Способ изготовления трехмерной каркасной структуры и структура, полученная таким способом - RU2424864C2
Код документа: RU2424864C2
Чертежи


Описание
Область техники
Данное изобретение относится к области применения композитных материалов. В частности, данное изобретение относится к способу изготовления трехмерной каркасной структуры, которая может использоваться в качестве внутренней наполнительной структуры в конструкции типа сэндвич. В особенности, данное изобретение относится к каркасным структурам для конструкции типа сэндвич, произведенным в соответствии с данным изобретением, а также к воздушному судну, включающему в себя элемент в виде конструкции типа сэндвич, внутренняя структура которой была изготовлена способом, реализованным в соответствии с данным изобретением.
Предпосылки создания изобретения
Благодаря хорошему значению отношения жесткости или предела прочности к удельному весу композитные материалы и, в особенности, конструкции типа сэндвич имеют широкий диапазон применения в области самолетостроения. Вообще говоря, конструкции типа сэндвич изготовлены из верхнего и нижнего покрывающего слоя, между которыми с целью повышения жесткости может находиться сотообразная внутренняя структура (слой), например, изготовленный из вертикально вытянутых ячеек с шестигранным поперечным сечением.
В качестве альтернативы сотообразным структурам можно применять жесткие ячеистые материалы. Однако конструкции типа сэндвич, включающие внутренний слой, изготовленный из жесткого ячеистого материала, имеют недостаток, который заключается в том, что при сравнении с конструкцией типа сэндвич с сотообразной внутренней структурой со сравнимым удельным весом их механические характеристики несколько хуже. Для преодоления этого недостатка в этот жесткий ячеистый материал могут быть включены, при определенных углах и при определенном удельном весе, волокна, нити или полуобработанные каркасные изделия, полученные из одноосно ориентированного волокнистого пластика. В случае последующей пропитки полимером эти волокна обеспечивают механическое усиление данного ячеистого материала. В этом случае ячеистый материал не только действует в качестве несущей подложки, которая удерживает штыри в форме усиленных полимером волокон или нитей в их положении, но также служит для обеспечения устойчивости штырей с целью предотвращения либо, по крайней мере, замедления любой вертикальной деформации или разрушения вышеназванных штырей под нагрузкой.
Однако поскольку несущая способность таких усиленных жестких ячеистых материалов окончательно определяется количеством введенных в его состав штырей или количеством введенных полуобработанных каркасных изделий, полученных из одноосно ориентированного волокнистого пластика, то, как правило, существующий внутренний слой имеет нежелательную тенденцию увеличения удельного веса (плотности) внутренней структуры. Кроме того, как правило, усиленная структура ячеистого материала охватывает лишь незначительную зону, в которой он является упругим, находясь под нагрузкой, и поэтому, как правило, при повреждении такого композитного материала он становится неупругим и постоянно деформируется. И, наконец, практически невозможно провести вентилирование или осушение такой структуры типа сэндвич, изготовленной при помощи усиленного жесткого ячеистого материала, поскольку все пространство между покрывающими слоями полностью заполнено этим жестким ячеистым материалом.
Например, из публикаций WO 2004/022869 А2 и WO 03/101721 А1 известны способы изготовления трехмерной решетчатой структуры, где впервые созданы металлические решетчатые структуры, которые изогнуты в третьем измерении таким образом, что создается трехмерная решетчатая конструкция. Во время такого изгибания поперечная кромка металлической решетчатой сетки не удерживалась на месте, поскольку это препятствовало бы изгибу в третьем измерении. Однако такое изгибание путем применения нижнего штампа и связанного с ним верхнего штампа является сравнительно жестким и непереналаживаемым, поскольку для изменения угла решетчатой конструкции и изменения высоты решетчатой конструкции необходима замена нижнего штампа и связанного с ним верхнего штампа.
Кроме того, в патенте США №3884646 описывается способ изготовления трехмерной решетчатой конструкции, предназначенной для применения в конструкции типа сэндвич в качестве внутренней наполнительной структуры. При данном способе сначала из металлического листа формируется плоская решетчатая структура, и эта решетчатая структура также подвергается изгибу при помощи процесса формовки посредством применения нижнего штампа и связанного с ним верхнего штампа с целью придания вышеназванной плоской решетчатой структуре трехмерной формы.
Несмотря на то что трехмерные решетчатые структуры, изготовленные в соответствии с вышеупомянутыми публикациями, не связаны с недостатками внутренних структур, усиленных ячеистым материалом, как это было пояснено выше, эти способы изготовления трехмерных решетчатых структур, как выясняется, являются сравнительно жесткими и непереналаживаемым из-за применения нижнего штампа и верхнего штампа.
Сущность изобретения
Заявляется способ изготовления трехмерной каркасной структуры без применения материала несущей подложки, например, в виде жесткого ячеистого материала, в котором каркасная структура является более гибкой и налаживаемой в отношении производства различных геометрий решетки по сравнению с описанными способами формовки, использующими нижний штамп и верхний штамп.
В том случае, когда в контексте данного изобретения применяется термин «прутковый линейный полуфабрикат» (полуобработанное изделие), то это относится к геометриям в форме бруска, полученным из одноосно ориентированного волокнистого пластика либо методом экструзии, либо методом волочения, поперечное сечение которых может быть, например, в форме круга, треугольника, прямоугольника, шестиугольника, быть трубчатым или иметь некоторую другую сопоставимую геометрическую форму. Указанные полуфабрикаты (полуобработанные изделия) могут быть изготовлены как с применением, так и без применения усиливающих волокон, предназначенных для упрочнения. Эти полуобработанные изделия могут, например, включать в себя экструдированный термопластичный материал; полимеры, полученные из одноосно ориентированного волокнистого пластика (частично сшитые полимеры), в особенности термореактивные пластиковые материалы или дюропласты; металлы и керамические изделия, полученные при помощи процесса одноосного ориентирования, в особенности исходные керамические изделия, где термопластичные материалы или термореактивные пластиковые материалы (дюропласты) могут дополнительно включать в себя усиливающее волокно.
В соответствии с первым вариантом воплощения изобретения цель может быть достигнута при помощи способа изготовления трехмерной каркасной структуры, в котором на первой стадии из прутковых линейных полуобработанных изделий изготавливают двухмерную решетчатую структуру. При данном способе линейные полуобработанные изделия могут подаваться на обработку в виде непрерывного материала. В данном способе линейные полуобработанные изделия располагаются для формирования двухмерной решетчатой структуры таким образом, что они пересекаются в определенных точках пересечения. Например, первоначально может быть размещен первый слой линейных полуобработанных изделий, в котором отдельные прутковые полуобработанные изделия накладываются группами параллельно по отношению друг к другу. Затем на первый слой может быть помещен второй слой линейных полуобработанных изделий, который наращивается группами параллельно по отношению друг к другу, где линейные полуобработанные изделия выровнены под другим по сравнению с первым слоем углом таким образом, что линейные полуобработанные изделия этих двух слоев пересекаются в определенных точках пересечения. Такая решетчатая структура, сформированная из прутковых полуобработанных изделий таким образом, что они не соединяются друг с другом, может включать в себя, но не обязательно, гладкие участки. На дальнейшем этапе способа прутковые линейные полуобработанные изделия последовательно соединяются в точках пересечения. Такое соединение можно, например, осуществлять при помощи точечно-контактного нагрева в зоне точек пересечения до такой температуры, когда эти полуобработанные изделия размягчаются и начинают слегка прилипать друг к другу. На последующем этапе прутковые линейные полуобработанные изделия размягчают до такой степени, что они становятся достаточно клейкими или липкими. Такое размягчение можно, например, осуществлять путем локального применения нагрева к решетчатой структуре вдоль трех воображаемых непересекающихся прямых линий. Применение нагрева к данной двухмерной решетчатой структуре может, например, осуществляться вдоль первой группы (воображаемых) непересекающихся прямых линий и соответственно вдоль второй группы (воображаемых) непересекающихся прямых линий, причем прямые линии первой группы и прямые линии второй группы проходят попеременно; другими словами, в каждом отдельном случае прямая линия второй группы расположена между двумя прямыми линиями первой группы, и прямая линия первой группы расположена между двумя прямыми линиями второй группы.
Для того чтобы впоследствии придать желаемую трехмерную форму (структуру) решетчатой структуре, к ней прилагают силу вдоль средней прямой линии из воображаемых прямых линий, по которым применялся нагрев, таким образом, чтобы у решетчатой структуры происходило коробление и деформация ее двухмерной плоскости. В результате такой деформации решетчатой структуры приложенная сила раскладывается на пару растягивающих сил, действующих в этих полуобработанных изделиях, в результате чего решетчатая структура вытягивается в третьем измерении вдоль средней воображаемой прямой линии, по которой был применен нагрев. Этот этап включает в себя процесс глубокой вытяжки, в котором материал полуобработанных изделий не удлиняется. Вместо этого решетчатая структура укорачивается в плоскости в результате деформации в третьем измерении. Для предотвращения случайного искривления решетчатой структуры при приложении силы границы решетчатой структуры или прямая линия, расположенная сбоку от средней прямой линии, могут удерживаться при помощи съемных опорных подшипников, которые смогут обеспечить преобразование или разложение намеченным способом приложенной силы на растягивающие силы, действующие в этих полуобработанных изделиях.
На этапе приложения силы двухмерная решетчатая структура деформируется в трехмерную складчатую структуру путем последовательного и попеременного формирования пиков и впадин. При таком расположении пики находятся на прямых линиях первой группы, в то время как самые глубокие точки впадин находятся на прямых линиях второй группы. Любая терминологическая ссылка на термины - пики и впадины - относится к виду поперечного сечения созданной трехмерной складчатой структуры, на котором наглядно видны пики и впадины складчатой структуры. При перспективном изображении пики и впадины представляют собой вытянутые "горные хребты" или гряды гор с вытянутыми "долинами", расположенными между ними, когда они рассматриваются по отношению к поверхности решетчатой структуры. При таком расположении пики и впадины создаются в этой структуре в зоне прямой линии двух групп прямых линий поочередно с приложением силы к решетчатой структуре в направлении верхних точек и нижних точек, которые должны быть созданы. Путем приложения силы в направлении верхних точек и нижних точек, которые должны быть созданы, данная двухмерная решетчатая структура деформируется из плоскости, в результате чего вдоль прямых линий двух групп прямых линий создаются указанные хребты с долинами между ними. В результате силы, воздействующей на эти полуобработанные изделия из данной решетчатой структуры вдоль прямой линии двух групп прямых линий, данная двухмерная решетчатая структура деформируется из плоскости, в результате чего желаемым образом создаются пики и впадины. Следует пояснить, что любая ссылка на силу, которая прикладывается к данной решетчатой структуре "вдоль" прямой линии, означает, что данная сила прикладывается к решетчатой структуре, в основном, перпендикулярным образом и что эта сила распределяется вдоль по данной прямой линии.
Для того чтобы оптимально осуществить данный способ по отношению к затратам времени, соединение прутковых линейных полуобработанных изделий в точках пересечения, размягчение прутковых линейных полуобработанных изделий, а также приложение силы могут быть выполнены в непрерывно протекающем процессе, в котором этапы осуществляются в непрерывном процессе, который повторяется в процессе производства. В частности, это может оказаться целесообразным, когда имеет место соединение прутковых линейных полуобработанных изделий в то время, когда вышеназванные изделия размягчаются, поскольку эти изделия становятся достаточно клейкими, то есть настолько липкими в результате такого размягчения, что эти полуобработанные изделия, которые помещаются одно на другое, легко приклеиваются друг к другу. Конечно, возникает необходимость в том, чтобы такое размягчение прутковых линейных полуобработанных изделий имело место в зоне точек пересечения и чтобы, таким образом, прутковые линейные полуобработанные изделия соединялись друг с другом в этих зонах. Этот непрерывный повторяющийся процесс производства характеризуется тем, что осуществляют нагрев последующих воображаемых прямых линий решетчатой структуры, и сила прикладывается вдоль этих прямых линий для деформирования решетчатой структуры.
Для того чтобы еще больше оптимизировать этот способ изготовления, приложение силы может иметь место в то время, когда осуществляется применение нагрева к решетчатой структуре вдоль трех непересекающихся прямых линий. В результате этого нагрева может иметь место пластическая деформация решетчатой структуры вдоль вышеупомянутой прямой линии, осуществляемая желательным образом в результате приложения силы.
Поскольку по причинам, имеющим отношение к статическим свойствам и к конструированию, может оказаться желательным, чтобы точки пересечений прутковых линейных полуобработанных изделий в трехмерной решетке формировали внешнюю границу трехмерной каркасной структуры, которая должна быть произведена, может иметь место такое применение нагрева, при котором он применяется в одно и то же время в точках пересечения, которые расположены так, чтобы быть перпендикулярными по отношению к направлению продвижения продукции. Эти точки пересечения, которые расположены так, чтобы быть перпендикулярными по отношению к направлению продвижения продукции, являются прилегающими (соседними) точками пересечения, в которых пересекаются различные линейные полуобработанные изделия данной решетчатой структуры. Поскольку приложение силы к решетчатой структуре всегда имеет место вдоль средней линии из трех прямых линий и к этой прямой линии был применен нагрев на данной решетчатой структуре, в результате приложения силы и в результате разложения силы из-за деформации данной решетчатой структуры на пару растягивающих сил, действующих в этих полуобработанных изделиях, то точки пересечения, к которым было приложен нагрев, являются, таким образом, вытянутыми в желательном третьем измерении, при этом точки пересечения формируют внешнюю границу (кромку) трехмерной каркасной структуры в третьем измерении.
Как уже было упомянуто выше, соединение прутковых линейных полуобработанных изделий в точках пересечения может иметь место во время и в результате одновременного применения нагрева в точках пересечения, которые расположены так, чтобы быть перпендикулярными к направлению продвижения продукции. Это вполне целесообразно, в особенности, в тех случаях, когда применение нагрева таково, что нагрев применяется одновременно и параллельно к точкам пересечения, которые расположены перпендикулярно по отношению к направлению продвижения продукции, поскольку, таким образом, линейные полуобработанные изделия в отдельных слоях становятся размягченными в зоне точек пересечения, и в результате их касания - и, если применимо, в результате соответствующего приложения силы (например, силы земного тяготения) - присоединены друг к другу.
В соответствии с конкретной характерной особенностью данного изобретения может быть получена трехмерная складчатая структура в непрерывном и повторяющемся процессе, где последовательно прикладывают силу к решетчатой структуре вдоль каждой второй воображаемой прямой линии, то есть той прямой линии, к которой применяется нагрев, и эта сила вызывает вытягивание этих полуобработанных изделий в третьем измерении желаемой глубины. В данном способе плоскость решетчатой структуры деформируется таким образом, что те две прямые линии, которые расположены по сторонам от средней прямой линии, к которым был приложен нагрев, приближаются друг к другу в данной плоскости, в результате чего создается складчатая структура, которая на чертеже бокового сечения имеет форму гармошки. Конечно, возможно также подвергнуть данную решетчатую структуру воздействию силы в положительном направлении третьего измерения вдоль каждой второй прямой линии, к которой был применен температурный нагрев в то время, как каждая первая, третья, пятая и т.д. прямая линия, к которой был применен нагрев, кроме того, подвергается воздействию силы в отрицательном направлении третьего измерения, при этом может быть создана зигзагообразная складчатая структура.
При сравнении с известными методами, использующими формовочные инструменты в виде нижнего штампа и верхнего штампа, данный способ, реализованный в соответствии с данным изобретением, является чрезвычайно гибким и настраиваемым, поскольку в результате приложения силы вдоль прямой линии, к которой был применен нагрев, можно получить любую желаемую толщину или прочность трехмерной каркасной структуры. Например, такая сила и нагрев могут быть приложены к данным полуобработанным изделиям посредством нагревающейся режущей кромки, которая может перемещаться в третьем измерении, при этом в зависимости от глубины, на которую эта режущая кромка может перемещаться в третьем измерении, можно получить переменную толщину каркасной структуры. Так, например, эта толщина трехмерной каркасной структуры может непрерывно изменяться при условии, что при различных местоположениях данной решетчатой структуры данная режущая кромка перемещается на различные диапазоны в третьем измерении для целей деформирования решетчатой структуры.
Для того чтобы обеспечить надежное присоединение прутковых линейных полуобработанных изделий в точках пересечения, сила может быть приложена уже во время применения нагрева для размягчения прутковых линейных полуобработанных изделий вдоль точек пересечения, расположенных так, чтобы быть перпендикулярными к направлению выпуска продукции, с тем чтобы в зоне точек пересечения на линейных полуобработанных изделиях возникли небольшие области спрессованного материала, которые в качестве побочного эффекта могут дать в результате улучшенную изгибаемость полуобработанных изделий в этих позициях.
В вышеприведенных обсуждениях был описан способ изготовления трехмерной каркасной структуры, при котором прямые линии, вдоль которых складывается двухмерная решетчатая структура, вообще говоря, не пересекается. Однако для того чтобы изготовить трехмерную решетчатую структуру, которая настолько равномерна, насколько возможно, также можно применить к решетчатой структуре нагрев вдоль параллельных (воображаемых) прямых линий и приложить силу к решетчатой структуре на указанных прямых линиях.
Для того чтобы облегчить деформацию двухмерной решетчатой структуры в трехмерную, на дальнейшем этапе может быть проведено индентирование полуобработанных изделий вдоль прямой линии, к которой применен нагрев, в направлении формовки, которая должна быть произведена позднее в направлении третьего измерения. Такое индентирование может иметь место на полностью отдельном этапе при помощи штамповочного инструмента с закругленной режущей кромкой, специально для этого предназанченного; в качестве альтернативного варианта идентирование может быть осуществлено при помощи съемной и нагреваемой режущей кромки. Поскольку прутковые линейные полуобработанные изделия пересекаются в отдельных слоях в точках пересечения таким образом, что в этих местах толщина материала является удвоенной, при помощи штампования, осуществляющего идентирование углублений в зоне точек пересечения, эта толщина может быть уменьшена либо сведена на нет в случае термопластичных полуобработанных изделий. В частности, в случае термопластичных полуобработанных изделий для соединения могут использоваться методы сварки.
Для того чтобы повысить предельный изгибающий момент трехмерной каркасной структуры, с тем чтобы она меньше реагировала на деформацию изгиба, на дальнейшем шаге могут быть нанесены покрывающие слои, например, приклеены к, по крайней мере, одной стороне изготовленной пространственной каркасной структуры таким образом, что покрывающий слой примыкает к краям, вытянутым в третьем измерении, соответствующей стороны каркасной структуры. Эти покрывающие слои, таким образом, гасят сжимающие силы и растягивающие силы, возникшие в результате приложения изгибающих моментов таким образом, что трехмерная каркасная структура сама по себе не деформируется либо только слегка деформируется, когда подвергается воздействию изгибающих моментов. Для того чтобы сделать эти покрывающие слои нечувствительными к сдвигающим нагрузкам или к связанной с этим деформацией сдвига, и, в особенности, для того чтобы повысить предельные сдвигающие нагрузки, которые могут передаваться, в дополнение к нанесению покрывающие слои могут быть пришиты к кромкам соответствующей стороны каркасной структуры при помощи процесса прошивки, например, методом односторонней прошивки. В качестве альтернативного варианта покрывающие слои могут быть прикреплены к каркасной структуре таким образом, что зубья крепежного гребешка запрессовывают вдоль кромки каркасной структуры в покрывающие слои, где эти зубья окончательно закрепляют в покрывающем слое в результате полимерной обработки.
Как показано выше, при помощи заявляемого способа по сравнению с конструкцией внутренней структуры с применением жестких ячеистых материалов можно уменьшить удельный вес внутренней структуры, поскольку в данном способе нет необходимости в применении таких жестких ячеистых материалов. Кроме того, при помощи заявляемого способа можно изготовить открытую структуру (конструкцию), которая характеризуется тем, что в ней легко осуществить слив воды, то есть можно легко провести вентилирование или осушение такой структуры. Более того, благодаря открытой конструкции такой структуры не возникает проблем с размещением и прокладкой кабелей через такую структуру без риска нарушить ее механическую целостность в результате создания искусственных каналов.
При сравнении с внутренними структурами, использующими жесткие ячеистые материалы, трехмерная каркасная структура, изготовленная заявляемым способом, характеризуется большей величиной упругой деформации, таким образом отсутствуют повреждения от неупругой деформации или остаются только весьма незначительные дефекты неупругой деформации. Вместо этого, если приложена чрезмерная нагрузка, отдельные прутки в форме сложенных в гармошку линейных полуобработанных изделий могут подвергнуться упругому разрушению, в результате которого оказывается возможным получить лучшие значения предельного допуска для разрушения.
Поскольку в заявляемом способе можно применять геометрические формы, полученные из одноосно ориентированного волокнистого пластика либо методом экструзии, либо методом волочения, с определенным поперечным сечением (треугольным, прямоугольным, шестиугольным, пустотелым, трубчатым или круглым), инженеры-конструкторы или проектировщики могут модифицировать характеристики вытягивания конкретных прутков трехмерной каркасной структуры таким образом, чтобы путем целенаправленного выбора определенных геометрий каркаса можно было желательным образом улучшить характеристики внутренней структуры.
Поскольку данный способ может быть осуществлен в непрерывно протекающем процессе, то при помощи изменения скорости экструзии или волочения путем изменения углов в данной решетчатой структуре, формирования наклонных плоскостей можно получить различные значения удельного веса и толщины трехмерной каркасной структуры.
Поскольку в процессе складывания двухмерной решетчатой структуры в третьем измерении не требуется применение нижних штампов и верхних штампов, то гибкость и адаптированность способа может быть улучшена, поскольку при применении штампов для обеспечения возможности изменения угла складывания и высоты структуры необходимо заменять как нижний штамп, так и верхний штамп. При использовании заявляемого способа изменение угла складывания и высоты структуры может быть осуществлено с примененением нагреваемой режущей кромки, которая может перемещаться в третьем измерении на различную глубину.
Краткое описание чертежей
Ниже настоящее изобретение поясняется более подробно со ссылкой на прилагаемые чертежи. Чертежи были представлены только для целей иллюстрации варианта примерного осуществления изобретения, просто поясняют изобретение при помощи примера и, в особенности, не должны каким-либо образом интерпретироваться как ограничивающие объем охраны.
Фиг.1 - показана двухмерная решетчатая структура, изготовленная из прутковых линейных полуобработанных изделий;
Фиг.2 иллюстрирует процесс идентирования полуобработанных изделий;
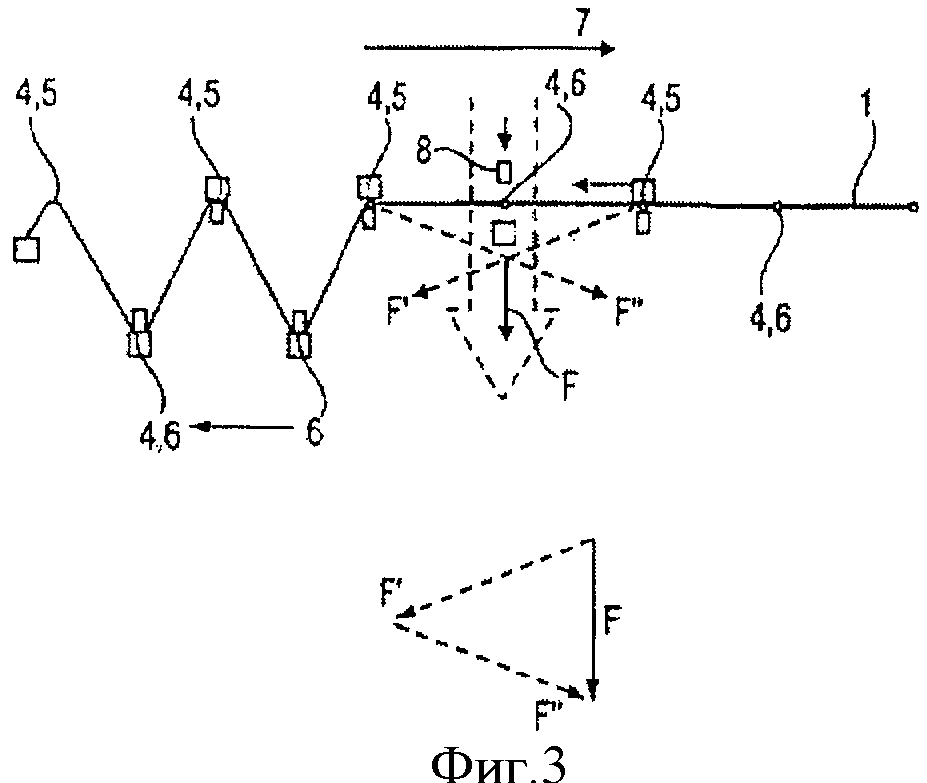
Фиг.3 иллюстрирует приложение сил к решетчатой структуре для вытягивания ее в третьем измерении;
Фиг.4 показывает конечное изделие в виде трехмерной несущей каркасной структуры; и
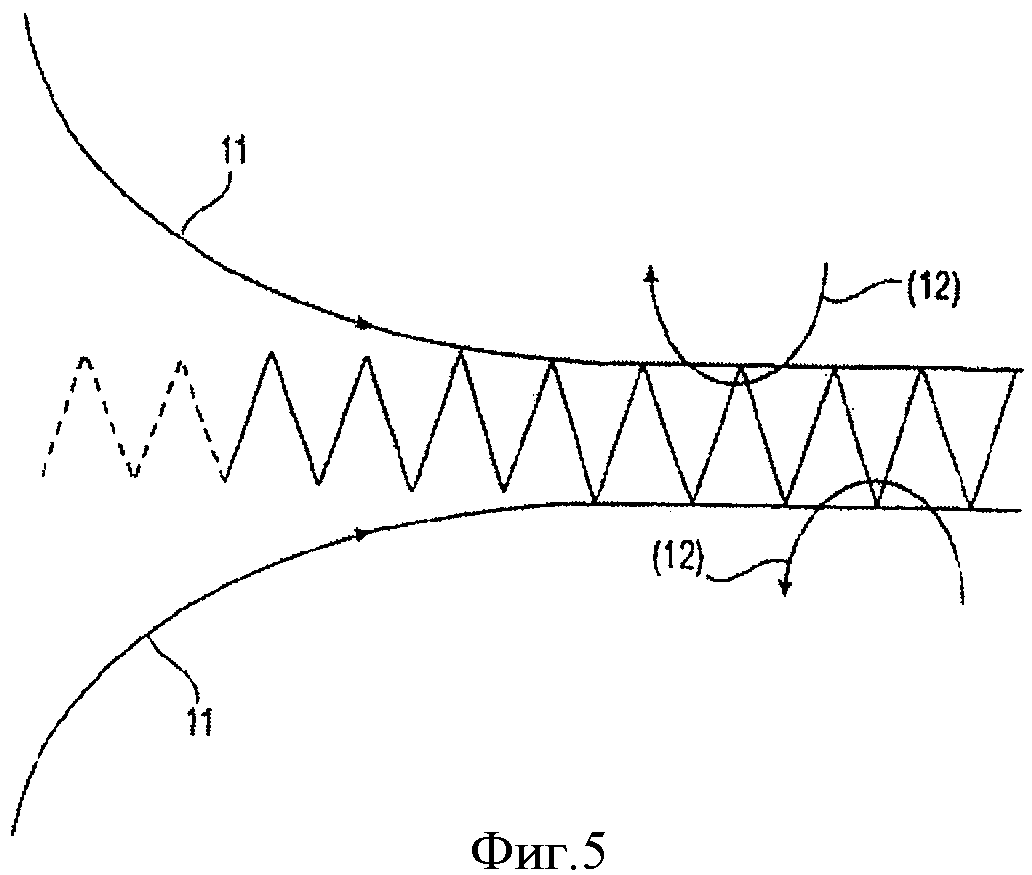
Фиг.5 иллюстрирует расположение покрывающих слоев на трехмерной каркасной структуре.
На всех чертежах для идентичных или соответствующих элементов используются одни и те же номера позиций и условные обозначения.
Описание примерного варианта осуществления изобретения.
На Фиг.1 показана двухмерная решетчатая структура 1, которая в данном варианте осуществления изобретения была изготовлена из двух групп линейных полуобработанных изделий 2, причем первоначально первая группа 2 была расположена таким образом, что полуобработанные изделия располагались параллельно и на расстоянии друг от друга в первом слое. Затем вторая группа 3 прутковых линейных полуобработанных изделий была расположена на первом слое таким образом, что отдельные прутковые линейные полуобработанные изделия 3 второй группы идут над первым слоем 2 на расстоянии друг от друга и параллельно друг к другу. В результате такого расположения прутковых линейных полуобработанных изделий первой группы 2 и второй группы 3 возникает двухмерная решетчатая структура 1, в которой отдельные прутковые линейные полуобработанные изделия двух слоев пересекаются в определенных точках пересечения 4.
Линейные полуобработанные изделия могут, например, включать в себя полимеры, полученные из одноосно ориентированного волокнистого пластика (частично сшитые полимеры), термоотверждающийся термопластичный материал, экструдированный термопластичный материал, материал, полученный методом непрерывного волочения; металлы и керамические изделия, полученные при помощи процесса одноосного ориентирования, в особенности, исходные керамические изделия с различной геометрией поперечного сечения.
Для того чтобы зафиксировать форму решетчатой структуры для последующего шага формовки, два слоя 2, 3 прутковых линейных полуобработанных изделий соединяются в точках пересечения 4. Это соединение может, например, осуществляться путем нагрева и, если применимо, приложением соответствующей силы вдоль прямых линий 5, 6, которые показаны на фиг.1 как пунктирные линии. При таком расположении такое соединение может быть последовательным и следовать в направлении выпуска продукции 7. В данном процессе в направлении выпуска продукции последовательно находятся точки пересечения 4, которые идут вдоль прямой линии 5, 6, которая, по существу, перпендикулярна по отношению к направлению выпуска продукции 7. Эти точки одновременно подвергаются нагреву. В результате линейные полуобработанные изделия нагреваются в точках пересечения 4 до такой степени, что они становятся клейкими, то есть липкими и, таким образом, соединяются друг с другом.
Затем, на последующем шаге, прутковые линейные полуобработанные изделия 2, 3 могут быть подвергнуты размягчению в группах, расположенных вдоль трех непересекающихся прямых линий 5, 6, например, локальным применением нагрева к решетчатой структуре 1. Поскольку процесс соединения прутковых линейных полуобработанных изделий в точках пересечения 4 нагревом уже имеет место, то может оказаться целесообразным объединить как соединение, так и размягчение прутковых линейных полуобработанных изделий в одном шаге таким образом, что решетчатая структура 1 размягчается вдоль трех прямых линий, которые показаны на фиг.1 как пунктирные линии, соединяющие точки пересечения 4, которые расположены перпендикулярно по отношению к направлению выпуска продукции 7.
Для того чтобы на последнем шаге деформации облегчить формирование решетчатой структуры 1 в третьем измерении, на промежуточном шаге может путем штампования быть выполнено идентирование углублений на полуобработанных изделиях 2, 3, как это показано на фиг.2. Как показано на фиг.2, небольшие углубления штампуют на решетчатую структуру 1, причем углубления 9 идут в том направлении, в котором позднее будет вытягиваться в третьем измерении решетчатая структура 1. При таком расположении углубления 9 равномерно располагается на прямых линиях 5, 6, вдоль которых применяют нагрев к решетчатой структуре 1 с целью размягчения прутковых линейных полуобработанных изделий 2, 3. Поскольку предпочтительно, чтобы размягчение прутковых линейных полуобработанных изделий 2, 3 имело место таким образом, чтобы нагрев был применен в зоне точек пересечения 4 полуобработанных изделий 2, 3, в результате идентирования углублений 9 может быть достигнуто такое положение, когда утолщенные части материала в зоне точек пересечения 4 могут быть уменьшены либо, в случае термопластических полуобработанных изделий, сведены на нет.
Как показано на фиг.3, на дальнейшем шаге осуществляют приложение силы F к решетчатой структуре 1 вдоль средней - одной из трех воображаемых прямых линий, к которым может быть применен нагрев, и приложенная сила F вызывает деформацию решетчатой структуры 1 в третьем измерении, которая дает в результате разложение приложенной силы F на пару сил, а именно растягивающие силы F' и F'', действующие в полуобработанных изделиях, как указано на фиг.3. Такое разложение сил на составляющие или такое отклонение объяснено на отдельном параллелограмме, показанном на фиг.3. Таким образом к полуобработанным изделиям прикладывают растягивающие силы, которые вытягивают решетчатую структуру вдоль средней прямой линии, к которой может быть применен нагрев, в третьем измерении.
Как показано далее на фиг.3, решетчатая структура сжимается вдоль желаемых прямых линий 5, 6, которые будут являться противоположными краями трехмерной каркасной структуры, расположенными между сдвоенными брусьями 10, которые могут выполнять три типа функций одновременно. Так, эти сдвоенные брусья 10 могут быть выполнены с возможностью нагрева и перемещения в третьем измерении. Таким образом отдельные слои прутковых линейных полуобработанных изделий 2, 3 решетчатой структуры 1 могут быть соединены друг с другом с применением сдвоенных брусьев 10 при условии, что сдвоенные брусья 10 действуют на решетчатую структуру 1 вдоль соседних точек пересечения 4. Путем нагрева сдвоенных брусьев 10 подают тепло к решетчатой структуре 1 либо к точкам пересечения 4, в результате чего происходит размягчение прутковых линейных полуобработанных изделий 2, 3 в этих местах и их взаимное соединение. Такое соединение прутковых линейных полуобработанных изделий 2, 3 в точках пересечения 4 может дополнительно усилено тем, что сдвоенные брусья 10 прижимают друг к другу, в результате чего можно уменьшить количество нежелательно утолщенного материала в точках пересечения 4. Кроме того, при помощи сжатия вместе сдвоенных брусьев 10 можно провести идентирование углублений 9 в полуобработанных изделиях в направлении проведения будущей формовки, в направлении третьего измерения, что может облегчить формовку. Для того чтобы окончательно вытянуть решетчатую структуру в третьем измерении при помощи режущей кромки 8, сдвоенные брусья 10 могут прикладывать силу к решетчатой структуре вдоль средней из трех прямых линий 5, 6, к которой может быть применен нагрев таким образом, что решетчатая структура 1 в результате ранее объясненного разложения сил деформируется в третьем измерении, как это показано на фиг.3. Для того чтобы фактически создать определенные растягивающие силы F', F'' во время разложения силы на составляющие в направлении полуобработанных изделий, сдвоенные брусья 10 прочно зажимают решетчатую структуру вдоль двух прямых линий 5. Однако при таком расположении сдвоенные брусья 10 могут быть перемещены в плоскости решетчатой структуры 1, как это показано на фиг.3, при помощи стрелок таким образом, что в результате приложения силы F они перемещаются в направлении средней прямой линии 6 или вытягиваются в этом направлении. В данном процессе сдвоенные брусья 10 создают силу противодействия деформации таким образом, что растягивающие силы F' и F'' могут быть созданы желательным образом.
Как указано выше, соединение прутковых линейных полуобработанных изделий в точках пересечения 4, размягчение прутковых линейных полуобработанных изделий 2, 3 и приложение силы могут иметь место на одном шаге с использованием перемещаемой и нагреваемой конструкции из сдвоенных брусьев 10, в то время как вышеупомянутые шаги могут выполняться последовательно и в непрерывном повторяющемся технологическом процессе в направлении выпуска продукции 7.
Заявляемый способ, в котором силу F прилагают к решетчатой структуре 1 вдоль средней из трех прямых линий 5, 6, к которым может быть применен нагрев, характеризуется своей гибкостью и адаптируемостью по сравнению с известными способами деформации, использующими нижний штамп и верхний штамп. Таким образом, при помощи заявляемого способа можно изготовить трехмерные каркасные структуры с разным удельным весом и толщиной благодаря тому, что конструкция из сдвоенных брусьев 10 или режущая кромка 8 могут перемещаться на различную глубину в третьем измерении, в результате чего можно изменять толщину трехмерной каркасной структуры. Таким образом, отпадает необходимость производить замену конструкции нижнего штампа и верхнего штампа для того, чтобы изготавливать трехмерные каркасные структуры различной толщины.
На фиг.4 показана трехмерная каркасная структура, изготовленная заявляемым способом. Посредством деформации двухмерной решетчатой структуры 1, показанной на фиг.1, может быть получена периодически повторяющаяся пространственная решетчатая структура, которая содержит множество четырехгранных пирамид. При таком расположении вершины пирамид формируются точками пересечения 4 двухмерной решетчатой структуры 1, которая в результате применения нагрева и приложения силы вдоль соседних точек пересечения 4 формирует противоположные края, ограничивающие в поперечном направлении трехмерную каркасную структуру. С целью иллюстрации на фиг.4 показаны три прямых линии 5, 6, вдоль которых ранее было осуществлено размягчение двухмерной каркасной структуры 1 в точках пересечения 4 путем локального нагрева с тем, чтобы в результате приложения силы к решетчатой структуре вдоль одной средней из прямых линий, к которым может быть применен нагрев, вытянуть двухмерную решетчатую структуру 1 в третьем измерении.
На фиг.5 показан дополнительный этап заявляемого способа, на котором на обе стороны изготовленной трехмерной каркасной структуры наносят покрывающий слой 11 таким образом, что он поддерживается в определенных точках вершинами пирамид. Для того чтобы прикрепить покрывающие слои 11 к трехмерной каркасной структуре, их можно приклеить к вершинам пирамид. Однако, поскольку площадь поверхности приклеивания в вершинах пирамид очень мала, покрывающие слои 11 в крайних точках трехмерной каркасной структуры в виде вершин пирамид можно дополнительно пришить, предпочтительно методом односторонней прошивки, как это показано на фиг.5, сшивными швами 12.
Кроме того, следует отметить что термин "содержащий" не исключает другие элементы и этапы, а единственное число не исключает множественного числа. Кроме того, следует отметить, что признаки или этапы, которые были описаны со ссылкой на один или несколько примерных осуществлений изобретения, могут также использоваться совместно с прочими признаками и шагами прочих примерных осуществлений изобретения, описанных выше. Номера позиций и условные обозначения не должны истолковываться в качестве ограничений.
ПЕРЕЧЕНЬ НОМЕРОВ ПОЗИЦИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ
1. Решетчатая структура (2-мерная)
2. Прутковые линейные полуобработанные изделия (первая группа, первый слой)
3. Прутковые линейные полуобработанные изделия (вторая группа, второй слой)
4. Точки пересечения
5. Прямые линии (первая группа)
6. Прямые линии (вторая группа)
7. Направление выпуска продукции
8. Режущая кромка (перемещаемая, нагреваемая)
9. Выполнение идентирования углублений
10. Сдвоенный брус
11. Покрывающий слой
12. Сшивной шов
Реферат
Изобретение относится к способу изготовления трехмерной каркасной структуры, которая может быть использована как внутренняя структура в конструкциях типа сэндвич. Способ включает изготовление двухмерной решетчатой структуры из прутковых линейных фабрикатов, пересекающихся в определенных точках пересечения, соединение прутковых линейных полуфабрикатов в точках пересечения (4) и размягчение путем локального применения нагрева к решетчатой структуре в каждом случае вдоль трех непересекающихся воображаемых прямых линий. Для придания трехмерной формы к упомянутой решетчатой структуре прикладывают силы вдоль средней из прямых линий, к которой был применен нагрев, где в результате деформации решетчатой структуры приложенная сила раскладывается на пару растягивающих сил, действующих в полуфабрикатах, в результате чего решетчатая структура вытягивается в третьем измерении, вдоль средней прямой линии, к которой был применен нагрев. Полученная таким образом каркасная структура может быть использована для конструкции типа сэндвич, а также в качестве внутренней структуры воздушного судна, изготовлена без применения материала несущей подложки и является более гибкой и налаживаемой. 3 н. и 12 з.п. ф-лы, 5 ил.
Комментарии