Способ производства панели обогрева - RU2428634C1
Код документа: RU2428634C1
Чертежи


Описание
Настоящее изобретение относится к производству многослойной сборной панели обогрева пола.
Обычно систему обогрева пола выполняют за счет укладки трубы с горячей водой на уложенные друг на друга звуко- и влагонепроницаемую плиту и пористый теплоизоляционный материал на основе синтетической смолы с последующей цементной стяжкой [например, патент US 4588125, опубл. 13.05.1986]. Однако такая мокрая конструкция представляет трудности в ходе строительства в зимнее время и страдает, например, от штукатурных работ в одной квартире во время ограниченного срока строительства. Кроме того, затвердевание цементной стяжки требует длительного времени, что увеличивает затраты рабочей силы, а также существуют другие проблемы, такие как удорожание строительства и нехватка квалифицированной рабочей силы.
Монтаж обычной системы подогрева пола, в которой звуко- и влагонепроницаемая плита, теплоизоляционный материал и теплоаккумулирующий материал укладываются друг на друга, имеет проблемы с транспортировкой этих материалов. Кроме того, если имеется зазор между материалом, аккумулирующим тепловую энергию, и теплопроводящей стальной пластиной, то возможны ухудшение теплопроводности и снижение эффективности нагревания.
В значительной степени создание вышеописанной системы подогрева страдает от нехватки квалифицированной рабочей силы и требует больших затрат времени, что осложняет эффективность строительства. Если строительство не будет завершено в запланированный срок, это может повлиять на другие виды работы.
Поэтому, с учетом вышеназванных проблем, было создано настоящее изобретение, целью которого является разработка способа производства многослойной сборной панели обогрева, в которой звуко- и влагонепроницаемый материал, теплоизоляционный материал, а также верхний и нижний теплоаккумулирующие материалы с теплопроводной стальной пластиной, вставленной между ними, соединены в единое целое заклепками, за счет чего получается многослойная сборная панель обогрева, которая удобна при строительстве и транспортировке.
Другой целью настоящего изобретения является создание способа производства панели обогрева, в котором ряд рабочих столов, установленных в линию на поточной линии, осуществляют соответственно только специализированные операции, за счет чего возможно более эффективное квалифицированное производство большого числа многослойных сборных панелей обогрева с высокой скоростью.
В соответствии с настоящим изобретением вышеназванные и другие цели могут быть достигнуты за счет способа производства многослойной сборной панели обогрева, включающего: размещение укладкой один на другой слоев звуко- и влагонепроницаемого материала и пористого теплоизоляционного материала на основе синтетической смолы, через которые с заданным горизонтальным шагом пропускают ряд амортизационных столбиков с металлическими защитными колпачками на их верхних частях, на несущем приспособлении на первом рабочем столе, при этом несущее приспособление приспособлено для перемещения вместе с производимой панелью обогрева по рабочим столам, расположенным последовательно по рабочей линии; совмещение и присоединение нижней теплоаккумулирующей плиты к верхней поверхности теплоизоляционного материала на втором рабочем столе; совмещение и присоединение теплопроводной стальной пластины, имеющей канавки, к верхней поверхности нижней теплоаккумулирующей плиты на третьем рабочем столе; совмещение и присоединение верхней теплоаккумулирующей плиты к верхней поверхности теплопроводной стальной пластины с интервалом канавок между ними на четвертом рабочем столе; выполнение отверстий под заклепки просверливанием теплоаккумулирующих плит, теплопроводной стальной пластины и защитных колпачков амортизационных столбиков, вставленных в теплоизоляционный материал, с помощью сверлильного станка на пятом рабочем столе; установку заклепок в отверстия одним или более операторами на шестом рабочем столе; осуществление клепки клепальным станком на седьмом рабочем столе для получения сквозного соединения заклепками через отверстия, выполненные в теплопроводной стальной пластине, и отверстия, выполненные в защитных колпачках амортизационных столбиков в теплоизоляционном материале, с целью получения готовой панели обогрева, состоящей из нескольких слоев, соединенных в единое целое; и транспортировку готовой панели обогрева с помощью устройства транспортировки с восьмого рабочего стола.
Согласно способу, заявленному в настоящем изобретении, на соответствующих рабочих столах осуществляют специализированные операции, включая совмещение/ присоединение и клепку соответствующих материалов по мере их перемещения в заданном направлении вдоль рабочих столов с тем, чтобы с последнего рабочего стола могла быть успешно снята готовая панель обогрева. За счет применения сочетания специализированных операций, выполняемых на соответствующих рабочих столах, возможно более эффективное производство высококачественных многослойных сборных панелей обогрева.
Вышеуказанные и другие цели, признаки и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания и сопровождающих его чертежей, на которых представлено:
Фиг.1 - горизонтальная проекция, иллюстрирующая рабочие столы поточной линии в соответствии с одним из вариантов осуществления настоящего изобретения;
Фиг.2 - вид сбоку рабочих столов с фиг.1;
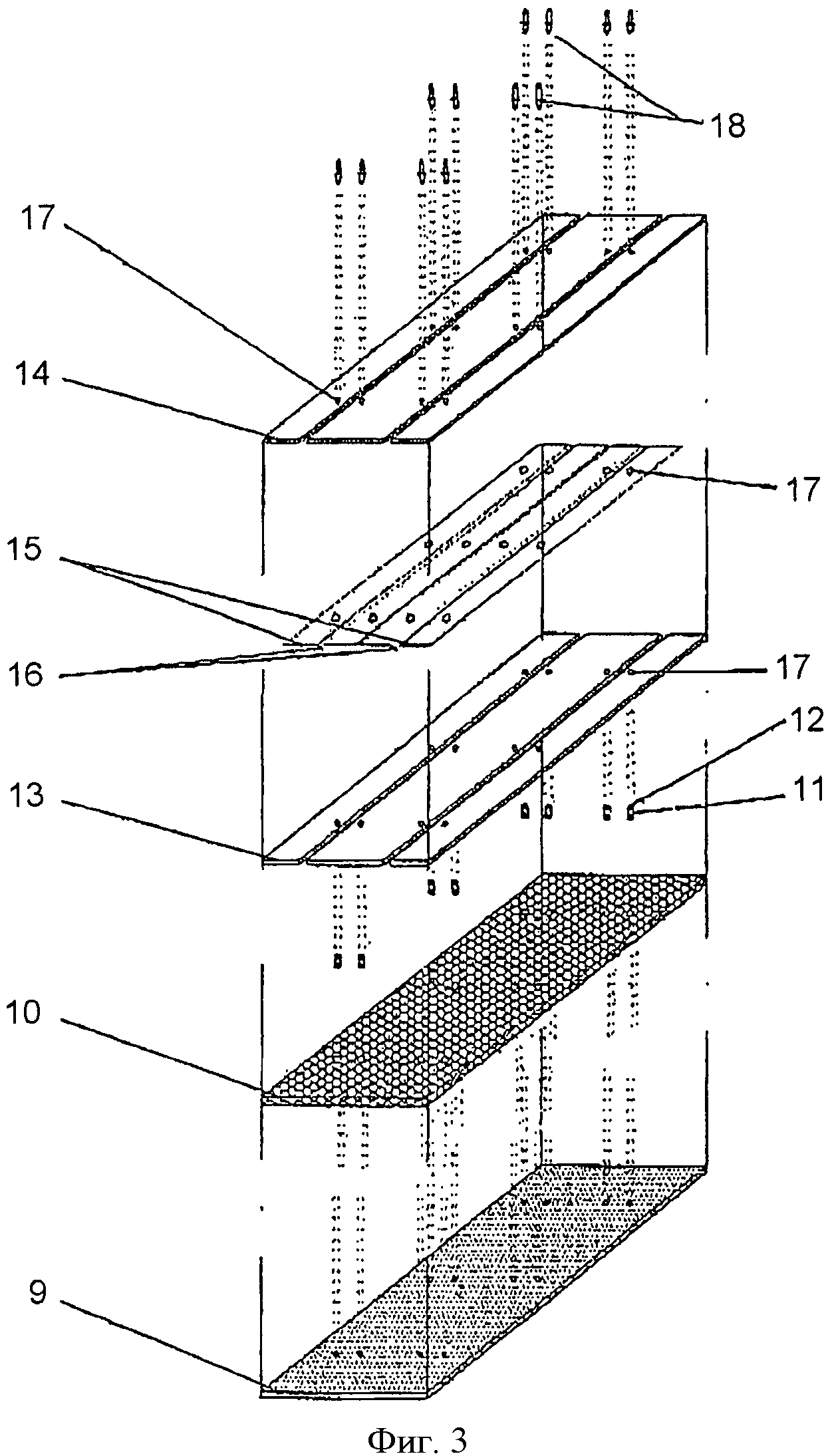
Фиг.3 - вид в разобранном состоянии в перспективе, иллюстрирующий панель обогрева, изготовленную в соответствии с настоящим изобретением;
Фиг.4 - вид в разрезе, иллюстрирующий использование панели обогрева с фиг.3.
Ниже приводится описание одного из вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи.
Как показано на фиг.3 и 4, иллюстрирующих вариант осуществления настоящего изобретения, слой звуко- и влагонепроницаемого материала 9 и слой пористого теплоизоляционного материала на основе синтетической смолы 10 укладывают один на другой для создания общего теплоизоляционного слоя. В теплоизоляционный слой вставляют несколько амортизационных столбиков 11, горизонтально разнесенных друг от друга на определенном расстоянии. Амортизационные столбики 11 имеют высоту, равную толщине теплоизоляционного слоя, а на верхнюю часть каждого столбика 11 надевают металлический защитный колпачок 12. Затем верхняя и нижняя теплоаккумулирующие плиты 14 и 13 укладываются и соединяются с верхней и нижней поверхностями теплопроводной стальной пластины 15, имеющей канавки 16 для прокладки труб с горячей водой, образуя, таким образом, теплоаккумулирующий слой. Теплоаккумулирующий слой накладывается на слой теплоизоляционного материала 10. Отверстия 17 под заклепки выполняют через теплопроводную стальную пластину 15 теплоаккумулирующего слоя и в амортизационных столбиках через верхнюю поверхность соответствующих металлических защитных колпачков 12, надетых на верхнюю часть амортизационных столбиков 11. Когда заклепки 18 частично вставлены в отверстия 17, осуществляется их расклепка с помощью клепального станка с тем, чтобы заклепки 18, пройдя через соответствующие отверстия 17, выполненные в теплопроводной стальной пластине 15, образовали надежное соединение через отверстия, выполненные на верхней части соответствующих металлических защитных колпачков 12, надетых на верхнюю часть амортизационных столбиков 11. Таким образом завершается производство многослойной сборной панели обогрева 19.
Фиг.1 представляет собой горизонтальную проекцию, иллюстрирующую ряд рабочих столов поточной линии по производству многослойной сборной панели обогрева 19 по варианту осуществления настоящего изобретения. На фиг.1 рабочие столы адаптированы для осуществления разных соответствующих специализированных операций с объектом, перемещаемым в заданном направлении.
Фиг.2 представляет собой вид сбоку рабочих столов поточной линии.
Как показано на фиг.1, операция распыления и нанесения клея на материалы осуществляется отдельно на определенном рабочем месте перед первым рабочем столом 1.
Несущее приспособление 20 используется для перемещения материалов вдоль соответствующих рабочих столов поточной линии с целью последовательного выполнения специализированных операций. Ниже описание перемещения несущего приспособления будет опущено.
На первом рабочем столе 1 теплоизоляционный слой помещают на несущее приспособление 20. Теплоизоляционный слой предварительно подготавливают, укладывая слой теплоизоляционного материала 10 на слой звуко- и влагонепроницаемого материала 9, и вставляют несколько амортизационных столбиков 11 в совмещенные слои материалов 9 и 10 так, чтобы амортизационные столбики 11 отстояли друг от друга на определенном расстоянии. Каждый амортизационный столбик 11 обеспечивается сверху металлическим защитным колпачком 12.
На втором рабочем столе 2 нижнюю теплоаккумулирующую плиту 13 совмещают и присоединяют к верхней поверхности слоя теплоизоляционного материала 10. Предварительно на этот материал наносится клей. Ниже описание операции нанесения клея будет опущено.
На третьем рабочем столе 3 теплопроводную стальную пластину 15 совмещают и присоединяют к верхней поверхности нижней теплоаккумулирующей плиты 13, так чтобы теплопроводная стальная пластина 15 плотно прилегала к теплоаккумулирующей плите 13.
На четвертом рабочем столе 4 верхнюю теплоаккумулирующую плиту 14 совмещают и присоединяют к верхней поверхности теплопроводной стальной пластины 15 так, чтобы теплоаккумулирующая плита 14 плотно прилегала к теплопроводной стальной пластине 15.
На пятом рабочем столе 5 с помощью сверлильного станка 21 выполняют отверстия 17 под заклепки, просверливая верхнюю и нижнюю теплоаккумулирующие плиты 14 и 13, теплопроводную стальную пластину 15 и верхнюю поверхность соответствующих металлических колпачков 12, надетых на верхнюю часть амортизационных столбиков 11. При этом размер отверстий 17 и горизонтальный шаг между ними определяют, основываясь на размере сверл и предварительно заданном горизонтальном расстоянии между сверлами на сверлильном станке. Таким образом, становится возможным автоматизация операции сверления. Операция сверления контролируется во избежание просверливания отверстий 17 вне теплопроводной стальной пластины 15 и для точного совмещения отверстий 17 с амортизационными столбиками 11, установленными заданным образом.
На шестом рабочем столе 6 заклепки 18 частично вставляют в просверленные отверстия 17. Так как операция установки заклепок требует больше времени, чем другие операции, желательно, чтобы здесь один или более операторов совместно уравновешивали скорость работы относительно скорости работы на соседних рабочих столах.
На седьмом рабочем столе 7 заклепки 18, вставленные в отверстия 17, сжимаются и осуществляется их расклепка с помощью клепального станка 22. При этом заклепки 18, пройдя через соответствующие отверстия 17, выполненные в теплопроводной пластине 15 из высокопрочной стали, образуют надежное соединение с амортизационными столбиками через отверстия, выполненные на верхней части соответствующих металлических защитных колпачков 12, надетых на верхнюю часть амортизационных столбиков 11. Таким образом, изготовление сборной панели обогрева 19, в которой несколько слоев надежно соединены друг с другом в единое целое, завершается.
С восьмого рабочего стола 8 готовая многослойная сборная панель обогрева 19 транспортируется устройством транспортировки 23.
Как очевидно из вышеприведенного описания, настоящее изобретение имеет следующие преимущества.
Во-первых, многослойная сборная панель обогрева производится в ходе специализированных последовательных операций с различными материалами и совокупностью этих специализированных операций за счет применения нескольких рабочих столов, выстроенных в поточную линию. Это позволяет осуществлять на каждом рабочем столе только определенную операцию, что обеспечивает более высокую скорость и качество, а соответственно делает возможным более высокую производительность массового производства высококачественных панелей обогрева.
Во-вторых, заклепки образуют надежное соединение слоев многослойной сборной панели, проходя через отверстия, выполненные в теплопроводной стальной пластине и верхней части соответствующих металлических защитных колпачков, надетых на верхнюю часть амортизационных столбиков. Это предотвращает расслаивание панели во время транспортировки и строительных работ.
В-третьих, панель обогрева удобно монтируется на поверхности пола строительной площадки без применения цементной стяжки, клея и т.п., а поверх нее проводятся трубы с горячей водой и укладывается финишный материал. Это позволяет даже неквалифицированному рабочему осуществлять строительные работы с панелью обогрева и значительно сократить сроки строительства, не задерживая другие работы.
В-четвертых, т.к. цементная стяжка, клей и т.п. на строительной площадке не применяются, панель обогрева может использоваться сразу после ее изготовления, при этом предотвращается загрязнение окружающей среды, т.к. отсутствует испарение клеевого раствора. Далее, т.к. слои, из которых собрана панель обогрева, плотно прилегают друг к другу, не образуя зазоров, становится возможным достичь улучшенных показателей аккумулирования и проводимости тепла, излучаемого трубами с горячей водой, и соответственно отличных результатов обогрева.
Хотя был описан предпочтительный вариант осуществления изобретения, для специалистов в этой области техники понятно, что возможны различные изменения, добавления и замены, не отходя от сущности и объема охраны настоящего изобретения, определяемого нижеследующей формулой.
Реферат
Изобретение относится к производству многослойной сборной панели обогрева пола. Технический результат: удобство при строительстве и эксплуатации, повышение эффективности производства большего числа многослойных панелей обогрева. Способ производства многослойной сборной панели обогрева включает: размещение укладкой один на другой слоев звуко- и влагонепроницаемого материала и пористого теплоизоляционного материала на основе синтетической смолы, через которые с заданным горизонтальным шагом пропускают ряд амортизационных столбиков с металлическими защитными колпачками на их верхних частях, на несущем приспособлении на первом рабочем столе, при этом несущее приспособление приспособлено для перемещения вместе с производимой панелью обогрева по рабочим столам, расположенным последовательно по рабочей линии; совмещение и присоединение нижней теплоаккумулирующей плиты к верхней поверхности теплоизоляционного материала на втором рабочем столе; совмещение и присоединение теплопроводной стальной пластины к верхней поверхности нижней теплоаккумулирующей плиты на третьем рабочем столе; совмещение и присоединение верхней теплоаккумулирующей плиты к верхней поверхности теплопроводной стальной пластины на четвертом рабочем столе; выполнение отверстий под заклепки просверливанием верхней и нижней теплоаккумулирующих плит, теплопроводной стальной пластины и верхней части соответствующих защитных колпачков, надетых на верхние части амортизационных столбиков, с помощью сверлильного станка на пятом рабочем столе; установку заклепок в отверстия на шестом рабочем столе; осуществление клепки с пом�
Формула
размещение укладкой один на другой слоев звуко- и влагонепроницаемого материала и пористого теплоизоляционного материала на основе синтетической смолы, через которые с заданным горизонтальным шагом пропускают ряд амортизационных столбиков с металлическими защитными колпачками на их верхних частях, на несущем приспособлении на первом рабочем столе, при этом несущее приспособление приспособлено для перемещения вместе с производимой панелью обогрева по рабочим столам, расположенным последовательно по рабочей линии;
совмещение и присоединение нижней теплоаккумулирующей плиты к верхней поверхности теплоизоляционного материала на втором рабочем столе;
совмещение и присоединение теплопроводной стальной пластины к верхней поверхности нижней теплоаккумулирующей плиты на третьем рабочем столе;
совмещение и присоединение верхней теплоаккумулирующей плиты к верхней поверхности теплопроводной стальной пластины на четвертом рабочем столе;
выполнение отверстий под заклепки просверливанием верхней и нижней тепло-аккумулирующих плит, теплопроводной стальной пластины и верхней части соответствующих защитных колпачков, надетых на верхние части амортизационных столбиков, с помощью сверлильного станка на пятом рабочем столе;
установку заклепок в отверстия на шестом рабочем столе;
осуществление клепки с помощью клепального станка на седьмом рабочем столе для получения сквозного соединения заклепками через отверстия, выполненные в теплопроводной стальной пластине, и отверстия, выполненные в верхней части защитных колпачков амортизационных столбиков, с целью получения готовой панели обогрева, состоящей из нескольких слоев, соединенных в единое целое; и
транспортировку готовой панели обогрева с восьмого рабочего стола с помощью устройства транспортировки.
Комментарии