Способ и устройство для изготовления предварительно изолированного сегмента каркасной конструкции - RU2726671C2
Код документа: RU2726671C2
Чертежи
















Описание
Область изобретения
Изобретение касается способа для изготовления предварительно изолированного сегмента каркасной конструкции для постройки зданий, в частности сегмента каркасной конструкции, который, по меньшей мере, частично заполняется слоем пеноизоляции во время своего производства.
Изобретение также касается предварительно изолированного сегмента каркасной конструкции, изготавливаемого в соответствии с этим способом, и здания, которое содержит эти сегменты каркасной конструкции.
Изобретение также касается устройства и компьютерной программы, предоставляемых для выполнения этого способа.
Предпосылки изобретения
Для сооружения каркасных помещений известен способ для производства заранее изготовляемых стенных панелей стандартных размеров, которые скрепляются друг с другом на месте. Эти панели, как правило, состоят из двух параллельных деревянных плит, которые закрепляются на раме (также называемой каркасом или рамной конструкцией), расположенной между двумя плитами. Чтобы улучшить изоляцию помещения, эти стенные панели обычно изолируются на месте путем создания отверстий в деревянных плитах и заливки в отверстия целлюлозной изоляции. Недостаток этого способа состоит в том, что он является чрезвычайно трудоемким, отверстия в плитах необходимо создавать в видимых местах, и в большинстве случаев существенная часть изоляционного материала тратится впустую.
В другом случае стенные панели предварительно изолируются на заводе мягким изоляционным материалом, таким как стекловата или шлаковата, или твердыми изоляционными панелями, которые нужно обрезать, чтобы придать размер. Однако недостаток этого способа состоит в том, что стенные панели часто плохо изолированы и что имеется много отходов обрезки изоляционного материала, и что способ является трудоемким.
EP1683617A2 раскрывает способ для автоматического изготовления панелей, за которым следует отдельный процесс заполнения, в котором множество отверстий проделывается в обеих панелях, панели горизонтально вставляются в заполняющий элемент, и где предварительно расширенный заполняющий материал закладывается вдоль отверстий в самой верхней панели в определенных полостях между панелями, и где затем пар подается вдоль отверстий в нижней панели, чтобы связывать заполняющий материал. Недостатком этого способа является то, что он чрезвычайно трудоемкий и подвержен ошибкам.
Описание изобретения
Цель изобретения – предоставить способ для производства предварительно изолированного сегмента каркасной конструкции для зданий различных размеров, при этом способ является менее подверженным ошибкам и менее трудоемким, без создания большего количества отходов изоляционного материала.
Эта цель достигается в соответствии с изобретением способом, который имеет технические признаки первого пункта.
С этой целью способ в соответствии с изобретением включает следующие этапы: a) получение сборной конструкции, которая содержит по меньшей мере одно отделение с полым пространством, которая подлежит заполнению, по меньшей мере, частично слоем пеноизоляции, и при этом носитель данных, содержащий данные по меньшей мере одного отделения, приспосабливается к сборной конструкции, из этих данных может быть определено количество сырья, требуемого для образования слоя пеноизоляции предопределенной толщины в по меньшей мере одном отделении; b) считывание носителя данных; c) определение количества сырья, которое должно закладываться в по меньшей мере одно отделение для образования слоя пеноизоляции предопределенной толщины, на основании данных на носителе данных; d) закладывание определенного количества сырья в по меньшей мере одно отделение для образования слоя пеноизоляции предопределенной толщины; e) обеспечение вспенивания и отвердевания слоя пеноизоляции в по меньшей мере одном отделении в течение предопределенного периода.
В этой патентной публикации термин «сырье» относится к одному или нескольким видам сырья, предназначенным для образования материала пеноизоляции, даже если используется только один вид сырья.
В этой патентной публикации термин «сборная конструкция» относится к части «сегмента каркасной конструкции» до того, как приложен слой пеноизоляции. Она содержит раму и по меньшей мере одну плоскую панель.
Путем приспособления носителя данных все необходимые данные, такие как размерности сборной конструкции и число, размер и положение подлежащих заполнению полостей, могут быть считаны или извлечены, и, факультативно, также пустот, которые не подлежат заполнению. Поскольку оператору не нужно вводить эти данные в систему самому, ошибки избегаются и процесс заполнения становится менее трудоемким.
Путем считывания или извлечения требуемых данных вместо введения в устройство локально на промышленной производственной площадке, где осуществляется заполнение, не требуется никакого мощного компьютера с графическим интерфейсом.
Путем использования данных сборной конструкции способ производства может быть автоматизирован до значительной степени, и могут производиться сегменты каркасной конструкции различных форм и размерностей (каждое помещение является разным). Более того, размерности и, в частности, толщина изоляционного слоя могут быть приспособлены к конкретным пожеланиям или требованиям заказчиков, например к бюджету и/или требованиям, обусловленным климатическими и/или законодательными требованиям. Сегментам каркасной конструкции, следовательно, больше не надо иметь стандартные размерности, что подразумевает громадную степень свободы для проектирования здания без какого-либо ощутимого увеличения в цене.
Путем считывания или извлечения данных точно определяются форма и количество отделений сборной конструкции, подлежащих заполнению, и их положение, и требуемое количество сырья для каждого отделения может быть определено до оптимального уровня по размерностям отделения, принимая во внимание желаемую толщину слоя пеноизоляции, который должен закладываться в него.
Путем точного определения количества сырья до закладки вместо заполнения полого пространства до тех пор, пока избыточный изоляционный материал не начнет выходить наружу, снижаются материальные затраты, а создание отходов, получающихся из избыточного изоляционного материала, которые необходимо затем убирать, устраняется или сводится к минимуму, что также является благоприятным для окружающей среды.
Путем использования подходящего материала пеноизоляции панель каркасной конструкции может быть герметически изолирована так, что становится воздухонепроницаемой, и можно избежать трещин и щелей, что является важным для помещений без активных систем и с нулевым потреблением энергии.
Способ в соответствии с настоящим изобретением позволяет, по меньшей мере, частично заполнять полые пространства, не создавая отверстий в панелях в видимых местах, так что отверстия невидимы, когда панель каркасной конструкции располагается в здании, что является эстетически более привлекательным. Таким образом, также избегают дополнительных операций по отделке (например, заполнению) видимых отверстий, и величина изоляции панели увеличивается.
Более того, благодаря применению сырья, которое способно пениться, получается хорошее сцепление вспененного изоляционного материала со стенками сегмента каркасной конструкции. Риск конденсации между стенкой сборной конструкции и изоляционным материалом устраняется или, по меньшей мере, сокращается этим сцеплением. Путем надлежащего выбора сырья изоляционный материал также может обеспечивать дополнительную механическую прочность сегменту каркасной конструкции, в частности на изгиб или прогиб, что является важным для зданий с несколькими этажами. Это, в частности, касается случая использования твердого пеноматериала.
Другим преимуществом изоляции во время производства является то, что она предотвращает повреждения сегмента каркасной конструкции вследствие действия сил, возникающих во время пенообразования и отвердевания изоляционного материала. Это неосуществимо in situ, по меньшей мере, не с полиуретаном, когда на сегмент каркасной конструкции действуют огромные силы.
В варианте осуществления способа в соответствии с настоящим изобретением также можно заполнять отделения сегмента каркасной конструкции только до ограниченной толщины. Это невозможно в случае, когда сегмент каркасной конструкции изолируется in situ, когда панели каркасных конструкций располагаются в вертикальном положении.
Способ в соответствии с изобретением также предоставляет возможность производства монолитной стены, в которой установлены технические устройства (например, электрическая проводка или водопроводы), и которая, тем не менее, теплоизолирована до оптимальной степени и является воздухонепроницаемой.
В варианте осуществления способа сборная конструкция производится на основании компьютерной 3D-модели, представленной CAD-данными, которые хранятся в базе данных под идентификационным кодом сборной конструкции; данные на носителе данных содержат идентификационный код, а этап c) содержит следующие подэтапы: извлечение CAD-данных сборной конструкции из базы данных на основании идентификационного кода и определение количества сырья на основании извлеченных CAD-данных.
В этой патентной публикации «CAD-данные» относятся к цифровым данным для представления и хранения трехмерного объекта. CAD-данные означают «Computer Aided Design» («Автоматизированное проектирование»), или данные программы построения чертежей. Среди прочего они содержат размерности балок и их взаимное расположение.
Путем идентификации сборной конструкции на основании идентификационного кода возможно, при заполнении, использовать те же CAD-данные (или данные, полученные из них, но в любом случае согласующиеся данные) как данные, которые были использованы для изготовления сборной конструкции, так что данные нет необходимости вводить повторно в элемент заполнения, что является менее трудоемким и предотвращает от совершения ошибок.
Предпочтительно, данные на носителе данных содержат размерности по меньшей мере одного отделения, а этап c) включает расчет количества сырья, которое необходимо поместить, по размерностям и по предопределенной толщине слоя пеноизоляции, который нужно наложить.
Когда сам носитель данных содержит данные, требуемые для заполнения, эти данные не нужно извлекать еще откуда-либо (например, по сети), что в общем случае является более быстрым и более надежным. Таким образом, сборочный элемент может даже быть физически отсоединенным от элемента заполнения, в то время как оба элемента все еще используют согласующиеся данные, даже если заполнение должно было выполняться в другом месте. Поскольку элементы способны работать «автономно», также избегают и сложных проблем взаимодействия между обоими элементами.
Путем размещения на носитель данных не объема, а размерностей отделения, которое подлежит заполнению, элемент заполнения может не только сам определять оптимальное качество, факультативно, учитывая внешние факторы, такие как температура, влажность, но также может оптимизировать способ, которым это сырье можно закладывать наилучшим образом. Например, «узкие глубокие» полого пространства (например, 280 см глубиной x 20 см шириной x 20 см высотой) могут заполняться не так, как «неглубокие широкие» полого пространства (например, 60 см глубиной x 60 см шириной x 20 см высотой).
Предпочтительно, способ включает фазу калибровки, в которой в памяти сохраняется список отделений с их размерностями вместе с подходящими параметрами процесса для закладки сырья в эти отделения, и обычную фазу производства, в которой определяются параметры процесса для закладки определенного количества сырья в каждое отделение, которое необходимо заполнить, на основании размерностей этого отделения и на основании списка в памяти.
Испытания показали, что заполнение отделений с очень изменчивыми размерностями не может быть выполнено до оптимальной степени одним и тем же способом. Таким образом, «узкую глубокую» полое пространство следует заполнять отлично от «неглубокой широкой» полого пространства, чтобы достичь оптимального заполнения и вспенивания. Благодаря памяти оптимальные параметры процесса могут сохраняться для ряда отделений с различными размерностями во время фазы калибровки, предшествующей производству, и оптимальные параметры процесса могут быть получены из этой памяти во время обычного производства. Таким образом, не только оптимально определяется количество сырья, но также могут быть оптимально определены и условия, при которых оно закладывается в отделение, что способствует получению конечного продукта очень высокого качества.
По меньшей мере одно сырье предпочтительно представляет собой жидкое сырье.
Путем использования жидкого сырья, которое может легко подаваться через шланг, можно избежать волочения и обрезки до размера твердых и мягких панелей изоляции, тем самым избегая потерь обрезки и сводя ручную работку к минимуму. Другим преимуществом является то, что жидкое сырье можно легко распределять (например, впрыскиванием или распылением) по всему отделению, в частности также в углах и по вертикальным стенам отделения. Более того, жидкое сырье в общем случае будет лучше приставать к внутренней стенке сборной конструкции, таким образом обеспечивая лучшие термические и механические свойства сегмента каркасной конструкции, благодаря, среди прочего, исключению щелей или трещин. Кроме того, жидкое сырье способно вытекать и равномерно распределяться в пустоте, подлежащей заполнению.
Слой пеноизоляции предпочтительно представляет собой пенополиуретан. Сырье предпочтительно содержит полиол и изоцианат.
Известно, что полиуретан можно изготавливать из изоцианата и полиоля, что может быть сделано «по мерке», для образования мягких или твердых пен. Пенополиуретаны являются хорошими теплоизоляторами. В частности, твердый пенополиуретан идеально подходит для этого применения, поскольку он также обладает высокой прочностью на сжатие и разрыв. Таким образом, твердый пеноматериал также может содействовать стабильности конструкции. Также известно, что во время вспенивания и отвердевания пенополиуретана могут возникать существенные силы, но при точном определении количества сырья, которое должно быть помещено в каждое отделение, подлежащее заполнению, силы, возникающие при пенообразовании и отвердевании пенополиуретана, могут оставаться ограниченными, таким образом не причиняя каких-либо повреждений панелям каркасной конструкции, даже панелям с различными размерностями и формами (например, с окнами или дверьми или без них).
Перед тем как определенное количество сырья помещается в по меньшей мере одно отделение, сборная конструкция предпочтительно располагается в лежащем положении.
Путем расположения сборной конструкции и, следовательно, отделения с полым пространством в лежачем положении, сырье, предпочтительно жидкое сырье, может лучше распространяться по нижней части отделения, и достигается более однородная плотность изоляционного пеноматериала, чем в случае, если бы сборная конструкция подлежала заполнению в вертикальном положении. Это предотвращает накапливание сырья и/или изоляционного материала в определенных положениях, в результате которого во время вспенивания и отвердевания материала пеноизоляции возникали бы неравномерная толщина и неравномерное распределение сил. Другим преимуществом расположения сборной конструкции в лежачем положении является то, что вспенивание происходит только на ограниченной высоте, а именно толщине панели (например, 25 см), вместо всей высоты пола здания (например, 300 см), в результате чего плотность изоляционного материала будет более однородной.
В первом предпочтительном варианте осуществления способа в соответствии с изобретением сборная конструкция является в значительной степени замкнутой сборной конструкцией, которая содержит первую и вторую плоскую панель, закрепленные параллельно друг другу и на расстоянии друг от друга на раме, так что рама располагается между первой и второй плоскими панелями для образования полого пространства между плоскими панелями,
и где предопределенная толщина слоя пеноизоляции, который должен закладываться, равна расстоянию меду первой и второй плоскими панелями для в значительной степени полного заполнения полого пространства,
и где по меньшей мере одно отделение снабжается по меньшей мере одним отверстием, которое предоставляется в раме для вставки сопла для впрыскивания сырья для образования слоя пеноизоляции,
и где способ дополнительно включает этапы помещения сборной конструкции в пресс и приложения сил сжатия к сборной конструкции в течение предопределенного периода после введения сырья для противодействия силам, прилагаемым слоем пеноизоляции к сборной конструкции во время его вспенивания и отвердевания.
«В значительной степени замкнутая сборная конструкция» относится к сборной конструкции с замкнутыми полыми пространствами, не считая отверстий в раме для закладки сырья.
Путем предоставления отверстий в раме (также называемой каркасом или рамной конструкцией), а не в плоских панелях, сырье может легко закладываться вдоль боковой стороны, когда сборная конструкция находится в лежачем положении в прессе. Это также избавляет от необходимости в отверстиях в плоских панелях, в результате чего панель каркасной конструкции имеет более высокую величину изоляции, требует меньше обработки, а также является эстетически более привлекательной.
Путем использования пресса оказывается противодействие расширению сборной конструкции, вызванному вспениванием и отвердеванием пеноизоляции, и предотвращается повреждение сборной конструкции. Такое повреждение является широко известной проблемой при изолировании панелей каркасной конструкции пеноизоляцией in situ, где противодействовать силам расширения извне непрактично и экономически не выгодно, и этим силам тогда полностью противодействовать должна сама сборная конструкция.
Путем полного заполнения полого пространства между двумя плоскими панелями толщина сегмента каркасной конструкции используется по максимуму, что улучшает тепло- и звукоизоляцию и механическую прочность панели.
Поскольку сырье закладывается в замкнутое пространство между двумя плоскими панелями, материал пеноизоляции будет приставать к обеим плоским панелям, что улучшает механические свойства (прочность на сжатие, прочность на растяжение, прочность на изгиб) панели каркасной конструкции относительно панели, в которой сцепление происходит только с одной плоской панелью, и значительно увеличивает относительно панели, в которой нет сцепления ни с одной из плит.
Путем точного определения количества требуемого сырья можно предупредить воздействие чрезмерных сил на пресс, таким образом уменьшая себестоимость пресса (менее сильный) и риск его повреждения.
В этом случае положение по меньшей мере одного отверстия в раме предпочтительно определяется на основании данных на носителе данных, и введение сырья на этапе d) включает смещение сопла по направлению к определенному положению для впрыскивания сырья для образования слоя пеноизоляции.
Путем определения числа отверстий и положения каждого отверстия на раме сопло может размещаться автоматически в или перед отверстием отделений, подлежащих заполнению, и желаемое количество сырья может быть помещено в каждое отделение самым оптимальным образом. Это позволяет заполнять сборную конструкцию быстро и безошибочно и максимизировать производительность, и сводить к минимуму число действий оператора.
В этом случае, предпочтительно, по меньшей мере две сборных конструкции помещаются в прессе рядом друг с другом. В другом случае, или вместе с ними, предпочтительно, по меньшей мере две сборных конструкции помещаются в прессе одна над другой.
Путем помещения в пресс одновременно нескольких сборных конструкций может быть существенно увеличена производительность, поскольку в этом случае несколько панелей могут заполняться в одно и то же время прессования вместо лишь одной.
Предпочтительно, первый вариант осуществления также включает этап закрытия по меньшей мере одного отверстия путем подгонки и закрепления уплотняющего элемента конической формы, который предоставляется для легкого позиционирования сегмента каркасной конструкции сверху другого сегмента каркасной конструкции дополняющей формы.
Это значительно ускоряет и упрощает конечное позиционирование сегмента каркасной конструкции на месте, где возводится здание, и достигается лучшее механическое соединение между сегментами каркасной конструкции, размещенными один на другом.
Во втором предпочтительном варианте осуществления способа в соответствии с изобретением сборная конструкция представляет собой полуоткрытую сборную конструкцию, которая содержит раму, скрепленную с первой плоской панелью, и при этом способ также содержит этапы:
j) обеспечения свободного вспенивания и отвердевания слоя пеноизоляции в течение предопределенного периода после закладки сырья;
k) предоставления второй плоской панели и, после истечения предопределенного периода, скрепления ее с рамой таким образом, что рама располагается между первой и второй плоскими панелями.
Второй предпочтительный вариант осуществления способа в соответствии с изобретением отступает от полуоткрытой сборной конструкции, которая содержит раму с одной плоской панелью, причем эта сборная конструкция размещается в лежащем положении, так что образуется отделение, имеющее нижнюю часть, образованную частью плоской панели, и имеющее вертикальную стенку, образованную частью рамы. Это предоставляет дополнительную возможность не заполнять отделение по всей толщине, но только частично, тогда как все углы и стенки могут быть покрыты, так что они являются воздухонепроницаемыми. Способ в соответствии с настоящим изобретением, таким образом, предоставляет дополнительную форму гибкости, при которой толщина слоя изоляции может быть привязана к требованиям заказчика и может выбираться меньшей, чем толщина рамы.
Путем обеспечения свободного вспенивания пеноизоляции, т.е. без противодействующего давления со стороны второй плоской панели, плотность изоляционного материала будет меньше, чем если бы вторая плита присутствовала, как в первом предпочтительном варианте осуществления. Это обеспечивает дополнительную экономию изоляционного материала.
Другим преимуществом этого способа является то, что ко второй плоской панели не нужно прилагать никаких сжимающих сил, таким образом избегая необходимости приобретать дорогостоящий пресс, без риска повреждения сегмента каркасной конструкции, более конкретно разрыхления или деформации второй плоской панели. Если полое пространство заполняется только до ограниченной степени, вторая плита может быть приспособлена до того, как пеноизоляция полностью отвердела, поскольку в этом случае риск того, что пеноматериал коснется второй плиты, является минимальным. Это экономит время, и производительность увеличивается.
В этом случае предпочтительно определяется положение по меньшей мере одного отделения в сборной конструкции, и закладка сырья на этапе d) включает смещение сопла до места над определенным положением для впрыскивания сырья для образования слоя пеноизоляции.
Путем определения положения отделения в сборной конструкции сопло может автоматически позиционироваться над отделением, подлежащим заполнению, и для каждого отделения может быть заложено желаемое количество сырья. Это обеспечивает быстрое и безошибочное заполнение полуоткрытой сборной конструкции и достижение высокой производительности с помощью минимального количества операций, выполняемых оператором.
Еще одна цель изобретения - предоставить предварительно изолированный сегмент каркасной конструкции, который был изготовлен в соответствии с вышеописанным способом.
Изобретение также касается здания, которое содержит такой предварительно изолированный сегмент каркасной конструкции.
Еще одна цель изобретения – предоставить устройство для производства предварительно изолированного сегмента каркасной конструкции для возведения здания в соответствии с независимым пунктом формулы изобретения, относящимся к устройству.
Также целью изобретения является предоставить компьютерную программу, которая непосредственно загружается во внутреннюю память цифровой компьютерной системы вышеупомянутого устройства, содержащую фрагменты кода программного обеспечения для выполнения вышеупомянутого способа.
Краткое описание графических материалов
Более подробно изобретение объясняется с помощью описания ниже и сопутствующих фигур предпочтительных вариантов осуществления способа, сегмента каркасной конструкции и устройства в соответствии с этим изобретением.
Фиг. 1 показывает деревянную или металлическую балку как структурного элемента для сборной конструкции.
Фиг. 2 показывает раму, изготовленную элементом сборки с использованием балок, представленных на фиг. 1.
Фиг. 3 показывает первую или вторую плоскую панель для рамы, представленной на фиг. 2.
Фиг. 4А показывает способ для изготовления предварительно изолированного сегмента каркасной конструкции в соответствии с настоящим изобретением. Этот способ может осуществляться устройством, представленным на фиг. 11А.
Фиг. 4B показывает пример способа в соответствии с изобретением, в котором одни и те же CAD-данные используются как элементом сборки, так и заполняющим элементом. Этот способ может осуществляться на устройстве, представленном на фиг. 11B.
Фиг. 5A-5C показывают промежуточного изделия и конечного изделия, полученных первым предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением.
Фиг. 5A показывает вид в перспективе предпочтительного варианта осуществления в значительной степени замкнутой сборной конструкции, которая может использоваться в первом предпочтительном варианте осуществления способа в соответствии с изобретением. (Часть второй панели была удалена с иллюстративной целью, так что отделения и отверстия ясно видны).
Фиг. 5B показывает вид в перспективе сборной конструкции, представленной на фиг. 5A, после заполнения отделений слоем пеноизоляции, снова частично открытой, чтобы четко продемонстрировать отделения. Центральное отделение, предназначенное для оконного отверстия, слоем пеноизоляции не заполняется.
Фиг. 5C показывает поперечного сечения предварительно изолированной панели каркасной конструкции, представленной на фиг. 5B, в соответствии с сечением A-A.
Фиг. 6A-6C показывает разновидность, представленной на фиг. 5A-5C, в соответствии с которой во второй панели устанавливается гнездо.
Фиг. 6A показывает замкнутую сборную конструкцию, которая была частично открыта, чтобы четко продемонстрировать отделения и отверстия.
Фиг. 6B показывает сборную конструкцию, представленной на фиг. 6A, после заполнения отделений без гнезда первым сырьем пеноизоляции и после заполнения отделений с гнездом вторым сырьем пеноизоляции снова частично открытой с иллюстративной целью.
Фиг. 6C показывает сечение предварительно изолированного сегмента каркасной конструкции, представленной на фиг. 6B, в соответствии с сечением B-B.
Фиг. 7A показывает вид в перспективе сегмента каркасной конструкции, представленного на фиг. 5C, до создания отверстия для окна.
Фиг. 7B показывает сегмента каркасной конструкции, представленного на фиг. 6C, после создания отверстия для окна.
Фиг. 7C показывает разновидность сегмента каркасной конструкции, представленного на фиг. 7A, при этом сегмент каркасной конструкции содержит дверное отверстие.
Фиг. 7D показывает разновидность сегмента каркасной конструкции, представленного на фиг. 7A, при этом сегмент каркасной конструкции содержит наклонные стенки.
Фиг. 8A-8C показывает промежуточное изделие и конечное изделие, полученные с помощью второго предпочтительного варианта осуществления способа в соответствии с настоящим изобретением, при этом толщина изоляционного слоя составляет 25% от толщины рамы.
Фиг. 8A показывает вид в перспективе варианта осуществления полуоткрытой сборной конструкции, изготовленной из рамы, представленной на фиг. 2, и плоской панели, представленной на фиг. 3.
Фиг. 8B показывает закладку и распределение сырья для слоя пеноизоляции с помощью поперечного сечения полуоткрытой сборной конструкции, представленной на фиг. 8A, в соответствии с сечением C-C.
Фиг. 8C показывает сечение предварительно изолированного сегмента каркасной конструкции в соответствии с изобретением после установки второй плоской панели на полуоткрытую сборную конструкцию, представленную на фиг. 8B.
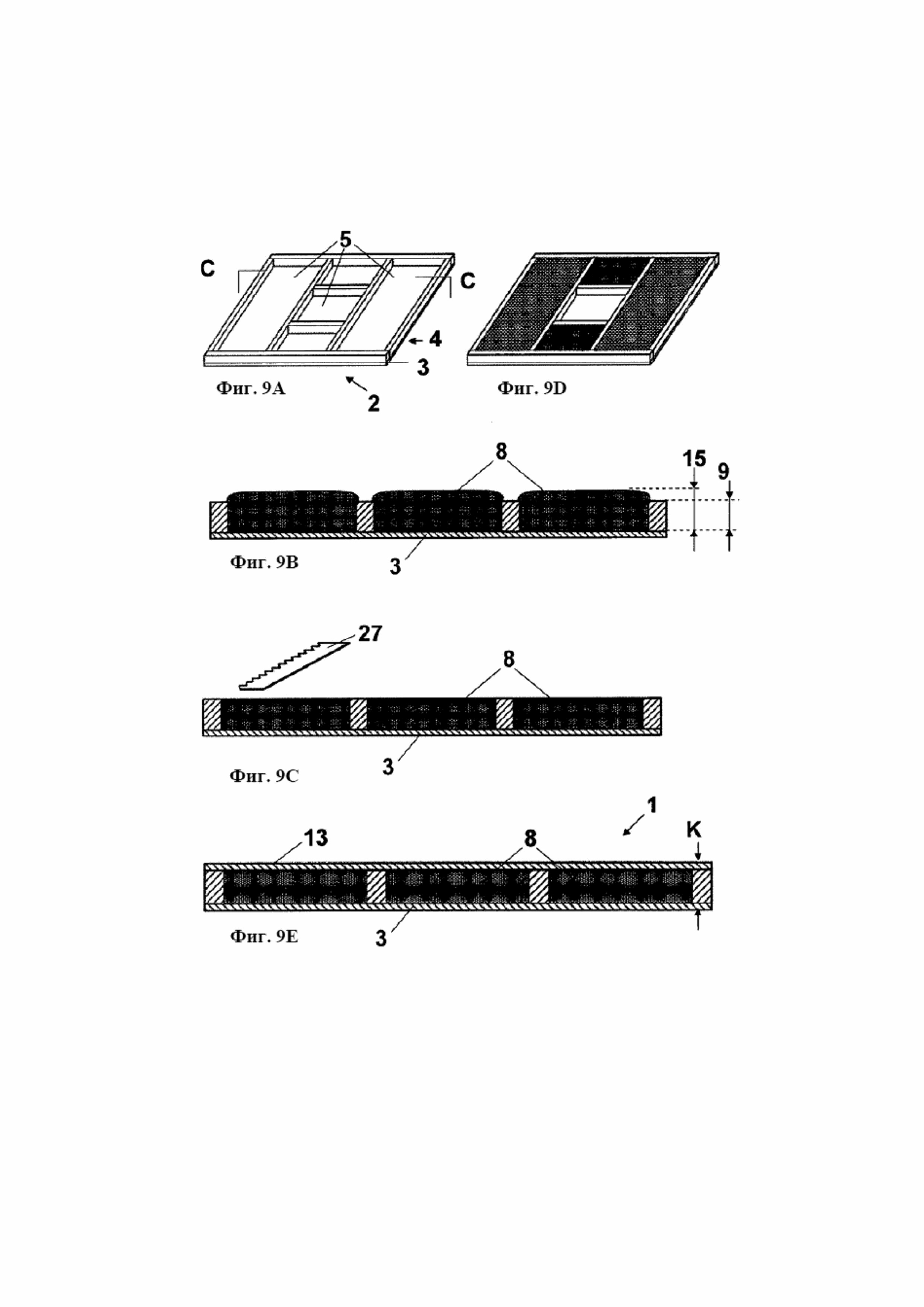
Фиг. 9A-9E показывают некоторые промежуточные этапы второго предпочтительного варианта осуществления способа в соответствии с настоящим изобретением, желаемая толщина слоя пеноизоляции равна толщине рамы.
Фиг. 9A показывает ту же сборную конструкцию, что фиг. 8A.
Фиг. 9B показывает поперечное сечение полуоткрытой сборной конструкции, представленной на фиг. 9A, после свободного вспенивания слоя пеноизоляции до уровня выше стенки рамы, в соответствии с сечением C-C.
Фиг. 9C показывает сборную конструкцию, представленную на фиг. 9B, после того как часть слоя пеноизоляции, которая выступает над стенкой рамы, была удалена.
Фиг. 9D показывает вид в перспективе сборной конструкции, представленной на фиг. 9C. Центральное отделение, предназначенное для оконного отверстия, не заполнено слоем пеноизоляции.
Фиг. 9E показывает поперечное сечение сегмента каркасной конструкции в соответствии с изобретением после установки второй плоской панели на полуоткрытой сборной конструкции, представленной на фиг. 9C.
Фиг. 10A показывает вид в перспективе сегмента каркасной конструкции, представленного на фиг. 8C или 9E, до создания отверстия для окна.
Фиг. 10B показывает сегмент каркасной конструкции, представленный на фиг. 10A, после того, как отверстие для окна было сделано.
Фиг. 10C показывает разновидность сегмента каркасной конструкции, представленного на фиг. 10B, при этом сегмент каркасной конструкции содержит дверное отверстие.
Фиг. 10D показывает другую разновидность сегмента каркасной конструкции, представленного на фиг. 10A, при этом сегмент каркасной конструкции содержит наклонные стенки.
Фиг. 11A показывает структурную схему первого предпочтительного варианта осуществления устройства в соответствии с изобретением, направленного на в значительной степени замкнутую сборную конструкцию, в соответствии со способом, представленным на фиг. 4A.
Фиг. 11B показывает структурную схему разновидности первого предпочтительного варианта осуществления устройства в соответствии с изобретением, направленного на в значительной степени замкнутую сборную конструкцию, в соответствии со способом, представленным на фиг. 4B.
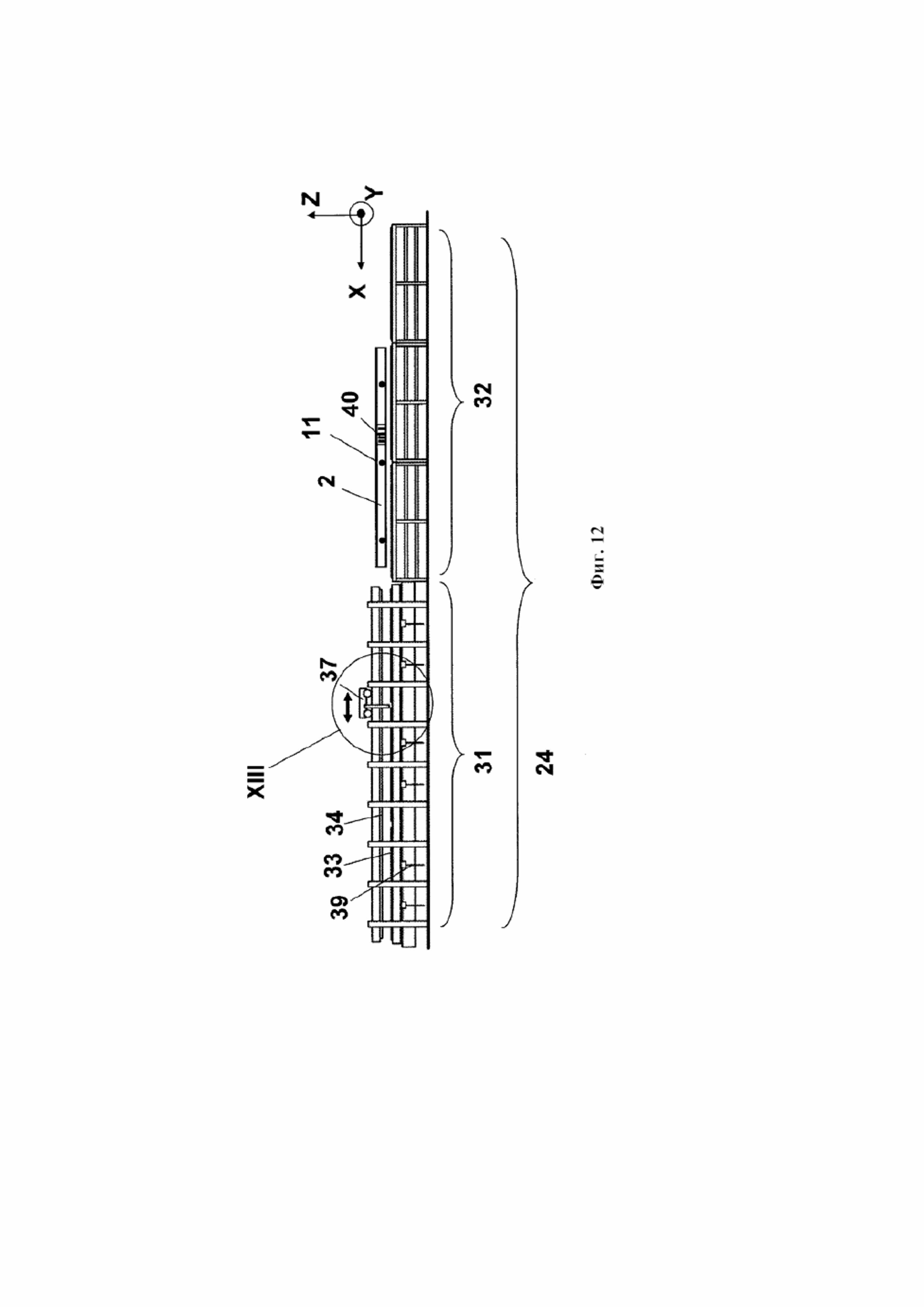
Фиг. 12 показывает вид сбоку варианта осуществления заполняющего элемента, представленного на фиг. 11A и фиг. 11B.
Фиг. 13 показывает более подробнее вид спереди заполняющего элемента, представленного на фиг. 12.
Фиг. 14 показывает вид сбоку другого примера заполняющего элемента, представленного на фиг. 12, в пресс помещены четыре сборных конструкции, одна рядом с другой и одна над другой, с обозначением положений отверстий.
Фиг. 15A показывает структурную схему второго предпочтительного варианта осуществления устройства в соответствии с изобретением, направленного на полуоткрытую сборную конструкцию, в соответствии со способом, представленным на фиг. 4A.
Фиг. 15B показывает структурную схему разновидности второго предпочтительного варианта осуществления устройства в соответствии с изобретением, направленного на полуоткрытую сборную конструкцию, в соответствии со способом, представленным на фиг. 4B.
Фиг. 16 показывает пример полуоткрытой сборной конструкции с обозначением положений отделений, подлежащих заполнению.
Подробное описание предпочтительных вариантов осуществления изобретения
Ссылочные позиции:
1 сегмент каркасной конструкции
2 сборная конструкция
3 первая плоская панель
4 рама
5 отделение
6 нижняя часть
7 вертикальная стенка
8 слой пеноизоляции
9 высота вертикальной стенки
10 балка
11 отверстия
13 вторая плоская панель
14 полое пространство
15 толщина слоя пеноизоляции
16 план здания
17 резервуар для сырья
18 станция снабжения
19 устройство
20 компьютерная система
21 база данных
22 элемент сборки
23 средство позиционирования
24 заполняющий элемент
25 сопло
26 второе средство сборки
27 средство удаления
29 датчик температуры
30 средство отделки
31 пресс
32 подающий стол
33 первая прижимная плита (пресса)
34 вторая прижимная плита (пресса)
37 тележка
38 шланг
40 носитель данных (например, штрих-код)
41 средство позиционирования
42 средство позиционирования
49 гнездо
50 отверстие для окна
51 отверстие для двери
52 концевой упор
53 заслонка, клапан
Настоящее изобретение предоставляет эффективное решение для изготовления предварительно изолированных панелей, также называемых сегментами 1 каркасной конструкции, для производства зданий, таких как многоквартирные дома, помещения и больницы. Предварительно произведенные многоквартирные дома обычно строятся с полыми сегментами каркасной конструкции, которые изолируются in situ, например, впрыскиванием целлюлозной изоляции, или они могут быть предварительно изолированы во время их производства, например, стекловатой или минеральной ватой (также называемой шлаковатой). Эти сегменты 1 каркасной конструкции в большинстве случаев содержат одну завершенную боковую стенку пола этажа здания, и они могут быть использованы как снаружи здания (в качестве внешней стенки), так и внутри здания (в качестве внутренней стенки). Сегменты 1 каркасной конструкции могут содержать отверстия 50, 51 для закрепления окон или дверей, или они могут использоваться, например, для сооружения крыши.
Традиционные сегменты 1 каркасной конструкции обычно содержат две параллельные панели 3, 13 с рамной конструкцией или каркасом между ними, также называемой далее рамой 4, таким образом определяя число отдельных отделений 5 с полыми пространствами 14. Когда такие сегменты 1 каркасной конструкции изолируются in situ, обычно в одной из двух панелей 3, 13 создается отверстие 11, через которое затем в полости закладывается целлюлозный изоляционный материал, такой как, например, isofloc®. Чтобы профессионально применять этот материал, требуются значительные профессиональные знания и навыки, но даже условия для его применения далеки от идеала. Например, имеется присущая проблема, состоящая в том, что сегменты 1 каркасной конструкции стоят вертикально, заставляя изоляционный материал течь вниз или капать, так что плотность в нижней части сегмента 1 каркасной конструкции в большинстве случаев выше, чем в верхней части. Это может происходить во время самой закладки, но оседание может также происходить и позднее. Более того, не существует какого бы то ни было способа контролировать заполнение. Кроме того, впрыснутое количество изоляционного материала заранее не рассчитывается, так что в основном закладывается избыток изоляционного материала, который в большей части выходит обратно через отверстие после того, как расширится, что приводит к огромным потерям изоляционного материала. Также используемые материалы изоляции не являются воздухонепроницаемыми, что является важным фактором для квартир без активных систем и с нулевым потреблением энергии
Патентная публикация GB1335496 была подана почти 40 лет назад и раскрывает способ для производства предварительно изолированных панелей, при этом панель с боковыми отверстиями располагается в прессе. Трубы с боковыми отверстиями вставляются в панель для диспергирования синтетической смолы. Количество смолы, которое применяется, пропорционально подлежащему заполнению объему, а количество закладываемого сырья определяется с помощью таймера. О компьютерах упоминаний нет, что, таким образом, означает, что все нужно рассчитывать вручную и задавать оператором, что крайне трудоемко и чревато ошибками. Этот способ может быть технически и экономически выполнимым для производства больших партий панелей с одинаковыми размерностями, но не для изделий по требованиям заказчика.
Производство сборных конструкций 2 получило существенное развитие за последние 40 лет. Таким образом, существуют современные (в 2011) полностью автоматические сборочные машины, доступные для производства сборных конструкций 2 по требованиям заказчика. Имеются автономные машины, которые производят неизолированную деревянную панель каркасной конструкции. Квалифицированная ручная работа все еще требуется после этого, чтобы устанавливать электропроводку, вставлять окна и двери или изолировать панели. Такие машины, например, поставляются на рынок компанией Weinmann®. Однако, насколько известно изобретателю, не существует способа или устройства, которые в настоящее время были бы оптимизированы для производства предварительно изолированных панелей каркасной конструкции для помещений каркасной конструкции с произвольными размерностями.
Как показано на фиг. 4A, настоящее изобретение предоставляет способ для производства предварительно изолированного сегмента 1 каркасной конструкции для зданий различных размерностей, при этом способ содержит этапы: a) получение сборной конструкции 2, которая содержит по меньшей мере одно отделение 5 с полым пространством 14, которая подлежит по меньшей мере частичному заполнению слоем 8 пеноизоляции, и при этом носитель данных 40, содержащий данные по меньшей мере одного отделения 5 приспосабливается к сборной конструкции 2, из этих данных может быть определено количество сырья, требуемого для образования слоя 8 пеноизоляции предопределенной толщины 15 в по меньшей мере одном отделении 5 (этап 101); b) считывание носителя 40 данных (этап 103); c) определение количества сырья, которое должно закладываться в по меньшей мере одно отделение 5 для образования слоя 8 пеноизоляции предопределенной толщины 15 на основании данных на носителе 40 данных (этап 104); d) закладывание определенного количества сырья в по меньшей мере одно отделение 5 для образования слоя 8 пеноизоляции предопределенной толщины 15 (этап 105); e) обеспечение вспенивания и отвердевания слоя 8 пеноизоляции в по меньшей мере одном отделении 5 в течение предопределенного периода T (этап 106).
Это наиболее общая форма способа в соответствии с изобретением. Обратите внимание, что этот способ позволяет одному изготовителю изготавливать сборные конструкции, а другому производителю - заполнять сборные конструкции изоляционным материалом.
Этап 102 представляет собой факультативный этап, на котором одна или более сборных конструкций 2 временно складируются или накапливаются. Это обычно происходит между элементом 22 сборки и заполняющим элементом 24, поскольку время, требуемое для сборки и для заполнения изоляцией, различается. Это также позволяет приспосабливать последовательность сборных конструкций, если необходимо, например, для более оптимального заполнения пресса. Пример устройства 19 для осуществления способа показан на фиг. 11A и фиг. 15A, где сборные конструкции 2 могут подаваться в середине фигуры (например, если элемент 22 сборки не принадлежит устройству 19), или могут производиться внутри (например, если элемент 22 сборки фактически образует часть устройства 19).
В одном варианте осуществления способа в соответствии с изобретением предопределенная толщина 15 может неявно быть общей толщиной 9 рамы. В этом случае параметр желаемой толщины 15 изоляционного слоя 8 может опускаться.
Носитель 40 данных может приспосабливаться к сборной конструкции 2 вручную или автоматически. Данные на носитель данных 40, однако, накладываются автоматическим образом с помощью так называемых средств идентификации. Их примерами являются принтер меток (например, матричный принтер, лазерный принтер, струйный принтер), устройство лазерного письма, которое пишет непосредственно на дереве рамы 4, электронное или магнитное устройство, которое записывает на карту памяти, и т.п. Носитель 40 данных также может использоваться для загрузки и выгрузки, чтобы избегать ошибок при транспортировании на место и на месте, чтобы облегчать сборку здания.
В примере способа в соответствии с изобретением один отдельный носитель 40 данных приспосабливается к сборной конструкции 2 с данными всех подлежащих заполнению компонентов 5 сборной конструкции 2. Это особенно удобно для полностью автоматического заполняющего элемента 24, который сам смещает сопло 25 в или над всеми отделениями 5, подлежащими заполнению. В этом случае этап b) выполняется только раз для всей сборной конструкции 2, а этапы c) и d) выполняются столько раз, сколько имеется подлежащих заполнению отделений 5.
В другом примере к сборной конструкции 2 может быть приспособлено несколько носителей 40 данных, например столько, сколько имеется подлежащих заполнению отделений 5. Это особенно удобно для полуавтоматического заполняющего элемента 24, когда оператор смещает сопло 25 в или над каждым подлежащим заполнению отделением 5, но при этом количество сырья рассчитывается заполняющим элементом 24 на основании данных на носителе 40 данных. Предпочтительно в этом случае приспосабливается столько носителей данных 40, сколько имеется подлежащих заполнению отделений 5, и они предпочтительно приспосабливаются поблизости с подлежащими заполнению отделениями 5 (например, возле отверстия 11 в случае замкнутой сборной конструкции 2). В этом примере этапы b), c) и d) выполняются столько раз, сколько имеется подлежащих заполнению отделений 5. Преимуществом этого способа является то, что существующие заполняющие элементы 24 могут быть с минимальным количеством переделок и затрат преобразованы в устройство 19 в соответствии с настоящим изобретением, без необходимости предоставления дорогих средств 41, 42 позиционирования для автоматического смещения сопла 25, а также соответствующего сложного управления (аппаратного и программного).
Закладка определенного количества сырья может выполняться, например, путем точного контроля времени, в течение которого закладывается сырье (т.е. так называемого «времени заполнения»). Требуемое время t может, например, рассчитываться с помощью следующей формулы:
t = VxGxO/F [1], где
*V = объем слоя 8 пеноизоляции, который нужно наложить,
например: L x B x толщина рамы (цифровое обозначение 9) для отделения 5, имеющего форму балки, замкнутой сборной конструкции 2,
например: L x B x толщина слоя 8 пеноизоляции (цифровое обозначение 15) для отделения 5, имеющего форму балки, полуоткрытой сборной конструкции 2,
* G = свободно вспениваемый вес изоляционного пеноматериала,
например, приблизительно 30 кг/м3 для пенополиуретана,
* O = переполнение изоляционного пеноматериала,
например, 1,00 для 0% переполнения в полуоткрытой сборной конструкции 2,
например, 1,05 для 5% переполнения в замкнутой сборной конструкции 2
* F = заданная скорость потока станции 18 снабжения (в г/с).
Формула (1) может использоваться, например, при постоянных температурах компонентов, равных, например, 20°C, и объемном давлении от 120 до 150 бар.
Фиг. 4B представляет собой пример интегрированного способа в соответствии с изобретением, начиная с плана 16 здания, которое необходимо построить, при этом способ содержит этапы:
a) предоставление компьютерной 3D-модели сегмента 1 каркасной конструкции в форме CAD-данных, и сохранение ее в базе 21 данных (этап 201);
b) изготовление сборной конструкции 2, которая содержит раму 4 и первую плоскую панель 3, с конкретными размерностями, соответствующими CAD-данным, для образования сегмента 1 каркасной конструкции, сборная конструкция 2 имеет по меньшей мере одно отделение 5 с полым пространством 14 (этап 202);
c) приспособление носителя 40 данных с опознавательной отметкой на сборной конструкции 2, чтобы позволять идентифицировать соответствующие CAD-данные (этап 203);
d) считывание носителя 40 данных, приспособленного к сборной конструкции 2, и извлечение CAD-данных сборной конструкции 2 из базы 21 данных (этап 205);
e) определение количества сырья, которое необходимо закладывать в по меньшей мере одно отделение 5 сборной конструкции 2 для образования слоя 8 пеноизоляции предопределенной толщины 15, по извлеченным данным (этап 206);
f) закладка определенного количества сырья в по меньшей мере одно отделение 5 для образования слоя 8 пеноизоляции предопределенной толщины 15 (этап 207);
g) обеспечение вспенивания и отвердевания слоя 8 пеноизоляции в по меньшей мере одном отделении 5 в течение предопределенного периода T (этап 208).
Этап 204 представляет собой факультативный этап, аналогичный этапу 102 на фиг. 4A. Пример устройства 19 для осуществления этого способа представлен на фиг. 11B и фиг. 15B. В этом примере элемент 22 сборки и заполняющий элемент 24 предпочтительно подключены к одной и той же базе 21 данных.
Этап a) может включать преобразование плана 16 здания, которое нужно построить, в компьютерную 3D-модель, представленную для здания CAD-данными, а также разделение этой компьютерной модели на отдельные сегменты 1 каркасной конструкции, представленные CAD-данными для каждого сегмента 1 каркасной конструкции. В контексте этой патентной публикации CAD-данные относятся в большинстве случаев к CAD-данным одного сегмента каркасной конструкции.
Путем использования одних и тех же CAD-данных как для изготовления сборной конструкции 2 (в элементе 22 сборки), так и для ее заполнения (в заполняющем элементе 24), процесс производства может быть существенно автоматизирован, а риск человеческих ошибок сведен к минимуму. Такая передовая форма автоматизации позволяет достигать достаточно высокой производительности, чтобы компенсировать высокие инвестиционные издержки установки. Таким образом, результатом настоящего изобретения является способ и устройство, которое производит для конечного потребителя высококачественные изделия по требованиям заказчика по умеренной цене.
Путем идентификации сборной конструкции 2 и считывания данных носителя 40 данных (фиг. 4A) или извлечения их из соответствующих CAD-данных (фиг. 4B) способ в соответствии с изобретением может использоваться для производства сегментов 1 каркасной конструкции, каждого с различными размерностями, таким образом делая способ чрезвычайно гибким и обеспечивая архитектора здания обширной свободой в плане размерностей и форм. Путем определения по данным настолько точно, насколько это возможно, количества сырья, которое должно закладываться, предотвращается растрата сырья. Все отделения 5 одной сборной конструкции 2 в основном заполняются одинаковой толщиной 15 изоляционного материала 8, но это необязательно. Способ позволяет, чтобы толщина 15 изоляционного слоя 8 была в каждом отделении 5 различной, и даже позволяет для заполнения разных отделений 5 использовать разное сырье. В некоторых случаях может, например, добавляться огнеупорный компонент, а в других – нет.
Изготовление сборной конструкции 2 в соответствии с CAD-данными на этапе b) предпочтительно содержит следующие этапы: - предоставление нескольких балок 10 и разрезание балок 10 на отрезки предопределенной длины; - расположение балок 10 в предопределенном положении и ориентации относительно друг друга; - скрепление балок 10 друг с другом, чтобы образовывать раму 4; - предоставление первой плоской панели 3 с размерностями W, H, которые соответствуют размерностям рамы 4; - скрепление первой плоской панели 3 с рамой 4.
Это показано на фиг. 1-3. Фиг. 1 представляет собой изображение балки 10, которая может использоваться для изготовления рамы 4. Балка 10 может, например, быть полностью деревянной балкой с квадратным или прямоугольным поперечным сечением, но также может быть, например, полой металлической балкой, например, из стали или алюминия. Обычно длину балок 10 необходимо приспосабливать. Это можно делать традиционными способами, такими как, например, распиливание, или другим традиционным способом. Распиленные балки скрепляются друг с другом для образования рамы 4, как показано на фиг. 2. Фиг. 3 представляет собой изображение соответственной первой и/или второй плоской панели 3, 13, которая крепится к раме 4, тем самым образуя замкнутую сборную конструкцию 2, представленную на фиг. 5A или фиг. 6A, или полуоткрытую сборную конструкцию 2, представленную на фиг. 8A или фиг. 9A. Предпочтительно рама 4 является деревянной рамой, поскольку дерево обладает относительной высокой прочностью на сжатие и растяжение, и поскольку дерево плохо проводит тепло, мешая холоду проходить между первой и второй плоскими панелями 3, 13. Более того, дерево содержит поры, к которым материал 8 пеноизоляции может крепко приставать. Преимуществом металлической рамы является то, что она более крепкая и жесткая, чем деревянная, для тех же размерностей. Металл также может обеспечить конструкционную прочность на более продолжительное время в случае пожара. Скрепление балок 10 друг с другом и скрепление первой и второй плоских панелей 3, 13 с рамой 4 может осуществляться, например, гвоздями или проволочными скобами, или свинчиванием, или сваркой, или склеиванием, или любым другим способом, известным специалисту в данной области техники.
ПРИМЕР 1 СПОСОБ С ЗАМКНУТОЙ СБОРНОЙ КОНСТРУКЦИЕЙ:
Первый предпочтительный вариант осуществления способа в соответствии с изобретением иллюстрируется с помощью фиг. 5A-7D, а пример устройства 19 для осуществления этого способа показан на фиг. 11-14.
Фиг. 5A-5C представляют собой изображения сборной конструкции 2 как промежуточного изделия, и предварительно изолированной панели 1 каркасной конструкции как конечного изделия первого предпочтительного варианта осуществления способа в соответствии с изобретением. Здесь отправной точкой является в значительной степени замкнутая сборная конструкция 2, которая содержит первую и вторую плоские панели 3, 13, скрепленные с рамой 4, которая располагается между двумя плоскими панелями 3, 13. Эта сборная конструкция 2 показана на фиг. 5A, на которой часть второй плоской панели 13 не нарисована с иллюстративной целью. Сборная конструкция 2 предпочтительно располагается в лежачем положении, предпочтительно горизонтальном. Сборная конструкция 2 имеет по меньшей мере одно отделение 5, в большинстве случаев – несколько отделений 5, которые образуют полые пространства 14. Чтобы предоставить доступ к каждому отделению 5, которое надо заполнить слоем 8 пеноизоляции, в этом случае имеются отделения 5a, 5b, 5d и 5e, при этом к каждому отделению, подлежащему заполнению, предоставляется отверстие 11. Сборная конструкция 2 предпочтительно снабжается предварительно высверленными отверстиями 11, иначе способ также включает этап создания отверстия 11 в сборной конструкции 2, чтобы позволять закладывать сырье в по меньшей мере одно отделение 5. Эти отверстия 11 следует предпочтительно делать в раме 4 (а не в плоских панелях), поскольку рама 4 больше не видна, когда панель 1 каркасной конструкции установлена в здании, и поскольку это положение более легко доступно, когда сборная конструкция 2 располагается в прессе 31, как будет далее объяснено при обсуждении фиг. 11-14. Факультативно, отверстия 11 могут уже быть сделаны в раме 4 до скрепления с ней плоских панелей 3, 13. Даже возможно предоставлять отверстия 11 уже в балках 10, до того как они соединяются вместе, чтобы образовывать раму 4. Поскольку отделение 5c в этом примере (фиг. 5A) спроектировано для оконного отверстия 50, оно не будет заполняться слоем 8 пеноизоляции. Отделение 5d, таким образом, должно содержать отдельное отверстие 11d, которое в этом случае располагается на противоположной стороне от других отверстий 11a, 11b, 11e. В соответствии с изобретением, количество сырья для каждого отделения 5 точно рассчитывается на основании размерностей L, B, 9 (см. фиг. 2 и фиг. 6C) и формы этого отделения 5 (в этом случае - прямоугольная). На практике это означает определить объем полости, подлежащей заполнению, умноженный на константу, которая зависит от изоляционного материала. Если нужно, это количество далее корректируется на переполнение, например, 0.5% или 1.0%, или 1.5%, или 2.0%, или 5%, или 10%, или более, чтобы минимизировать риск остаточных полых пространств после вспенивания. Использование переполнения является необязательным. Чем больше переполнение, тем больше давление на плоские панели 3, 13, и тем более мощным должен быть пресс 31.
Форма отделений 5 является предпочтительно треугольной или прямоугольной, но возможны и другие формы. Рассчитанное количество сырья затем закладывается в каждое из подлежащих заполнению отделений 5a, 5b, 5d, 5e, предпочтительно путем впрыскивания сырья в них под высоким давлением (например, под давлением выше 100 бар). Сырье затем будет вспениваться и отвердевать. В случае пенополиуретана (также обозначаемого аббревиатурами PUR или PU), вспенивание происходит очень быстро, например обычно в течение порядка 10-30 секунд, но отвердевание обычно требует много больше времени, например обычно порядка 15-60 минут. Во время вспенивания и отвердевания материал 8 пеноизоляции вызывает направленную вовне силу на первую и вторую плоские панели 3, 13, которые должны удерживаться извне, чтобы противодействовать освобождению плит 3, 13. По этой причине на практике замкнутая сборная конструкция 2 располагается в зажимном столе или прессе 31, как будет объяснено в связи с фиг. 12-14. Сжимающие силы предпочтительно поддерживаются настолько долго, насколько долго происходит существенное расширение материала 8 пеноизоляции. Пресс 31 предотвращает, среди прочего, отталкивание плоских панелей 3, 13 от рамы 4, или смещение самых крайних балок 10 наружу между плоскими панелями 3, 13.
Фиг. 5B представляет собой вид в персективе сборной конструкции 2 после вспенивания и отвердевания слоя 8 пеноизоляции, но часть второй плоской панели 13 не нарисована с иллюстративной целью.
Фиг. 5C представляет собой изображение поперечного сечения сборной конструкции 2, представленной на фиг. 5B, в плоскости A-A.
Фиг. 6A-6C представляют собой изображения разновидности первого предпочтительного варианта осуществления способа в соответствии с изобретением, в котором одно или более отделений 5, с соответствующими полыми пространствами 14, также частично используются для установки технических устройств (электропроводки или водопроводных труб), которые традиционно приспосабливаются к внешней стороне второй плоской панели 13, и где, в традиционном способе, третья плоская панель (не показывается) добавляется к сборной конструкции 2, чтобы создавать пустоту, когда требуется полная воздухонепроницаемая конструкция. Однако в соответствии с настоящим изобретением такая третья панель отсутствует, так что материальные затраты уменьшаются, и сегмент каркасной конструкции занимает меньше полезного пространства. Более того, путем установки технических устройств между первой и второй плоскими панелями 3, 13, может быть получен монолитно предварительно изолированный сегмент 1 каркасной конструкции, который является полностью завершенным. Это возможно, когда используется воздухонепроницаемый материал 8 пеноизоляции, такой как, например, пенополиуретан. Фиг. 6A представляет собой изображение примера такой панели 1 каркасной конструкции, но часть второй плоской панели 13 не нарисована с иллюстративной целью. В сегменте 1 каркасной конструкции устанавливается гнездо 49 на второй плоской панели 13 в положении, которое соответствует отделению 5e. Разумеется, множество гнезд 49, например, два или три, или более, могут устанавливаться в том же отделении 5e или в другом отделении. Если рама 4 имеет толщину 9, например, 17 см, и если гнездо 49 имеет толщину, например, 7 см, остается толщина в 10 см для слоя 8 пеноизоляции за гнездом 49, но другие размерности, разумеется, также возможны. Предпочтительно используются специальные огнестойкие гнезда с полыми стенками, которые работают способом, замедляющим пламя. Следовательно, к сырью в этом отделении 5e предпочтительно добавляется известный огнеупорный компонент, чтобы уменьшить риск вспышки или распространения огня. Это представляет интерес не только для особняков, но, в частности, и для многоквартирных домов и больниц, где требуется более высокая степень безопасности, как заложено в стандартах. Такой огнеупорный компонент может быть расположен во всех отделениях 5 или только в отделениях, где также содержатся электрические устройства, поскольку риск воспламенения наиболее высок там, например, вследствие короткого замыкания, и поскольку огнеупорный компонент в целом относительно дорог. С этой целью сборная конструкция 2, представленная на фиг. 6A, снабжается отдельным отделением 5e, так что не надо заполнять все отделение 5a, представленное на фиг. 5A, но только его часть: отделение 5e, представленное на фиг. 6A. Это легко может быть достигнуто добавлением дополнительной балки 10e. Другие конфигурации, разумеется, также возможны, например, отделение 5e может также протягиваться на полную длину W панели 1 каркасной конструкции, что удобно для проведения электрических или других кабелей или линий из одной панели 1 каркасной конструкции к другой.
Фиг. 6B представляет собой изображение сборной конструкции 2, представленной на фиг. 6A (где снова часть второй плоской панели 13 удалена с иллюстративной целью) после заполнения отделений 5, не содержащих электрических устройств, первым сырьем, не содержащим огнеупорный компонент, и заполнения отделения 5e вторым сырьем, включающим огнеупорный компонент.
Фиг. 6C представляет собой изображение поперечного сечения замкнутой сборной конструкции 2, представленной на фиг. 6B, в соответствии с сечением B-B.
Фиг. 7A представляет собой вид в перспективе сегмента 1 каркасной конструкции в соответствии с фиг. 5A до создания отверстия 50 для окна. Фигура 7B представляет собой вид в перспективе сегмента 1 каркасной конструкции в соответствии с фиг. 6C после того, как отверстие 50 для окна создано. Обратите внимание, что обе панели 1 каркасной конструкции привлекательно отделаны, и что отверстия 11 располагаются в раме 4 в положении, которое не будет видимо, когда панель 1 каркасной конструкции будет размещена в здании.
Разумеется, также возможны и другие формы и размерности панелей 1 каркасной конструкции. Фиг. 7C, например, представляет собой изображение сегмента 1 каркасной конструкции с отверстием 51 для двери, а фиг. 7D представляет собой изображение, например, панели 1 каркасной конструкции с двумя скошенными краями в качестве стенки для верхнего этажа здания, но также возможны и другие формы.
ПРИМЕР 2 СПОСОБ С ПОЛУОТКРЫТОЙ СБОРНОЙ КОНСТРУКЦИЕЙ:
Второй предпочтительный вариант осуществления способа в соответствии с изобретением представлен с помощью фиг. 8A-10D, а пример устройства 19 для осуществления этого способа показан на фиг. 15-16.
Фиг. 8A-8C представляют собой изображения сборной конструкции 2 как промежуточного изделия и предварительно изолированного сегмента 1 каркасной конструкции как конечного изделия, полученных с помощью второго предпочтительного варианта осуществления способа в соответствии с настоящим изобретением, при этом толщина 15 слоя пеноизоляции составляет приблизительно 25% от толщины 9 рамы 4.
На фиг. 8A начальной точкой является полуоткрытая сборная конструкция 2 с первой плоской панелью 3, закрепленной на раме 4. Эта сборная конструкция 2 располагается в лежащем положении, предпочтительно горизонтальном. Сборная конструкция 2 содержит по меньшей мере одно отделение 5, в большинстве случаев – несколько отделений 5, при этом первая плоская панель 3 образует нижнюю часть, а балки 10 рамы 4 образуют вертикальные стенки 7. В соответствии со вторым предпочтительным вариантом осуществления способа изобретения отделения 5 должны заполняться, по меньшей мере, частично материалом 8 пеноизоляции желаемой толщины 15. С этой целью количество сырья, которое должно закладываться, чтобы образовывать слой 8 пеноизоляции, рассчитывается на основании размерностей B, L и формы отделения 5, а также предопределенной желаемой толщины 15 слоя 8 пеноизоляции, который должен закладываться в соответствии с планом 16 или спецификацией здания, которое нужно построить. На фиг. 8B эта желаемая толщина 15 составляет приблизительно 25% толщины 9 рамы 4, но предопределенная толщина 15 может быть любой толщиной от 1% до 100%, например, 1%, 5%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, 95%, 100%.
Сырье для слоя 8 пеноизоляции предпочтительно закладывается через сопло 25, которое на фиг. 8B принимает форму распыляющего сопла 25, которое накладывает сырье на нижнюю часть 6 и на вертикальные стенки 7, а также в углах подлежащего заполнению отделения 5, например, путем впрыскивания или распыления. На практике несколько распыляющих сопел 25, расположенных рядом друг с другом, могут использоваться одновременно при заполнении одного отделения 5, и несколько компонентов 5 могут заполняться одновременно. Чтобы контролировать количество закладываемого сырья, каждое распылительное сопло 25 предпочтительно оснащается заслонкой или клапаном 53, который контролируется компьютерной системой 20 заполняющего элемента 24. В соответствии с изобретением количество сырья, которое закладывается в одно отделение 5, точно определяется, и распылительные сопла 25 смещаются над или выше сборной конструкции 2 таким образом, и количество сырья регулируется таким образом, что толщина 15 слоя 8 пеноизоляции, после вспенивания и отвердевания, оптимально соответствует желаемой толщине 15. После того как материал 8 пеноизоляции достаточно вспенился, вторая плоская панель 13 может быть приспособлена и закреплена на сборной конструкции 2, как показано на фиг. 8C.
Обратите внимание, что в этом способе материал пеноизоляции будет приставать только к первой плоской панели 3, но не ко второй плоской панели 13, что означает, что механическая прочность будет меньше, чем у сегмента 1 каркасной конструкции, полученного посредством замкнутой сборной конструкции. Тем не менее, это является интересной альтернативой, поскольку может изготавливаться более быстро и дешево, и никакой пресс 31 не требуется. Факультативно, полое пространство 14 в некоторых отделениях 5 также может частично использоваться здесь для установки технических устройств, таких как электропроводка или водопроводные трубы, тем же образом, как описано выше. Путем расположения этих устройств на внутренней стороне сегмента 1 каркасной конструкции внешнее конструирование и отделка являются ненужными, и можно сэкономить на стоимости монтажа и материалах. Таким образом, снова может быть получен монолитный предварительно изолированный сегмент 1 каркасной конструкции.
Разновидность второго предпочтительного варианта осуществления способа в соответствии с изобретением показывается на фиг. 9A - 9E. Также в этом случае начальной точкой является полуоткрытая сборная конструкция 2, показанная на фиг. 9A. В этом варианте осуществления желаемая толщина 15 изоляционного материала составляет 100% толщины 9 рамы 4, т.е. максимальная изоляция для данной толщины 9 рамы. Поскольку неизбежно будут допуски по реальной высоте вспененного изоляционного материала 8, количество сырья 8 в этом варианте осуществления выбирается так, что слой 8 пеноизоляции выступает во всех точках выше вертикальной стенки 7 отделения 5 (фиг. 9B), предпочтительно немного выше этой вертикальной стенки 7. После вспенивания и отвердевания выступающая часть удаляется, например, резкой или спиливанием (фиг. 9C и фиг. 9D). Путем использования способа в соответствии с изобретением желаемое значение в 100% использования материала приближается настолько близко, насколько возможно, так что нужно срезать настолько мало материала 8 пеноизоляции, насколько возможно, и так что также теряется настолько мало сырья, насколько возможно. Вторая плоская панель 13 затем может быть наложена и прикреплена к сборной конструкции 2, как показано на фиг. 9E. Обратите внимание, что удаление избыточного пеноматериала не было необходимым на фиг. 8B, поскольку толщина 15 была существенно меньше 100%, тогда как удаление необходимо, если желаемая толщина 15 приближается к 100%. В этом примере центральное отделение 5 снова не заполняется слоем 8 пеноизоляции, поскольку это отделение 5 предназначено служить в качестве отверстия 50 для окна (см. фиг. 10B). Заполняющий элемент 24 во время заполнения будет автоматически пропускать это отделение 5, считывая носитель 40 данных, приспособленный к сборной конструкции 2, как описано выше.
Чтобы еще более оптимизировать способ, представленный на фиг. 9A-9E, действительная толщина 15 слоя 8 пеноизоляции, факультативно, измеряется, предпочтительно в множестве мест. Это может достигаться, например, с использованием светового датчика, при этом световой луч, например, параллельный первой плоской панели 3, смещается в верхнем направлении, чтобы определить максимальную высоту слоя 8 пеноизоляции, или с использованием ряда световых датчиков, размещенных один над другим, но также могут использоваться и другие средства, известные специалисту в данной области техники, например одна или более 3D-фотокамер.
Фигура 10A представляет собой вид в перспективе сегмента 1 каркасной конструкции, представленного как на фиг. 8C, так и на фиг. 9E, до создания отверстия 50 для окна, а фиг. 10B – после того, как для окна проделано отверстие 50.
Обратите внимание, что в обоих предпочтительных вариантах осуществления способа в соответствии с изобретением отверстие 50 для окна или 51 для двери также может создаваться заблаговременно в первой и второй плоских панелях 3, 13, до того как они закрепляются на раме 4. Наличие этого отверстия 50, 51 не представляет проблемы для закладки изоляционного материала 8 во время заполнения, поскольку отделение (или отделения) 5, соответствующие отверстию 50, 51, не заполняются материалом изоляции 8 в любом случае. Создавать эти отверстия 50, 51 в плоской панели 3, 13 заранее может быть преимуществом, поскольку это устраняет риск повреждения рамы 4 при создании отверстия 50, 51, например, циркулярной пилой.
Обратите внимание, что извне панели 1 каркасной конструкции (фиг. 10A-10D) нельзя увидеть, насколько толстым является на самом деле нанесенный слой 8 пеноизоляции. Обратите внимание, что эта панель 1 каркасной конструкции привлекательно отделана, и не содержит отверстий 11, через которые закладывалось сырье, что снова обеспечивает эстетическое преимущество над традиционными панелями.
Разумеется, также возможны и другие формы и размерности панелей 1 каркасной конструкции. Например, фиг. 10C представляет собой сегмент 1 каркасной конструкции с отверстием 51 для двери, а фиг. 10D, например, представляет собой изображение сегмента 1 каркасной конструкции с двумя наклонными краями в качестве стенки для верхнего этажа здания. Также, разумеется, возможны другие формы и размерности, и то же самое касается, конечно, рамы 4 и ее соответствующих плоских панелей 3, 13.
ОБЩИЕ ЗАМЕЧАНИЯ
Хотя изобретение также работает для других разновидностей материала 8 пеноизоляции, предпочтительно используется пенополиуретановая изоляция. Именно благодаря, в частности, высокой степени автоматизации возможно использование высококачественного и относительно дорогого изоляционного материала, такого как полиуретан. Более того, путем применения сырья для полиуретана в жидкой форме (в противоположность предварительно вспененным полиуретановым панелям), полиуретан может вспениваться в сборной конструкции 2, таким образом добиваясь хорошего механического сцепления с первой плоской панелью 3, а в случае замкнутой сборной конструкции 2 – также со второй плоской панелью 13, что приносит пользу механическим свойствам панели 1 каркасной конструкции. Полиуретан обладает преимуществом относительно низкого удельного веса (обычно 40 кг/м3), высокого значения термоизоляции (значение лямбда приблизительно 0,023 Вт/м*К) и высокой механической прочности, особенно если используется твердый пенополиуретан. С другой стороны, длительное время отвердевания (обычно 15-45 минут) делает процесс более дорогостоящим, и заполняющий элемент 24, совмещенный с полностью автоматическим элементом сборки, также не является в этом случае логичным сочетанием. Пенополиуретан обычно накладывается посредством станции 18 снабжения с двумя приспосабливаемыми впрыскивающими насосами (не показаны) высокого давления, предпочтительно подключенной к компьютерной системе 20 заполняющего элемента 24. Каждый впрыскивающий насос соединен с резервуаром, при этом один резервуар содержит полиоль, а другой резервуар содержит изоцианат. Компоненты смешиваются в сопле 25. Такие системы впрыска высокого давления доступны на рынке, и поэтому не нуждаются в дальнейшем подробном описании. В контексте настоящего изобретения сырье, например полиоль и изоцианат, предпочтительно применяется (например, впрыскивается) в жидкой форме. Если необходимо, этот пеноматериал может быть сделан огнеупорным путем добавления к сырью известных веществ. Также могут добавляться другие добавки, например, замедлители реакции для отсрочивания реакции между компонентами (например, до 20 с), так что они сначала могут распространиться по нижней части 6 до вступления в химическую реакцию и вспенивания. Использование таких добавок описывается в литературе. Дополнительное преимущество PUR состоит в том, что его величина изоляции не ухудшается или мало ухудшается со временем в результате нежелательного оседания, как это часто случается с мягким изоляционным материалом, таким как стекловолокно или шлаковата, особенно когда он становится влажным. Или, рассматривая по-другому, PUR позволяет получать более тонкую стенку (меньшее значение K на фиг. 9E) с той же механической прочностью и величиной изоляции, чем традиционная панель 1 каркасной конструкции, вследствие своей высокой величины изоляции. В результате уменьшаются затраты на материалы (чем тоньше балки 10, тем ниже затраты на сырье) и транспорт (больше панелей помещается в 1 грузовик). Обратите внимание, что PIR (полиизоцианурат) – это специальная форма PUR, и, следовательно, также очень хорошо подходит для использования в качестве изоляционного материала.
Однако, изобретение также будет работать с другим материалом пеноизоляции, таким как, например, другой изоляционный пеноматериал с замкнутой ячеистой структурой или открытой ячеистой структурой. Изоляционный пеноматериал с замкнутой ячеистой структурой является предпочтительным в этом случае, поскольку он имеет более высокую величину изоляции и, следовательно, лучше подходит для помещений с пассивными системами. По этой причине можно избежать использования традиционной фольги, которая должна делать стенку воздухонепроницаемой и паронепроницаемой. Изоляционный пеноматериал с открытой ячеистой структурой в целом дешевле, но не является стойким к диффузии.
Носитель 40 данных предпочтительно является меткой (например, распечатанной последовательностью букв и цифр), одномерным штрих-кодом или двумерным штрих-кодом, компонентом с магнитной памятью, компонентом с электронной памятью, RF-ID чипом или другим носителем 40 данных, известным специалисту в данной области.
Что касается рассматриваемых материалов, сегмент 1 каркасной конструкции является предпочтительно деревянным сегментом каркасной конструкции, первая плоская панель 3 изготавливается из деревянного или гипсового фибрового картона, к которому крепится деревянная рама 4.
Деревянный и гипсовый фибровый картон – это материалы, которые идеально подходят для использования в этом приложении, поскольку они имеют высокую степень прочности и поскольку их поры обеспечивают хорошее сцепление с материалом 8 пеноизоляции. Факультативно, поверхность плоской панели 3, 13 может быть сделана более грубой, чтобы увеличить сцепление, например, путем пескоструйной обработки плоской панели 3, 13. Однако, также может использоваться твердая плоская панель из другого материала, которая специалистом в данной области техники считается подходящей, например, твердая плоская прессованная изоляционная панель.
Предпочтительно способ в соответствии с изобретением также содержит этап нагрева сырья до или во время вставки в по меньшей мере одно отделение 5, предпочтительно под контролем компьютерной системы 20. Путем точной установки температуры сырья, с одной стороны, параметры процесса можно контролировать более точно, и расчет требуемого количества сырья будет более точным, приводя к еще более меньшим потерям сырья. С другой стороны, вспенивание и отвердевание могут ускоряться нагреванием сырья.
Факультативно, отверстие 11 закрывается после отвердения слоя 8 пеноизоляции путем предоставления и закрепления уплотняющего элемента 35 конической формы, который предоставляется для простого расположения сегмента 1 каркасной конструкции на другой сегмент 1 каркасной конструкции дополняющей формы.
Такой уплотняющий элемент 35 может, например, производиться из металла, такого как алюминий или нержавеющая сталь, или из твердой пластмассы. Если нужно, отверстие сначала просверливается или фрезеруется в панели 1 каркасной конструкции, чтобы получить возможность приспособить уплотняющий элемент 35. Это также касается полуоткрытой сборной конструкции 2, к которой применяется такой конический уплотняющий элемент 35, хотя тогда его уплотнительная функция утрачивается.
Как в первом, так и во втором предпочтительных вариантах осуществления способа в соответствии с изобретением пеноизоляция 8 должна вспениться и отвердеть за предопределенный период T; в первом предпочтительном варианте осуществления это период, после которого могут быть сняты силы сжатия зажимного стола или пресса 31, а во втором предпочтительном варианте осуществления это период, после которого может быть наложена и закреплена вторая плоская панель 13. Этот предопределенный период может быть фиксированным периодом длительностью 1-120 минут, предпочтительно периодом длительностью 10-90 минут, более предпочтительно периодом длительностью 15-60 минут, и еще более предпочтительно – 15-45 минут. Определенные испытания на замкнутой сборной конструкции 2 с сырьем для пенополиуретана показали, что период длительностью 15 минут был слишком коротким, поскольку панель 1 каркасной конструкции все еще выдавливались во время дальнейшего отвердевания. Для данных размерностей отделения 5 и данных параметров процесса специалист в данной области техники может легко определить этот предопределенный период T путем выполнения стандартных экспериментов. Предопределенный период T предпочтительно настолько короток, насколько возможно, чтобы достичь более высокой производительности, но достаточно длительный, чтобы свести к минимуму риск повреждения сегмента каркасной конструкции.
В другом случае этот период T может быть рассчитан на основании размерностей L, B, 9 отделения 5, и, если необходимо, желаемой толщины 15 слоя 8 пеноизоляции, который предстоит наложить, принимая во внимание известные таблицы скоростей реакции и таблицы отвердевания используемого сырья, или известные способы расчета. Путем расчета периода как функции размерностей B, L, 9 отделений 5 панели (или панелей, если в прессе 31 их присутствует больше), скорость производства может быть увеличена еще больше без увеличения риска повреждения. Разумеется, с этой целью сначала должны быть произведены измерения, чтобы откалибровать процесс.
Факультативно, способ в соответствии с изобретением также содержит этап измерения влажности и/или температуры окружающей среды, и измеренная влажность и/или температура окружающей среды также принимается во внимание при расчете предопределенного периода Т.
УСТРОЙСТВО
Изобретение также касается устройства 19 для выполнения вышеописанного способа. Первый и второй предпочтительные варианты осуществления такого устройства 19 для выполнения первого и второго предпочтительных вариантов осуществления способа показаны на фиг. 11-14 и 15-16 соответственно. Фиг. 11A и 15A представляют собой изображения первой разновидности, в которой носитель 40 данных сам содержит данные сборной конструкции 2, фиг. 11B и 15B представляют собой изображения второй разновидности, в которой носитель 40 данных содержит идентификационный код (например, ссылку или номер ссылки) для извлечения CAD-данных сборной конструкции 2 (или ее части) из общей базы 21 данных, факультативно, после преобразования формата.
В дальнейшем объясняются первые общие характеристики устройства 19, после чего следует описание двух предпочтительных вариантов осуществления.
Настоящее изобретение предоставляет устройство 19 для изготовления предварительно изолированного сегмента 1 каркасной конструкции для здания, которое необходимо соорудить, содержащее: - цифровую компьютерную систему 20, подключенную к средству считывания, предоставленному для считывания носителя 40 данных, приспособленного на сборной конструкции 2, которая содержит по меньшей мере одно отделение 5 с полым пространством 14, это отделение, по меньшей мере, частично подлежит заполнению слоем 8 пеноизоляции, при этом носитель 40 данных содержит данные по меньшей мере одного отделения 5, по которым может быть определено количество сырья, требуемого для образования слоя 8 пеноизоляции с предопределенной толщиной 15 в по меньшей мере одном отделении 5; - и при этом цифровая компьютерная система 20 снабжена расчетным элементом и компьютерной программой для определения количества сырья, которое необходимо заложить в по меньшей мере одно отделение 5 для образования слоя 8 пеноизоляции предопределенной толщины 15, на основании данных на носителе 40 данных; - сопло 25 для подачи определенного количества сырья в по меньшей мере одно отделение 5; - станцию 18 снабжения, подключенную к цифровой компьютерной системе 20, для подачи сырья в сопло 25; - таймер (или часы), подключенные к цифровой компьютерной системе 20, для измерения предопределенного периода T во время вспенивания и отвердевания слоя 8 пеноизоляции в по меньшей мере одном отделении 5.
Обратите внимание, что эта форма устройства 19 не обязательно содержит элемент 22 сборки, но содержит заполняющий элемент 24. В большинстве случаев таймер является частью компьютерной системы 20 самого заполняющего элемента 24.
Термин «компьютерная система» относится к одному или более цифровых компьютеров заполняющего элемента 24 и/или элемента 22 сборки, и факультативно также к компьютеру, который содержит программу построения чертежей для создания CAD-данных. Этот цифровой компьютер (эти компьютеры) могут быть или могут не быть соединены друг с другом. На фиг. 11 и 15 это представлено абстрактно блоком с ссылочной позицией 20. «Компьютерная программа» для этой компьютерной системы 20 может, следовательно, состоять из одного или нескольких фрагментов кода.
Факультативно, устройство 19 может содержать элемент 22 сборки для изготовления сборной конструкции 2 для образования сегмента 1 каркасной конструкции; и – средство идентификации для предоставления данных, относящихся к по меньшей мере одному отделению 5, на носитель 40 данных.
Средство идентификации может, например, содержать принтер меток или лазерный резчик, который может выжигать строку буквенно-цифровых символов или число непосредственно на раме 4, или принтер штрих-кодов, или окрасочный пистолет, или записывающее устройство RFID, или электрическое/магнитное записывающее устройство и т.п.
Средство считывания может, например, содержать лазерный сканер, считывающее устройство одномерных или двумерных штрих-кодов, фотоаппарат, считывающее устройство магнитных карт, считывающее устройство электронных карт или считывающее устройство RF-ID чипов, или любое другое средство считывания, известное специалисту в данной области техники. Средство считывания соединяется с цифровой компьютерной системой 20 и содержит программные процедуры, необходимые для интерпретации считанных данных. Средство считывания может активироваться и смещаться к носителю 40 данных автоматически или оператором заполняющего элемента 19.
В одном варианте осуществления устройство 19 также содержит базу 21 данных, подключенную к цифровой компьютерной системе 20, в которой CAD-данные как цифровое представление компьютерной 3D-модели сборной конструкции 2 содержатся под идентификационным кодом, который накладывается на носитель данных 40, и при этом предусматривается, что цифровая компьютерная система 20 извлекает CAD-данные (или их часть) из базы 21 данных на основании идентификационного кода.
Как обозначено выше, CAD-данные в целом непосредственно генерируются программой построения чертежей, в соответствии с планом 16 здания, которое необходимо построить, но также могут быть его производными (например, преобразованием формата). Важно, чтобы данные были согласующимися. База 21 данных может быть, например, внутренним или внешним жестким диском, подключенным к компьютерной системе 20.
В одном варианте осуществления устройство 19 содержит как заполняющий элемент 24, так и элемент 22 сборки. В этом случае элемент 22 сборки также предпочтительно подключается к базе 21 данных. Предпочтительно элемент 22 сборки содержит: - средство подачи (например, конвейерную ленту) для подачи нескольких балок 10; - средство распиливания (например, циркулярную пилу, ЧПУ пилу) для распиливания балок 10 на отрезки предопределенной длины; - средство позиционирования (например, роботизированную руку) для расположения балок 10 в предопределенном положении и ориентации относительно друг друга; - крепежное средство (например, пневматический элемент для вбивания гвоздей) для скрепления балок 10 друг с другом, чтобы образовывать раму 4; - средство подачи для подачи первой плоской панели 3 с размерностями W, H, соответствующими размерностям рамы 4; - средство позиционирования для расположения и ориентации первой плоской панели на раме 4, и крепежное средство (например, пневматический элемент для вбивания гвоздей) для скрепления первой плоской панели 3 с рамой 4, полностью в соответствии с CAD-данными.
Как описано выше, автоматические элементы 22 сборки доступны на рынке. Путем совмещения элемента 22 сборки с заполняющим элементом 24 в соответствии с изобретением и путем использования ими одинаковых (или конвертированных) CAD-данных возможно предоставить интегрированное и полностью автоматическое устройство производства, преимущества которого уже упоминались выше.
Станция 18 снабжения предпочтительно предоставляется для подачи по меньшей мере одного жидкого сырья.
Станция 18 снабжения предпочтительно предоставляется для подачи полиоля и изоцианата для образования пенополиуретана. Если необходимо, к ним может добавляться огнеупорный компонент, этот выбор может, факультативно, производиться для каждого отделения 5.
Факультативно, устройство 19 также содержит средство нагрева (не показано) для нагрева сырья.
Факультативно, устройство 19 также содержит нагнетатели горячего воздуха для нагрева панелей 1 каркасной конструкции до закладки в них сырья. В обычной реализации имеется четыре таких нагнетателя горячего воздуха, каждый мощностью примерно 12 кВт, но также возможно и другое число нагнетателей воздуха, или нагнетатели воздуха другой мощности.
Определенное количество сырья может, например, накладываться путем контролирования одной или более заслонок или клапанов 53 с помощью компьютерной системы 20 для регулирования скорости потока и/или путем активации впрыскивающих насосов резервуаров 17.
ПРИМЕР 1: УСТРОЙСТВО ДЛЯ СПОСОБА С ЗАМКНУТОЙ СБОРНОЙ КОНСТРУКЦИЕЙ
Фиг. 11A и фиг. 11B представляют собой изображения структурной схемы первого предпочтительного варианта осуществления устройства 19, при помощи которого замкнутая сборная конструкция 2 предоставляется в виде промежуточного изделия в заполняющий элемент 24. Различие между фиг. 11A и фиг. 11B состоит в том, что носитель 40 данных, приспособленный к сборной конструкции 2 на фиг. 11A, сам содержит данные для определения требующегося сырья, тогда как на фиг. 11B их необходимо извлекать из базы 21 данных. Если только ясно не указано иное, все, что описано для фиг. 11A, также относится к фиг. 11B, и vice versa. Фиг. 11 относится как к фиг. 11A, так и к фиг. 11B.
Фиг. 11-14 представляют изображения полностью автоматического и контролируемого компьютером устройства 19, хотя для изобретения это и не обязательно. Определенные части также могут контролироваться вручную, как, например, помещение одной или нескольких сборных конструкций 2 в пресс 31, как будет описано далее. Также нужно обратить внимание, что элемент 22 сборки не обязательно является частью устройства 19 в соответствии с изобретением.
Работа устройства 19, представленного на фиг. 11, происходит следующим образом. В нижней части фиг. 11 схематически показано, что начальной точкой является план 16 здания, которое необходимо построить. «План» также называется «спецификацией». Эти данные конвертируются в CAD-чертеж (например, чертежником), с помощью мощной программы построения чертежей, и CAD-данные сохраняются в базе 21 данных, например на сетевом диске. Преобразование плана 16 в CAD-данные может, факультативно, происходить на отдельном компьютере в отдельном месте, но в конечном итоге CAD-данные сохраняются в базе 21 данных, которая подключена к элементу 22 сборки, и факультативно также к заполняющему элементу 24 (фиг. 11B), так что оба элемента 22, 24 обладают согласующимися данными. Как описано выше, последнее также можно осуществить путем передачи релевантных данных от элемента 22 сборки заполняющему элементу 24 посредством носителя 40 данных, приспособленного на самой сборной конструкции 2.
Элемент 22 сборки показан на левой части фиг. 11. Для понимания настоящего изобретения достаточно знать, что балки 10 и плоские панели 3, 13 подаются на элемент 22 сборки, и что производятся готовые к использованию в значительной степени замкнутые сборные конструкции 2. Такие сборочные машины поставляются на рынок компанией Weinmann®, так что никакое подробное объяснение не требуется. Результатом является сборная конструкция 2, как показанная на фиг. 4A, где часть второй панели 13 не показывается с иллюстративной целью. Сборная конструкция 2 затем оснащается носителем 40 данных, например, штрих-кодом 40, по которому можно определить количество сырья, требующегося для образования изоляционного слоя 8 предопределенной толщины 15 в по меньшей мере одном отделении 5.
Если никакие отверстия 11 в полых пространствах 14, подлежащих заполнению, еще не были предусмотрены в сборной конструкции 2, их положения X1, X2, X4 (фиг. 14) определяются на основании данных на носителе 40 данных, и эти отверстия 11 создаются в сборной конструкции 2 открывающим средством, например дрелью или фрезой. Эти отверстия 11 предпочтительно предоставляются в раме 4, а не в плоских панелях 3, 13.
Сборная конструкция 2 может факультативно наклоняться или переворачиваться средством 23 позиционирования, таким как поставляется на рынок, например, компанией Weinmann® под названием «поворотный стол типа бабочки». Факультативно, сборная конструкция 2 может временно храниться в области промежуточного хранения (не показывается).
В центре фиг. 11 сборная конструкция 2 вводится в лежащем положении в заполняющий элемент 24 посредством подающего стола 32. Этот подающий стол 32 может, например, содержать ролики, которые приводятся в действие вручную (оператором) или автоматически компьютерной системой 20. Сборная конструкция 2 затем подается на пресс 31 (также называемый зажимным столом или удерживающим столом). Во время или до, или после подачи на заполняющий элемент 24 носитель 40 данных (например, штрих-код) считывается, и определяются данные отделений 5, подлежащих заполнению.
Извлеченные данные могут, например, содержать число и положения отделений 5, подлежащих заполнению, форму (например, треугольную или прямоугольную) и размерности (например, длину L, ширину B, высоту 9) каждого отделения 5, и положения X1, X2, X4 отверстий 11 (фиг. 14). По форме и размерностям каждого компонента 5, подлежащего заполнению, компьютерная система 20 рассчитывает объем полых пространств 14, и из этого рассчитывает количество сырья, которое необходимо заложить. Это может осуществляться с помощью справочной таблицы или с помощью математической формулы, с учетом любых добавок.
Фиг. 11 показывает (в центре в верхней части) станцию 18 снабжения с двумя резервуарами 17, являющимися емкостями сырья. Полиуретан, например, образуется смесью двух жидкостей: изоцианата и полиоля, факультативно с добавлением добавок. PU -станции доступны на рынке, и информация об этом имеется в свободном доступе, и поэтому здесь не требует дальнейшего объяснения.
Фиг. 12 показывает (справа) пример подающего стола 32, на котором сборная конструкция 2 с носителем 40 данных готова для вставки в пресс 31 (слева).
Фиг. 13 представляет собой более подробное изображение примера пресса 31. Сборная конструкция 2 затем вставляется между первой (нижней) прижимной плитой 33 и второй (верхней) прижимной плитой 34 пресса 31, и прижимается к концевым упорам 52 (например, пневматическим поршнем, не показывается). Прижимные плиты 33, 34 предоставляются для приложения сил сжатия к первой и второй плоским панелям 3, 13 сборной конструкции 2 в направлении рамы 4. На фиг. 13 верхняя прижимная плита 34 является неподвижной плитой, и имеется три нижних прижимных плиты 33, которые могут перемещаться вверх шестернями 39, приводимыми в движение мотором и обычным приводным валом, таким образом зажимая сборную конструкцию 2. Прижимные плиты 33, 34 являются предпочтительно металлическими плитами, например, сделанными из стали или нержавеющей стали.
Пресс 31 также содержит два сопла 25, которые на фиг. 13 имеют вид двух впрыскивающих сопел 25A, 25B для впрыскивания сырья в отверстия 11. Положения X1, X2, X4 отверстий 11 первой сборной конструкции 2 (см. фиг. 14, сборная конструкция слева внизу) определяются по данным на носителе 40 данных (непосредственно или косвенно путем извлечения CAD-данных), и впрыскивающие сопла 25 располагаются в отверстиях 11 сборной конструкции 2 или перед ними. Для этого впрыскивающие сопла 25A, 25B устанавливаются на одной или двух тележках 37, которые могут перемещаться в направлении X по рельсам сверху зажимного стола 31, и с помощью первого и второго средств 41, 42 позиционирования (например, моторов или поршней и т.п., не показывается) также в направлениях Y и Z. Однако также могут использоваться другие варианты осуществления из известного уровня техники для перемещения впрыскивающих сопел 25, известные специалисту в данной области техники, например роботизированная рука. Устройство 19, показанное на фиг. 13, содержит тележку 37 с двумя впрыскивающими соплами 25A, 25B, по одному на каждой стороне зажимного стола 31. Тележки 37 могут быть соединены друг с другом или могут приводиться в движение по отдельности.
Когда несколько сборных конструкций 2a, 2b, 2c, 2d помещаются в пресс одновременно (фиг. 14), специалисту в данной области техники ясно, что извлеченное положение отверстий 11, например X6, следует рассматривать как положение относительно сборной конструкции 2b, к которой оно относится. Для того чтобы узнать абсолютное положение отверстия 11a относительно пресса 31, к нему необходимо добавить длину W1 первой сборной конструкции 2a, предполагая, что абсолютное положение концевого упора 52 равняется нулю. Для того чтобы узнать абсолютное положение отверстий расположенной выше сборной конструкции 2d, необходимо учитывать высоту K1 нижележащих сборных конструкций 2a, 2b и длину W3 смежной сборной конструкции 2c, наряду с относительным положением X8, Z2 отверстия 11d. Абсолютное положение 11d относительно пресса 31, следовательно, составляет X8+W3, K1+Z2. Форма концевых упоров 52 представлена только схематически, и на практике они могут реализовываться другим образом.
Взаимные положения сборных конструкций 2a-2d в прессе 31 могут быть установлены автоматически, полуавтоматически или вручную, т.е. оператором. В автоматической конфигурации сборные конструкции 2 могут, например, сканироваться, пока они смещаются на подающем столе 32 по направлению к прессу 31. В другом случае сборные конструкции 2 могут сначала помещаться в пресс 31, и, например, лазерный луч может искать (сканировать), какие сборные конструкции 2a-2d располагаются в прессе 31 и где именно. Полуавтоматическая конфигурация может, например, вводиться оператором, который последовательно сканирует метки 40a-40d ручным сканером и после каждого сканирования указывает, где в прессе 31 располагается отсканированная сборная конструкция 2, например «внизу слева», не имея необходимости вводить точные данные, что является более быстрым и гораздо менее подвержено ошибкам. Разумеется, специалист в данной области техники легко придумает варианты этого. После того, как сборные конструкции 1a-1d идентифицированы, компьютерная система заполняющего элемента 24 может рассчитывать положения отверстия 11 на обеих сторонах пресса 31, а также количество сырья, которое необходимо впрыскивать в каждое положение 11. То, что оператор сам не обязан программировать заполняющий элемент 24 (например, точные положения отверстий 11, какие из отделений 5 должны заполняться, а какие нет, и сколько необходимо впрыснуть в каждое отделение), является значительным преимуществом. Обратите внимание, что отделения 5, которые не должны заполняться, определяются автоматически, и поэтому оператору нет необходимости их вводить.
Факультативно, сначала в отверстия 11 вдувается горячий воздух, чтобы предварительно разогреть воздух в полос пространстве 14, чтобы способствовать распространению сырья и пены. Также возможно нагревать прижимные плиты 33, 34, например, путем нагнетания горячего воздуха или путем обеспечения протока горячей воды в прижимных плитах 33, 34, так что нагревается вся сборная конструкция 2. Затем рассчитанное количество сырья впрыскивается в каждое отверстие 11 отделений 5, подлежащих заполнению, с их полыми пространствами 14. Жидкое сырье в этом случае предпочтительно подается по шлангам 38, поскольку на практике «влажная часть» устройства 19, в частности станция 18 снабжения PU, предпочтительно устанавливается в отдельном месте. Факультативно, может добавляться огнестойкое сырье, количество которого также рассчитывается. После впрыскивания сырья впрыскивающие сопла 25 удаляются из сборной конструкции 2, так что отверстия 11 свободны для выхода любого избыточного пеноматериала 8. В соответствии с изобретением это избыточное количество пеноматериала 8 будет минимальным. Сырье будет вступать в реакцию одно с другим, образуя пенополиуретан, который будет пениться и медленно отвердевать. Во время этого отвердевания давление будет воздействовать на первую и вторую плоские панели 3, 13, силам сжатия которого противодействуют прижимные плиты 33, 34, которые в течение определенного периода T остаются прижатыми к сборной конструкции 2. Прижимные плиты на фиг. 13 могут прикладывать к сборной конструкции 2 силу сжатия величиной, например, 1,0-4,0 кг/см2, например, 1,6 кг/см2, но также возможны и другие давления. Предопределенный период T может быть фиксированным периодом или может рассчитываться по извлеченным данным сборных конструкций, расположенных в прессе 31. В случае, когда в прессе 31 одновременно располагается множество сборных конструкций 2, разумеется, до открытия пресса необходимо учитывать наибольшую величину T. После предопределенного периода T нижняя прижимная плита 33 снова отводится вниз, и предварительно изолированную панель 1 каркасной конструкции можно вынимать из зажимного стола 31, таким образом получая сегмент 1 каркасной конструкции, наподобие показанного на фиг. 7A.
Тем не менее, возможна и дальнейшая оптимизация. Для этого, как понятно из испытаний, заполнение отделений с существенно различными размерностями не может выполняться до оптимальной степени с применением лишь одного единственного способа. Например, «длинное узкое» отделение с размерностями, например, 20 см x 20 см x 280 см следует предпочтительно заполнять не так, как «небольшое квадратное» отделение с размерностями, например, 60 см x 60 см x 20 см, чтобы достичь хорошего заполнения и вспенивания.
Для этого устройство 19 предпочтительно имеет калибровочное состояние и производственное состояние, и память, - в соответствии с чем цифровая компьютерная система 20 снабжается первым фрагментом программного кода для хранения в памяти списка отделений 5 с их размерностями L, B, 9, вместе с подходящими параметрами процесса для закладки сырья в эти отделения 5, когда устройство находится в калибровочном состоянии; - и в соответствии с чем цифровая компьютерная система 20 снабжается вторым фрагментом программного кода для определения параметров процесса для закладки определенного количества сырья в по меньшей мере одно отделение 5 на основании размерностей L, B, 9 по меньшей мере одного отделения 5 и на основании списка в памяти, когда устройство находится в производственном состоянии.
Путем формирования списка тестовых шаблонов (отделений 5 с их размерностями L, B, 9) вместе со связанными подходящими (оптимизированными) параметрами процесса для закладки сырья в отделения и путем сохранения этого списка в памяти во время калибровочного состояния устройства 19 наилучшее соответствие для каждого отделения 5, подлежащего заполнению, имеющего конкретные размерности, можно искать среди хранящихся тестовых шаблонов во время производственного состояния для определения параметров процесса для закладки количества сырья. Факультативно, параметры процесса могут вычисляться путем интерполяции между двумя или более тестовыми шаблонами. Результирующие параметры процесса затем используются при заполнении, чтобы получать в значительной степени оптимальный результат (этап 105 на фиг. 4A или этап 207 на фиг. 4B). Во время калибровочной фазы, например, несколько тестовых сборных конструкций 2 с отделениями 5 различных размерностей (например, длиной L, изменяющейся от 20 см до 60 м с шагом в 10 см, и глубиной B, изменяющейся от 40 до 280 см с шагом в 20 см, и толщиной 9, изменяющейся от 15 см до 30 см с шагом в 5 см) может заполняться двумя или более способами с различными параметрами процесса, и качество слоя 8 пеноизоляции может исследоваться, например, разрушающим испытанием или термографией, или любым другим способом, известным специалисту в данной области техники. Параметры процесса, дающие наилучший результат, удерживаются и сохраняются в памяти. Параметры процесса могут, например, включать: число впрыскиваний в отделение 5 (например, «1», если все количество сырья закладывается за один раз, или «2», если впрыскивание определенного количества выполняется в два этапа), время между 2 этапами, процентное отношение сырья, которое впрыскивается на каждом этапе, тип сопла 25, используемого для каждого впрыскивания, насколько глубоко сопло 25 располагается внутри отверстия 11 рамы 4, используемое для каждого впрыскивания давление, температура сырья, используемое переполнение О и т.п. Чтобы ограничить число испытаний до разумного числа, при этом, разумеется, может использоваться эвристика. Главным преимуществом этого является то, что заполняющий элемент 24 использует (в значительной степени) оптимальные параметры процесса для каждого отделения 5 (в значительной степени) произвольной размерности. Такой заполняющий элемент 24 может, например, содержать два или три типа сопел 25, которые устанавливаются на обеих сторонах пресса 31 на одной или большем количестве тележек 37. Разумеется, компьютерная система 20, контролирующая все это, снабжается необходимыми фрагментами программного кода.
Если необходимо, отверстие 50, 51 для окна и/или двери затем проделывается в сегменте 1 каркасной конструкции с помощью средства 30 отделки (справа на фиг. 11), например, с помощью циркулярной пилы. В результате получается предварительно изолированная панель 1 каркасной конструкции, как показанная на фиг. 7A-7D, которую можно транспортировать на место.
Факультативно, устройство 19 также содержит закрывающее средство (не показывается) для приспособления и закрепления уплотняющего элемента 35 на сборной конструкции 2 в положении отверстия 11.
Типичными размерностями для панели 1 каркасной конструкции в соответствии с изобретением, являются, например, W= 0,20 – 15,00 метров длиной x H = 0,50 – 6,00 м высотой x K = 6,0 – 35,0 см толщиной, со всеми сочетаниями промежуточных значений. Типичная длина отделения составляет 40,0 – 60,0 см. Подающий стол 32 (фиг. 11) может, например, иметь длину 12 метров, но другие размерности, меньшие или большие чем 12 м, также возможны, например 15 метров. Подающий стол 32 может, например, использоваться в качестве буфера для хранения следующей панели 1 каркасной конструкции, до тех пор пока зажимный стол снова не освободится.
На фиг. 14 показывается, как несколько сборных конструкций 2 могут располагаться в прессе 31 рядом и/или друг на друге. В этом случае предпочтительно, подающий стол 32 может смещаться в вертикальном направлении (Z) (например, электрически или пневматически, или гидравлически) между нижним и верхним положением. Размещение четырех сборных конструкций 2a-2d затем может, например, выполняться следующим образом: сначала нижние сборные конструкции 2a, 2b вставляются в пресс 31 на нормальной высоте, при этом сборная конструкция 2a располагается рядом с концевым упором 52a, а сборная конструкция 2b – рядом со сборной конструкцией 2a. Затем сборная конструкция 2c располагается на подающем столе 32, подающий стол 32 перемещается в верхнее положение (на высоту K1), и сборная конструкция 2c заталкивается в пресс сверху сборных конструкций 2a и 2b к концевому упору 52b, затем подающий стол 32 опускается обратно на свою нормальную высоту для получения сборной конструкции 2d, подающий стол 32 перемещается снова в свое верхнее положение, и сборная конструкция 2d заталкивается рядом со сборной конструкцией 2c.
Вместо пресса 31, показанного на фиг. 13, также может использоваться пресс с нижней прижимной плитой, которая неподвижна, и с верхней прижимной плитой 34, которая может смещаться с помощью гидравлических поршней. Однако могут использоваться и другие варианты осуществления для приложения сил сжатия, известные специалисту в данной области техники.
Испытания, в которых сырье для PU впрыскивалось при давлении в почти 100 бар, показали, что таким способом могут быть заполнены в значительной степени совершенно даже узкие полые пространства с размерностями 6 см x 380 см x 17 см.
ПРИМЕР 2: УСТРОЙСТВО ДЛЯ СПОСОБА С ПОЛУОТКРЫТОЙ СБОРНОЙ КОНСТРУКЦИЕЙ
Фиг. 15A и 15B представляют собой изображения двух разновидностей структурных схем второго предпочтительного варианта осуществления устройства 19 в соответствии с изобретением. Разница между устройством на фиг. 15A и 15B снова состоит в том, что в одном случае носитель 40 данных сам содержит данные сборной конструкции 2 (фиг. 15A), тогда как на фиг. 15B они должны извлекаться из базы 21 данных. Эта структурная схема очень похожа на представленную на фиг. 11, поэтому будут описаны только наиболее существенные различия.
На левой стороне фиг. 15 показан элемент 22 сборки, похожий на представленный на фиг. 11, за исключением того, что этот производит полуоткрытую сборную конструкцию 2, с первой плоской панелью 3, закрепленной на раме 4. Сборная конструкция 2 может факультативно наклоняться или переворачиваться средством 23 позиционирования (например, «поворотным столом типа бабочки»). Факультативно, сборная конструкция 2 может временно складываться в области промежуточного хранения (не показывается).
В центре фиг. 15 сборная конструкция принимается и подается на заполняющий элемент 24. На сборной конструкции 2 приспособлен, например, 2-мерный штрих-код 40, который считывается устройством считывания штрих-кодов. Компьютерная система (или компьютер) заполняющего элемента 24, подключенная к считывающему устройству штрих-кодов, считывает данные этой сборной конструкции 2 или извлекает CAD-данные из базы 21 данных, как описано выше. Эти данные содержат, среди прочего, число и положение подлежащих заполнению отделений 5 (см. фиг. 16) и форму и размерности каждого подлежащего заполнению отделения 5, и факультативно также желаемую толщину 15 слоя 8 пеноизоляции, который должен накладываться в каждое отделение 5, если она отличается от 100%. По этим данным компьютерная система 20 рассчитывает объем слоя 8 пеноизоляции, который надо наложить, и вычисляет из этого количество сырья, которое необходимо заложить, с помощью справочной таблицы или математической формулы.
В отличие от первого предпочтительного варианта осуществления (фиг. 11), здесь в раме 4 нет необходимости делать никаких отверстий 11, и сборную конструкцию не нужно зажимать в прессе 31. Заполнение заполняющим элементом 24 для этого устройства 19 схематически представлено на фиг. 8B. Заполняющий элемент 24 содержит по меньшей мере одно сопло 25, которое во втором варианте осуществления устройства 19 принимает вид, например, распыляющего сопла 25, которое располагается над подлежащим заполнению отделением 5, так что оно способно закладывать туда определенное количество сырья и распределять его равномерно по отделению 5, как по нижней части 6, так и по вертикальным стенкам 7. В другом случае сборная конструкция 2 смещается под по меньшей мере одним соплом или распыляющим соплом 25. Предпочтительно одновременно используется несколько сопел или распыляющих сопел 25. Подача сырья может, например, регулироваться открытием или закрытием заслонок или клапанов 53. В соответствии с изобретением используемое количество сырья будет определяться так, что желаемая толщина 15 слоя 8 пеноизоляции приближается настолько, насколько возможно. После того как сырье заложено, слой пеноизоляции, например, пенополиуретан, будет вспениваться и медленно затвердевать. Это вспенивание без второй плоской панели 13 называется свободным вспениванием, и, если используется одно и то же сырье, плотность пеноматериала в этом случае будет ниже, чем в случае замкнутой сборной конструкции 2.
Факультативно, это устройство 19 также содержит средство 27 удаления, схематически представленное на фиг. 9C, для удаления части слоя 8 пеноизоляции, которая выступает над вертикальной стенкой 7 рамы 4. Это, в частности, необходимо, когда желаемая высота 15 слоя 8 пеноизоляции приближается к толщине 9 рамы более близко. Средство удаления может, например, представлять собой ленточную пилу.
ОБЩИЕ ПОЛОЖЕНИЯ
Как описано выше, устройство 19 содержит таймер, в большинстве случаев как часть компьютерной системы 20, для измерения предопределенного периода T, после которого в одном случае пресс 31 раскрывается, а в другом – вторая плоская панель 13 приспосабливается к раме 4 и скрепляется с ней. Этот период T может быть фиксированным периодом или может быть расчетным периодом. В последнем случае компьютер предпочтительно снабжается фрагментом программного кода для вычисления периода T на основании размерностей L, B, 9 (в случае замкнутой сборной конструкции) или размерностей L, B и предопределенной толщины 15 (в случае полуоткрытой сборной конструкции) для установки таймера, если используется.
Факультативно, устройство 19 также может содержать датчик для измерения влажности и/или температуры окружающей среды заполняющего элемента 24, и измеренная влажность и/или измеренная температура окружающей среды учитываются при расчете периода T.
КОМПЬЮТЕРНАЯ ПРОГРАММА
Изобретение также относится к компьютерной программе, непосредственно загружаемой во внутреннюю память цифровой компьютерной системы 20 устройства 19 в соответствии с изобретением, содержащей фрагменты программного кода для осуществления этапов способа, описанных выше.
В своей наипростейшей форме такая компьютерная программа будет содержать фрагменты кода:
- для активации средств считывания (например, устройства считывания штрих-кодов) для считывания данных на носителе 40 данных и/или извлечения CAD-данных из базы 21 данных;
- для определения количества сырья, которое должно закладываться в по меньшей мере одно отделение 5 сборной конструкции 2 для образования слоя 8 пеноизоляции предопределенной толщины 15 в соответствии с планом;
- для программирования таймера для закладки определенного количества сырья.
В более широкой форме компьютерная программа может также содержать фрагменты программного кода для выполнения одной или нескольких из следующих задач:
- активации заслонок или клапанов 53 для закладки сырья в по меньшей мере одно отделение;
- расчета положений отверстий 11 отделений 5 и для приведения в действие тележки 37 и средств 41, 42 позиционирования для смещения сопла 25;
- активации насосов станции 18 снабжения;
- активации средства нагрева станции 18 снабжения;
- активации пресса 31 для его открытия/закрытия;
- активации подающего стола 32;
- активации закрывающего средства для приспособления и закрепления уплотняющего элемента 35;
- активации крепежного средства 26 для приспособления и закрепления второй плоской панели 13 на полуоткрытой сборной конструкции 2;
- активации средства 27 удаления для удаления части слоя 8 пеноизоляции, которая выступает над вертикальной стенкой 7 рамы 4;
- считывания датчиков 29 для измерения влажности и/или температуры окружающей среды.
Из описания и графических материалов специалисту в данной области техники понятно, что в качестве наиболее важных преимуществ способа и устройства 19 в соответствии с изобретением может быть упомянуто, что имеется меньше потерь изоляционного материала 8 вследствие того, что количество изоляционного материала 8 приспосабливается к подлежащим заполнению полостям, и что риск повреждения панели в результате расширения пеноматериала устраняется. Способ в соответствии с изобретением обеспечивает дополнительное преимущество, состоящее в том, что он может быть значительно автоматизирован, и что ошибки между элементом сборки и заполняющим элементом устраняются путем использования носителя данных, позволяющего извлекать данные о сборной конструкции. Кроме того, панели каркасной конструкции в соответствии с изобретением имеют лучшую отделку, поскольку нет необходимости делать и герметично уплотнять никаких отверстий в видимых местах, тем самым существенно уменьшая трудозатраты. Путем использования высококачественного материала пеноизоляции, такого как полиуретан, предоставляется панель каркасной конструкции с особенно благоприятными свойствами (термическими, механическими), с меньшими потерями сырья. Описанные способ и устройство особенно подходят для производства так называемых помещений без активных систем, или помещений с нулевым потреблением энергии, с сильно отличающимися формами и размерностями, экономным образом, несмотря на громадные инвестиционные издержки на устройство, несмотря на относительно долгое время ожидания вспенивания и отвердевания материала пеноизоляции, и несмотря на относительно высокую стоимость сырья.
Хотя настоящее изобретение описано на основании конкретных предпочтительных вариантов осуществления, будет понятно, что различные модификации этих вариантов осуществления могут производиться без отхода от объема защиты изобретения, как изложено в формуле изобретения. Следовательно, описание и графические материалы следует рассматривать в иллюстративном смысле, а не в ограничительном.
Реферат
Способ и устройство для изготовления предварительно изолированного сегмента (1) каркасной конструкции для постройки зданий, где предоставляется сборная конструкция (2) с полым пространством (14), к которому приспосабливается носитель данных (40), содержащий данные, по которым может быть определено количество сырья, требуемого для образования слоя пеноизоляции некоторой толщины (15) в полом пространстве (14), это количество рассчитывается, и это сырье загружается в полое пространство (14) и вспенивается и отвердевает там на протяжении периода (T). 2 н. и 12 з.п. ф-лы, 35 ил.
Комментарии