Устройство для изготовления фильтров для курительных изделий - SU786851A3
Код документа: SU786851A3
Чертежи




Описание
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ Изобретение относится к табачной промышленности, в частности- к устрой ству для изготовления фильтров для курительных изделий. Известно устройство для изготовления фильтров для курительных изделий , содержащее формирователь, включающий перфорированную камеру и приводную сетчатую транспортерную ленту заключенные: в кожух, и впрыскивающий патрубок DL . Известное устройство является наиболее близким решением к описываемому изобретению по технической сущности и достигаемому результату. Однако в известном устройстве увлажненная масса целлюлозных волоко подается в формирующую зону в то время, когда ленты перемещаются и во да удаляется из массы через ленты ча тично за счет простого дренажа и час тично за счет использования вакуума. Полученная волокнистая структура выпускается из зоны формирования и имеет различную плотность и недостаточную компактность, причем для повы шения ее компактности требуется даль нейшая обработка, в частности уплотнение с помощью давления. Целью изобретения является повышение качества изготавливаемых фильтров, Это достигается тем, что в предлагаемом устройстве для изготовления фильтров для курительных изделий конечный участок впрыскивающего патрубка расположен внутри камеры так, что образует со стенками последней замкнутую герметичную полость. Кроме того, кожух разделен на несколько последовательно расположенных участков, каждый из которых сообщен с вакуум-системой для удаления жидкости из формируемого стержня фильтра. При этом транспортерная лента выполнена из полимерного материала. Кроме того, полимерная лента может быть выполнена изнейлона. На фиг. 1 изображена блок-схема устройства для изготовления фильтров для курительн11х изделий; на фиг. 2 - 5ЛОК образования турбуленции, формирователь , ротационный ножевой механизм сушильная камера и высокочастотная сушилка,расположенные по технологи-, ческому циклу;на фиг.З - формирователь- , вид сбоку с частичным разрезом; на фиг.4,5 и 6 - разрезы по А-А, Б-Б
и В-В фиг. 3; на фиг. 7 - перфорированная камера формователя в продольном разрезе; на фиг. 8 - ротационный ножевой механизм, вид сбоку; на фиг. 9 - разрез по Г-Г фиг. 8; на фиг. 10 - сушильная камера в продольном разрезе; на фиг. 11 - разрез по Д-Д фиг, 10; на фиг. 12 - высокочастотная сушилка в разрезе; на фиг. 13 - блок образования турбуленции (генератор) в разрезе.
Устройство содержит формирователь включающий кожух 1, перфорированную камеру 2, приводную сетчатую транспортерную ленту 3 и впрыскивающий патрубок 4.
Кожух 1 разделен на последовательно расположенные участки 5, 6, 7 и 8 каждый из которых сообщай с вакуум системой (на чертеже не показана) посредством патрубка 9 для удаления жидкости из формируемого стержня 10 фильтра. Участки образованы стенками 11, 12, 13 и торцовыми стенками 14, при этом на последних закреплены торцовые пластины 15, 16 с впускными 17 и выпускными 18 трубами, соосными с впрыскивающим патрубком 4.
Конечный участок 19 впрыскивающего 1:1атрубка 4 расположен внутри камеры 2 и образует со стенками камеры замкнутую герметичную полость.
Транспортная лента 3 выполнена из полимерного материала (предпочтительно она может быть выполнена из нейлона) и пропущена в плоско сложенном виде вокруг натяжных роликов 20 и ролика 21 и затем через впускную трубу 17, перфорированную камеру 2 и впускную трубу 18 - в форме цилиндра и далее в плоско сложенном виде - вокруг ролика 22.
Устройство (см. фиг. 2) содержит также ротационный ножевой механизм 23 для отрезания отрезков, сушильную камеру 24, радиочастотную сушилку 25 и блок 26 образования турбуленции (генератор), имеющий несколько ребер 27 на своей внутренней поверхности для образования завихрений и возникновения турбуленции в массе и предотвращения тем самым флоккуляции до впрыскивания массы в формирователь .
Ротационный ножевой механизм 23 (см. фиг. 8, 9) имеет ротор 28 с кольцевым V-образным желобом 29 по окружности для удержания стержня 10 по касательной в положении на 12 часов. Внутри радиального паза 30 в роторе установлен нож 31, имеющий режущую грань 32, установленную шарнирно .
Ротор 28 установлен на полом валу 33; шток 34 привода ножа 31 пропущен через полый вал 33 и шарнирен . относительно ножа; при этом шток 34 связан с кулачковым механизмом (на чертеже не показан) для возможности
привода ножа в действие, когда изделие находится в положении на 12 часов .
Через сушильную камеру 24 также пропущена приводная сетчатая трансс портерная лента 35 и вокруг натяжных роликов 36 и роликов 37 в плоско сложенном виде.
Внутри сушильной камеры (см.фиг.10 11) установлена перфорированная трул ба 38, а кожух камеры разделен на ряд: отсеков 39 и 40. При этом отсеки 39 соединены патрубками 41 с вакуумсистемой (на чертеже не показана), а отсеки 40 - патрубками 42 с атмосферой .
5 Внутри сушилки 25 (см.фиг.12)
имеется канал 43,, через который пропущена верхняя ветвь ленты бесконечного конвейера 44, опорой для которой служат барабаны 45. Лента
0 конвейера изготовлена из материала, который не подвержен воздействию тепла в радиочастотном поле, например из нейлоновой сетки. На конвейере смонтированы направляющие 46
5 для отрезков 47 стержней.
Устрбиство работает следующим образом.
Соответствующая волокнистая масса в смеси с водой подается в питатель 48 и из него насосом 49 - в ре зервуар 50 для разбавления, в котором размещена мешалка 51. Масса разбавляется до консистенции примерно 1% и рециркулируется с помощью насоса 52 через классификатор 53 в питатель
5 48. Мелкие фракции удаляются из массы в.классификаторе 53 и выпускаются в направлении стрелки 54.
Разбавленная и классифицированная масса затем подается насосом 49 в
0 резервуары 55 и 56 для разбавленной массы, имеющие мешалки 57 и 58 соответственно . Далее из них через насос 59 масса подается в резервуар 60 постоянного напора и из него пие тающим насосом 61 - в блок 26 образования турбуленции. Выходное отверстие насоса 61 соединено также с магистралью 62 для возврата массы в резервуар 63 и исключения изменения давления и тем самым изменения скорости течения массы, поступающей в блок 26 (см. фиг. 1, 13).
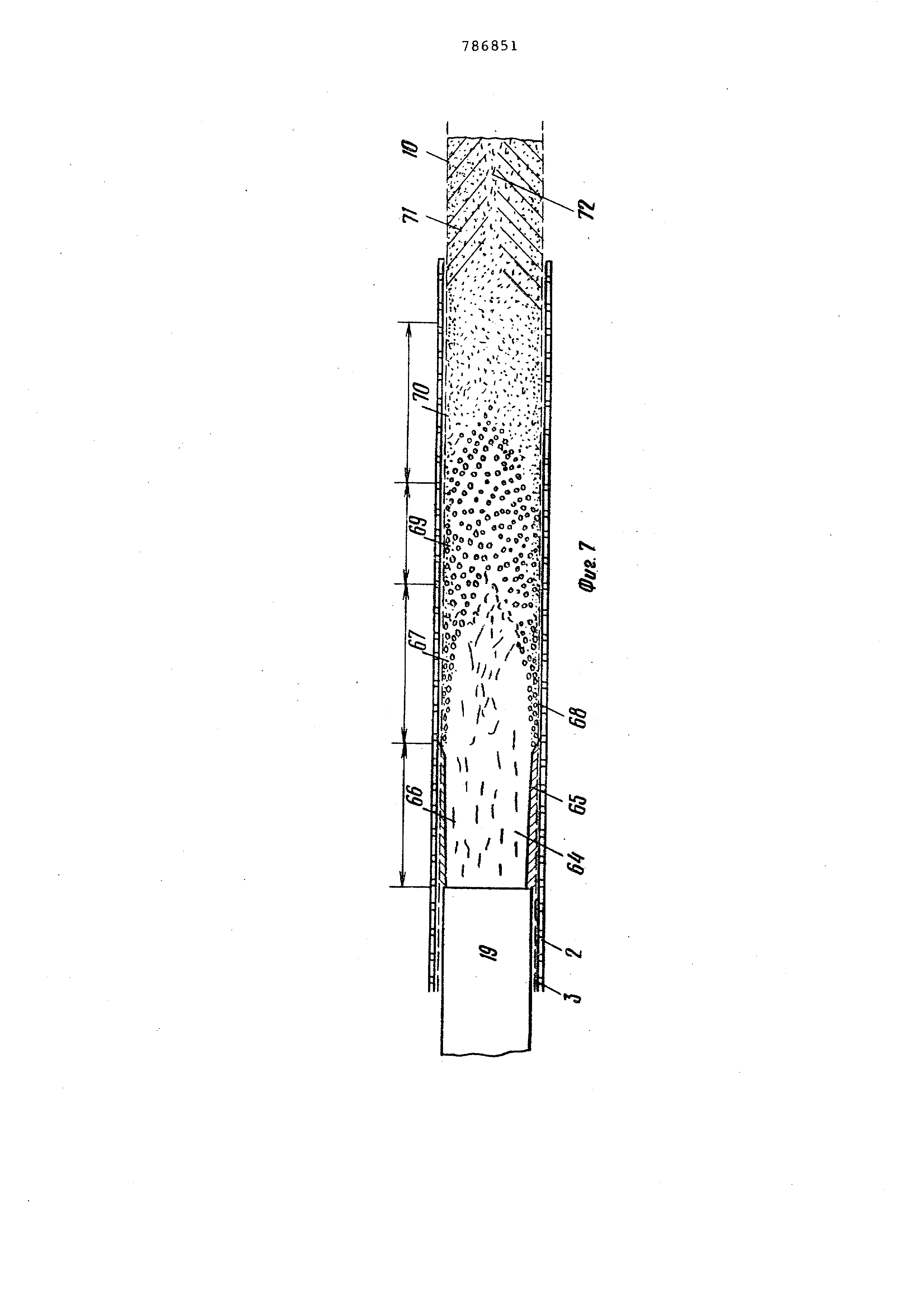
Волокнистая дисперсия впрыскивается в формирователь через патрубок 4 с соответствующей скоростью относительно скорости перемещения сетчатой транспортерной ленты 3. Попадакяцая в формирователь (см. фиг. 7) волокнистая масса 64 имеет граничный слой 65, который быстро стекает в первой части зоны вытяжки жидкости, образованной первой дренажной зоной 66. Во второй дренажной зоне 67 образуется сетка волокон на поверхности транспортерной ленты 3, а также в зоне 68 начинает образовываться сетка
волокон. При этом вследствие высокой скорости массы относительно транспортерной ленты 3 внешняя поверхность волокнистого мата разрушается на мелкие хлопья, которые разрываютс и попадают в зону 69 сгущения. Внешние части волокнистой сетки прижимаются к транспортерной ленте 3, одновременно уплотняясь в оболочку из связанных волокон.
Скорость массы постепенно уменьшается вдоль зоны сгущения по мере удаления воды из камеры через транспортерную ленту и перфорированную камеру 2 до тех пор, пока волокна сетки не прекращают разрываться. Затем хлопья быстро собираются на внутренней поверхности волокнистой сетки и заполняют сердечник в зоне 70 окончательного формирования. При этом осуществляется коническое отложение слоев вследствие образования сетки первоначально на транспортерной ленте и постепенного оседания ее в направлении к центру. Поскольку флоккулы подаются в конически вогнутую заднюю торцовую сторону формируемого стержня, происходит регенерация давления, что способствует уплотнению структуры волокон, а также выдерживанию пропорций остаточной воды. Зона конечного формирования в конце зоны вытяжки жидкости представляет собой аналогичную линию сушки н решение бумагопроизводящей машины.
Плотно уложенные волокна в оболочке уменьшают скорость дренажировалия через транспортерную ленту 3 и перфорированную камеру 2, когда первая :из них проходит через зоны 69 и 70. В результате этого оболочка 71 имеет значительно большую плотность, чем сердечник 72 стержня 10, когда последний удаляется из устройства.
Обычно стержень 10 нарезается на определенные отрезки в процессе его удаления из формирователя с помощью ножа 23 (см. фиг. 8, 9).
Из формирователя вода удаляется из массы посредством вакуумного насоса 73, имеющего балластный резервуар 74, установленный в цепи рециркуляции , и открывается для выбора отработанных отходов в направлении стрелки 75 или в резервуар 76. Насосом 77 экстрагированная вода возвращается в резервуар 50.
Содержание влаги в стержне 10 от 75 до 85 вес.%, но может быть уменьшено благодаря сушке отрезков 47 в сушильной камере 24 (см.фиг.10, 11) и далее в радиочастотной сушилке 25 откуда они выгружаются с содержанием влаги 10%. В таком виде они далее нарезаются на заданную длину, которая используется обычно в производстве сигарет.
Формула изобретения
1.Устройство для изготовления фильтров для курительных изделий, содержащее формирователь, включающий перфорированную камеру и приводимую сетчатую транспортерную ленту, заключенные в кожух, и впрыскивающ ий патрубок , отличающее ся тем, что, с целью повышения качества изготавливаемых фильтров, конечный участок впрыскивающего патрубка расположен внутри камеры так, что образует со стенками последней замкнутую герметичную полость.
2.Устройство по П.1, отличающееся тем, что кожух разделен на несколько последовательно расположенных участков, каждый из которых сообщен с вакуум-системой для удления жидкости из формируемого стержня фильтра.
3.Устройство по П.1, о т ли чающееся тем, что транспортерная лента выполнена из полимерного материала.
4.Устройство по ПП.1, 3,0 т л Ичающееся тем, что трансформаторная лента выполнена из нейлона.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании № 748095 кл. 96-VI, опублик. 1972.
IS /4 5 Л б f 1 / / / / / ./ /J в f // /


Реферат
Формула
Комментарии