Прозрачный строительный элемент и оборудование и способ производства прозрачного строительного элемента - RU2457107C2
Код документа: RU2457107C2
Чертежи







Описание
Настоящее изобретение относится к прозрачному строительному элементу, изготовленному из жидкотекучего раствора, в частности бетона, с формованными прозрачными волокнами и оборудованию и способу производства прозрачного строительного элемента.
Известны прозрачные и соответственно светопроводящие строительные элементы, в частности, изготавливаемые из бетона. Однако известные строительные элементы обладают только одним направлением, в котором свет может проходить через строительный элемент. Например, из WO 03/097054 А1 известен строительный камень, который содержит светопроводящие волокна, заглубленные в жидкотекучий раствор, при этом светопроводящие волокна расположены таким образом, что свет проходит от одной поверхности к противоположной поверхности камня, выполненного в форме блока. Здесь светопроводящие волокна, по существу, расположены параллельно как в вертикальном, так и в горизонтальном направлении.
Кроме того, DE 202007000753 U1 описывает прозрачный строительный элемент с формованными вставленными светопроводящими волокнами, например, с помощью изделий из полотна, трикотажного полотна или фетра. Отсюда следует, что прохождение света возможно только в направлении вставленной ткани (оптическое волокно).
В DE 9310500 U1 описаны прозрачные строительные элементы, которые должны использоваться при монтаже стен, перекрытий или полов. Вышеуказанная функция может быть осуществлена только с помощью оптических волокон, расположенных в направлении по толщине строительных элементов.
Несмотря на то, что прозрачные строительные элементы, изготовленные из бетона, дают проектировщикам зданий или разработчикам интерьеров значительную свободу творчества, способ производства таких строительных элементов все же занимает много времени и требует ручного выполнения большинства операций.
Например, светопроводящие волокна из WO 03/097954 А1 укладывают на слое бетона друг за другом, после чего заливают другой слой бетона и укладывают на него другой слой волокон. Этот способ используется до тех пор, пока не будет достигнута требуемая высота заготовки. С помощью этого способа главным образом изготавливают удлиненные строительные элементы, которые затем разрезают перпендикулярно их продольному направлению на части требуемой длины, в которых также расположены оптические волокна. Тем самым, получают прозрачные в одном направлении строительные элементы, имеющие размеры кирпича или форму панели.
По DE 202007000 753 U1 непрерывные текстильные полотна, намотанные на бобину, помещают послойно зигзагообразно в опалубку, при этом на каждый уложенный слой полотна заливают слой раствора и затем этот слой жидкотекучего раствора снова покрывают другим слоем полотна. Эти операции повторяют до тех пор, пока не будет получена требуемая высота заготовки. После затвердевания жидкотекучего раствора блок разрезают на части, которые затем используют в качестве строительных элементов в форме панелей. В этих строительных элементах свет также проходит только в одном направлении, а именно в направлении толщины строительных элементов в форме панелей.
Поскольку, как показано выше, не известны ни устройство, ни способ автоматизированного серийного производства прозрачных строительных элементов, в частности, изготовленных из бетона, строительные элементы, изготавливаемые по известному уровню техники, являются очень дорогостоящими из-за их, по меньшей мере, частичного ручного производства. Кроме того, ручная заливка жидкотекучего раствора становится причиной неоднородного распределения оптических волокон в прозрачном строительном элементе, что приводит к неэстетичному внешнему виду, особенно в случае освещения прозрачного строительного элемента. Этот эффект усиливается заливкой цемента непосредственно в опалубку, что приводит к смещению или даже всплыванию предыдущих заглубленных оптических волокон.
Задача настоящего изобретения состоит в том, чтобы создать прозрачный строительный элемент, где свет может проходить не только в одном направлении, но также в направлениях, отличных от толщины строительного элемента.
Другая задача настоящего изобретения состоит в том, чтобы создать устройство для производства таких строительных элементов и способ изготовления таких строительных элементов в массовом производстве в основном с помощью автоматизированного процесса производства. Этот способ должен обеспечить однородное распределение оптических волокон в жидкотекучем растворе.
Эти задачи решаются с помощью способа, имеющего признаки по п.1, с помощью устройства по п.6 и с помощью строительного элемента по п.8. Другие преимущества вытекают из соответствующих зависимых пунктов формулы изобретения.
В соответствии с изобретением прозрачный строительный элемент, изготовленный из жидкотекучего раствора, в частности бетона, содержит заглубленный прозрачный волокнистый композит, причем прозрачный волокнистый композит содержит прозрачные и соответственно оптические волокна, проводящие свет, который падает на первую поверхность строительного элемента и проходит сквозь строительный элемент так, что свет выходит на поверхность, противоположную вышеуказанной первой поверхности, и также выходит, по меньшей мере, на одну другую поверхность строительного элемента. Это означает, что прозрачные волокна расположены в строительном элементе так, что они образуют строительный элемент, по меньшей мере, с одной поверхностью, которая предназначена для входа света или выхода света, по меньшей мере, под двумя разными углами.
Строительные элементы в форме блоков используются в качестве основных элементов для многих применений, и в случае строительного элемента изобретения это означает, что свет, падающий на первую поверхность строительного элемента, может выходить одновременно на поверхности, противоположной вышеуказанной первой поверхности и на прилегающей боковой поверхности. Кроме того, если волокна расположены таким образом, свет также может выходить на нижнюю и верхнюю поверхности строительного элемента. В цилиндрическом строительном элементе, например колонне, свет может входить с одной стороны колонны, например со стороны половины боковой поверхности, и выходить с другой стороны колонны, а также на верхней и нижней поверхностях. Строительный элемент изобретения не ограничивается элементами правильной формы, например блоками или цилиндрами, поскольку могут быть изготовлены любые другие пространственные формы любого сечения. Для упрощения описания изобретения будет даваться ссылка на строительный элемент в форме блока, но вышеуказанные свойства соответственно применимы к любой другой возможной конструкции строительного элемента изобретения.
В прозрачном волокнистом композите по изобретению волокнистый композит и соответственно сеть волокон запрессовывается в жидкотекучий раствор, например бетон или мелкозернистый бетон, причем волокнистый композит содержит прозрачные волокна. Эти прозрачные волокна представляют собой моноволокна, в которых имеются сердцевины, или моноволокно, изготовленное из прозрачных (просвечивающих) материалов. Кроме того, термин прозрачные волокна/сердцевины также распространяется на оптические волокна или волоконную оптику. Для того чтобы строительные элементы могли проводить свет, который для прозрачных строительных элементов, в основном является видимым светом, особенно на короткие расстояния, использование высококачественной волоконной оптики, которая используется для передачи данных, не является необходимым. Для прозрачных строительных элементов достаточно использовать прозрачные волокна, в отношении которых отсутствуют какие-либо требования к качеству проводимого света. Разумеется, что для проведения света в строительном элементе изобретения также могут использоваться высококачественные оптические волокна, если, например, размеры в продольном направлении колонны являются очень большими и/или для поверхностей требуется повышенная световая отдача по сравнению с эффективностью проведения света в другом направлении или, например, если требуется получить очертания за счет разницы в яркости каждого отдельного цвета.
Для прозрачного строительного элемента по изобретению используют волокнистый композит, который, например, изготавливают с помощью ткачества, вязания, плетения, скручивания или любого другого способа производства для соединения волокон в композит. Термин «волокнистый композит» будет здесь использоваться как общий термин для любой конфигурации волокон.
Волокнистый композит, используемый в прозрачном строительном элементе по изобретению, может быть двухмерным, т.е. в основном, плоскостным волокнистым композитом, или трехмерным волокнистым композитом. Как указано выше, для передачи/пропускания света в строительном элементе необязательно, чтобы все волокна волокнистого композита, заглубленного в жидкотекучий раствор, были прозрачными волокнами. Для пропускания света достаточно, если тканое изделие, предназначенное для упрочнения, состоит, по меньшей мере, частично, из прозрачных волокон. Кроме того, предполагается, что такие упрочняющие элементы, предназначенные для упрочнения строительного элемента, дополнительно снабжены прозрачными волокнами с целью повышения прозрачности строительного элемента.
Как указано выше, для строительного элемента по изобретению могут использоваться все известные виды волокнистых композитов, при этом прозрачные волокна являются либо элементами тканого изделия, либо добавляются в тканое изделие.
Для строительного элемента по изобретению могут использоваться все известные виды волокнистых композитов, при этом прозрачные волокна являются либо элементами волокнистого композита, либо добавляются в волокнистый композит. В контексте изобретения важно, чтобы прозрачные волокна, находящиеся на волокнистом композите или в волокнистом композите были расположены в различных направлениях, чтобы свет, который, например, отражается только на поверхности строительного элемента, отклонялся в разных направлениях. Тем самым, создается возможность, чтобы свет, отражающийся на строительном элементе, например, солнечный свет, выходил на множество поверхностей, которые не должны быть параллельны поверхности входа света. Также имеется возможность, чтобы свет входил на множестве поверхностей и выходил только на одной или нескольких поверхностях.
В строительных элементах, известных в существующем уровне техники, свет входит на одной поверхности строительного элемента и выходит на противоположной поверхности, в основном, параллельно поверхности этого строительного элемента. Это можно объяснить тем, что светопроводящие волокна существующего уровня техники расположены в прозрачных строительных элементах только в направлении входа света, т.е. одномерно. В отличие от этого прозрачные волокна прозрачного строительного элемента настоящего изобретения расположены в прозрачном строительном элементе во множестве различных направлений, т.е. многомерно.
Как указано выше, могут использоваться все двухмерные и трехмерные волокнистые композиты. В трехмерных волокнистых композитах, изготовленных, например, с помощью раздельного вязания, свет может проходить во всех пространственных направлениях. В дополнение к проведению света для увеличения прочности/устойчивости строительных элементов в зависимости от расчетной нагрузки могут быть вставлены усиливающие элементы, например, из текстильных материалов со стальными нитями, нитями из щелочных металлов и т.д.
При нелинейном расположении прозрачных волокон также могут быть достигнуты другие эффекты, например отклонение света, который отражается на различных поверхностях или криволинейной поверхности строительного элемента и выходит только на одной поверхности строительного элемента. Возможно получение света с другой длиной волны, который входит на разных поверхностях и может выходить только на одной поверхности.
Как указано ранее, прозрачные строительные элементы изготавливают до настоящего времени, в основном, вручную, т.е. с низкой степенью автоматизации, что ведет к относительно высоким производственным расходам. Прозрачный строительный элемент по настоящему изобретению изготавливают в устройстве, которое сначала покрывает используемый волокнистый композит жидкотекучей смесью и затем направляет волокнистый композит с покрытием в опалубку, в которой жидкотекучий раствор затвердевает. В случае, когда используется в основном плоскостной волокнистый композит, подача волокнистого композита, покрытого жидкотекучим раствором, выполняется послойно. Для получения в опалубке слоев жидкотекучего раствора и волокнистого композита этот волокнистый композит может быть разрезан или разрублен согласно размерам опалубки, а также может подаваться к устройству нанесения покрытия на волокнистый композит как непрерывный материал, например, намотанный на бобину. При подаче волокнистого композита бесконечной длины волокнистый композит, покрытый жидкотекучим раствором, подается, преимущественно, зигзагообразно; это означает, что один слой помещается на расположенный ниже слой так, что волокнистый композит с покрытием укладывается послойно с помощью волнообразного движения.
В устройстве по настоящему изобретению для производства прозрачного строительного компонента по настоящему изобретению волокнистый композит сначала подается к первому устройству транспортировки, которое подает волокнистый композит к устройству для нанесения покрытия, которое наносит жидкотекучий раствор на волокнистый композит. В этом устройстве для нанесения покрытия волокнистый композит покрывается жидкотекучим раствором с обеих сторон. Следующее устройство транспортировки перемещает волокнистый композит с покрытием из устройства для нанесения покрытия в опалубку, где волокнистый композит с покрытием укладывается послойно. После заполнения опалубки до требуемой высоты, т.е. до получения требуемой высоты заготовки, жидкотекучий раствор затвердевает в опалубке. Затвердевшие блоки жидкотекучего раствора содержат некоторое количество слоев волокнистого композита с прозрачными волокнами/сердцевинами. Готовые прозрачные строительные блоки по настоящему изобретению изготавливаются так, что заготовки режутся на панели различной толщины. Направление основного движения задается направлением тех прозрачных волокон, которым уделяется основное внимание. Если, например, направление пропускания света приходится в основном на направление поперечных волокон, направление основного движения по заготовке будет перпендикулярно поперечным волокнам.
В зависимости от размера и формы возможны также другие направления резки. После резки отлитого блока на строительные элементы требуемого размера наружные поверхности должны быть обработаны для удаления возможных остатков раствора с поверхностей прозрачных волокон на поверхностях входа света и выхода света. Например, поверхности входа света и выхода света прозрачных волокон строительных элементов, отрезанных от отлитого блока, могут быть очищены от остатков раствора с помощью фрезерования и полирования.
Для защиты от внешнего воздействия желательно покрыть очищенные поверхности прозрачных волокон прозрачной пленкой, например эпоксидной смолой.
При подаче в устройство по настоящему изобретению волокнистого непрерывного композита волокнистый композит, покрываемый жидкотекучим раствором, непрерывно перемещают из устройства для нанесения покрытия так, чтобы укладка волокнистого композита с покрытием в опалубку выполнялась зигзагообразно. Для зигзагообразной укладки в опалубку волокнистого композита, покрытого жидкотекучим раствором, выполняется относительное перемещение между устройством для транспортировки и опалубкой так, чтобы волокнистый композит, покрытый жидкотекучим раствором, поступал в опалубку зигзагообразно. Это может быть достигнуто, с одной стороны, посредством волнообразного линейного перемещения устройства для транспортировки, в то время как опалубка остается неподвижной, и, с другой стороны, посредством волнообразного линейного перемещения опалубки, в то время как устройство для транспортировки остается неподвижным относительно опалубки. Также возможно линейное перемещение всего устройства для нанесения покрытия на волокнистый композит вместе с устройствами для транспортировки относительно опалубки.
Если жидкотекучий раствор наносится в устройстве для транспортировки на волоконный композит, заранее нарезанный до требуемого размера, волнообразное линейное перемещение между устройством для нанесения покрытия и опалубкой не является обязательным, а отдельные части волоконного композита также могут быть помещены, например, на ленту конвейера и оттуда также вручную уложены в опалубку. Это опять же можно выполнить в автоматическом режиме посредством соответствующего управляемого перемещения между лентой конвейера и опалубкой так, чтобы части волокнистого композита, покрытые жидкотекучим раствором, поступали в опалубку для укладки слоями.
Отдельные плоские заготовки из волокнистого композита, покрытые жидкотекучим раствором или без такого покрытия, также могут быть уложены в опалубку один на другой вручную или автоматически.
Таким образом, волокнистые композиты без покрытия могут быть зажаты в каркас, и каркасы могут быть помещены один на другой и соединены, в то время как предыдущий волокнистый композит заливается раствором перед размещением следующего каркаса на предыдущем каркасе или на основной панели. За счет соединения каркасов в вертикальном направлении образуется разновидность опалубки, в которой может затвердевать залитый блок. Как и в вышеупомянутом способе с размещением бесконечного волокнистого композита в опалубке, залитый блок также обрабатывается после затвердевания или, по меньшей мере, после достижения стабильности формы с помощью резки, шлифования, полирования и/или нанесения покрытия.
Для производства строительного элемента с помощью устройства по настоящему изобретению, как упомянуто выше, был создан способ автоматического и механического изготовления таких прозрачных строительных элементов и значительного сокращения ручной работы. С помощью этого способа по настоящему изобретению волокнистый композит с прозрачными волокнами покрывается жидкотекучим раствором со всех сторон и плоскостной волокнистый композит, в основном, с верхней и нижней стороны. Далее волокнистый композит с покрытием перемещается из устройства для нанесения покрытия с помощью второго устройства для транспортировки и подается в опалубку, где волокнистый композит с покрытием укладывается послойно и соответственно зигзагообразно для затвердевания. Подача волокнистого композита с покрытием выполняется так, что избыточный жидкотекучий раствор не будет стекать в опалубку. Поскольку некоторое количество жидкотекучего раствора, которое не прилипает к волокнистому композиту, может после нанесения покрытия стекать с волокнистого композита в опалубку, это может привести к нарушению требований, предъявляемых к зонам, находящимся между отдельными слоями волокнистого композита с покрытием. Поэтому важно собирать стекающий жидкотекучий раствор так, чтобы он не попадал в опалубку. Это можно обеспечить, например, с помощью размещения соответствующего очищающего устройства (скребка) возле устройства транспортировки, которое перемещает волокнистый композит с покрытием из устройства для нанесения покрытия с жидкотекучим раствором.
В этом способе по настоящему изобретению на текстильный композит наносят покрытие в устройстве для нанесения покрытия. Это можно выполнить, например, посредством погружения волокнистого композита в резервуар с жидкотекучим раствором или с помощью любого другого известного способа нанесения покрытия. Среди способов следует упомянуть ламинирование, распыление, пропитку, окунание и т.д. Все эти способы нанесения покрытия известны и не требуют дальнейшего описания. Для настоящего способа важным является то, что волокнистый композит равномерно покрывается жидкотекучим раствором. Жидкотекучий раствор, стекающий с волокнистого композита с покрытием, также не должен при непрерывной транспортировке попадать в опалубку, а его следует собирать и отводить назад в устройство для нанесения покрытия. Тем самым, имеется возможность получить однородную послойную или зигзагообразную конструкцию отлитого блока.
За счет производства прозрачных цементных элементов с помощью соответствующего способа в соответствии с изобретением однородность, т.е. распределение прозрачных волокон и жидкотекучего раствора становится более равномерным, что видно по равномерному распределению волокон в готовом изделии, которое в свою очередь приводит к равномерному распространению света. За счет использования способа по изобретению, и, в особенности, за счет того, что раствор, не прилипающий к волокнистому композиту, не стекает в опалубку, можно большей частью предотвратить нарушения, которые особенно заметны в бетонных элементах, изготовленных с помощью существующих способов.
Преимуществом является то, что в способе по изобретению нанесение покрытия на волокнистый композит можно выполнять во время перемещения волокнистого композита через резервуар. При нанесении покрытия на волокнистый композит важным является не то, когда образуется жидкотекучий раствор, а скорее то, особенно при обработке волокнистого композита бесконечной длины, что композит непрерывно покрывают жидкотекучим раствором при заданной толщине слоя. Раствор, таким образом, может образовываться непосредственно во время осуществления способа.
В отношении образования жидкотекучего раствора следует упомянуть, что вязкость раствора, параметры волокнистого композита (диаметр, размер и вид прозрачных волокон/сердцевин, технология производства текстильного материала и т.д.) и технологические параметры нанесения покрытия (скорость транспортировки, высота заполнения и т.д.) могут в особенности влиять на расстояние между отдельными слоями прозрачных волокон/сердцевин в прозрачных бетонных элементах. Следует учесть, что чем более жидким (менее вязким) будет жидкотекучий раствор, тем больше слоев образуется в опалубке, что также может зависеть от конструкции.
В зависимости от используемого способа нанесения покрытия вязкость жидкотекучего раствора будет различной, при этом вязкость можно регулировать посредством добавления коротких волокон. Вязкость должна регулироваться таким образом, чтобы размещение волокнистого композита с покрытием в опалубке происходило при определенном расстоянии между слоями прозрачных волокон/сердцевин. Размещение выполняют преимущественно зигзагообразно посредством попеременного перемещения устройства для нанесения покрытия, например, по направляющим над опалубкой или посредством попеременного перемещения опалубки, например, также по направляющим. Также возможно применение изменяющегося устройства, что не должно отрицательно влиять на адгезию жидкотекучего раствора к волокнистому композиту.
С помощью способа по изобретению можно исключить попеременное размещение и заливку раствором размещаемого в опалубке волокнистого композита, и текстильный/волокнистый композит можно транспортировать непрерывно вместе с жидкотекучим раствором и в то же самое время, когда раствор следует подавать и размещать в опалубке.
Что касается размещения волокнистого композита в опалубке, следует упомянуть, что затвердевание жидкотекучего раствора обычно происходит после размещения слоя в опалубке. При необходимости можно осуществлять или искусственно вызывать преждевременное затвердевание и схватывание раствора, например, с целью не допустить растекания слоев после размещения их в опалубке.
Если нанесение покрытия выполняют за счет нанесения раствора с очень высокой вязкостью и очень высокой прочностью сырого материала, и в особенности, после вакуумной или термической обработки волокнистого композита с покрытием, размещение волокнистого композита с покрытием можно также осуществлять на столе или ленте конвейера без использования опалубки. Это означает, что затвердевание раствора не обязательно должно происходить в опалубке.
После затвердевания жидкотекучего раствора, в котором волокнистый композит полностью заглублен, поверхности, подобные поверхности входа света или поверхности выхода света, могут быть доведены до требуемого размера с целью оптимизации пропускание света за счет резки, фрезерования, полирования или иным способом. Предпочтительно, чтобы опалубку, в которой происходит затвердевание жидкотекучего раствора, выбирали такого размера, который позволял бы изготавливать множество прозрачных строительных элементов. Разумеется, что также может осуществляться единичное производство строительных элементов по изобретению. Для каждого отдельного строительного элемента требуется отдельная опалубка, если не может быть использован раствор с высокой вязкостью.
Если строительный элемент по изобретению изготавливают с использованием волокнистого композита бесконечной длины, в то время как волокнистый композит с покрытием укладывают в опалубку зигзагообразно, зоны, в которых происходит место изменения направления волокнистого композита, должны быть отрезаны от отлитого блока. Этого необходимо по той причине, что из-за изменения направления, в основном, на 180°, свет не может выходить из отклоняющихся волокон. Отрезка концов затвердевшей заготовки перпендикулярно плоскости слоев необходима для того, чтобы открыть торцевую поверхность прозрачных волокон в прозрачных строительных элементах. Эта отрезка необходима на всех других сторонах отлитого блока, если торцевая поверхность всех прозрачных волокон волокнистого композита должна быть открытой.
Для описываемой отрезки, которая также может быть выполнена с помощью фрезерования или полирования, рабочее направление будет выбираться, в основном, перпендикулярно направлению оптических волокон с целью получения наилучшей возможной поверхности выхода света относительно поверхности входа света. Несмотря на то, что рабочее направление может находиться под углом к направлению волокна, видимая поверхность прозрачного волокна может быть увеличенной. Следует принять во внимание критический угол распространения света.
Отдельные стадии способа могут осуществляться одновременно и/или к ним могут быть добавлены другие технологические стадии. Способ по изобретению предпочтительно выполняют непрерывно. Также возможно, чтобы волокнистый композит с покрытием был разрезан после нанесения жидкотекучего раствора, и чтобы отдельные слои размещались на ленте конвейера или на другом устройстве транспортировки и затем непрерывно укладывались послойно в опалубку.
Строительный элемент по изобретению, соответствующее устройство для производства прозрачного строительного элемента и способ производства разъяснен с помощью с помощью следующих фигур. Фигуры показывают предпочтительные варианты осуществления изобретения, которыми изобретения, однако не ограничиваются. Схематично показано следующее:
фиг.1 - схематичный плоский участок свернутого в рулон текстильного композита бесконечной длины со светопропускающими волокнами, ориентированными по длине, в поперечном направлении и по диагонали;
фиг.2 - схематичный светопропускающий строительный элемент, в который заглублен волокнистый композит, представленный на фиг.1;
фиг.3 - схематичный участок трехмерного волокнистого композита со светопропускающими волокнами;
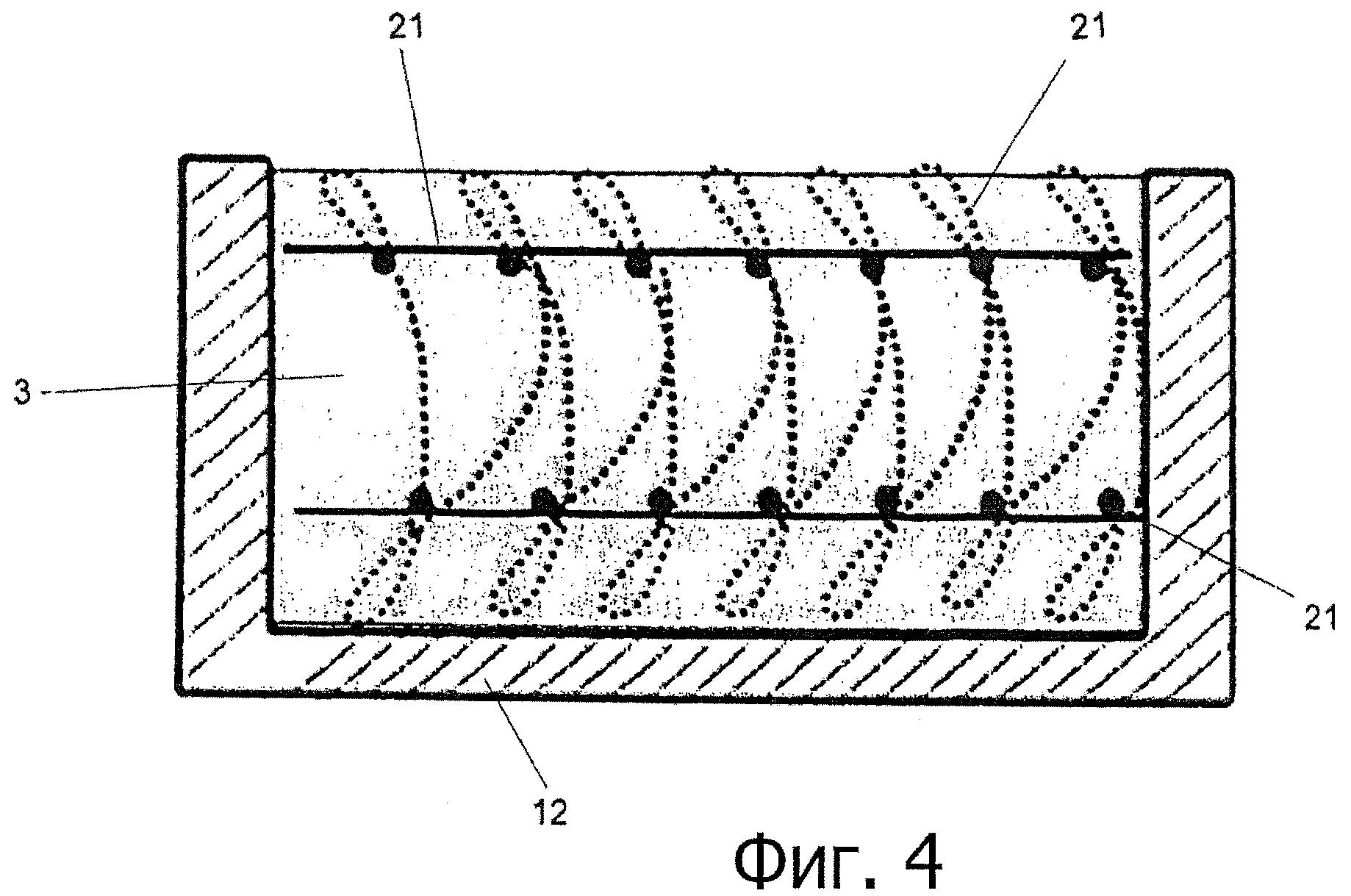
фиг.4 - схематичный светопропускающий строительный элемент, в который заглублен трехмерный волокнистый композит, представленный на фиг.3;
фиг.5 - схематичное устройство по настоящему изобретению для производства светопропускающего бетонного элемента по настоящему изобретению;
фиг.6 - схематичное дополнительное устройство по фиг.5;
фиг.7а-с - другие возможности нанесения покрытия на волокнистый композит в устройстве по настоящему изобретению для производства светопропускающих бетонных элементов;
фиг.8 - схематичная компоновка формованного блока с неподвижным волокнистым композитом внутри опалубки.
Фиг.1 показывает рулон 20 волокнистого композита со светопропускающими волокнами 21, ориентированными по длине 9, в поперечном направлении и по диагонали. В случае заглубления такого волокнистого композита с волокнами, ориентированными по длине, в поперечном направлении и по диагонали, в систему раствора, пропускание света (выход света), см. фиг.2, может быть осуществлено через боковые поверхности, которые не расположены непосредственно против входа света. Левая схема на фиг.2 показывает пропускание света по существующему состоянию технологии.
Как показано на фиг.3 и 4, трехмерные волокнистые композиты со светопропускающими волокнами могут использоваться там, где можно обеспечить пропускание света во всех направлениях. На фиг.3 схематично показан пример такого трехмерного волокнистого композита, заглубленного в раствор по настоящему изобретению.
Как показано на фигуре, светопропускающие волокна могут быть ориентированы по длине и в поперечном направлении, а также по толщине трехмерного материала. Также возможна комбинация с волокнистым композитом по фиг.1. На фиг.4 показан трехмерный волокнистый композит, заглубленный в форму 12. Используемый волокнистый композит 20 может быть изготовлен, например, с помощью двухфонтурной Рашель-технологии, но светопропускающие волокна, образующие сетку, в завершении должны быть выведены наружу усиливающего слоя. Это необходимо для того, чтобы последующий процесс фрезерования открывал концы оптических волокон без разрушения усиливающих слоев.
Усиление материала по длине (направление 0°), усиление в поперечном направлении (направление 90°) и ячеек материала может быть образовано с помощью оптических волокон. Как показано на фиг.3, могут быть использованы волокна различных диаметров.
На фиг.5 и 6 показано устройство для производства светопропускающего элемента. Погонный волокнистый композит 20 без покрытия с барабана 1 с помощью средства 9 транспортировки подают в резервуар 2, содержащий жидкий раствор 3. Отклоняющий ролик 4, установленный внутри резервуара 2 с жидким раствором 3, обеспечивает прохождение волокнистого композита через раствор 3, который наносится на волокнистый композит 20.
Другое средство 5 транспортировки направляет волокнистый композит 13 с покрытием из резервуара 2 в верхнем направлении и подает его в форму 12. Волокнистый композит 13 с покрытием укладывают в форму 12 за счет возвратно-поступательного линейного движения всего устройства. Устройство для нанесения покрытия имеет очищающее устройство 8 рядом с устройством 5 транспортировки для возврата избытка раствора в резервуар 2.
Фиг.6 показывает другой вариант производства светопропускающего строительного элемента. Аналогичные устройства на фигурах имеют одни и те же ссылочные номера. В отличие от примера, представленного на фиг.5, волокнистый композит 21 без покрытия подается из формы, в которой он сложен слоями 1, и поступает в устройство.
Устройство 4 транспортировки подает волокнистый композит через жидкий раствор 2 и направляет волокнистый композит 13 с покрытием к устройству 5 транспортировки и, наконец, в форму 12, с возвратом излишнего раствора назад в резервуар 2. В отличие от примера, представленного на фиг.5, здесь форма совершает движения в поперечном направлении относительно устройства нанесения покрытия.
Размещение волокнистого композита в форме 12 выполняется слоями, и раствор 3 может затвердевать внутри формы.
Как показано на фиг.5 и 6, деформированные зоны волокнистого композита в форме 12 должны быть отрезаны для обеспечения пропускания света через блок.
Для ориентации светопропускающих волокон в поперечном направлении и по диагонали также предпочтительно отфрезеровать и отполировать боковые поверхности блока. За счет этого обеспечивается надлежащая светопроводность. При необходимости все поверхности светопропускающего элемента должны быть защищены прозрачным слоем.
На фиг.5 и 6 материал волокнистого композита бесконечной длины проходит через резервуар с раствором и покрывается раствором с обеих сторон. Тот же самый способ также может быть адаптирован к волокнистым композитам с заданными небольшими размерами за счет их обработки аналогично подаче бумаги в копировальную машину.
Фиг.7а-7с показывают другие возможности покрытия раствором волокнистого композита 20. На фиг.7а показан специальный процесс нанесения покрытия (по-немецки: pflatschen), в котором два ролика 14, вращающиеся в противоположных направлениях, по меньшей мере, контактируют с резервуарами для раствора 3 и забирают раствор на свою поверхность. Между двумя роликами 14 проходит волокнистый композит 10, который одновременно покрывается раствором 3 с помощью роликов 14.
На фиг.7b показано, как волокнистый композит 20 покрывается раствором 3 путем распыления по отдельности с каждой стороны. Предпочтительно, чтобы во время процесса распыляющие сопла были расположены с двух сторон в различных положениях, и чтобы отражатели обязательно были расположены против струйных устройств.
Перемещение волокнистых композитов с нанесенным покрытием может быть обеспечено с помощью устройства транспортировки, как показано на фиг.5 и 6.
На фиг.7с волокнистый композит 20 перемещается роликом 18 через резервуар 2 (см. фиг.6 и 7) и покрывается с одной стороны с помощью неподвижного очищающего устройства (скребка) 17. Волокнистый композит с односторонним покрытием может быть помещен в форму 12 за счет выполнения изгибов, обеспечивающих многослойную систему оптических волокон.
Фиг.6 специально показывает, что волокнистый композит 20 бесконечной длины также может быть разрезан на части и затем соединен скобами, что предусмотрено в устройстве транспортировки. Отрезанные части волокнистого композита могут подаваться поштучно, парами или даже группами.
Производство светопропускающих бетонных элементов на основе отдельных частей волокнистых композитов заданных размеров может быть особенно эффективным при автоматизированном производстве цельных изделий из светопроводящего бетона. Пример специализированного производства показан на фиг.4. Такое производство требует наличия нескольких форм, предусмотренных, например, на ленточном конвейере под устройством для нанесения покрытия, и затем заполняемых различными слоями волокнистого материала.
Ссылочные номера
2 - Резервуар
3 - Жидкотекучий раствор
4 - Отклоняющий ролик
5 - Транспортирующий ролик
8 - Очищающее устройство
9 - Волокнистый композит без покрытия
10 - Устройство для нанесения покрытия
12 - Форма
13 - Волокнистый композит с покрытием
14 - Ролик для нанесения покрытия
15 - Устройство распыления струи
16 - Отклонение
17 - Очищающее устройство (скребок)
18 - Транспортирующий ролик
20 - Волокнистый композит в рулоне
21 - Светопропу екающее волокно
23 - Светопропу екающий элемент
24 - Распространение света по поверхности светопропускающего элемента
25 - Распространение света по боковым поверхностям светопропускающего элемента
27 - Опалубка
28 - Монтажное устройство
29 - Опорная плита
Реферат
Изобретение относится к области строительства. Изобретение позволит обеспечить однородное распределение волокон в жидкотекучем растворе. Способ производства включает подачу прозрачного строительного элемента, имеющего волокнистый композит, который содержит прозрачные волокна к первому устройству транспортировки, которое непрерывно перемещает волокнистый композит к устройству для нанесения покрытия, в котором волокнистый композит покрывают жидкотекучим раствором. Из устройства для нанесения покрытия с помощью второго устройства транспортировки волокнистый композит с покрытием непрерывно перемещают в опалубку, в опалубке волокнистый композит с покрытием непрерывно укладывают в форме зигзагов, и жидкотекучий раствор с заключенными в нем прозрачными волокнами затвердевает до получения прозрачной заготовки, поверхности которой после ее извлечения обрабатывают так, чтобы поперечные сечения прозрачных волокон были открытыми. 3 н. и 13 з.п. ф-лы, 8 ил.
Формула
- устройство для подачи волокнистого композита (9), который содержит прозрачные волокна (21);
- первое устройство транспортировки для непрерывной подачи волокнистого композита (9) к устройству (10) для нанесения покрытия;
- устройство (10) для непрерывного нанесения покрытия из жидкотекучего раствора на волокнистый композит (9);
- второе устройство транспортировки для непрерывного перемещения волокнистого композита (13) с покрытием из устройства (10) для нанесения покрытия в опалубку (12) и
- устройство для осуществления относительного перемещения между вторым устройством транспортировки и опалубкой (12) с целью послойной укладки волокнистого композита (13) с покрытием в форме зигзага для затвердевания жидкотекучего раствора (3).
Комментарии