Гипсокартонная плита с перфорированным покровным листом и система и способ ее изготовления - RU2748593C2
Код документа: RU2748593C2
Чертежи






Описание
УРОВЕНЬ ТЕХНИКИ
[0001] Данное изобретение относится к процессам непрерывного изготовления гипсокартонных плит и, более конкретно, к системе и способу изготовления гипсокартонных плит с перфорированным покровным листом.
[0002] Во многих типах цементных изделий отвержденный гипс (дигидрат сульфата кальция) часто является главным компонентом. Например, отвержденный гипс является главным компонентом конечных продуктов, созданных с использованием традиционных штукатурок (например, внутренних стен зданий с нанесенной штукатуркой), а также гипсокартона с облицовкой, который используется в типичных гипсокартонных конструкциях внутренних стен и потолков зданий. Кроме того, отвержденный гипс является главным компонентом многослойных плит и изделий из гипса/целлюлозного волокна, как, например, описано в патенте США №5 320 677. Обычно такие гипсосодержащие цементные продукты получают путем приготовления смеси обожженного гипса (альфа- или бета-полугидрата сульфата кальция и/или ангидрита сульфата кальция), воды и других компонентов, в зависимости от обстоятельств, для образования цементной суспензии. Цементная суспензия и необходимые добавки часто смешиваются в смесителе непрерывного действия, как описано, например, в патенте США №3 359 146.
[0003] В типичном процессе изготовления гипсокартона, гипсокартон получают путем равномерного диспергирования обожженного гипса (обычно называемого «штукатурным гипсом») в воде с образованием водной суспензии обожженного гипса. Водную суспензию обожженного гипса обычно получают непрерывным способом путем введения штукатурного гипса, воды и других добавок в смеситель, который содержит средства для перемешивания содержимого с образованием однородной суспензии гипса. Суспензия непрерывно направляется к выпускному отверстию смесителя и проходит через него в выпускной трубопровод, соединенный с выпускным отверстием смесителя. Водную пену можно объединять с водной суспензией обожженного гипса в смесителе и/или в выпускном трубопроводе. Поток вспененной суспензии проходит через выпускной трубопровод, из которого он непрерывно наносится на движущееся полотно материала покровного листа (то есть на лицевом листе), поддерживаемом формующим столом. Вспененная суспензия может распространяться на продвигающийся лицевой лист. Второе полотно материала покровного листа (то есть заднего листа) прикладывают для покрытия вспененной суспензии и формирования многослойной структуры непрерывной заготовки стеновой плиты. Заготовка стеновой плиты подвергается формованию, например, на обычной станции формования, для получения требуемой толщины.
[0004] Обожженный гипс вступает в реакцию с водой в заготовке стеновой плиты с образованием матрицы из кристаллического гидратированного гипса или дигидрата сульфата кальция и отвердевает по мере того, как транспортер перемещает заготовку стеновой плиты далее по производственной линии. Гидратация обожженного гипса обеспечивает образование сцепляющейся матрицы отвержденного гипса, что придает прочность структуре гипса в гипсосодержащем продукте. Гипсовая суспензия становится твердой по мере того, как кристаллическая матрица формирует и сохраняет требуемую форму.
[0005] После того, как заготовка стеновой плиты разрезается на сегменты после станции формования относительно технологического потока в точке линии, где заготовка надлежащим образом фиксируется, сегменты переворачивают, сушат (например, в печи) для удаления избыточной влаги и обрабатывают, чтобы получить готовый стеновой продукт требуемых размеров. Водная пена создает воздушные пустоты в отвержденном гипсе, снижая тем самым плотность готового продукта относительно продукта, изготовленного с помощью аналогичной суспензии, но без пены.
[0006] Предыдущие устройства и способы решения некоторых рабочих проблем, связанных с производством стеновых плит, раскрыты в принадлежащих одному и тому же правообладателю патентах США №№5 683 635, 5 643 510, 6 494 609, 6 874 930, 7 007 914 и 7 296 919, которые включены в данный документ посредством ссылки. В данной области техники существует постоянная потребность в предоставлении дополнительных решений для увеличения производства цементных плит. Например, существует постоянная потребность в эффективных способах сушки цементных плит для удаления избыточной влаги, остающейся после процесса гидратации.
[0007] Следует понимать, что данное описание уровня техники было разработано изобретателями в помощь читателю и не должно восприниматься как указание на то, что все указанные проблемы в данной области техники были проанализированы. Хотя описанные принципы могут в некоторых аспектах и вариантах реализации облегчать проблемы, присущие другим системам, следует понимать, что объем и содержание защищенной инновации определяется прилагаемой формулой изобретения, а не способностью какого-либо раскрытого отличительного признака решить какую-либо конкретную проблему, указанную в данном документе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] В одном аспекте данное изобретение относится к вариантам системы изготовления гипсокартонной плиты, имеющей перфорированный покровный лист. В одном варианте реализации система изготовления гипсокартонной плиты содержит станцию формования, транспортер и систему перфоратора покровного листа. Гипсокартонная плита содержит гипсовый сердечник, первый покровный лист и второй покровный лист. Гипсовый сердечник расположен между первым и вторым покровными листами.
[0009] Станция формования выполнена с возможностью формирования гипсокартонной плиты таким образом, чтобы толщина гипсокартонной плиты находилась в заданном диапазоне. Транспортер выполнен с возможностью перемещения гипсокартонной плиты в продольном направлении от станции формования. Транспортер скомпонован таким образом, чтобы поддерживать гипсокартонную плиту так, чтобы первый покровный лист гипсокартонной плиты опирался на транспортер. Транспортер проходит вдоль продольного направления и вдоль поперечного направления. Поперечное направление перпендикулярно продольному направлению.
[0010] Система перфоратора покровного листа содержит ролик перфоратора, опорную раму ролика и двигатель. Ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления. Ролик перфоратора установлен с возможностью вращения на опорной раме ролика таким образом, чтобы ролик перфоратора мог вращаться вокруг соответствующей оси вращения. Опорная рама ролика поддерживает ролик перфоратора таким образом, что ось вращения расположена вдоль поперечного направления. Опорная рама ролика выполнена с возможностью размещения ролика перфоратора в контакте со вторым покровным листом гипсокартонной плиты, перемещаемой транспортером. Приводной двигатель соединен с роликом перфоратора для вращения ролика перфоратора вокруг оси вращения. Приводной двигатель выполнен с возможностью вращения ролика перфоратора для создания ряда перфорационных отверстий во втором покровном листе по мере того, как гипсокартонная плита перемещается мимо ролика перфоратора.
[0011] В другом аспекте данное изобретение описывает варианты реализации способа изготовления гипсокартонной плиты, имеющей перфорированный покровный лист. В одном варианте реализации способ изготовления гипсокартонной плиты включает перемещение гипсокартонной плиты вдоль продольного направления от станции формования до ролика перфоратора. Гипсокартонная плита имеет сердечник, расположенный между первым покровным листом и вторым покровным листом. Сердечник содержит водную гипсовую суспензию. Гипсокартонная плита простирается вдоль продольного направления и вдоль поперечного направления. Поперечное направление перпендикулярно продольному направлению. Ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления.
[0012] Гипсокартонная плита проходит вдоль продольного направления под роликом перфоратора. Ролик перфоратора контактирует со вторым покровным листом гипсокартонной плиты. Ролик перфоратора вращается с помощью приводного двигателя вокруг оси вращения, проходящей вдоль поперечного направления, для создания ряда перфорационных отверстий во втором покровном листе по мере того, как гипсокартонная плита перемещается мимо ролика перфоратора в продольном направлении.
[0013] Еще в одном аспекте данное изобретение относится к вариантам реализации гипсокартонной плиты, имеющей перфорированный покровный лист и сердечник с упрочненным слоем. В одном варианте реализации гипсокартонная плита включает первый покровный лист, второй покровный лист и сердечник. Сердечник расположен между первым и вторым покровными листами. Сердечник содержит слой сердечника и концентрированный слой. Слой сердечника содержит отвержденный гипс, образованный из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс. Концентрированный слой содержит отвержденный гипс, образованный из концентрированной суспензии, содержащей по меньшей мере воду, штукатурный гипс и усиливающую добавку. Усиливающая добавка присутствует в концентрированной суспензии в большем количестве (в массовых процентах), чем в суспензии сердечника. По меньшей мере один из покровных листов перфорирован таким образом, что указанный покровный лист содержит некоторое количество перфорационных отверстий.
[0014] Дополнительные и альтернативные аспекты и признаки раскрытых принципов будут понятны из представленного ниже подробного описания и прилагаемых графических материалов. Следует понимать, что системы и технологии изготовления гипсокартонных плит с перфорированным покровным листом, раскрытые в данном документе, могут быть выполнены и использованы в других и различных вариантах реализации и могут быть изменены в разных смыслах. Соответственно, следует понимать, что как предшествующее общее описание, так и последующее подробное описание являются только иллюстративными и пояснительными и не ограничивают объем прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0015] Фиг. 1 является местным схематичным видом сбоку варианта реализации системы производства цементных плит, изготовленных из водной цементной суспензии, в форме линии по производству гипсокартонных листов, которая сконструирована в соответствии с принципами данного изобретения, где система содержит вариант реализации системы перфоратора покровного листа, которая сконструирована в соответствии с принципами данного изобретения и расположена в заранее определенном месте вдоль производственной линии между станцией формования и станцией резки.
[0016] Фиг. 2 является видом сверху системы перфоратора покровного листа по фиг. 1 и гипсокартонной плиты, поддерживаемой транспортером производственной системы по фиг. 1, с опорной рамой ролика, частично разорванной с иллюстративной целью.
[0017] Фиг. 3 является видом с торца системы перфоратора покровного листа по фиг. 1, с опорной рамой ролика, частично разорванной с иллюстративной целью.
[0018] Фиг. 4 является видом сбоку кронштейна ролика системы перфоратора покровного листа по фиг. 1.
[0019] Фиг. 5 является видом сверху кронштейна ролика по фиг. 4.
[0020] Фиг. 6 является торцевым видом сбоку кронштейна ролика по фиг. 4.
[0021] Фиг. 7 является увеличенным местным торцевым видом сбоку кронштейна ролика, как показано овалом VII на фиг. 1, с установленным на нем установочным стержнем и стопором кронштейна, предназначенным для установки на транспортер производственной системы по фиг. 1.
[0022] Фиг. 8 является видом, аналогичным виду на фиг. 7, но иллюстрирующим стопорную прокладку, вставленную между установочным стержнем и стопором кронштейна.
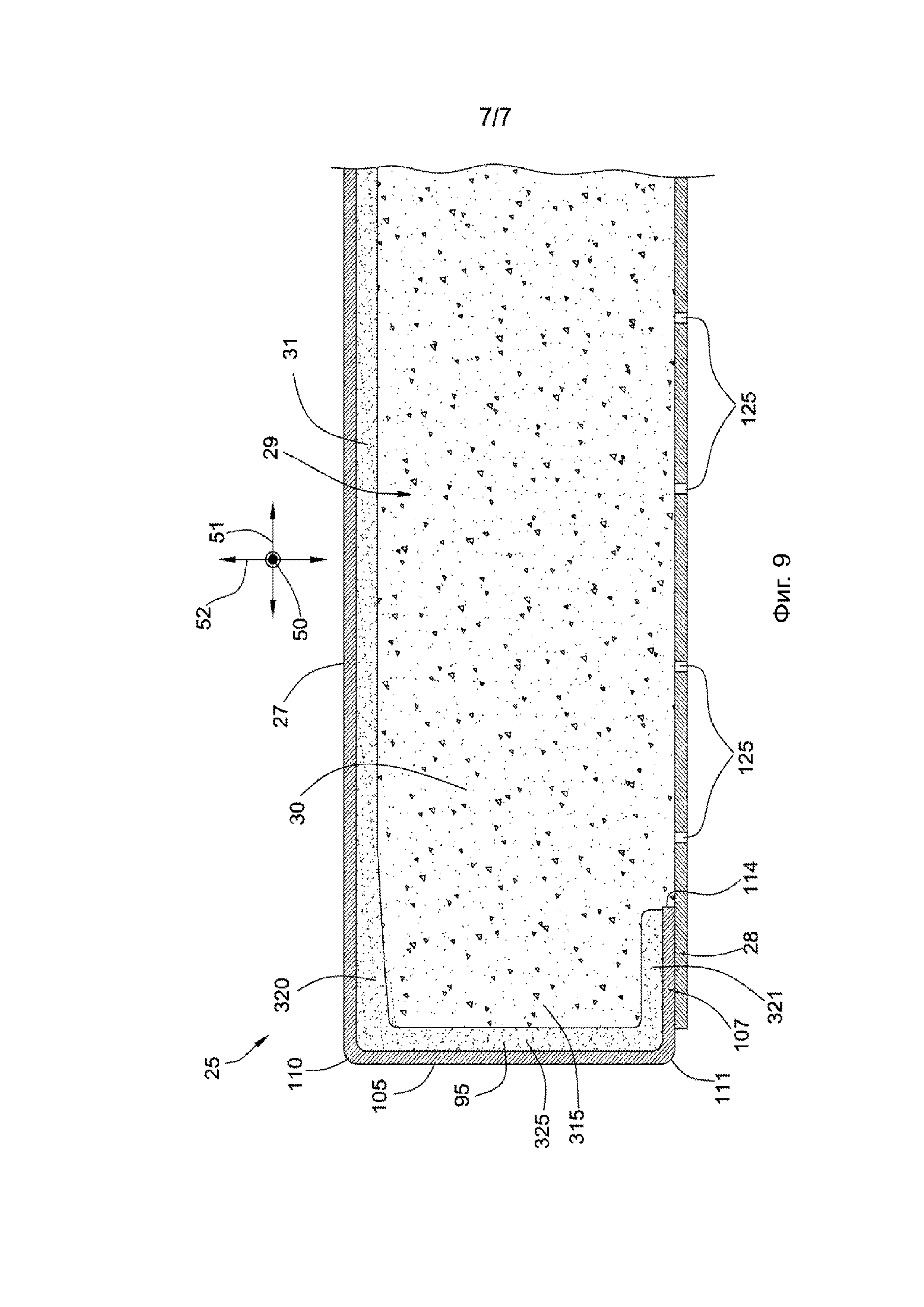
[0023] Фиг. 9 является местным схематическим видом в поперечном разрезе варианта реализации гипсокартонной плиты, созданной в соответствии с принципами данного изобретения.
[0024] Следует понимать, что чертежи не обязательно выполнены в масштабе и что раскрытые варианты реализации иногда иллюстрируются схематически и в частичном виде. В некоторых случаях детали, которые не являются необходимыми для понимания этого описания или затрудняют восприятие других деталей, могут быть опущены. Следует понимать, что это описание не ограничено конкретными вариантами реализации, проиллюстрированными в данном документе.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0025] Данное изобретение обеспечивает различные варианты реализации системы и способа изготовления гипсокартонной плиты, которые включают средства и этапы перфорирования покровного листа гипсокартонной плиты, которые могут быть использованы в связи с производством различных цементных продуктов, в том числе, например, гипсовой стеновой плиты. В вариантах реализации систем и способов изготовления гипсокартонной плиты, следуя принципам данного изобретения, система перфоратора покровного листа может содержать ролик перфоратора, опорную раму ролика и приводной двигатель.
[0026] Ролик перфоратора установлен с возможностью вращения на опорной раме ролика таким образом, что ролик перфоратора может вращаться вокруг своей продольной оси. Опорная рама ролика поддерживает ролик перфоратора над транспортером таким образом, что продольная ось ролика перфоратора проходит вдоль поперечного направления транспортера, которое перпендикулярно продольному направлению, вдоль которого транспортер перемещает гипсокартонную плиту от влажного края линии плиты в направлении станции резки. В вариантах реализации опорная рама ролика может быть выполнена с возможностью выборочного изменения положения ролика перфоратора над транспортером вдоль вертикальной оси, которая перпендикулярна как продольному направлению, так и поперечному направлению, и выборочной регулировки глубины проникновения штифтов ролика перфоратора в покровный лист гипсокартонной плиты. В вариантах реализации система перфоратора покровного листа может быть скомпонована для создания перфорационных отверстий в заднем покровном листе, которые облегчают сушку избыточной влаги, оставшейся в гипсокартонной плите в печи, и в то же время, помогая предотвратить образование пара внутри плиты (или обеспечить выход для любого пара, образовавшегося в плите) во время процесса сушки.
[0027] В вариантах реализации приводной двигатель соединен с роликом перфоратора для регулируемого вращения ролика перфоратора вокруг его продольной оси. В вариантах реализации приводной двигатель может управляться таким образом, чтобы вращать ролик перфоратора так, чтобы ролик перфоратора имел такую тангенциальную скорость на своей внешней окружности, которая будет, по существу, равна номинальной линейной скорости гипсокартонной плиты, перемещаемой транспортером вдоль продольного направления от влажного края линии плиты к ножу станции резки.
[0028] Данное изобретение относится к вариантам реализации гипсокартонной плиты, имеющей первый покровный лист, второй покровный лист и сердечник. Сердечник расположен между первым и вторым покровными листами. Сердечник содержит слой сердечника и концентрированный слой. Слой сердечника содержит отвержденный гипс, образованный из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс. Концентрированный слой включает отвержденный гипс, образованный из концентрированной суспензии, содержащей по меньшей мере воду, штукатурный гипс и усиливающую добавку. Усиливающая добавка присутствует в концентрированной суспензии в большем количестве (в массовых процентах), чем в суспензии сердечника. По меньшей мере один из покровных листов перфорирован таким образом, что указанный покровный лист содержит множество перфорационных отверстий.
[0029] В вариантах реализации концентрированный слой является смежным с первым покровным листом, а слой сердечника расположен между концентрированным слоем и вторым покровным листом. В вариантах реализации второй покровный лист является перфорированным. В вариантах реализации слой сердечникаявляется смежным со вторым покровным листом, который перфорирован.
[0030] В вариантах реализации гипсокартонная плита, изготовленная в соответствии с принципами данного изобретения, содержит по меньшей мере один слой, изготовленный из суспензии с составом, который отличается от состава суспензии, используемой для изготовления слоя сердечника гипсокартонной плиты. В вариантах реализации состав суспензии, которая образует концентрированный слой, может содержать упрочняющую добавку в количестве, которое является более концентрированным (в массовых процентах), чем количество той же упрочняющей добавки в составе суспензии сердечника. В вариантах реализации концентрированный слой может содержать «концентрированный слой», который изготавливается с использованием технологий и составов цементирующих суспензий, как описано в патентных заявках США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г.; и 15/186 257, поданной 17 июня 2016 г., которые в полном объеме включены в данный документ посредством ссылки.
[0031] Обращаясь теперь к графическим материалам, увидим, что на фиг. 1 показан вариант реализации системы 20 изготовления гипсокартонной плиты 25, созданной в соответствии с принципами данного изобретения. Показанная гипсокартонная плита 25 включает первый покровный лист 27, второй покровный лист 28 и гипсовый сердечник, содержащий слой 30 сердечника и концентрированный слой 31. Гипсовый сердечник 30, 31 расположен между первым и вторым покровными листами 27, 28 (см. также фиг. 9).
[0032] Показанная система 20 содержит систему 34 влажного края, станцию 35 формования, транспортер 37, систему 40 перфоратора покровного листа и станцию 45 резки. Система 34 влажного края и станция 35 формования выполнены с возможностью смешивать и собирать составляющие материалы вместе так, что непрерывная гипсокартонная плита 25, имеющая заданную номинальную толщину, подается из станции 35 формования вдоль транспортера 37 в продольном направлении 50 к станции 45 резки. Транспортер 37 выполнен с возможностью перемещения гипсокартонной плиты 25 в продольном направлении 50 мимо системы 40 перфоратора покровного листа в направлении станции 45 резки. Гипсокартонная плита 25 имеет пару кромок, проходящих вдоль продольного направления 50. Кромки расположены в поперечном направлении относительно друг друга вдоль поперечного направления 51, которое перпендикулярно продольному направлению 50. Система 40 перфоратора покровного листа выполнена с возможностью перфорирования второго покровного листа 28 по заранее определенной ширине второго покровного листа 28 (измеренной вдоль поперечного направления 51) по мере прохождения гипсокартонной плиты 25 мимо нее вдоль продольного направления 50 в направлении станции 45 резки. Станция 45 резки выполнена с возможностью периодической резки гипсокартонной плиты 25 на сегменты плиты заданной длины (измеренной в продольном направлении 50).
[0033] В проиллюстрированном варианте реализации система 34 влажного края скомпонована как система влажного края гипсокартонной стеновой плиты. Система 34 влажного края может содержать любое подходящее оборудование, приспособленное для смешивания и/или сборки составляющих материалов, образующих гипсокартонную плиту 25. В проиллюстрированном варианте реализации система 34 влажного края включает систему 72 смешивания и дозирования цементного раствора, предназначенную для получения суспензии сердечника, которая образует слой 30 сердечника, и концентрированной суспензии, которая образует концентрированный слой 31 гипсокартонной плиты 25 (см. также фиг. 9). В вариантах реализации суспензия 30 сердечника содержит по меньшей мере воду и обожженный гипс (обычно называемый «штукатурным гипсом»). В вариантах реализации суспензия 30 сердечника содержит вспененную гипсовую суспензию, которая включает воду, штукатурный гипс и водную пену. В вариантах реализации концентрированная суспензия 31 содержит по меньшей мере воду, штукатурный гипс и усиливающую добавку. Усиливающая добавка присутствует в более концентрированном количестве (в массовых процентах) в концентрированной суспензии 31, чем в суспензии 30 сердечника. В вариантах реализации суспензия 30 сердечника и концентрированная суспензия 31 могут быть образованы любым подходящим способом.
[0034] Первый рулон 74 материала покровного листа выполнен с возможностью такого выборочного дозирования, что первый покровный лист 27 дозируется из первого рулона 74 перед системой 72 смешивания и дозирования суспензии относительно технологического потока и перемещается на формовочный стол, находящийся между смесителем для суспензии и системой 72 смешивания с одной стороны и станцией 35 формования с другой стороны. Второй рулон 75 материала покровного листа выполнен с возможностью такого выборочного дозирования, что второй покровный лист 28 дозируется из второго рулона 75 в положении между системой 72 смешивания и дозирования суспензии и станцией 35 формования над первым покровным листом 27, концентрированным слоем 31 и слоем 30 сердечника, дозированных из системы 72 смешивания и дозирования суспензии. Изделия из гипсокартона обычно формируют «лицевой стороной вниз», так что первый покровный лист 27, который дозируется из первого рулона 74 и проходит над формовочным столом, служит в качестве «лицевого» покровного листа 27 готовой гипсокартонной плиты 25.
[0035] В проиллюстрированном варианте реализации система 72 смешивания и дозирования суспензии содержит главный смеситель 80, главный выпускной трубопровод 82 и систему 85 впрыскивания пены. Главный смеситель 80 выполнен с возможностью перемешивания воды и цементирующего материала (например, штукатурного гипса) для образования суспензии сердечника и скомпонован для формирования слоя 30 сердечника гипсокартонной плиты 25. Главный смеситель 80 гидравлически соединен с главным выпускным трубопроводом 82. Как вода, так и обожженный гипс могут быть соответственно поданы в главный смеситель 80 через одно или большее количество впускных отверстий, как известно в данной области техники. В вариантах реализации любая другая подходящая добавка к гипсовой суспензии может подаваться в главный смеситель 80, как известно в области производства цементных изделий.
[0036] Любой подходящий смеситель (например, штыревой смеситель) может быть использован с системой 72 смешивания и дозирования суспензии. В вариантах реализации главный смеситель 80 может быть подходящим серийно выпускаемым смесителем, известным в области производства гипсокартона, таким как, например, смеситель, выпускаемый компанией Gypsum Technologies Inc. или John Broeders Machine (обе находятся в Онтарио, Канада).
[0037] В вариантах реализации главный смеситель 80 образует смесительную камеру, в которой расположена вращающаяся мешалка. Мешалка может содержать выступающий в радиальном направлении диск, к которому прикреплен как правило вертикальный ведущий вал, расположенный вдоль вертикальной оси 52, которая перпендикулярна как продольному направлению 50, так и поперечному направлению 51. Приводной вал может проходить через верхнюю стенку главного смесителя 80. Приводной вал может быть подключен к обычному источнику привода, такому как двигатель, например, для вращения приводного вала со скоростью (например, 275-300 об/мин), подходящей для вращения мешалки для перемешивания содержимого смесительной камеры главного смесителя 80. Это вращение направляет полученную водную суспензию преимущественно в направлении от центра к периферии, например, по часовой стрелке наружу. Следует понимать, что это обсуждение мешалки предназначено только для указания основных принципов мешалки, обычно используемых в камерах для смешивания гипсовой суспензии, известных в данной области техники. Рассмотрены и другие конструкции мешалки, в том числе с использованием шпилек, лопастей, сошников, колец и т.д.
[0038] Главный выпускной трубопровод 82 гидравлически соединен с главным смесителем 80 и скомпонован для подачи основного потока суспензии 30 сердечника от главного смесителя 80 далее по технологическому потоку к другой производственной станции (например, к станции 35 формования, как показано на фиг. 1). Суспензия 30 сердечника может быть выгружена из главного выпускного трубопровода 82 в направлении выходного потока, по существу, вдоль продольного направления 50. В проиллюстрированном варианте реализации, который можно использовать для изготовления цементной плиты в виде гипсокартонной плиты, главный выпускной трубопровод 82 выполнен с возможностью нанесения суспензии 30 сердечника на первый покровный лист 27, перемещаясь в продольном направлении 50 в положение, где первый покровный слой 27 поддерживается формовочным столом, находящимся между системой 72 смешивания и дозирования цементного раствора и станцией 35 формования.
[0039] Главный выпускной канал 82 может быть изготовлен из любого подходящего материала и может иметь различные формы, включая любой подходящий стандартный выпускной трубопровод, известный специалисту в данной области техники. В некоторых вариантах реализации выпускной трубопровод может содержать гибкий трубопровод. В вариантах реализации главный выпускной трубопровод 82 может содержать любой подходящий компонент выпускного трубопровода, что будет понятно специалисту в данной области техники, такой как, например, корпус для впрыскивания пены в системе 85 впрыскивания пены, изменяющий поток элемент или распределитель суспензии.
[0040] В вариантах реализации один или большее количество изменяющих поток элементов могут быть соединены с выпускным трубопроводом 82 и могут быть выполнены с возможностью изменения потока суспензии 30 сердечника, выходящей из главного смесителя 80 через выпускной трубопровод 82. В вариантах реализации изменяющий поток элемент расположен после корпуса для впрыскивания пены, который является частью выпускного трубопровода 82 и трубопровода подачи водяной пены, относительно направления потока цементного раствора из главного смесителя 80 через выпускной трубопровод 82. Изменяющий поток элемент(ы) может использоваться для управления рабочими характеристиками потока суспензии 30 сердечника, движущегося через выпускной канал 82. Примеры подходящих изменяющих поток элементов включают ограничители объема, редукторы давления, сужающие клапаны, емкости и т.д., включая те, что описаны, например, в патентах США №№6 494 609, 6 874 930, 7 007 914 и 7 296 919.
[0041] В вариантах реализации главный выпускной трубопровод 82 может содержать распределитель суспензии, который может представлять собой любую подходящую оконечную часть обычного выпускного трубопровода, такую как отрезок длины трубопровода в форме гибкого шланга или компонент, обычно называемый «колпак». В вариантах реализации колпак может иметь форму многоопорного разгрузочного колпака. В еще других вариантах реализации распределитель суспензии выпускного трубопровода 82 может быть аналогичен распределителю, показанному и описанному, например, в публикациях патентных заявок США №№2012/0 168 527, 2012/0 170 403, 2013/0 098 268, 2013/0 099 027, 2013/0 099 418, 2013/0 100 759, 2013/0 216 717, 2013/0 233 880 и 2013/0 308 411. В некоторых из таких вариантов реализации выпускной трубопровод 82 может включать подходящие компоненты для разделения основного потока суспензии 30 сердечника из главного смесителя 80 на два потока, которые затем повторно объединяются в распределителе суспензии.
[0042] В вариантах реализации система 85 впрыскивания пены оборудована главным смесителем 80 и/или трубопроводом 82 выпуска суспензии. Система 85 впрыскивания пены может содержать источник 90 пены (например, такой как система генерирования пены, скомпонованная способом, известным в данной области техники), трубопровод 92 подачи пены и подходящий корпус для впрыскивания пены.
[0043] В вариантах реализации может быть использован любой подходящий источник 90 пены. Предпочтительно водную пену получают непрерывным способом, при котором поток смеси пенообразующего агента и воды направляется в генератор пены, а поток полученной водной пены покидает генератор, направляется к гипсу и смешивается с ним в суспензию. В вариантах реализации может быть использован любой подходящий пенообразующий агент. Некоторые примеры подходящих пенообразующих агентов описаны, например, в патентах США №№5 683 635 и 5 643 510.
[0044] В вариантах реализации трубопровод 92 подачи водной пены может быть гидравлически соединен с главным смесителем 80 и/или выпускным трубопроводом 82. Водная пена из источника 90 пены может добавляться к составляющим материалам через трубопровод 92 подачи пены в любом подходящем месте после главного смесителя 80 относительно технологического потока в выпускном трубопроводе 82 и/или в самом главном смесителе 80 для образования вспененной гипсовой суспензии.
[0045] В вариантах реализации корпус для впрыскивания пены содержит часть, состоящую из главного смесителя 80 и/или трубопровода 82 выпуска суспензии. Например, в вариантах реализации трубопровод 92 подачи водной пены имеет компоновку разветвленного трубопровода для подачи пены в несколько портов впрыскивания пены, которые могут иметь форму кольца или блока впрыскивания, в корпусе для впрыскивания пены, связанном с выпускным трубопроводом 82, такого, что, например, описан в патенте США №6 874 930. В вариантах реализации изменяющий поток элемент расположен после корпуса для впрыскивания пены и трубопровода 92 подачи водной пены относительно направления потока суспензии 30 сердечника из смесителя 80 по выпускному трубопроводу 82.
[0046] В вариантах реализации трубопровод 92 подачи пены может быть гидравлически соединен с выпускным трубопроводом 82, и может быть предусмотрен один или большее количество вспомогательных трубопроводов подачи пены, которые будут гидравлически соединены с главным смесителем 80. В еще других вариантах реализации трубопровод(ы) 92 подачи водной пены может быть гидравлически соединен только с главным смесителем 80. В вариантах реализации корпус для впрыскивания пены может быть частью переходного элемента (обычно называемого «затвором»), установленного на выходе смесителя 80. Как будет понятно специалистам в данной области техники, средства для введения водной пены в цементный раствор в узле 72 смешивания и дозирования суспензии, включая их относительное расположение в узле, могут варьироваться и/или быть оптимизированы для обеспечения однородной дисперсии водной пены в суспензии 30 сердечника для изготовления плиты, которая будет соответствовать своему назначению.
[0047] В вариантах реализации один или оба покровных листа 27, 28 гипсокартонной плиты 25 при необходимости могут быть покрыты относительно более плотным слоем гипсовой суспензии (относительно суспензии 30 сердечника, из которой изготовлен сердечник плиты), часто называемым в данной области техники «накрывкой». С этой целью в вариантах реализации главный смеситель 80 может включать вспомогательный трубопровод, выполненный с возможностью нанесения потока плотной водной цементной суспензии, которая имеет большую плотность, чем суспензия 30 сердечника, нанесенная из выпускного трубопровода 82.
[0048] В вариантах реализации может быть предусмотрен вспомогательный трубопровод для нанесения слоя накрывки на задний покровный лист 28. Например, в вариантах реализации главный смеситель 80 может направлять через вспомогательный трубопровод поток водной суспензии обожженного гипса (то есть «поток задней накрывки»), который будет более плотным, чем основной поток пенной суспензии 30 сердечника, подаваемый из главного выпускного трубопровода 82. Станция задней накрывки может включать подходящее оборудование для нанесения задней накрывки, такое как, например, ролик задней накрывки, расположенный над опорным элементом таким образом, что второй покровный лист 28, который подается от второго ролика 75, будет находиться между ними. Вспомогательный трубопровод может наносить поток задней накрывки на движущийся второй покровный лист 28 перед роликом задней накрывки (относительно направления движения второго покровного листа 28), выполненным с возможностью нанесения слоя накрывки на второй покровный лист 28, который подается от второго ролика 75, как известно в данной области техники.
[0049] В вариантах реализации может быть создан подходящий поток гипсовой суспензии для передней накрывки, имеющий плотность, которая превышает плотность суспензии 30 сердечника, подаваемой из главного выпускного трубопровода 82. В вариантах реализации система 72 смешивания и дозирования суспензии может содержать любую подходящую компоновку оборудования для нанесения передней накрывки на первый покровный лист 27, включая подходящее оборудование для изготовления гипсокартонной плиты с твердыми кромками, что будет понятно специалисту в данной области техники.
[0050] В проиллюстрированном варианте реализации концентрированная суспензия используется для формирования концентрированного слоя 31, который примыкает к первому покровному листу 27 и краевым слоям 95 гипсокартонной плиты 25 (одна из которых показана на фиг. 9). В других вариантах реализации другой источник суспензии может использоваться для формирования концентрированного слоя 31 на поверхности лицевого покровного листа 27, отличающийся от источника, который используется для краевого слоя(слоев) 95 (см. также фиг. 9). По меньшей мере в некоторых из таких вариантов реализации краевой слой(слои) 95 гипсокартонной плиты 25 может быть изготовлен из суспензии с составом, который отличается от состава по меньшей мере одной из суспензий сердечника, используемых для получения слоя 30 сердечника, и концентрированной суспензии, используемой для получения концентрированного слоя 31 в плите 25.
[0051] В вариантах реализации концентрированная суспензия 31 может подаваться через любой подходящий источник. В вариантах реализации источник концентрированной суспензии 31 обеспечивается с помощью технологии, описанной в патентных заявках США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г. и 15/186 257, поданной 17 июня 2016 г.
[0052] В вариантах реализации один смеситель может использоваться для изготовления как суспензий сердечника, так и концентрированных суспензий 30, 31. Например, в вариантах реализации главный смеситель 80 может быть источником концентрированной суспензии 31. По меньшей мере в некоторых из таких вариантов реализации вспомогательный выпускной трубопровод может быть гидравлически соединен с главным смесителем 80 и может быть выполнен с возможностью направления потока суспензии от главного смесителя 80 через вспомогательный выпускной трубопровод. Одна или большее количество усиливающих добавок может быть добавлено к суспензии во вспомогательном выпускном трубопроводе, выходящем из главного смесителя 80, для образования усиленной суспензии.
[0053] В проиллюстрированном варианте реализации источник концентрированной суспензии 31 содержит второй смеситель 97, гидравлически соединенный со вторым выпускным трубопроводом 99. В вариантах реализации второй смеситель 97 может представлять собой любой подходящий смеситель, выполненный с возможностью смешивания составляющих ингредиентов в однородную водную дисперсию концентрированной суспензии для получения концентрированного слоя 31 и, по меньшей мере в некоторых вариантах реализации, краевых слоев 95 для изготовления плиты, которая будет соответствовать своему назначению. В вариантах реализации второй смеситель 97, используемый для получения концентрированной суспензии 31, может быть аналогичным главному смесителю 80 по общему принципу работы и конструкции, но иметь меньшую объемную способность смешивания, чем способность главного смесителя 80, поскольку количество использованной концентрированной суспензии 31 для производства гипсокартонной плиты 25 меньше количества суспензии 30 сердечника, которая поступает из главного смесителя 80 для изготовления слоя 30 сердечника.
[0054] В вариантах реализации смесители 80, 97 могут быть соединены последовательно или могут быть независимыми друг от друга. В проиллюстрированном варианте реализации второй смеситель 97 работает независимо от главного смесителя 80. Второй смеситель 97 содержит независимые компоненты подачи и входы для доставки образующих ингредиентов, включающих состав концентрированной суспензии 31, во второй смеситель 97 с использованием любого подходящего способа, известного специалистам в данной области техники. В других вариантах реализации смесители 80, 97 могут быть соединены последовательно, и суспензия может подаваться через вспомогательный трубопровод из главного смесителя 80 во второй смеситель 97 для дальнейшей обработки суспензии из главного смесителя 80 для получения концентрированной суспензии 31.
[0055] Второй выпускной трубопровод 99 может быть аналогичен по принципу работы и конструкции главному выпускному трубопроводу 82. В вариантах реализации второй выпускной трубопровод 99 может содержать любой подходящий компонент выпускного трубопровода, известный специалистам в данной области техники. В вариантах реализации второй выпускной трубопровод 99 выполнен с возможностью дозирования концентрированной суспензии 31 в точке перед роликом относительно технологического потока, как описано в заявках на патент США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г. и 15/186 257, поданной 17 июня 2016 г.
[0056] В других вариантах реализации отдельные вспомогательные трубопроводы могут быть соединены с главным смесителем 80 для подачи одного или большего количества отдельных потоков к лицевому покровному листу 27. Во вспомогательных трубопроводах может быть предусмотрено другое вспомогательное оборудование (такое как вспомогательные смесители) для помощи в приготовлении более плотной суспензии, например, путем механического разрушения пены в суспензии и/или путем химического разрушения пены посредством использования подходящего пеноподавляющего агента, введенного во вспомогательный трубопровод(ы) через соответствующее впускное отверстие. В других вариантах реализации вспомогательный трубопровод может направлять суспензию из главного смесителя 80 во второй смеситель 97 и/или содержать подходящее впускное отверстие для ввода по меньшей мере одной усиливающей добавки для образования усиленной суспензии, содержащей по меньшей мере один ингредиент, который имеет большую концентрацию в концентрированной суспензии 31, чем в суспензии 30 сердечника, для образования суспензии, подходящей для использования в качестве концентрированного слоя и/или в качестве краевого слоя (слоев), как описано в данном документе.
[0057] В вариантах реализации может быть предусмотрен узел формирования кромок, выполненный с возможностью формирования по меньшей мере одной кромки гипсокартонной плиты 25, содержащей слой, изготовленный из суспензии, имеющей состав, который отличается от состава суспензии 30 сердечника, используемой для получения слоя сердечника плиты 25. В вариантах реализации узел формирования кромок может быть сконструирован в соответствии с принципами, описанными в заявке на патент США №62/366 492, поданной 25 июля 2016 г., которая полностью включена в настоящий документ посредством ссылки.
[0058] В вариантах реализации узел формирования кромок выполнен с возможностью формирования кромок гипсокартонной плиты, каждая из которых включает слой 95, изготовленный из концентрированной суспензии 31. В вариантах реализации концентрированная суспензия 31 содержит по меньшей мере одну усиливающую добавку в количестве, которое представляет собой большую концентрацию (в массовых процентах) в концентрированной суспензии 31, из которой изготовлены краевые слои 95, чем в суспензии 30 сердечника, из которой изготовлен слой 30 сердечника гипсокартонной плиты 25 (см. также фиг. 9).
[0059] При обращении к фиг. 1 можно видеть, что в проиллюстрированном варианте реализации узел формирования кромок выполнен с возможностью создания концентрированного слоя 31 на лицевом покровном листе 27 вместе с созданием краевых слоев 95 на боковых кромках гипсокартонной плиты 25 с помощью узла 100 ролика нанесения покрытия. Узел формирования кромок также может содержать систему регулирования кромочных профилей, устройство формирования краевых слоев для каждого кромочного профиля и систему сгиба покровных листов для каждой кромки первого покровного листа 27, как показано и описано в заявке на патент США №62/366 492, поданной 25 июля 2016 г.
[0060] При обращении к фиг. 1 можно видеть, что в проиллюстрированном варианте реализации узел 100 ролика нанесения покрытия предназначен для нанесения концентрированной суспензии 31, по существу, по ширине лицевого покровного листа 27 для формирования концентрированного слоя 31 и для направления пары кромочных профилей концентрированной суспензии 31, соответственно, к кромкам лицевого покровного листа 27 для формирования пары краевых слоев 95 (см., например, фиг. 9). В проиллюстрированном варианте реализации краевые слои 95 имеют большую плотность, чем слой сердечника плиты, сформированный из суспензии 30 сердечника (см. также фиг. 9), и, по меньшей мере в некоторых вариантах реализации, могут иметь такую же плотность, что и концентрированный слой 31.
[0061] В вариантах реализации узел 100 ролика нанесения покрытия содержит ролик 101 нанесения покрытия, вал ролика и двигатель. Ролик 101 нанесения покрытия установлен на валу ролика, который, в свою очередь, вращается вокруг своей продольной оси LA. Двигатель установлен вместе с валом ролика для выборочного вращения с переменной скоростью ролика 101 нанесения покрытия вокруг продольной оси LA.
[0062] В проиллюстрированном варианте концентрированная суспензия 31, выгружаемая из второго смесителя 97, образует как концентрированный слой 31, так и краевые слои 95 путем направления частей концентрированной суспензии 31 вокруг пары концов ролика 101 нанесения покрытия для создания кромочных профилей и направления другой части концентрированной суспензии 31 поверх ролика 101 нанесения покрытия для нанесения концентрированного слоя 31 на лицевой покровный лист 27. Ролик 101 нанесения покрытия имеет такую компоновку, что его длина, измеренная между парой концов вдоль поперечного направления 51, меньше ширины лицевого покровного листа 27, которая измеряется между кромками лицевого покровного листа 27 вдоль поперечного направления 51.
[0063] В вариантах реализации источник концентрированной суспензии 31 может наносить концентрированную суспензию 31 на лицевой покровный лист 27 перед роликом 101 нанесения покрытия относительно технологического потока, который выполнен с возможностью нанесения слоя концентрированной суспензии 31, по существу, по ширине движущегося лицевого покровного листа 27 как концентрированного слоя 31 и задания кромочных профилей на периферии движущегося лицевого покровного листа 27 вследствие того, что длина ролика нанесения покрытия меньше ширины движущегося лицевого покровного листа 27. Ролик 101 нанесения покрытия расположен ниже по технологическому потоку от участка, где концентрированная суспензия 31 наносится из второго выпускного трубопровода 99 на лицевой покровный лист 27, и выше по технологическому потоку от участка, где суспензия 30 сердечника наносится из главного выпускного трубопровода 82 на лицевой покровный лист 27 (с концентрированным слоем 31, размещенным вдоль вертикальной оси 51 между суспензией 30 сердечника и лицевым покровным листом 27). Может быть предусмотрено другое оборудование, описанное в заявке на патент США №62/366 492, поданной 25 июля 2016 г., которое будет выполнено с возможностью преобразования кромочных профилей в краевые слои 95.
[0064] В вариантах реализации концентрированная суспензия 31 может иметь состав, который отличается от состава суспензии 30 сердечника, производимой главным смесителем 80. В вариантах реализации состав концентрированной суспензии 31, которая образует концентрированный слой, может содержать усиливающую добавку в количестве, которое представляет собой большую концентрацию (в массовых процентах), чем количество той же усиливающей добавки в составе суспензии 30 сердечника. Концентрированный слой 31 (и связанный с ним краевой слой(слои) 95) может быть сформирован из упрочненной суспензии, которая содержит усиливающую добавку, воду и цементный материал, такой как штукатурный гипс, для образования гидратированного цементного материала, такого как отвержденный гипс в непрерывной кристаллической матрице. В вариантах реализации концентрированная суспензия 31 может быть составлена так, что концентрированный слой 31 будет содержать «концентрированный слой», как описано в патентных заявках США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г.; и 15/186 257, поданной 17 июня 2016 г., которые в полном объеме включены в данный документ посредством ссылки.
[0065] В вариантах реализации концентрированная суспензия 31 может быть составлена так, чтобы содержать усиливающую добавку, которая обеспечивает требуемые прочностные свойства. В вариантах реализации усиливающая добавка имеет большую концентрацию в концентрированной суспензии 31, чем в суспензии 30 сердечника плиты (и/или в полученных слоях продукта плиты), как обсуждалось в данном документе. Примеры подходящих усиливающих добавок, которые помогают обеспечить прочность, включают, например, крахмал, поливиниловый спирт, борную кислоту, гипсоцемент, наноцеллюлозу, микроцеллюлозу или любую их комбинацию. Термин «усиливающая добавка» используется в данном документе в единственном числе для удобства, но следует понимать, что предполагается также и множественное число, то есть сочетание нескольких усиливающих добавок, что будет понятно специалисту в данной области. Таким образом, усиливающая добавка может содержать одно или большее количество веществ, таких как крахмал, поливиниловый спирт, борная кислота, гипсоцемент, наноцеллюлоза и/или микроцеллюлоза.
[0066] В некоторых вариантах реализации усиливающая добавка содержит ингредиент, такой как крахмал, который эффективно увеличивает прочность гипсокартонной плиты 25 в сухом состоянии по сравнению с прочностью плиты 25 без данного ингредиента, такого как крахмал (например, посредством увеличения прочности на сжатие, сопротивления выдергиванию гвоздей, прочности на изгиб, твердости сердечника и других параметров прочности). Что касается крахмала, можно использовать любой подходящий крахмал, повышающий прочность, включая гидроксиалкилированные крахмалы, такие как гидроксиэтилированный или гидроксипропилированный крахмал, или их комбинацию, сырые крахмалы или предварительно желатинизированные крахмалы, которые обычно предпочтительнее, чем модифицированные кислотой мигрирующие крахмалы, которые обычно обеспечивают усиление связи между бумагой и сердечником, но не усиление прочности сердечника. Однако при желании модифицированный кислотой мигрирующий крахмал может быть включен в усиливающую добавку в некоторых вариантах реализации.
[0067] Крахмал может быть вареным или сырым. Характеристиками сырых крахмалов являются нерастворимость в холодной воде и полукристаллическая структура. Как правило, сырые крахмалы получают мокрым размолом и не модифицируют нагреванием влажного крахмала, как в случае вареных крахмалов. Вареные крахмалы характеризуются тем, что они растворимы в холодной воде и имеют некристаллическую структуру. Вареные крахмалы получают нагреванием влажного крахмала и могут быть получены, например, методами экструзии. См., например, патентные заявки США №№14/494 547, 14/044 582 и 13/835 002, в которые способы экструзии включены посредством ссылки.
[0068] Вареные крахмалы иногда называют предварительно желатинизированными крахмалами, поскольку кристаллическая структура гранул крахмала плавится и приводит к желатинизации крахмала, которая характеризуется исчезновением двулучепреломления, что можно определить под микроскопом в поляризованном свете. Предпочтительные крахмалы, как вареные, так и сырые, отличаются от модифицированных кислотой мигрирующих крахмалов, которые не придают таких же прочностных свойств и используются в данной области техники для улучшения сцепления бумаги с сердечником, поскольку они мигрируют к границе раздела бумага-сердечник вследствие своей меньшей длины цепи. Модифицированные кислотой мигрирующие крахмалы имеют более низкую молекулярную массу, обычно ниже приблизительно 6000 Дальтон. В некоторых вариантах реализации предпочтительные крахмалы, в соответствии с вариантами реализации данного изобретения, имеют более высокие молекулярные массы, например, по меньшей мере приблизительно 30 000 Дальтон.
[0069] Например, в некоторых вариантах реализации крахмал, добавленный в концентрированную суспензию 31, может иметь молекулярную массу от приблизительно 30 000 Дальтон до приблизительно 150 000 000 Дальтон; например, от приблизительно 30 000 Дальтон до приблизительно 150 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 100 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 50 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 10 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 5 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 1 000 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 500 000 Дальтон; от приблизительно 30 000 Дальтон до приблизительно 100 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 150 000 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 100 000 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 50 000 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 10 000 000 Дальтон, от приблизительно 50 000 Дальтон до приблизительно 5 000 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 1 000 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 500 000 Дальтон; от приблизительно 50 000 Дальтон до приблизительно 100 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 150 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 100 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 50 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 10 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 5 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 1 000 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 500 000 Дальтон; от приблизительно 100 000 Дальтон до приблизительно 100 000 Дальтон и т.д.
[0070] Свойства сырых крахмалов включают низкую вязкость в холодной воде (т.е. при температуре 77°F (25°С)), в то время как свойства предварительно желатинизированных крахмалов включают наличие мгновенной высокой вязкости в холодной воде. Сырые крахмалы обычно имеют вязкость около 10 сантипуаз или меньше в холодной воде (например, от приблизительно 1 сантипуаза до приблизительно 10 сантипуаз; например, от приблизительно 3 сантипуаз до приблизительно 7 сантипуаз), как было измерено в соответствии с модифицированным методом экспресс-анализатора вязкости. Метод экспресс-анализатора вязкости описан в тексте Deffenbaugh, L.B. and Walker, С.Е., "Comparison of Starch Pasting Properties in the Brabender Viscoamylograph and the Rapid Visco-Analyzer," Cereal Chemistry, Vol.66, No. 6, pp.493-499 (1989) и был модифицирован, как определено ниже в данном документе в отношении профиля подготовки и тестирования образца. Крахмал (20 г, сухой) добавляют в воду (180 г) в гомогенизатор Уоринга (Waring blender) (модель 31BL92), перемешивая с низкой скоростью в течение 15 секунд. Раствор крахмала (28 г) взвешивают в мерной чашке. Частота оборотов экспресс-анализатора вязкости установлена на уровне 160 об/мин. Профиль тестирования устанавливается с начальной температурой 25°С в течение 10 минут. Нагреть до 93°С со скоростью нагрева 15°С/мин. Поддерживать температуру на уровне 93°С в течение 5 минут. Охладить до 50°С со скоростью охлаждения 15°С/мин и выдержать при 50°С в течение 1 мин. Значение вязкости, измеренное через 30 секунд, использовать в качестве вязкости крахмала.
[0071] Предварительно желатинизированные крахмалы имеют «мгновенную» высокую вязкость в холодной воде, поскольку крахмал имеет тенденцию мгновенно растворяться в воде. Вареные или предварительно желатинизированные крахмалы обычно имеют вязкость в холодной воде по меньшей мере приблизительно 100 сантипуаз (например, от приблизительно 50 сантипуаз до приблизительно 1000 сантипуаз; например, от приблизительно 350 сантипуаз до приблизительно 1000 сантипуаз), измеренную в соответствии с модифицированным методом экспресс-анализатора вязкости.
[0072] В некоторых вариантах реализации выбираются сырые крахмалы, поскольку их легко смешивать с водой. Причиной является их низкая вязкость в воде. Прежелатинизированные крахмалы иногда могут создавать «рыбий глаз», который является состоянием, характеризуемым одним или несколькими крупными комочками, которые образуются в водном растворе во время смешивания. Не желая быть связанными какой-либо конкретной теорией процесса смешивания, полагают, что причиной образования больших комков является быстрое впитывание воды крахмалом, при котором на поверхности комка образуется вязкая пленка, которая предотвращает проникновение воды в комок. Считается, что сырые крахмалы избегают состояния рыбьего глаза из-за их нерастворимости в холодной воде, что приводит к отделению гранул крахмала. Однако следует понимать, что предварительно желатинизированные крахмалы могут быть использованы в соответствии с вариантами реализации изобретения, поскольку они желательны для воздействия на функциональные группы, которые обеспечивают водородную связь между кристаллами крахмала и гипса.
[0073] Примеры подходящих сырых крахмалов включают, в частности, один или большее количество нативных зерновых крахмалов, нативных крахмалов корнеплодов, нативных клубневых крахмалов и/или химически модифицированных крахмалов, с конкретными характерными примерами, включающими, например, кукурузный крахмал (обычный, восковой и/или с высоким содержанием амилозы), пшеничный крахмал типа А, пшеничный крахмал типа В, гороховый крахмал, модифицированные кислотой крахмалы с молекулярной массой по меньшей мере приблизительно 30 000 Дальтон, замещенные крахмалы, имеющие группы (такие как ацетат, фосфат, гидроксиэтил, гидроксипропил), замещенные на крахмальные гидроксильные группы или любую их комбинацию. В некоторых вариантах реализации изобретения сырой крахмал исключает гороховый крахмал.
[0074] Любой подходящий прежелатинизированный крахмал может быть включен в усиливающую добавку, как описано в патентных заявках США №№2014/0 113 124 и US 2015/0 010 767, которые включают способы их получения и желательные диапазоны вязкости, описанные в них. Если предварительно желатинизированный крахмал включен, он может обнаруживать любую подходящую вязкость. В некоторых вариантах реализации прежелатинизированный крахмал представляет собой крахмал средней вязкости, измеренный в соответствии со способом модификации вязкости смеси VMA, известным в данной области техники и изложенным, например, в публикации заявки на патент США №2014/0 113 124, в которую способ VMA включен посредством ссылки.
[0075] В соответствии с некоторыми вариантами реализации, желательные желатинизированные крахмалы могут иметь среднюю вязкость, например, измеренную в 15 мас.% растворе крахмала в воде, от приблизительно 20 сантипуаз до приблизительно 700 сантипуаз, например, от приблизительно 20 сантипуаз до приблизительно 600 сантипуаз, от приблизительно 20 сантипуаз до приблизительно 500 сантипуаз, от приблизительно 20 сантипуаз до приблизительно 400 сантипуаз, от приблизительно 20 сантипуаз до приблизительно 300 сантипуаз, от приблизительно 20 сантипуаз до приблизительно 200 сантипуаз, от приблизительно 20 сантипуаз до приблизительно 100 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 700 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 600 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 500 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 400 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 300 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 200 сантипуаз, от приблизительно 30 сантипуаз до приблизительно 100 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 700 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 600 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 500 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 400 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 300 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 200 сантипуаз, от приблизительно 50 сантипуаз до приблизительно 100 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 700 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 600 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 500 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 400 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 300 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 200 сантипуаз, от приблизительно 70 сантипуаз до приблизительно 100 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 700 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 600 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 500 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 400 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 300 сантипуаз, от приблизительно 100 сантипуаз до приблизительно 200 сантипуаз и т.д.
[0076] В соответствии с некоторыми вариантами реализации, предварительно желатинизированный крахмал может быть приготовлен в виде экструдированного крахмала, например, когда крахмал получают путем предварительной желатинизации и модификации кислотой в один этап в экструдере, как описано в публикации заявки на патент США №2015/0 010 767, способ экструзии которой включен в данный документ посредством ссылки. Вкратце можно сказать, что можно использовать любой подходящий экструдер, такой как одношнековый экструдер (например, Advantage 50, производитель American Extrusion International, находится в Южном Белуэте, Иллинойс) или двухшнековый экструдер (например, Wenger ТХ52, производитель Wenger, находится в Сабете, Канзас). В общем случае, в некоторых вариантах реализации смешивают и подают в экструдер: (а) вещество-предшественник предварительно желатинизированного крахмала, то есть не предварительно желатинизированный крахмал, (b) кислоту в виде разбавленной кислоты, которая, по существу, не образует хелатные соединения с ионами кальция, и/или концентрированной кислоты в небольшом количестве и (с) воду. В некоторых вариантах реализации в экструдер может быть добавлено дополнительное количество воды. В некоторых вариантах реализации, например, сульфат алюминия (квасцы) является подходящей разбавленной кислотой для использования в получении влажного крахмала, так как он, по существу, не образует хелатные соединения с ионами кальция.
[0077] Например, в некоторых вариантах реализации разбавленную кислоту включают в количестве от приблизительно 0,5 мас.% до приблизительно 5 мас.% в расчете на массу крахмала. Количество концентрированной кислоты является относительно небольшим, например, около 0,05 мас.% или менее в расчете на массу крахмала, например, от приблизительно 0,0001 мас.% до приблизительно 0,05 мас.%. Количество концентрированной кислоты, используемое в соответствии с некоторыми вариантами реализации изобретения, является значительно меньшим чем количество, которое было включено в обычные системы, в которых использовалось, например, по меньшей мере около 2 г серной кислоты на 35 г крахмала. В некоторых вариантах реализации концентрированная кислота в небольших количествах, как было описано выше, может использоваться в сочетании с разбавленной кислотой, которая не образует хелатные соединения с ионами кальция, такой как квасцы, как описано в данном документе.
[0078] Когда крахмал находится в экструдере, комбинированное воздействие нагревательных элементов и механического сдвига плавит и предварительно же латинизирует крахмал, а разбавленная кислота частично гидролиз ирует крахмал до требуемой молекулярной массы, индикатором которой является требуемая вязкость, как описано в данном документе. Например, влажный крахмал может быть предварительно желатинизирован и модифицирован кислотой в экструдере с матрицей при температуре от приблизительно 150°С (приблизительно 300°F) до приблизительно 210°С (приблизительно 410°F). Давление внутри экструдера определяется экструдируемым сырьем, содержанием влаги, температурой матрицы и скоростью шнека, что будет понятно специалисту в данной области техники. Например, давление в экструдере может составлять по меньшей мере около 2000 фунтов на квадратный дюйм (приблизительно 13 800 кПа), например, от приблизительно 2000 фунтов на квадратный дюйм до приблизительно 5000 фунтов на квадратный дюйм (34 500 кПа). Вследствие воздействия механической энергии внутри экструдера происходит также разложение молекул крахмала, что частично приводит к тому же эффекту, что и модификация кислотой. Считается, что, поскольку условия в экструдере (например, высокая температура реакции и высокое давление), в соответствии с некоторыми вариантами реализации, облегчают эту химическую реакцию, можно использовать разбавленную кислоту и/или небольшие количества концентрированной кислоты.
[0079] Растворимость в холодной воде относится к предварительно желатинизированному крахмалу, который может иметь любое значение растворимости в воде при комнатной температуре (около 25°С). В некоторых вариантах реализации предварительно желатинизированный крахмал является частично гидролизованным и может иметь требуемую растворимость в холодной воде от приблизительно 70% до приблизительно 100%, от приблизительно 75% до приблизительно 100%, от приблизительно 80% до приблизительно 100%, от приблизительно 85% до приблизительно 100%, от приблизительно 90% до приблизительно 100%, от приблизительно 95% до приблизительно 100%, от приблизительно 70% до приблизительно 99% и т.д., от приблизительно 75% до приблизительно 99%, от приблизительно 80% до приблизительно 99%, от приблизительно 85% до приблизительно 99%, от приблизительно 90% до приблизительно 99%, от приблизительно 95% до приблизительно 99%. В некоторых вариантах реализации предварительно желатинизированный крахмал имеет вязкость в холодной воде (10% твердых веществ, 25°С) от приблизительно 10 ЕБ до приблизительно 120 ЕБ, измеренную по методу Брабендера, в котором вязкость измеряют с использованием холодной воды. Вискограф Брабендера, например, Viscograph-E, в котором для динамического измерения используется реактивный крутящий момент. Например, вязкость в холодной воде может составлять от приблизительно 20 ЕБ до приблизительно 110 ЕБ, от приблизительно 30 ЕБ до приблизительно 100 ЕБ, от приблизительно 40 ЕБ до приблизительно 90 ЕБ, от приблизительно 50 ЕБ до приблизительно 80 ЕБ и от приблизительно 60 ЕБ до приблизительно 70 ЕБ. Следует отметить, что, как определено в данном документе, единицы Брабендера измеряются с использованием чашки для образцов объемом 16 жидких унций (около 500 куб. см), с картриджем 700-cmg с частотой вращения 75 об/мин. Специалист в данной области также легко поймет, что единицы Брабендера могут быть преобразованы в другие единицы вязкости, такие как сантипуазы (например, 1 сП=1 ЕБ X 2,1, если измерительным картриджем является 700-cmg) или единицы Кребса.
[0080] В некоторых вариантах реализации крахмал в виде 10% суспензии крахмала в воде имеет вязкость в холодной воде в измерениях при 25°С от приблизительно 60 сП до приблизительно 160 сП, в измерениях с помощью вискозиметра Брукфилда со шпинделем №2 на частоте вращения 30 об/мин. Например, вязкость в холодной воде 10% суспензии крахмала в воде в измерениях при 25°С может составлять от приблизительно 60 сП до приблизительно 150 сП, от приблизительно 60 сП до приблизительно 120 сП, от приблизительно 60 сП до приблизительно 100 сП, от приблизительно 70 сП до приблизительно 150 сП, от приблизительно 70 сП до приблизительно 120 сП, от приблизительно 70 сП до приблизительно 100 сП, от приблизительно 80 сП до приблизительно 150 сП, от приблизительно 80 сП до приблизительно 120 сП, от приблизительно 80 сП до приблизительно 100 сП, от приблизительно 90 сП до приблизительно 150 сП, от приблизительно 90 сП до приблизительно 120 сП, от приблизительно 100 сП до приблизительно 150 сП и от приблизительно 100 сП до приблизительно 120 сП.
[0081] Если в состав входит крахмал какого-либо типа, описанный в данном документе как усиливающая добавка, он может присутствовать в любом подходящем количестве. В некоторых вариантах реализации крахмал присутствует в концентрированной суспензии 31 для формирования краевых слоев 95 и/или концентрированного слоя 31 в количестве от приблизительно 5% до приблизительно 40% по массе штукатурного гипса, например, от приблизительно 5% до приблизительно 35% по массе штукатурного гипса, от приблизительно 5% до приблизительно 30% по массе штукатурного гипса, от приблизительно 5% до приблизительно 25%, от приблизительно 5% до приблизительно 20%, от приблизительно 5% до приблизительно 15%, от приблизительно 5% до приблизительно 10%, от приблизительно 10% до приблизительно 30%, от приблизительно 10% до приблизительно 25%, от приблизительно 10% до приблизительно 20%, от приблизительно 10% до приблизительно 15% и т.д. Крахмал может присутствовать в суспензии 30 сердечника, образующей сердечник плиты, в количестве от приблизительно 0% до приблизительно 4% по массе штукатурного гипса, например, от приблизительно 0,1% до приблизительно 4% по массе штукатурного гипса, от приблизительно 0,1% до приблизительно 3% по массе штукатурного гипса, от приблизительно 0,1% до приблизительно 2% по массе штукатурного гипса, от приблизительно 0,1% до приблизительно 1% по массе штукатурного гипса, от приблизительно 1% до приблизительно 4% по массе штукатурного гипса, от приблизительно 1% до приблизительно 3% по массе штукатурного гипса, от приблизительно 1% до приблизительно 2% по массе штукатурного гипса и т.д.
[0082] В некоторых вариантах реализации с крахмалом или без него усиливающая добавка может содержать поливиниловый спирт и/или борную кислоту для повышения прочности. В некоторых вариантах реализации присутствуют и поливиниловый спирт, и борная кислота, и крахмал. Чтобы не быть связанными какой-либо теорией, предполагается, что борная кислота действует как сшивающий агент между поливиниловым спиртом и крахмалом для большего усиления крахмала. В некоторых вариантах реализации концентрация поливинилового спирта и/или борной кислоты в краевых слоях 95 и/или концентрированном слое 31, как полагают, положительно влияет на прочность на удар картона лицевого листа; она может быть усилена за счет проникновения в картон лицевого листа поливинилового спирта и/или борной кислоты, как описано в данном документе.
[0083] Если поливиниловый спирт и борная кислота входят в состав, они могут присутствовать в любых подходящих количествах. Например, в некоторых вариантах реализации поливиниловый спирт может присутствовать в концентрированной суспензии 31 в количестве от приблизительно 1% до приблизительно 5% по массе штукатурного гипса. Кроме того, поливиниловый спирт может присутствовать в суспензии 30 сердечника плиты в количестве от приблизительно 0% до приблизительно 1% по массе штукатурного гипса. Борная кислота может присутствовать в концентрированной суспензии 31 в количестве от приблизительно 0,1% до приблизительно 1% по массе штукатурного гипса и может присутствовать в суспензии 30 сердечника плиты в количестве от приблизительно 0% до приблизительно 0,1% по массе штукатурного гипса.
[0084] В некоторых вариантах реализации усиливающая добавка дополнительно содержит наноцеллюлозу, микроцеллюлозу или любую их комбинацию для повышения прочности, например, сопротивления выдергиванию гвоздей или другого параметра прочности. Наноцеллюлоза, микроцеллюлоза или их комбинации, если они входят в состав, могут присутствовать в любом подходящем количестве, таком как, например, в концентрированной суспензии 31 в количестве, например, от приблизительно 0,01% до приблизительно 2%, например, от приблизительно 0,05% до приблизительно 1% по массе штукатурного гипса, и в суспензии 30 сердечника плиты в количестве, например, от приблизительно 0% до приблизительно 0,5%, например, от 0% до приблизительно 0,01% по массе штукатурного гипса.
[0085] В некоторых вариантах реализации усиливающая добавка может содержать гипсоцемент для повышения прочности, например, сопротивления выдергиванию гвоздей или другого параметра прочности. Гипсоцемент является дополнительным компонентом и может присутствовать в любом подходящем количестве. Например, в некоторых вариантах реализации он может быть включен в концентрированную суспензию 31 в количестве от приблизительно 5% до приблизительно 30% по массе штукатурного гипса и может присутствовать в суспензии 30 сердечника плиты в количестве от приблизительно 0% до приблизительно 10% по массе штукатурного гипса.
[0086] В некоторых вариантах реализации концентрированная суспензия 31 для формирования концентрированного слоя 31 (и/или краевых слоев 95) содержит концентрацию усиливающей добавки по меньшей мере приблизительно в 1,2 раза больше по сравнению с суспензией 30 сердечника для формирования слоя 30 сердечника плиты, например, по меньшей мере приблизительно в 1,5 раза больше, по меньшей мере приблизительно в 1,7 раза больше, по меньшей мере приблизительно в 2 раза больше, по меньшей мере приблизительно в 2,5 раза больше, по меньшей мере приблизительно в 3 раза больше, по меньшей мере приблизительно в 3,5 раза больше, по меньшей мере приблизительно в 4 раза больше, по меньшей мере приблизительно в 4,5 раза больше, по меньшей мере приблизительно в 5 раз больше, по меньшей мере приблизительно в 6 раз больше и т.д., при этом каждый из этих диапазонов может иметь любой подходящий верхний предел в зависимости от ситуации, такой как, например, приблизительно 60, приблизительно 50, приблизительно 40, приблизительно 30, приблизительно 20, приблизительно 10, приблизительно 9, приблизительно 8, приблизительно 7, приблизительно 6,5, приблизительно 6, приблизительно 5,5, приблизительно 5, приблизительно 4,5, приблизительно 4, приблизительно 3,5, приблизительно 3, приблизительно 2,5, приблизительно 2, приблизительно 1,5 и т.д. Понятно, что «более высокая концентрация», используемая в данном документе, относится к относительным количествам усиливающей добавки (по массе штукатурного гипса) в отличие от абсолютных количеств ингредиентов. Поскольку слой 30 сердечника плиты обеспечивает больший вклад в объем и толщину плиты 25 по сравнению с вкладом концентрированного слоя 31 и/или краевых слоев 95, возможно, что любая конкретная добавка может быть представлена в большем абсолютном количестве в суспензии 30 сердечника плиты, например, в фунтах или килограммах, но при этом в меньшей концентрации в массовых процентах по сравнению с концентрацией в концентрированной суспензии 31, то есть в более низком относительном количестве, например, в массовых процентах (мас.%).
[0087] В вариантах реализации концентрированная суспензия 31 может быть составлена таким образом, что концентрированный слой 31 (и в вариантах реализации краевые слои 95) имеет плотность, которая больше, чем плотность слоя 30 сердечника плиты 25. В вариантах реализации концентрированная суспензия 31 составлена таким образом, что концентрированный слой 31 и/или краевые слои 95, полученные из концентрированной суспензии 31, имеют плотность по меньшей мере приблизительно в 1,1 раза выше, чем плотность слоя 30 сердечника плиты, образованного суспензией 30 сердечника, и имеет толщину от приблизительно 0,02 дюйма (около 0,05 см) до приблизительно 0,2 дюйма (около 0,5 см) в некоторых вариантах реализации. Слой 30 сердечника плиты предпочтительно имеет толщину, превышающую толщину концентрированного слоя 31 (и толщину каждого из краевых слоев 95, если они имеются).
[0088] В вариантах реализации составление и изготовление концентрированной суспензии 31 может быть аналогичным в других отношениях составлению и изготовлению «концентрированного слоя», как описано в заявках на патент США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г. и 15/186 257, поданной 17 июня 2016 г. В вариантах реализации составление и изготовление суспензии 30 сердечника может быть аналогичным в других отношениях составлению и изготовлению суспензии, используемой для изготовления «сердцевины плиты», как описано в патентных заявках США №№62/184 060, поданной 24 июня 2015 г.; 62/290 361, поданной 2 февраля 2016 г.; 15/186 176, поданной 17 июня 2016 г.; 15/186 212, поданной 17 июня 2016 г.; 15/186 232, поданной 17 июня 2016 г. и 15/186 257, поданной 17 июня 2016 г.
[0089] При обращении к фиг. 1 можно видеть, что в вариантах реализации система 35 влажного края может содержать систему 104 изгиба покровного листа, выполненную с возможностью сгибать каждую из кромок лицевого покровного листа 27 для образования кромочной стенки 105 и соединительной створки 107 для использования при соединении лицевого покровного листа 27 и заднего покровного листа 28 (см. также фиг. 9). В вариантах реализации система 104 изгиба покровного листа может содержать любое подходящее для этой цели оборудование, известное специалистам в данной области техники. Система 104 изгиба покровного листа может использовать складки 110, 111, расположенные рядом с каждой кромкой 114 лицевого покровного листа 145, для облегчения формирования кромочных стенок 105 плиты и соединительных створок 107, что понятно специалисту в данной области техники (см. также фиг. 9). В вариантах реализации складки 110, 111 могут быть сформированы рядом с каждой боковой кромкой 114 покровного листа 27 с использованием любого подходящего оборудования и технологий сгиба, известных специалистам в данной области техники.
[0090] При обращении к фиг. 1 можно видеть, что станция 35 формования выполнена с возможностью формирования гипсокартонной плиты 25 таким образом, что толщина гипсокартонной плиты 25 будет находиться в заданном диапазоне. Станция формования 35 может содержать любое оборудование, соответствующее назначению и известное в данной области техники. Например, в вариантах реализации станция 35 формования может содержать пару формовочных пластин или роликов, разнесенных на некоторое расстояние друг от друга вдоль вертикальной оси 52, которая, по существу, перпендикулярна продольному направлению 50 и поперечному направлению 51. Цементная плита 25 проходит через вертикально разнесенные формовочные пластины/ролики для задания толщины цементной плиты 25. Формовочная пластина/ролики могут перемещаться регулируемым образом относительно друг друга для дополнительной корректировки толщины гипсокартонной плиты 25 (и когда номинальная толщина плиты изменяется, например, с толщины плиты в полдюйма до 5/8 дюйма или 3/8 дюйма). Может быть предусмотрено оборудование, наносящее клей для прикрепления заднего покровного листа 28 к лицевому покровному листу 27.
[0091] Транспортер 37 выполнен с возможностью перемещения гипсокартонной плиты 25 в продольном направлении 50 от станции 35 формования. Транспортер 37 скомпонован таким образом, чтобы поддерживать гипсокартонную плиту 25 так, чтобы первый покровный лист 27 гипсокартонной плиты 25 опирался на транспортер 37. Транспортер 37 проходит вдоль продольного направления 50 и вдоль поперечного направления 51, которое перпендикулярно продольному направлению 50. Транспортер 37 выполнен с возможностью перемещения гипсокартонной плиты 25 с некоторой линейной скоростью вдоль продольного направления 50. В вариантах реализации транспортер 37 может быть скомпонован таким образом, что линейная скорость может изменяться (например, для увеличения/уменьшения скорости изготовления гипсокартонной плиты 25 и/или для изменения толщины изготавливаемой плиты, например, при изменении номинальной толщины изготавливаемой гипсокартонной плиты от половины дюйма до 5/8 дюйма или наоборот).
[0092] Транспортер 37 может быть скомпонован таким образом, чтобы кромки гипсокартонной плиты 25 проходили, по существу, параллельно продольному направлению 50. В вариантах реализации транспортер 37 скомпонован таким образом, что он имеет длину, измеренную вдоль продольного направления 50, достаточную для того, чтобы суспензия, составляющая сердечник 30, 31, могла надлежащим образом отвердеть до достижения станции 45 резки, чтобы цементная плита 25 могла быть чисто срезана.
[0093] Транспортер 37 может содержать любое оборудование, соответствующее назначению, которое известно в данной области техники. В проиллюстрированном варианте реализации транспортер 37 содержит множество опорных элементов 120, которые определяют опорную поверхность. В проиллюстрированном варианте реализации опорные элементы 120 транспортера 37 содержат ролики, которые перемещаются с возможностью вращения. В вариантах реализации по меньшей мере часть транспортера 37 может быть оборудована формующей лентой в перекрывающем ролики положении для помощи в поддержке цементной плиты 25, проходящей между роликами 120, и для помощи в изготовлении гипсокартонной плиты 25, содержащей лицевой покровный лист 27 с гладкой поверхностью.
[0094] При обращении к фиг. 1 можно видеть, что система 40 перфоратора покровного листа выполнена с возможностью создания ряда перфорационных отверстий 125 во втором покровном листе 28 (см. также фиг. 9). В вариантах реализации система 40 перфоратора покровного листа выполнена с возможностью перфорирования второго покровного листа 28 по заранее заданной ширине второго покровного листа 28 (измеряемой в поперечном направлении 51) по мере того, как гипсокартонная плита 25 будет проходить мимо нее вдоль продольного направления 50 к станции 45 резки. В вариантах реализации система 40 перфоратора покровного листа может быть скомпонована для создания перфорационных отверстий 125 в виде схемы перфорационных отверстий в заднем покровном листе 28, которая облегчает сушку избыточной влаги, оставшейся в гипсокартонной плите 25 в печи, и в то же время помогает предотвратить образование пара внутри плиты 25 (и/или обеспечивает выход для любого пара, образовавшегося в плите 25) во время процесса сушки.
[0095] В вариантах реализации система 40 перфоратора покровного листа может быть скомпонована для создания изменяемых перфорационных отверстий. Например, в вариантах реализации система 40 перфоратора покровного листа может быть скомпонована для создания схем перфорационных отверстий с различной плотностью перфорационных отверстий (количество отверстий на единицу площади), различной площадью отверстий (суммарная площадь перфорационных отверстий на единицу площади), различными шагами отверстий (расстояние между соседними перфорационными отверстиями в ряду вдоль поперечного направления 51), различными расстояниями между отверстиями (расстояние от перфорационного отверстия в одном ряду вдоль поперечного направления 51 до ближайшего перфорационного отверстия в соседнем ряду вдоль продольного направления 50) и различными расстояниями перфорационных отверстий до планки (расстояние полотна материала покровного листа, проходящего между смежными перфорационными отверстиями).
[0096] При обращении к фиг. 1-3 можно видеть, что показанная система 40 перфоратора покровного листа содержит ролик 150 перфоратора, опорную раму 152 ролика, двигатель 154, узел 157 привода и контроллер 159. Ролик 150 перфоратора расположен после станции 35 формования относительно технологического потока вдоль продольного направления 50. Ролик 150 перфоратора установлен с возможностью вращения на опорной раме 152 ролика таким образом, что ролик 150 перфоратора может вращаться вокруг оси вращения RA. Опорная рама 152 ролика поддерживает ролик 150 перфоратора таким образом, что ось вращения RA проходит вдоль поперечного направления 51 (см. фиг. 2 и 3). Опорная рама 152 ролика выполнена с возможностью размещения ролика 150 перфоратора в контакте со вторым покровным листом 28 гипсокартонной плиты 25, движущейся с некоторой линейной скоростью по транспортеру 37 (см. фиг. 1 и 3). Приводной двигатель 154 соединен с роликом 150 перфоратора для вращения ролика 150 перфоратора вокруг оси вращения RA. Приводной двигатель 154 выполнен с возможностью вращения ролика 150 перфоратора для создания ряда перфорационных отверстий 125 во втором покровном листе 28 по мере того, как гипсокартонная плита 25 проходит мимо ролика 150 перфоратора (см. фиг. 2).
[0097] При обращении к фиг. 2 и 3 можно видеть, что ролик 150 перфоратора имеет внешнюю окружность 170 с диаметром ролика D. Ролик 150 перфоратора содержит вал 172 и множество перфорационных штифтов 175, выступающих из вала 172. Вал 172 определяет ось вращения RA ролика 150 перфоратора. Перфорационные штифты 175 определяют внешнюю окружность 170 ролика 150 перфоратора. В вариантах реализации расположение перфорационных штифтов 175 по окружности вокруг оси вращения RA, определенной валом 172, и аксиально вдоль оси вращения RA может варьироваться для изменения схемы расположения перфорационных отверстий, создаваемых роликом 150 перфоратора, когда он вращается вокруг оси вращения RA, как обсуждалось выше.
[0098] Например, в вариантах реализации перфорационные штифты 175 могут быть расположены вокруг и вдоль вала 170 таким образом, что ролик 150 перфоратора создает ряды 181, 182 перфорационных отверстий 125, проходящие вдоль поперечного направления 51 и разнесенные относительно друг друга вдоль продольного направления 50. В вариантах реализации смежные ряды 181, 182 перфорационных отверстий 125 могут быть смещены таким образом, что перфорационные отверстия 125 одного ряда 181 находятся в соответствующем смещении относительно перфорационных отверстий 125 каждого смежного ряда 182 перфорационных отверстий, как показано на фиг. 2. В одном варианте реализации шаг рядов в поперечном направлении 51 составляет половину дюйма, расстояние между рядами в продольном направлении 50 составляет половину дюйма, а соседние ряды 181, 182 расположены в шахматном порядке со смещением на четверть дюйма. В вариантах реализации шаг ряда вдоль поперечного направления 51 и расстояние между рядами вдоль продольного направления 50 машины могут варьироваться. В других вариантах реализации перфорационные отверстия 125 могут быть расположены в рядах, которые имеют перфорационные отверстия 125, которые соответственно центрированы вдоль поперечного направления 51 с перфорационными отверстиями 125 в смежных рядах.
[0099] В вариантах реализации ролик 154 перфорации может быть скомпонован таким образом, что часть гипсокартонной плиты 25, которая является перфорированной, и/или схема расположения перфорационных отверстий 125 могут варьироваться. Например, в проиллюстрированном варианте реализации перфорационные штифты 175 установлены в серии цилиндрических сегментов 191, 192, 193, 194, 195, которые расположены вокруг вала 172. В вариантах реализации различные цилиндрические сегменты, имеющие разное расположение перфорационных штифтов (или не имеющие штифтов), могут быть установлены на валу 172 для изменения схемы расположения перфорационных отверстий, создаваемых роликом 150 перфоратора во втором покровном листе 28.
[00100] При обращении к фиг. 3 можно видеть, что ролик 150 перфоратора шире (измеряется в поперечном направлении 51), чем гипсокартонная плита 25. В проиллюстрированном варианте реализации ролик 150 перфоратора создает схему расположения перфорационных отверстий, по существу, по всей ширине второго покровного листа 28 (измеренной в поперечном направлении 51). В других вариантах реализации перфорировано только центральное поле гипсокартонного листа 25 (например, поперечное расстояние вдоль поперечного направления 51 между скошенными кромками плиты 25). Например, в вариантах реализации, где номинальная ширина гипсокартонной плиты 25 (вдоль поперечного направления 51) составляет четыре фута, может быть перфорирована часть центрального поля, составляющая приблизительно три четверти ширины гипсокартонной плиты 25.
[00101] При обращении к фиг. 3 можно видеть, что ролик 150 перфоратора расположен над гипсокартонной плитой вдоль вертикальной оси 52. Вертикальная ось 52 перпендикулярна как продольному направлению 50, так и поперечному направлению 51.
[00102] Перфораторные штифты 175 представляют собой небольшие стержни, которые выходят радиально наружу от вала 172 ролика 150 перфоратора. Все штифты 175 перфоратора могут быть, по существу, одинаковыми, и каждый из них может содержать дистальную точку прокалывания, приспособленную для прокалывания второго покровного листа 28 для получения перфорационного отверстия 125. В вариантах реализации перфорационные штифты 175, как правило, имеют коническую форму, так что каждый перфорационный штифт 175 имеет поперечную площадь (измеренную перпендикулярно продольной оси перфорационного штифта 175), которая на своем дистальном конце меньше, чем у его основания, которое находится близко к валу 172 перфорационного ролика. В вариантах реализации штифты 175 перфоратора могут иметь любой подходящий угол конусности.
[00103] В вариантах реализации ролик 150 перфоратора регулируемо поддерживается опорным роликом рамы 152 таким образом, что расстояние смещения 200 (измеряется вдоль вертикальной оси 52) между осью вращения RA ролика 150 перфоратора (например, в радиальном центре вала 172) и вторым покровным листом 28 гипсокартонной плиты является варьируемым. Изменяя расстояние 200 смещения между роликом 150 перфоратора и вторым покровным листом 28, можно изменять размер окружности полученных перфорационных отверстий 125 во втором покровном листе 28. При уменьшении расстояния 200 смещения увеличивается площадь перфорационных отверстий 125, создаваемых коническими перфорационными штифтами 175 (то есть конические перфорационные штифты 175 проникают в гипсокартонную плиту 25 глубже). При увеличении расстояния 200 смещения, уменьшается площадь перфорационных отверстий 125, создаваемых коническими перфорационными штифтами 175 (то есть конические перфорационные штифты 175 проникают в гипсокартонную плиту 25 на меньшую глубину).
[00104] Следует понимать, что в вариантах реализации перфорационные штифты 175 могут проникать сквозь второй покровный лист 28 и в отвержденную гипсовую суспензию гипсокартонной плиты 25. В вариантах реализации расстояние 200 смещения составляет менее половины диаметра D ролика 150 перфоратора, так что перфорационные штифты 175 наталкиваются на второй покровный лист 28 гипсокартонной плиты 25 и пробивают второй покровный лист 28, когда он проходит через ролик 150 перфоратора в продольном направлении 50.
[00105] В вариантах реализации перфорационные штифты 175 могут быть выполнены из любого подходящего материала, такого как, например, металл. В вариантах реализации перфорационные штифты 175 изготовлены из металла, который позволяет перфорационным штифтам 175 слегка изгибаться в ответ на контакт, в который они периодически вступают со вторым покровным листом 28. Будучи достаточно гибкими, перфорационные штифты 175 могут приспосабливаться к некоторому изменению тангенциальной скорости ролика перфоратора на линии соприкосновения с гипсокартонной плитой 25 и линейной скорости, с которой плита 25 движется вдоль продольного направления 50.
[00106] При обращении к фиг. 1-3 можно видеть, что опорная рама 152 ролика выполнена с возможностью поддерживать ролик 150 перфоратора над транспортером 37. Опорная рама 152 ролика содержит первый и второй боковые узлы 211, 212 рамы, расположенные на некотором расстоянии друг от друга в поперечном направлении 51 таким образом, что между ними расположен транспортер 37; поперечный опорный рельс 214, проходящий вдоль поперечного направления 51 над транспортером 37 между боковыми узлами 211, 212 рамы; верхний узел 217 рамы, проходящий между боковыми узлами 211, 212 рамы в их верхней точке; и кронштейн 220 ролика.
[00107] Боковые узлы 211, 212 рамы имеют, по существу, одинаковую конструкцию и представляют собой зеркальное отображение друг друга. Каждый боковой узел рамы 211, 212 содержит пару стоек 223, 224, расположенных на некотором расстоянии друга от друга вдоль продольного направления 50, и продольный опорный рельс 225 кронштейна ролика, проходящий вдоль продольного направления 50 между соответствующими стойками 223, 224 в промежуточной точке вдоль вертикальной оси 52.
[00108] При обращении к фиг. 3 можно видеть, что стойки 223, 224 могут быть прикреплены к полу (или другой опорной поверхности) с помощью подходящих монтажных кронштейнов 227 и проходить вдоль вертикальной оси 52. Верхний узел 217 рамы установлен на соответствующих верхних концах 229 стоек 223, 224. При обращении к фиг. 1-3 можно видеть, что продольные опорные рельсы 225 кронштейна ролика могут использоваться для поддержки с возможностью поворота кронштейна 220 ролика с помощью пары подшипников 234, 235 (такой как, например, блок опорного подшипника).
[00109] При обращении к фиг. 2 можно видеть, что поперечный опорный рельс 214 проходит между верхними стойками 223 первого и второго боковых узлов 211, 212 рамы в промежуточной точке вдоль вертикальной оси 52. Поперечный опорный рельс 214 может быть использован в качестве крепления для узла 157 привода, который соединен как с поперечным опорным рельсом 214, так и с кронштейном 220 ролика.
[00110] При обращении к фиг. 1-3 можно видеть, что кронштейн 220 ролика поддерживает с возможностью вращения ролика 150 перфоратора. При обращении к фиг. 2 и 3 можно видеть, что ролик 150 перфоратора шарнирно соединен с кронштейном 220 ролика для вращения вокруг оси RA вращения. В проиллюстрированном варианте реализации вал 172 ролика 150 перфоратора поддерживается с возможностью вращения парой подшипников 231, 232 (например, блоком опорных подшипников), установленных на кронштейне 220 ролика так, что вал 172 ролика 150 перфоратора проходит между подшипниками 231, 232 для задания оси вращения RA.
[00111] При обращении к фиг. 1 можно видеть, что кронштейн 220 ролика может двигаться с возможностью поворота так, что кронштейн 220 ролика может вращаться в диапазоне перемещения между положением сцепления (как показано на фиг. 1) и сложенным положением (как показано штриховыми линиями на фиг. 1). Ролик 150 перфоратора расположен таким образом, чтобы находиться в контакте с гипсокартонной плитой 25, перемещаемой транспортером 37, когда кронштейн 220 ролика находится в положении сцепления. Ролик 150 перфоратора расположен таким образом, чтобы не находиться в контакте с гипсокартонной плитой 25, перемещаемой транспортером 37, когда кронштейн 220 ролика находится в сложенном положении.
[00112] В показанном варианте реализации кронштейн 220 ролика установлен с возможностью поворота на опорной раме ролика 152 с помощью подшипников 234, 235, установленных, соответственно, на первом и втором боковых узлах 211, 212 рамы. Кронштейн 220 ролика включает пару поворотных валов 238, 239, выходящих из его корпуса 241 (как показано, например, на фиг. 2 и 3). Поворотные валы 238, 239 вставлены, соответственно, в подшипники 234, 235, для задания оси В А вращения кронштейна ролика.
[00113] При обращении к ФИГ. 4-6 можно видеть, что кронштейн 220 ролика показан в разобранном виде остальной части опорной рамы ролика. Дополнительные детали этого приблизительного варианта реализации кронштейна 220 ролика будут очевидными для специалистов в данной области техники. Следует понимать, что в других вариантах реализации кронштейн ролика может иметь другую конструкцию.
[00114] При обращении к фиг. 3 можно видеть, что в вариантах реализации опорная рама 152 ролика выполнена с возможностью такой регулируемой поддержки ролика 150 перфоратора над транспортером, что расстояние 200 смещения, измеренное между роликом 150 перфоратора и вторым покровным листом 28 гипсокартонной плиты 25, поддерживаемой транспортером 37, может варьироваться с целью выборочного регулирования глубины проникновения перфорационных штифтов 175 ролика 150 перфоратора во второй покровный лист 28 гипсокартонной плиты 25. Например, при обращении к фиг. 7 можно видеть, что в вариантах реализации опорная рама 152 содержит позиционирующий элемент 270 и стопор 272 кронштейна. Позиционирующий элемент 270 установлен на кронштейне 220 ролика. Стопор 272 кронштейна установлен на транспортере 37 таким образом, что стопор 272 кронштейна наталкивается на позиционирующий элемент 270 для ограничения вращательного движения кронштейна 220 ролика в направлении 275 по направлению к транспортеру 37 с целью задания положения сцепления (см., например, фиг. 1).
[00115] При обращении к фиг. 7 можно видеть, что в вариантах реализации позиционирующий элемент 270 установлен с возможностью регулирования на кронштейне 220 ролика так, что дистальный конец 277 позиционирующего элемента 270 расположен на регулируемом расстоянии 278 от шарнирного кронштейна 220 так, что расстояние 200 смещения, измеренное между роликом 150 перфоратора и транспортером 37, когда шарнирный кронштейн 220 находится в положении сцепления, может варьироваться с целью выборочного регулирования глубины проникновения ролика 150 перфоратора во второй покровный лист 28 гипсокартонной плиты 25. В проиллюстрированном варианте реализации позиционирующий элемент 270 включает резьбовую шпильку 280, которая резьбовым способом сцеплена с монтажным корпусом 282, прикрепленным к кронштейну 220 ролика. Дистальный конец 277 имеет форму полусферической контактной кнопки, которая установлена на резьбовой шпильке 280. Резьбовая шпилька 280 может иметь резьбовую поверхность с таким допуском, что вращение резьбовой шпильки 280 вокруг своей продольной оси на фиксированный угол будет подводить/отводить контактную кнопку на предварительно заданное расстояние. Может быть предусмотрена зажимная гайка 284 для фиксации резьбовой шпильки 280 в требуемом положении.
[00116] В вариантах реализации стопор 272 кронштейна может иметь любую подходящую конструкцию, которая позволит ему останавливать перемещение позиционирующего элемента 270, чтобы позиционирующий элемент можно было использовать для регулируемого выставления положения ролика 150 перфоратора относительно второго покровного листа 28 гипсокартонной плиты 25. В проиллюстрированном варианте реализации стопор 272 кронштейна содержит стойку, имеющую плоский опорный конец 287. Опорный конец 287 расположен так, что дистальный конец 277 позиционирующего элемента 270 опирается на опорный конец 287 для задания положения сцепления кронштейна 220 ролика.
[00117] При обращении к фиг. 2 и 5 можно видеть, что показанная опорная рама 152 ролика включает пару позиционирующих элементов 270, 271, установленных на нижних углах кронштейна 220 ролика, и пару связанных стопоров 272, 273 кронштейна, установленных с обеих сторон транспортера 37 (см., например, фиг. 1 и 3). Позиционирующие элементы 270, 271 и соответствующие связанные стопоры 272, 273 кронштейна могут быть сконструированы одинаковым образом.
[00118] При обращении к фиг. 7 и 8 можно видеть, что в вариантах реализации опорная рама 152 включает стопорную прокладку 290, которая имеет заданную толщину прокладки. Стопорная прокладка 290 выполнена с возможностью размещения между позиционирующим элементом 270 и стопором 272 кронштейна с целью постепенного регулирования положения сцепления значения, которое скоррелировано с толщиной прокладки. В вариантах реализации толщина прокладки может быть возрастающей разностью двух толщин продукта. Например, в вариантах реализации толщина стопорной прокладки 290 может быть связана с разностью толщин двух типов гипсокартонной плиты 25, производимых системой 20. В вариантах реализации стопорная прокладка 290 может использоваться для перехода от плиты толщиной в половину дюйма к плите толщиной пять восьмых дюйма.
[00119] В проиллюстрированном варианте реализации стопорная прокладка 290 установлена с возможностью поворота на стопоре 272 кронштейна с помощью поворотного блока 292. При обращении к фиг. 7 можно видеть, что стопорная прокладка 290 поворачивается от опорного конца стопора 272 кронштейна таким образом, что она не используются для дальнейшего задания положения сцепления кронштейна 220 ролика. Поворотный блок 292 находится в контакте со стороной стопора 272 кронштейна для ограничения движения стопорной прокладки 290 от опорного конца 287. На фиг. 8 стопорная прокладка 290 была повернута на место на опорный конец 287 таким образом, что стопорная прокладка 290 расположена между позиционирующим элементом 270 и стопором 272 кронштейна для дальнейшего увеличения расстояния ролика 150 перфоратора от транспортера 37.
[00120] При обращении к фиг. 1 и 2 можно видеть, что приводной двигатель 154 выполнен с возможностью вращения ролика 150 перфоратора в направлении 295 с гипсокартонной плитой 25 в точке контакта между внешней окружностью ролика 150 перфоратора и вторым покровным листом 28. Приводной двигатель 154 выполнен с возможностью вращения ролика 150 перфоратора таким образом, что внешняя окружность 170 ролика 150 перфоратора имеет тангенциальную скорость, которая, по существу, равна линейной скорости, с которой движется гипсокартонная плита 25. Специалистам в данной области техники будет понятно, что линейная скорость, с которой движется гипсокартонная плита, является номинальной линейной скоростью в вариантах реализации. Номинальная линейная скорость может быть установлена оператором в качестве введенного рабочего параметра. В некоторых вариантах реализации номинальная линейная скорость может базироваться на измерениях датчика линейной скорости, такого как датчик, расположенный рядом со станцией 35 формования и/или станцией 45 резки.
[00121] В вариантах реализации двигатель 154 может быть любым подходящим двигателем, соответствующим предполагаемому назначению. В вариантах реализации двигатель содержит подходящий редукторный электродвигатель и частотно-регулируемый электропривод (ЧРП), которые выполнены с возможностью обеспечения вращения ролика 150 перфоратора в некотором диапазоне скоростей вращения.
[00122] Когда тангенциальная скорость ролика 150 перфоратора и линейная скорость движения гипсокартонной плиты 25 начинают существенно отличаться друг от друга, форма перфорационных отверстий 125 может начать изменяться от круглой до овальной формы. В вариантах реализации работа двигателя 154 может быть регулируемой для создания перфорационных отверстий 125, которые будут иметь форму, соответствующую предварительно заданному допуску профиля формы. В вариантах реализации может быть предусмотрена система видеонаблюдения, которая поможет управлять работой двигателя 154 с целью получения необходимой формы перфорационных отверстий.
[00123] При обращении к фиг. 1 можно видеть, что узел 157 привода выполнен с возможностью избирательного перемещения кронштейна 220 ролика в диапазоне перемещения между положением сцепления и сложенным положением. Узел 157 привода включает линейный привод 310 и источник 312 питания линейного привода. В вариантах реализации линейный привод смонтирован по меньшей мере на кронштейне 220 ролика опорной рамы 152. В показанном варианте реализации линейный привод 310 смонтирован на кронштейне 220 ролика 220 и на поперечном опорном рельсе 214 опорной рамы 152 ролика. В вариантах реализации линейный привод может содержать любой подходящий привод, скомпонованный для выборочного вращения кронштейна ролика в диапазоне углов между сложенным положением и положением сцепления. Источник 312 питания линейного привода выполнен с возможностью избирательного управления линейным приводом 310 таким образом, что линейный привод 310 будет перемещать кронштейн 220 ролика в некотором диапазоне перемещений. В показанном варианте реализации линейный привод 310 содержит пневматический цилиндр, а источник 312 питания содержит источник сжатого воздуха.
[00124] При обращении к фиг. 1 можно видеть, что контроллер 159 образует рабочую компоновку вместе с источником 312 питания линейного привода и двигателем 154. В вариантах реализации контроллер 159 выполнен с возможностью выборочного управления источником 312 питания линейного привода для перемещения кронштейна 220 ролика из положения сцепления в сложенное положение в ответ на сигнал команды, принятый контроллером 159. В вариантах реализации поток сжатого воздуха от источника 312 питания к пневматическому цилиндру 310 контролируется контроллером 159 посредством подходящей системы клапанов. В вариантах реализации контроллер 159 может быть запрограммирован на управление работой электродвигателя 154 для варьируемого изменения частоты вращения ролика 150 перфоратора. В вариантах реализации контроллер 159 может использоваться для помощи в работе ролика 150 перфоратора, так что его тангенциальная скорость будет находиться в пределах предварительно заданной погрешности линейной скорости, с которой гипсокартонная плита 25 перемещается вдоль продольного направления 50.
[00125] При обращении к фиг. 1 можно видеть, что станция 45 резки расположена после станции 35 формования относительно технологического потока вдоль продольного направления 50. Станция 45 резки расположена относительно транспортера 37 так, что транспортер 37 переносит гипсокартонную плиту 25 за станцию 45 резки. Станция 45 резки может включать в себя нож, выполненный с возможностью периодически разрезать гипсокартонную плиту 25 вдоль поперечного направления 51 для создания ряда сегментов плиты по мере перемещения цементной плиты 25 вдоль продольного направления 50 мимо станции 45 резки. В вариантах реализации нож может быть вращающимся ножом, что общеизвестно специалистам в данной области техники.
[00126] В некоторых вариантах реализации ролик 150 перфоратора системы 40 перфоратора покровного листа расположен перед станцией 45 резки относительно технологического потока вдоль продольного направления 50. В проиллюстрированном варианте реализации ролик 150 перфоратора системы 40 перфоратора покровного листа расположен вдоль продольного направления 50 между станцией 35 формования и станцией 45 резки.
[00127] В вариантах реализации контроллер 159 может быть выполнен с возможностью управления работой вращающегося ножа станции 45 резки. В вариантах реализации контроллер 159 может регулировать скорость вращения вращающегося ножа в зависимости от линейной скорости плиты (которая определяется, например, подходящим датчиком) для получения сегментов плиты одинаковой, по существу, длины при различных значениях линейной скорости.
[00128] В вариантах реализации система 20 изготовления цементной плиты 25 может включать другие компоненты и станции. Например, в вариантах реализации система 20 может включать систему транспортирования, включающую устройство опрокидывания плиты; печь; и станцию упаковывания и обматывания лентой, где все перечисленные устройства находятся после станции 45 резки относительно технологического потока.
[00129] В вариантах реализации способа изготовления гипсокартонной плиты, соответствующих принципам данного изобретения, система перфоратора покровного листа, сконструированная согласно принципам данного раскрытия, используется для изготовления гипсокартонной плиты с перфорированным покровным листом, как обсуждалось в данном документе. В вариантах реализации способ изготовления гипсокартонной плиты, соответствующий принципам данного изобретения, может использоваться с любым вариантом реализации системы изготовления гипсокартонной плиты в соответствии с принципами, обсуждаемыми в данном документе.
[00130] Например, в вариантах реализации способ изготовления гипсокартонной плиты, соответствующий принципам данного изобретения, включает перемещение гипсокартонной плиты вдоль продольного направления от станции формования к ролику перфоратора. Гипсокартонная плита имеет сердечник, расположенный между первым покровным листом и вторым покровным листом. Сердечник содержит водную гипсовую суспензию. Гипсокартонная плита простирается вдоль продольного направления и вдоль поперечного направления. Поперечное направление перпендикулярно продольному направлению. Ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления.
[00131] Гипсокартонная плита проходит вдоль продольного направления под роликом перфоратора. Ролик перфоратора контактирует со вторым покровным листом гипсокартонной плиты. Ролик перфоратора вращается с помощью приводного двигателя вокруг оси вращения, проходящей вдоль поперечного направления, для создания ряда перфорационных отверстий во втором покровном листе по мере того, как гипсокартонная плита перемещается мимо ролика перфоратора в продольном направлении. В вариантах реализации способа изготовления гипсокартонной плиты, соответствующих принципам данного изобретения, приводной двигатель вращает ролик перфоратора в направлении гипсокартонной плиты к точке контакта внешней окружности ролика перфоратора и второго покровного листа.
[00132] В вариантах реализации гипсокартонная плита транспортируется от станции формования с некоторой линейной скоростью вдоль продольного направления. Приводной двигатель может вращать ролик перфоратора так, что внешняя окружность ролика перфоратора будет иметь тангенциальную скорость, которая, по существу, равна линейной скорости.
[00133] В вариантах реализации данный способ дополнительно включает регулирование глубины проникновения ролика перфоратора во второй покровный лист гипсокартона путем изменения расстояния смещения, измеренного между роликом перфоратора и транспортером. Расстояние смещения измеряется вдоль вертикальной оси, которая перпендикулярна как продольному направлению, так и поперечному направлению. В вариантах реализации расстояние смещения постепенно изменяется на величину, коррелированную с изменением толщины гипсокартонной плиты.
[00134] В вариантах реализации данный способ дополнительно включает периодическую резку гипсокартонной плиты для создания ряда сегментов плиты по мере перемещения гипсокартонной плиты вдоль продольного направления мимо станции резки. Станция резки расположена после станции формования относительно технологического потока вдоль продольного направления. Ролик перфоратора расположен между станцией формования и станцией резки вдоль продольного направления. В вариантах реализации ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления на расстоянии, достаточном для того, чтобы водная суспензия гипса, составляющая сердечник, отверждалась перед перфорацией второго покровного листа.
[00135] В вариантах реализации данный способ дополнительно включает такое перемещение ролика перфоратора в сложенное положение, что ролик перфоратора не будет контактировать с гипсокартонной плитой. Ролик перфоратора может быть возвращен на место в положение сцепления, когда будет необходимо возобновить перфорацию гипсокартонной плиты.
[00136] В вариантах реализации сердечник гипсокартонной плиты содержит слой сердечника и концентрированный слой. Слой сердечника образован из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс, а концентрированный слой образован из концентрированной суспензии, содержащей по меньшей мере воду, штукатурный гипс и усиливающую добавку. Усиливающая добавка присутствует в более концентрированном количестве в массовых процентах в концентрированной суспензии, чем в суспензии сердечника.
[00137] В вариантах реализации слой сердечника расположен вдоль вертикальной оси между вторым покровным листом и концентрированным слоем. Вертикальная ось перпендикулярна как продольному направлению, так и поперечному направлению.
[00138] На фиг. 9 показан вариант реализации гипсокартонной плиты 25, выполненной в соответствии с принципами данного изобретения. Гипсокартонная плита 25 включает первый покровный лист 27, второй покровный лист 28 и гипсовый сердечник 29. Гипсовый сердечник 29 расположен между первым и вторым покровными листами 27, 28. Гипсовый сердечник 29 включает слой 30 сердечника и концентрированный слой 31. Слой 30 сердечника включает отвержденный гипс, образованный из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс. Концентрированный слой 31 включает отвержденный гипс, образованный из концентрированной суспензии, содержащей, по меньшей мере, воду, штукатурный гипс и усиливающую добавку. Усиливающая добавка присутствует в концентрированной суспензии в большем количестве (в массовых процентах), чем в суспензии сердечника. По меньшей мере один из покровных листов 27, 28 перфорирован таким образом, что указанный покровный лист содержит множество перфорационных отверстий 125. В показанном варианте реализации перфорирован второй покровный лист 28.
[00139] В вариантах реализации слой 30 сердечника расположен между вторым покровным листом 28 и концентрированным слоем 31. В показанном варианте реализации слой 30 сердечника является смежным со вторым покровным листом 28. В вариантах реализации между вторым покровным листом 28 и слоем 30 сердечника может быть расположен слой накрывки, изготовленный из суспензии, являющейся более плотной, чем суспензия, из которой изготовлен слой 30 сердечника.
[00140] В вариантах реализации слой 30 сердечника вдоль вертикальной оси 52 расположен ко второму покровному листу 28 ближе, чем концентрированный слой 31. Вертикальная ось 52 перпендикулярна как продольному направлению 50, так и поперечному направлению 51.
[00141] В вариантах реализации слой 30 сердечника сформирован из водной гипсовой суспензии, имеющей первый состав. Гипсокартонная плита 25 имеет пару краевых слоев 95 (один из них показан), проходящих вдоль продольного направления 50, которые сформированы из суспензии, имеющей второй состав, отличающийся от первого состава. Краевые слои 95 расположены на некотором расстоянии друг от друга вдоль поперечного направления 51, которое перпендикулярно продольному направлению 50. Каждый краевой слой 95 обычно имеет С-образную форму поперечного сечения. Краевые слои 95 соединены с лицевым покровным листом 27 и слоем 30 сердечника.
[00142] В вариантах реализации каждый краевой слой 95 может быть нанесен на лицевой покровный лист 27 гипсокартонной плиты 25 таким образом, что краевой слой 95 проходит от одной лицевой поверхности гипсокартонной плиты 25 (в данном случае от передней лицевой поверхности) и вокруг кромочной стенки 105 гипсокартонной плиты 25. В показанном варианте реализации краевой слой 95 проходит вокруг кромочной стенки 105 таким образом, что краевой слой 95 соединен по меньшей мере с частью соединительной створки 107 переднего покровного листа 27.
[00143] В вариантах реализации краевые слои 95 имеют толщину, которая меньше половины номинальной толщины гипсокартонной плиты, которая измеряется вдоль вертикальной оси 52. Таким образом, поперечное сечение каждого краевого слоя 95 принимает С-образный вид, в котором часть 315 слоя 30 сердечника расположена между парой лицевых частей 320, 321 краевого слоя 95 вдоль вертикальной оси 52. Лицевые части 320, 321 соединены с лицевым покровным листом 27 и соединительной створкой 107 соответственно. Участок 325 стенки краевого слоя 95 соединен с кромочной стенкой 105 гипсокартонной плиты 25. Лицевые части 320, 321 проходят вдоль продольного направления 50 и поперечного продольного направления 51. Участок 325 стенки проходит вдоль продольного направления 50 и вертикальной оси 52.
[00144] В вариантах реализации гипсокартонная плита 25 включает концентрированный слой 31, который проходит в поперечном направлении между краевыми слоями 95. В показанном варианте реализации концентрированный слой 31 сформирован из суспензии, имеющей второй состав вместе с краевыми слоями 95. Концентрированный слой 31 является, по существу, смежным с краевыми слоями 95. Концентрированный слой 31 соединен с лицевым покровным листом 27 и слоем 30 сердечника. Концентрированный слой 31 проходит в поперечном направлении 51, по существу, между краевыми слоями 95.
[00145] Задний покровный лист 28 может быть соединен с лицевым покровным листом 27 любым подходящим способом. Например, в показанном варианте реализации задний покровный лист 28 соединен с соединительными створками 107 с помощью подходящего клея.
[00146] Принципы данного изобретения дополнительно проиллюстрированы представленными ниже примерными вариантами реализации. Однако объем данного изобретения не ограничен представленными ниже вариантами реализации.
[00147] Вариант реализации 1. Система изготовления гипсокартонной плиты, причем гипсокартонная плита содержит гипсовый сердечник, первый покровный слой и второй покровный лист, при этом гипсовый сердечник расположен между первым и вторым покровными листами, причем указанная система содержит: станцию формования, при этом станция формования выполнена с возможностью формирования гипсокартонной плиты таким образом, что толщина гипсокартонной плиты находится в заданном диапазоне значений; транспортер, причем транспортер выполнен с возможностью перемещения гипсокартонной плиты вдоль продольного направления от станции формования, при этом транспортер скомпонован для поддержки гипсокартонной плиты таким образом, что первый покровный лист гипсокартонной плиты опирается на транспортер, причем транспортер проходит вдоль продольного направления и вдоль поперечного направления, при этом поперечное направление перпендикулярно продольному направлению; систему перфоратора покровного листа, причем система перфоратора покровного листа включает ролик перфоратора, опорную раму ролика и двигатель: ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления, при этом ролик перфоратора установлен с возможностью вращения на опорной раме ролика таким образом, что ролик перфоратора вращается вокруг оси вращения, причем опорная рама ролика поддерживает ролик перфоратора таким образом, что ось вращения проходит вдоль поперечного направления, и опорная рама ролика выполнена с возможностью размещения ролика перфоратора в контакте со вторым покровным листом гипсокартонной плиты, перемещаемой транспортером, и причем приводной двигатель соединен с роликом перфоратора для вращения ролика перфоратора вокруг оси вращения, при этом приводной двигатель выполнен с возможностью вращения ролика перфоратора для создания ряда перфорационных отверстий во втором покровном листе по мере прохождения гипсокартонной плиты мимо ролика перфоратора.
[00148] Вариант реализации 2. Система изготовления в соответствии с вариантом реализации 1, отличающаяся тем, что ролик перфоратора имеет внешнюю окружность и при этом приводной двигатель выполнен с возможностью вращения ролика перфоратора в направлении гипсокартонного листа к точке контакта между внешней окружностью ролика перфоратора и второго покровного листа.
[00149] Вариант реализации 3. Система изготовления в соответствии с вариантом реализации 2, отличающаяся тем, что транспортер выполнен с возможностью перемещения гипсокартонной плиты с некоторой линейной скоростью вдоль продольного направления и в которой приводной двигатель выполнен с возможностью вращения ролика перфоратора таким образом, что внешняя окружность ролика перфоратора имеет некоторую тангенциальную скорость, при этом указанная тангенциальная скорость, по существу, равна указанной линейной скорости.
[00150] Вариант реализации 4. Система изготовления в соответствии с вариантом реализации 1, отличающаяся тем, что ролик перфоратора содержит вал и некоторое количество перфорационных штифтов, выступающих из ролика, при этом перфорационные штифты задают внешнюю окружность ролика перфоратора.
[00151] Вариант реализации 5. Система изготовления в соответствии с вариантом реализации 1, отличающаяся тем, что опорная рама ролика выполнена с возможностью регулируемой поддержки ролика перфоратора над транспортером таким образом, чтобы расстояние смещения, измеренное между роликом перфоратора и транспортером, варьировалось для избирательного регулирования глубины проникновения ролика перфоратора во второй покровный лист гипсокартонной плиты, причем расстояние смещения измеряется вдоль вертикальной оси, которая перпендикулярна как продольному направлению, так и поперечному направлению.
[00152] Вариант реализации 6. Система изготовления в соответствии с вариантом реализации 1, отличающаяся тем, что опорная рама ролика содержит кронштейн ролика, причем ролик перфоратора шарнирно соединен с кронштейном ролика для вращения вокруг оси вращения, а кронштейн ролика может поворачиваться таким образом, что кронштейн ролика может вращаться в диапазоне перемещения между положением сцепления и сложенным положением, при этом когда ролик перфоратора находится в положении сцепления, он устанавливается в положение контакта с гипсокартонной плитой, которая перемещается транспортером, и когда ролик перфоратора находится в сложенном положении, он устанавливается в положение отсутствия контакта с гипсокартонной плитой, которая перемещается транспортером.
[00153] Вариант реализации 7. Система изготовления в соответствии с вариантом реализации 6, отличающаяся тем, что система перфоратора покровного листа содержит узел привода, при этом узел привода выполнен с возможностью избирательного перемещения кронштейна ролика в диапазоне между положением сцепления и сложенным положением.
[00154] Вариант реализации 8. Система изготовления в соответствии с вариантом реализации 7, отличающаяся тем, что узел привода содержит линейный привод и источник питания линейного привода, при этом линейный привод устанавливается по меньшей мере на опорную раму кронштейна ролика, причем источник питания линейного привода выполнен с возможностью избирательного управления линейным приводом таким образом, что линейный привод перемещает кронштейн ролика в некотором диапазоне перемещений.
[00155] Вариант реализации 9. Система изготовления в соответствии с вариантом реализации 6, отличающаяся тем, что опорная рама ролика включает позиционирующий элемент и стопор кронштейна, при этом позиционирующий элемент устанавливается на кронштейне ролика, и стопор кронштейна устанавливается на транспортере таким образом, что стопор кронштейна наталкивается на позиционирующий элемент для ограничения вращательного движения кронштейна ролика в направлении к транспортеру для задания положения сцепления.
[00156] Вариант реализации 10. Система изготовления в соответствии с вариантом реализации 9, отличающаяся тем, что позиционирующий элемент регулируемо установлен на кронштейне ролика таким образом, что дистальный конец позиционирующего элемента расположен на регулируемом расстоянии от шарнирного кронштейна таким образом, что расстояние смещения, измеренное между роликом перфоратора и транспортером, когда шарнирный кронштейн находится в положении сцепления, является варьируемым для выборочного регулирования глубины проникновения ролика перфоратора во второй покровный лист гипсокартонной плиты, при этом расстояние смещения измеряется вдоль вертикальной оси, которая перпендикулярна как продольному направлению, так и поперечному направлению.
[00157] Вариант реализации 11. Система изготовления в соответствии с вариантом реализации 10, отличающаяся тем, что опорная рама включает стопорную прокладку, причем стопорная прокладка имеет толщину прокладки, при этом стопорная прокладка выполнена с возможностью размещения между позиционирующим элементом и стопором кронштейна для постепенной регулировки положения сцепления в степени, коррелированной с толщиной прокладки.
[00158] Вариант реализации 12. Система изготовления в соответствии с вариантом реализации 1, дополнительно содержащая: станцию резки, причем станция резки расположена после станции формования относительно технологического потока вдоль продольного направления, при этом станция резки расположена относительно транспортера таким образом, что транспортер перемещает гипсокартонную плиту мимо станции резки, причем станция резки включает нож, выполненный с возможностью периодической резки гипсокартонной плиты вдоль поперечного направления для создания ряда сегментов плиты по мере того, как гипсокартонная плита движется вдоль продольного направления мимо станции резки, при этом ролик перфоратора системы перфоратора покровного листа расположен вдоль продольного направления между станцией формования и станцией резки.
[00159] Вариант реализации 13. Способ изготовления гипсокартонной плиты, включающий: перемещение гипсокартонной плиты вдоль продольного направления от станции формования к ролику перфоратора, причем гипсокартонная плита содержит сердечник, расположенный между первым покровным листом и вторым покровным листом, при этом сердечник содержит водную гипсовую суспензию, причем гипсокартонная плита проходит вдоль продольного направления и вдоль поперечного направления, при этом поперечное направление перпендикулярно продольному направлению, и причем ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления; прохождение гипсокартонной плиты вдоль продольного направления под роликом перфоратора, причем ролик перфоратора контактирует со вторым покровным листом гипсокартонной плиты; вращение с помощью приводного двигателя ролика перфоратора вокруг оси вращения, проходящей вдоль поперечного направления, для создания ряда перфорационных отверстий во втором покровном листе по мере прохождения гипсокартонной плиты мимо ролика перфоратора в продольном направлении.
[00160] Вариант реализации 14. Способ изготовления в соответствии с вариантом реализации 13, отличающийся тем, что приводной двигатель вращает ролик перфоратора в направлении гипсокартонной плиты к точке контакта внешней окружности ролика перфоратора со вторым покровным листом.
[00161] Вариант реализации 15. Способ изготовления в соответствии с вариантом реализации 14, отличающийся тем, что гипсокартонная плита перемещается от станции формования с некоторой линейной скоростью вдоль продольного направления, и при этом приводной двигатель вращает ролик перфоратора таким образом, что внешняя окружность ролика перфоратора имеет некоторую тангенциальную скорость, причем указанная тангенциальная скорость, по существу, равна указанной линейной скорости.
[00162] Вариант реализации 16. Способ изготовления в соответствии с вариантом реализации 13, дополнительно включающий: регулирование глубины проникновения ролика перфоратора во второй покровный лист гипсокартонной плиты путем изменения расстояния смещения, измеренного между роликом перфоратора и транспортером, при этом расстояние смещения измеряется вдоль вертикальной оси, которая перпендикулярна как продольному направлению, так и поперечному направлению.
[00163] Вариант реализации 17. Система изготовления в соответствии с вариантом реализации 16, отличающаяся тем, что расстояние смещения постепенно изменяется на величину, коррелирующую с изменением толщины гипсокартонной плиты.
[00164] Вариант реализации 18. Способ изготовления в соответствии с вариантом реализации 13, дополнительно включающий: перемещение перфоратора ролика в сложенное положение таким образом, что ролик перфоратора устанавливается в положение отсутствия контакта с гипсокартонной плитой.
[00165] Вариант реализации 19. Способ изготовления в соответствии с вариантом реализации 13, дополнительно включающий: периодическую резку гипсокартонной плиты для создания ряда сегментов плиты по мере перемещения гипсокартонной плиты вдоль продольного направления мимо станции резки, причем станция резки расположена после станции формования относительно технологического потока вдоль продольного направления, и при этом ролик перфоратора расположен между станцией формования и станцией резки вдоль продольного направления.
[00166] Вариант реализации 20. Способ изготовления в соответствии с вариантом реализации 19, отличающийся тем, что ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления на расстоянии, которое обеспечивает отверждение водной гипсовой суспензии, составляющей сердечник, до перфорирования второго покровного листа.
[00167] Вариант реализации 21. Способ изготовления в соответствии с вариантом реализации 13, отличающийся тем, что сердечник гипсокартонной плиты содержит слой сердечника и концентрированный слой, причем слой сердечника сформирован из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс, а концентрированный слой сформирован из концентрированной суспензии, содержащей по меньшей мере воду, штукатурный гипс и усиливающую добавку, при этом усиливающая добавка присутствует в более концентрированном количестве в массовых процентах в концентрированной суспензии, чем в суспензии сердечника.
[00168] Вариант реализации 22. Способ изготовления в соответствии с вариантом реализации 13, отличающийся тем, что слой сердечника расположен вдоль вертикальной оси между вторым покровным листом и концентрированным слоем, причем вертикальная ось перпендикулярна как продольному направлению, так и поперечному направлению.
[00169] Вариант реализации 23. Гипсокартонная плита, содержащая: первый покровный лист; второй покровный лист; и сердечник, причем сердечник расположен между первым покровным листом и вторым покровным листом, при этом сердечник содержит слой сердечника и концентрированный слой, причем слой сердечника содержит отвержденный гипс, образованный из суспензии сердечника, содержащей по меньшей мере воду и штукатурный гипс, а концентрированный слой содержит отвержденный гипс, образованный из концентрированной суспензии, содержащей по меньшей мере воду, штукатурный гипс и усиливающую добавку, причем усиливающая добавка присутствует в более концентрированном количестве в массовых процентах в концентрированной суспензии, чем в суспензии сердечника; при этом второй покровный лист содержит ряд перфорационных отверстий.
[00170] Вариант реализации 24. Гипсокартонная плита в соответствии с вариантом реализации 23, отличающаяся тем, что слой сердечника расположен между вторым покровным листом и концентрированным слоем.
[00171] Вариант реализации 25. Гипсокартонная плита в соответствии с вариантом реализации 23, отличающаяся тем, что слой сердечника является смежным со вторым покровным листом.
[00172] Следует отметить, что вышеизложенные варианты реализации являются просто примерами вариантов реализации в соответствии с принципами данного изобретения. Другие примерные варианты реализации очевидны из полноты описания данного документа. Специалистам в данной области техники также будет понятно, что каждый из этих вариантов реализации может использоваться в различных комбинациях с другими вариантами реализации, представленными в данном документе.
[00173] Все ссылки, цитируемые в данном документе, включены в него посредством ссылки в той же степени, как если бы каждая ссылка была отдельно и конкретно указана для включения в качестве ссылки и была изложена здесь во всей своей полноте.
[00174] Использование артиклей «а», «an» и «the» и аналогичных ссылок в контексте описания изобретения (особенно в контексте следующей формулы изобретения) должно толковаться как охватывающее как единственное, так и множественное число, если не указано иное или если это явно не противоречит контексту. Термины «содержащий», «имеющий» и «включающий» следует понимать как термины открытого состава (т.е. означающие «включающий, но не ограничивающийся»), если не указано иное. Перечисление диапазонов значений в данном документе просто предназначено для того, чтобы служить кратким способом отдельной ссылки на каждое отдельное значение, попадающее в этот диапазон, если не указано иное, и каждое отдельное значение включается в описание, как если бы оно было отдельно указано в данном документе. Все способы, описанные в данном документе, могут быть выполнены в любом подходящем порядке, если иное не указано в данном документе или если это явно не противоречит контексту. Использование любого и всех примеров или примерных формулировок (например, «такие как»), представленных в данном документе, предназначено просто для лучшего освещения изобретения и не налагает ограничения на объем изобретения, если не заявлено иное. Ни один язык в описании не должен быть истолкован как указывающий на какой-либо не заявленный элемент как существенный для практического применения изобретения.
[00175] В данном документе описаны предпочтительные варианты реализации этого изобретения, включая лучший способ, известный изобретателям для реализации изобретения. Вариации таких предпочтительных вариантов реализации могут стать очевидными для специалистов в данной области техники после прочтения предшествующего описания. Авторы изобретения ожидают, что квалифицированные специалисты будут использовать такие варианты в зависимости от ситуации, и авторы изобретения предполагают, что изобретение будет реализовано на практике иначе, чем конкретно описано в данном документе. Соответственно, это изобретение включает все модификации и эквивалентные формулировки объекта изобретения, перечисленного в прилагаемой формуле изобретения, если это разрешено применимым законодательством. Кроме того, любая комбинация вышеописанных элементов во всех возможных их вариантах охватывается изобретением, если иное не указано здесь или если это явно не противоречит контексту.
Реферат
Группа изобретений относится к системе и способу изготовления гипсокартонных плит. Система содержит станцию формования, транспортер и систему перфоратора покровного листа. При этом станция формования выполнена с возможностью формования гипсокартонной плиты таким образом, что гипсокартонная плита находится в заданном диапазоне толщин. Транспортер выполнен с возможностью перемещения гипсокартонной плиты вдоль продольного направления от станции формования. При этом транспортер скомпонован для поддержки гипсокартонной плиты таким образом, чтобы первый покровный лист гипсокартонной плиты опирался на транспортер. При этом транспортер проходит вдоль продольного направления и вдоль поперечного направления, причем поперечное направление перпендикулярно продольному направлению. Система перфоратора покровного листа содержит ролик перфоратора, опорную раму ролика и двигатель. Ролик перфоратора расположен после станции формования относительно технологического потока вдоль продольного направления. При этом ролик перфоратора установлен с возможностью вращения на опорной раме ролика таким образом, что ролик перфоратора может вращаться вокруг оси вращения. Опорная рама ролика поддерживает ролик перфоратора таким образом, что ось вращения проходит вдоль поперечного направления. При этом опорная рама ролика выполнена с возможностью размещения ролика перфоратора в контакте со вторым покровным листом гипсокартонной плиты, перемещаемой транспортером. Приводной двигатель соединен с роликом перфоратора для вращения ролика перфоратора вокруг оси вращения. При этом приводной двигатель выполнен с возможностью вращения ролика перфоратора для создания ряда перфорационных отверстий во втором покровном листе по мере прохождения гипсокартонной плиты мимо ролика перфоратора. Способ содержит перемещение гипсокартонной плиты вдоль продольного направления от станции формования к ролику перфоратора, дальнейшее прохождение гипсокартонной плиты вдоль продольного направления под роликом перфоратора, при этом ролик перфоратора контактирует со вторым покровным листом гипсокартонной плиты и создает ряд перфорационных отверстий во втором покровном листе. Техническим результатом является повышение эффективности изготовления гипсокартонных плит. 3 н. и 7 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Легковесная многослойная гипсовая стеновая плита
Комментарии