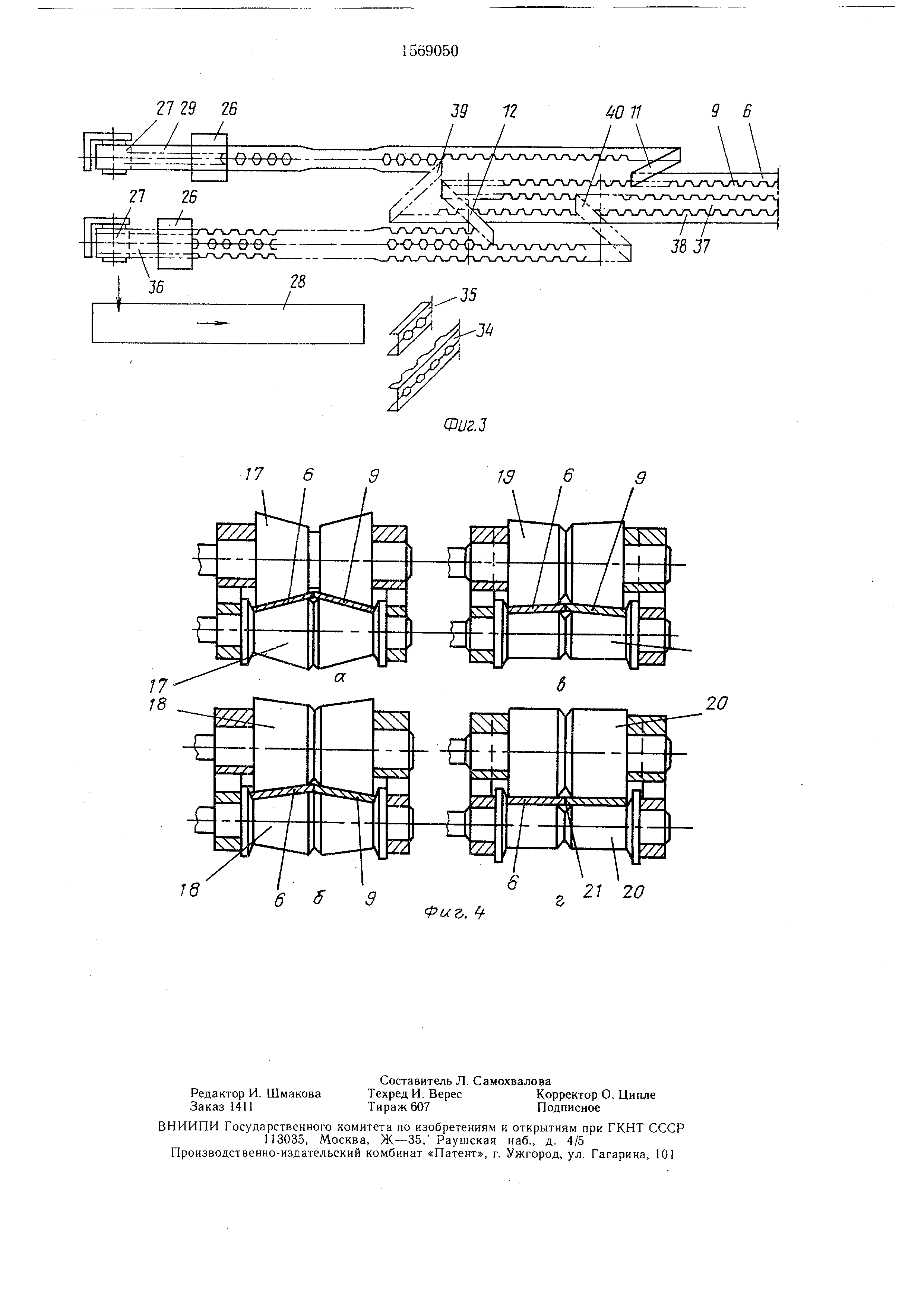
На фиг. 1 показана линия для осуществления способа; на фиг. 2 - фрагмент линии, одновременное получение заготовок с прямой и зигзагообразными кромками мерной длины; на фиг. 3 - то же, одновременное получение рулонных заготовок с прямой и зигзагообразными кромками расставленного сечения; на фиг. 4 - участок сварки тент в полосу расставленного сечения (а - исходное положение лент в валках сварочной клети; б,в - положение лент в валках клетей при выдавливании окислов в грат; г - положение лент в валках сварочной клети при получении сварного шва и калибровки полосы расставленного сечения).
Способ осуществляют следующим образом
Для получения заготовки расставленного сечения гнутых профилей рулонную полосу 1 устанавливают в разматывающее устройство 2, которое направляет ее в правильное устройство 3 и после правки при помощи шагового механизма 4 полоса периодически с постоянным шагом поступает в пресс 5. Для сглаживания разности скоростей подачи заготовки между правильными
СЛ
О &
СП
устройствами 3 и шаговым механизмом 4 из полосы выполняют компенсирующую петлю (не показана). На прессе 5 осуществляют первое продольное разделение полосы по зигзагообразной линии с получением
а ленту 9 с зигзагообразными кромками - в виток 12 с левым направлением навивки. Такое направление навивки позволяет сортировать и группировать ленты для получения соответствующих заготовок расставленленты 6, которая не отделяется от полосы, 5 ного сечения для гнутых профилей с прямыми и зигзагообразными кромками, при этом с помощью отрезного устройства 30 можно получать заготовки 31 и 32 мерной длины. Эти заготовки пакетируют v переи на прессе 5. В результате получают ю дают на профилегибочный агрегат, который три ленты 6,9 и 10. Для выведения из за-может быть станом или гибочным преса вместе с ней поступает в шаговый механизм 7, а затем в пресс 8 для второго продольного разделения полосы еще на две ленты 9 и 10 аналогично разделению, что
15
30
сом, работающим от магазина с поштучной выдачей заготовки.
Для получения заготовки - листа (мерной длины и неограниченной ширины) расставленного сечения, например для получения гнутых профилей закрытого типа, нарезанные заготовки 32 свариваются между собой по выступающим частям до образования заданного размера и конфигурации
гается совмещение лент по выступающим 20 листа 33. Дальнейшее изготовление гнутых частям. Затем в зоне 15 лентам 6 и 9 при-профилей производят по известной технологии на профилегибочном стане или гибочном прессе.
При получении одновременно двух заготовок для гнутых профилей, например швелсировать предусмотренный размер припуска 25 леров 34 и 35 расставленного сечения с на сварку, осуществить нагрев стыкующихпрямыми кромками 29 и с зигзагообразповерхностей уже в зоне 15 пропеллерностиными кромками 36, рулонную полосу 1 после
и в дальнейшем при входе в зону 16 стыков-второго продольного разделения с образовавшимися лентами 6, 9 и 37 при помощи аналогичного шагового механизма (не показан ) подают в следующий пресс для третьего продольного разделения полосы по зигзагообразной линии с получением четвертой ленты 38. Для выведения из зацепления ленг 6, 9, 37 и 38, их сортировки и группировки в различные сочетания каждую из лент закручивают в один (в при необходимости и более одного) спиральный виток с последующим выведением в прямолинейную плоскость. Так, например, ленты б и 38 с прямыми кромками закручивают в витки И и 39 с правым направлением навивки, а ленты 9 и 37 с зигзагообразными кромками - в витки 12 и 40 с левым направлением навивки, при этом операции совмещения по выступающим частям, сварки, снятия грата, правки аналогичны описанным.
сварки с заготовки 25 снимают грат по 45 Полученные заготовки 29 и 36 сматываются известной технологии и пропускают ее черезв рулоны 27 с последующей передачей
правильные ролики 26, сматывают в рулоних на профилегибочный агрегат 28 для полу27и подают в профилегибочный агрегатчения гнутых профилей, например швелле28для формообразования гнутого профиляров 34 и 35 расставленного сечения.
50
цепления разделенных лент 6, 9 и 10 каждую из лент закручивают в спиральный виток 11 -13 с последующим выведением лент в прямолинейную плоскость зоны 14, где происходит совмещение лент 6 и 9 по кромкам выступающих частей.
Диаметры спиральных витков 11 -13 отличаются друг от друга на 0,159 шага зигзагообразной линии, за счет чего и достидают пропеллерность при помощи валков (не показано), образуя между лентами угол в пределах 150°. Такое положение лент относительно друг друга позволяет компенки-сварки обеспечить соответствующее условие для передачи давления на соединяемые кромки выступающих частей лент при возврате лент в горизонтальное положение. Ленты с разогретыми кромками до температуры оплавления металла в зоне 15 поступают в зону 16 стыковки, где с помощью валков 17-20 сварочных клетей выводятся в одну плоскость с одновременным обжатием кромок и выдавливанием окислов металла в грат 21 до образования сварного соединения. Сварные ленты 6 и 9, а также ленту 10 перемещают s зону 22, где совмещают их по выступающим частям, а в зоне 23 им придают пропеллерность для последующей их сварки в зоне 24 по технологии , аналогичной, что и в зоне 16, с образованием заготовки расставленного сечения с двумя рядами отверстий. После
35
40
заданной конфигурации.
При закручивании четырех лент в спиральные витки с одним направлением навивки можно получить рулонную заготовку расставленного сечения с тремя отверстиями.
При получении одновременно двух заготовок для гнутых профилей расставленного сечения с прямыми кромками 29 и ленты 9 с зигзагообразными кромками разделенные
При закручивании четырех лент в спиральные витки с одним направлением навивки можно получить рулонную заготовку расставленного сечения с тремя отверстиями.
Описанные процессы изготовления гнутых профилей осуществляют в автоматиленты 6, 9 и 10 закручивают в спиральные 55 ческам режиме.
витки с правым и левым направлениемПредлагаемый способ обеспечивает непрерывный процесс изготовления облегченнавивки . Так, например, ленты 6 и 10 с прямыми кромками закручивают в витки 11 и 13 с правым направлением навивки,
но-сварных профилей широкой номенклатуры .
а ленту 9 с зигзагообразными кромками - в виток 12 с левым направлением навивки. Такое направление навивки позволяет сортировать и группировать ленты для получения соответствующих заготовок расставленного сечения для гнутых профилей с прямыми и зигзагообразными кромками, при этом с помощью отрезного устройства 30 можно получать заготовки 31 и 32 мерной длины. Эти заготовки пакетируют v переров 34 и 35 расставленного сечения.
При закручивании четырех лент в спиральные витки с одним направлением навивки можно получить рулонную заготовку расставленного сечения с тремя отверстиями.
Описанные процессы изготовления гнутых профилей осуществляют в автоматино-сварных профилей широкой номенклатуры .
Формула изобретения
1. Способ изготовления гнутых профилей, включающий операции подачи листового материала из рулона, правки, гибки с полу- g чением профиля, разрезки на мерную длину, продольного разделения по зигзагообразной линии, выведения из зацепления разделенных элементов и совмещения их по выступающим частям с последующей сваркой, отличающийся тем, что, с целью снижения Ю металлоемкости, повышения технологичности , производительности, качества и расширения номенклатуры облегченного сортамента профилей, продольное разделение по зигзагообразной линии производят в листо- .,- вом материале с зеркальным расположением линий разделения друг относительно друга и перед их совмещением по выступающим частям каждую ленту закручивают в спираль .
получения заготовок расставленного сечения для профилей с прямой и зигзагообразными кромками, разделенные ленты закручивают в спиральные витки с правым и левым направлениями навивки.
3.Способ по п. 1, отличающийся тем, что, с целью возможности формирования для профилей листовой заготовки расставленного сечения неограниченной ширины с прямой и зигзагообразными кромками, ленты после их закручивания в спиральные витки разрезают на мерную длину.
4.Способ по п. 1. отличающийся тем, что, с целью возможности компенсации усадки материала при сварке лент нагревом кромок выступающих частей до оплавления материала с последующим выдавливанием окислов в грат, ленты соседних рядов скручивают в противоположных на2 . Способ по п. 1, отличающийся тем, 20 правлениях с последующим выведением их в что, с целью возможности одновременногоодну плоскосгь одну относительно другой.
получения заготовок расставленного сечения для профилей с прямой и зигзагообразными кромками, разделенные ленты закручивают в спиральные витки с правым и левым направлениями навивки.
3.Способ по п. 1, отличающийся тем, что, с целью возможности формирования для профилей листовой заготовки расставленного сечения неограниченной ширины с прямой и зигзагообразными кромками, ленты после их закручивания в спиральные витки разрезают на мерную длину.
4.Способ по п. 1. отличающийся тем, что, с целью возможности компенсации усадки материала при сварке лент нагревом кромок выступающих частей до оплавления материала с последующим выдавливанием окислов в грат, ленты соседних рядов скручивают в противоположных на


Реферат
Изобретение относится к обработке металлов давлением, а именно к способам изготовления гнутых облегченно-сварных профилей для изготовления балок колонн, ригелей и других конструкций, имеющих широкое применение в различных отраслях промышленности. Цель - снижение металлоемкости, повышение технологичности, производительности, качества и расширение номенклатуры облегченного сортамента профилей. Способ предусматривает подачу листового материала из рулона, правку, продольное разделение полосы по зигзагообразной линии по крайней мере на три ленты,формообразование профиля, выведение из зацепления разделенных лент закручиванием их в спиральный виток, совмещение лент по кромкам выступающих частей и сварку. Ленты закручивают в спиральные витки с правым и левым направлениями навивки. Спиральные витки разрезают на мерную длину. Лентам придают пропеллерность. Способ осуществляется в автоматическом режиме и обеспечивает непрерывный процесс изготовления облегченно-сварных профилей. 3 з.п. ф-лы, 4 ил.
Формула
Комментарии