Субстрат мокрого формования с высокой степенью звукопоглощения - RU2482084C2
Код документа: RU2482084C2
Чертежи









Описание
Перекрестная ссылка на родственные заявки
Приоритетной по отношению к настоящей заявке в соответствии с 35 U.S.C. §119(е) является предварительная заявка на патент США № 60/966607, поданная 29 августа 2007 г.
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится, прежде всего, к области звукопоглощающих и/или изоляционных строительных материалов и, более конкретно, к таким строительным материалам, изготовленным способами мокрого формования.
Современные звукопоглощающие субстраты на волоконной основе, такие как звукопоглощающее покрытие потолка, стеновые плиты и плиты для облицовки каналов, могут быть изготовлены путем либо мокрого, либо сухого формования. Рецептура звукопоглощающих субстратов, изготовленных способами мокрого формования, как правило, включает короткие волокна небольшого диаметра. Эти волокна уплотняются под действием силы тяжести при обезвоживании. В данной области упрочилось мнение, что уплотнение, или укладка, волокон оказывает обратный эффект на параметры звукопоглощения.
Кроме того, в соответствии с рецептурами обычных звукопоглощающих субстратов мокрого формования, нужно значительное количество целлюлозных волокон, например бумажных волокон, которые вводят в рецептуру субстрата для достижения достаточной прочности материала во влажном состоянии, обеспечивающей прохождение им стадий технологического процесса мокрого формования. Из-за своего химизма, сродства к воде и тенденции к образованию водородных связей как с водой, так и между собой, целлюлозные волокна оказывают уплотняющее действие на волоконные композиции мокрого формования, что, в свою очередь, ограничивает степень звукопоглощения, которая может быть достигнута для данного материала. На основании, по меньшей мере, указанных выше причин сформировалась общепринятая точка зрения, что субстраты мокрого формования на волоконной основе, как правило, обладают ограниченной способностью звукопоглощения.
Один из традиционных подходов к преодолению этого отрицательного влияния на параметры звукопоглощения состоит в добавлении в рецептуру вспененных материалов низкой плотности. Хотя эти вспененные материалы низкой плотности придают продукту объем и толщину, что способствует звукопоглощению, они заполняют поры материала, что, в свою очередь, ограничивает степень звукопоглощения, которая может быть достигнута для данного материала. Современные материалы мокрого формования с наибольшим звукопоглощением характеризуются пористостью около 90%, которая, в свою очередь, обеспечивает коэффициент звукопоглощения, равный приблизительно 0,75. Одним из широко используемых вспененных материалов низкой плотности является перлит. Помимо ранее упомянутого ограничения в отношении звукопоглощения, перлит, в силу своей мелкоячеистой пористой структуры и гидрофильной капиллярной системы, с трудом и медленно сохнет.
Кроме того, современные звукопоглощающие конструкции мокрого формования на волоконной основе, по существу, если не полностью, состоят из выпряденных волокон, таких как минеральные волокна, из-за чего субстраты получаются, как правило, негибкими, не соответствующими требованиям и имеют высокую плотность, то есть 12-16 фунтов/куб. фут (192,8-257,1 кг/м3). Эти субстраты, обычно, толщиной от ½ до 1 дюйма (12,7-25,4 мм), хрупкие и легко ломаются. Кроме того, субстраты мокрого формования не поглощают энергию удара, во время транспортировки и/или установки они подвержены образованию зазубрин и деформации. Специфической особенностью звукопоглощающих субстратов на волоконной основе является то, что они обладают низкой плотностью, достаточной для достижения ограниченных параметров звукопоглощения, описанных выше.
В то же время традиционные звукопоглощающие субстраты сухого формования на волоконной основе менее плотные, обеспечивают значительное звукопоглощение и могут иметь величины коэффициента поглощения, обычно, в диапазоне 0,80-1,00. К сожалению, типы связующих, пригодных для процесса сухого формования, в том числе дешевые фенолформальдегидные термоотверждающиеся смолы и другие более дорогие реактивные термоотверждающиеся смолы, во время отверждения смолы выделяют канцерогенный формальдегид. Кроме того, с этими смолами связаны сопутствующие процессы и экологические проблемы. Например, отложение смол на технологическом оборудовании вынуждает часто останавливать производство и очищать оборудование. Из-за использования в указанных субстратах в качестве связующего фенольных и других термоотверждающихся смол также нельзя производить литье и тиснение субстрата, так как затвердевшее связующее при нагревании или обработке паром не размягчается и не течет.
Следовательно, существует потребность в продукте, который бы обеспечивал высокую степень звукопоглощения, до сих пор достигаемую только материалами сухого формования, но которому бы не были свойственны указанные выше недостатки обычных материалов сухого формования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение состоит в открытии заново звукопоглощающих материалов на волоконной основе. Более конкретно, настоящее изобретение представляет собой звукопоглощающий субстрат на волоконной основе, который включает смесь экструдированных волокон и выпряденных волокон, где отношение количества экструдированных волокон к количеству выпряденных волокон лежит в диапазоне от примерно 0,13:1 до примерно 3:1. Данный субстрат также включает связующее, не содержащее выделяющих формальдегид реактивных смол. Субстрат толщиной от ½ до 1 дюйма (12,7-25,4 мм) характеризуется коэффициентом звукопоглощения, по меньшей мере, 0,80, каковая величина до сих пор не достигалась субстратами такой толщины, изготовленными способами мокрого формования.
Настоящее изобретение также включает способ производства субстрата мокрого формования с высокой степенью звукопоглощения. Данный способ включает следующие стадии: диспергирование экструдированных волокон в водной суспензии, каковая суспензия характеризуется степенью густоты дисперсии до 3,5% вес., предпочтительно, 2% или менее; перемешивание этой водной суспензии до получения гомогенной водной смеси; распределение этой гомогенной водной смеси на конвейере с сетчатой лентой; обезвоживание гомогенной водной смеси с получением мокрого мата; сушка мокрого мата с получением звукопоглощающего субстрата.
В силу размеров, морфологии и ориентации экструдированных волокон субстрат может быть изготовлен из очень разбавленной, то есть характеризующейся малой степенью густоты, водной дисперсии. Разбавление водной дисперсии является принципиальным с точки зрения получения технологичной водной смеси. В свою очередь, звукопоглощающий субстрат на волоконной основе, характеризующийся высокой степенью звукопоглощения, правильной формой и гомогенностью, может быть изготовлен способом мокрого формования.
По сравнению с обычными субстратами мокрого формования на волоконной основе субстрат настоящего изобретения обладает намного меньшей плотностью и намного большей пористостью, поскольку экструдированные волокна придают ему объемность и структурную целостность, обеспечивающие устойчивость к сжатию и уплотнению в процессе формования, особенно в ходе ранее упомянутой стадии обезвоживания.
Более конкретно, наибольшая пористость, достигаемая до сих пор в керамических плитках мокрого формования на основе минеральных волокон, составляет 89%, что дает величину коэффициента звукопоглощения примерно 0,75. Звукопоглощающие стекловолоконные панели настоящего изобретения, напротив, характеризуются пористостью, величина которой соответствует диапазону от примерно 93% до примерно 97%, и могут иметь коэффициент звукопоглощения, соответствующий диапазону от примерно 0,80 до 1,00. Кроме того, экструдированные волокна придают изделию значительную технологическую прочность во влажном состоянии и объемность, до сих пор не достижимые без включения в рецептуру вспененных материалов низкой плотности. Кроме того, настоящим изобретением обеспечивается не существовавшее до сих пор изделие, характеризующееся меньшим весом, большей упругостью, сжимаемостью и неприхотливостью в отношении сил, прилагаемых во время транспортировки и установки.
Кроме того, по сравнению с содержащими фенольное или акриловое связующее, произведенными посредством сухой выкладки, обладающими высокой пористостью продуктами на основе минеральных волокон или стекловолокна, субстрат мокрого формования на волоконной основе настоящего изобретения обладает сравнимыми параметрами звукопоглощения, но при более высоком качестве формования, более равномерной плотностью, гомогенностью и прочностью. Кроме того, настоящее изобретение позволяет преодолеть недостатки, свойственные обычным субстратам сухого формования, поскольку описываемый субстрат без труда поддается литью и тиснению под действием только нагревания или нагревания и пара.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схему, поясняющую распределение диаметров волокон для минеральных волокон из алюмосиликатного шлака.
Фиг.2 представляет собой схему, поясняющую распределение диаметров волокон для стекловолокна марки С.
Фиг.3 представляет собой микрофотографию экструдированных волокон, полученную при помощи сканирующего электронного микроскопа.
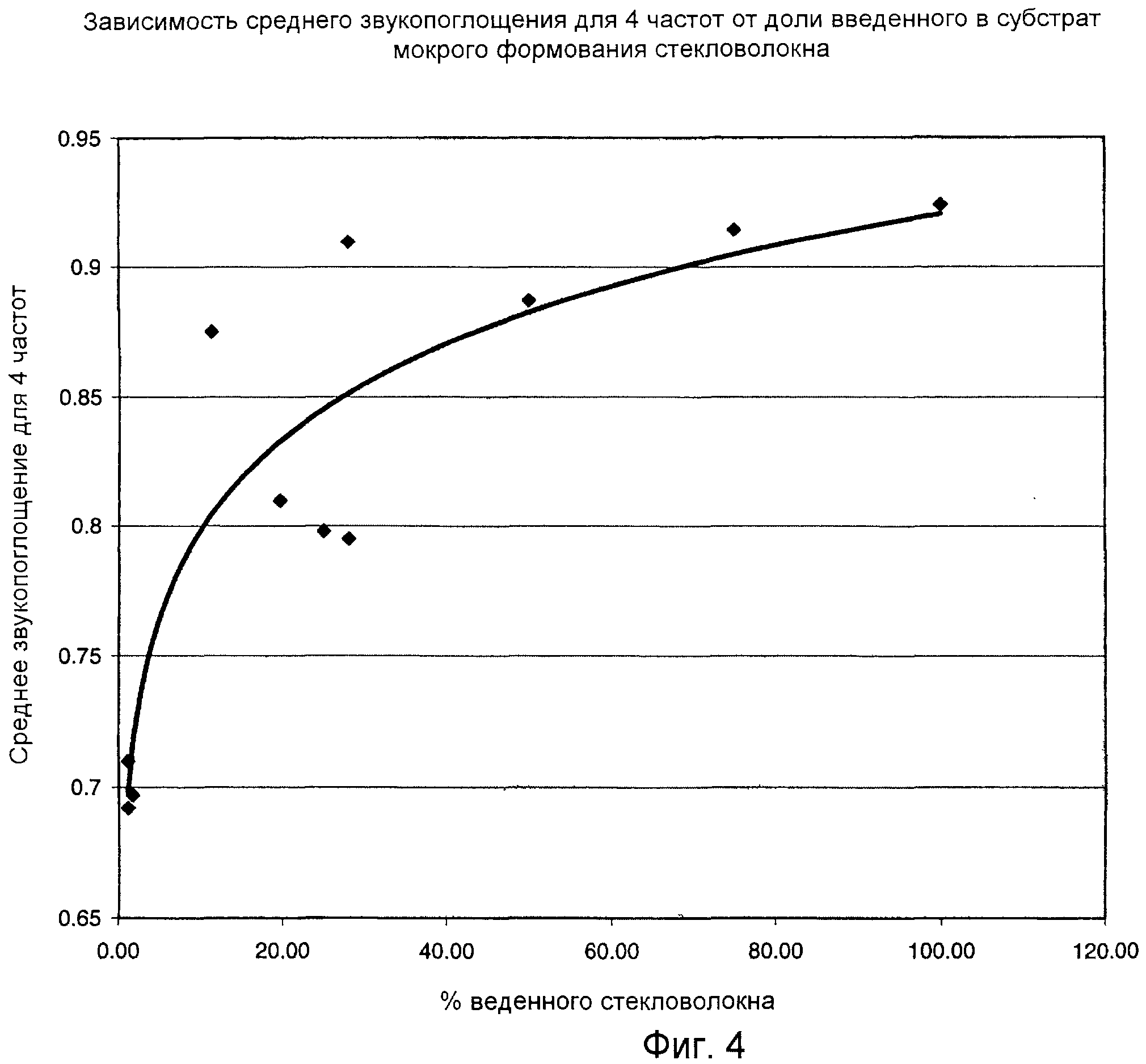
Фиг.4 представляет собой схему, поясняющую влияние увеличения доли стекловолокна на звукопоглощение.
Фиг.5 представляет собой схему, поясняющую влияние увеличения доли стекловолокна на пористость.
Фиг.6 представляет собой схему, иллюстрирующую линейную зависимость между пористостью и звукопоглощением.
Фиг.7 представляет собой схему, поясняющую влияние доли стекловолокна и степени густоты дисперсии на пористость.
Фиг.8 представляет собой еще одну схему, поясняющую влияние доли стекловолокна и степени густоты дисперсии на пористость.
Фиг.9 представляет собой схему, поясняющую влияние доли стекловолокна и степени густоты дисперсии на прочность на разрушение (MOR).
Фиг.10 представляет собой схему, поясняющую влияние доли стекловолокна и степени густоты дисперсии на жесткость (МОЕ).
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Термин «субстрат мокрого формования» в настоящем документе означает субстрат, формование которого осуществлено способом мокрого формования. Кроме того, термин «экструдированные волокна» в настоящем документе относится к волокнам, которые были экструдированы через отверстие головки экструдера.
Традиционный способ мокрого формования включает диспергирование волокон в водной суспензии со степенью густоты более 3,5% твердой фазы в смесительном резервуаре. Для поддержания волокон в диспергированном состоянии и приведения водной суспензии в состояние гомогенной водной смеси используют крупногабаритные турбинные мешалки. Типичная рецептура водной суспензии включает, приблизительно: 60% выпряденных волокон, 10% целлюлозных волокон; 25% перлита и 5% связующего (латекс или крахмал). Затем эту водную суспензию подают насосом в напорную барку формующей машины типа Fourdrinier (длинносеточная отливная машина) или Oliver и на конвейер с сетчатой лентой. Затем водную суспензию обезвоживают, например, путем свободного дренирования. После свободного дренирования может быть проведено дополнительное удаление воды путем создания разрежения и/или сжатия. Затем мокрый материал нарезают на отдельные маты при помощи водяной струи высокого давления, маты помещают на конвейерную конвекционную сушилку, где их подогревают до высыхания. Высушенные маты подравнивают, красят и проводят отделочную обработку, получая декоративные звукопоглощающие субстраты.
Настоящее изобретение может быть реализовано при помощи этих же или подобных описанным выше приемам мокрого формования. Однако в настоящем изобретении используется консистентная дисперсия и рецептура, которая до сих пор не использовалась в процессе мокрого формования. Более конкретно, использование значительно менее густой дисперсии и замена волокон на экструдированные волокна принципиально с точки зрения обеспечения технологичной водной смеси и, в конечном счёте, производства субстрата мокрого формования с заданными параметрами. Традиционным примером экструдированных волокон является стекловолокно, тогда как в качестве примера нестандартных экструдированных волокон можно привести био-минеральную вату производства OWA (Odenwald Faserplattenwerk GmbH).
Фиг.1 и 2, а также таблица 1, помещенная ниже, поясняют существенное различие размеров экструдированных волокон и выпряденных волокон. Для наглядности отражены данные для выпряденной минеральной ваты и экструдированного стекловолокна.
Схема на Фиг.1 отображает типичное распределение диаметров волокон для минеральных волокон из алюмосиликатного шлака, которые относятся к волокнам выпряденного типа. Схема на Фиг.2 отображает типичное распределение диаметров волокон для стекловолокна марки С, которое относятся к волокнам экструдированного типа. Как показано на Фиг.2, большая часть экструдированных волокон имеет диаметр более 5 микрон.
Наряду с геометрическими параметрами экструдированных волокон их морфология и ориентация, обуславливаемые данным процессом формования волокон, также имеют принципиальное значение с точки зрения значительной рыхлости и объемности, которые эти волокна придают субстрату. Как ясно видно на представленной на Фиг.3 микрофотографии, полученной при помощи сканирующего электронного микроскопа, имеется множество изогнутых и извилистых волокон и продольных многоволоконных пучков. Эти особенности придают нетканой структуре аксиальную составляющую, повышают структурную целостность, необходимую для устойчивости к сжатию и уплотнению в процессе формования, особенно в ходе стадий обезвоживания процесса мокрого формования. Следовательно, возможно получение звукопоглощающих изделий с низкой плотностью и значительной пористостью. Если в продукт мокрого формования вводят экструдированные волокна, регенерированные из промышленных или бытовых отходов в виде изоляции, плит для облицовки каналов или других продуктов, связанные области или пучки вторично используемого материала также обеспечивают объемность и устойчивость к сжатию. Полезно избегать разрушения таких областей в дисперсии и при формовании нового продукта.
В таблице 2 ниже представлены дополнительные данные в отношении введения экструдированных волокон вместо выпряденных волокон. Для каждого случая измерена плотность и звукопоглощение в диапазоне 125-5000 Гц. Для каждого материала рассчитаны процент пористости, среднее звукопоглощение для 4 частот (4FAvg) и коэффициент звукопоглощения (NRC). 4FAvg представляет собой среднее значение величин звукопоглощения, измеренных при 250, 500, 1000 и 2000 Гц, что типично в области звукопоглощающих субстратов на волоконной основе.
Графики на Фиг.4-6 поясняют влияние повышенной доли стекловолокна на звукопоглощение и процент пористости и явную линейную зависимость между процентом пористости и звукопоглощением. Более конкретно, на Фиг.4 представлен график, поясняющий влияние увеличенной доли стекловолокна на звукопоглощение. На Фиг.5 представлен график, поясняющий влияние увеличенной доли стекловолокна на пористость. На Фиг.6 представлен график, иллюстрирующий линейную зависимость между пористостью и звукопоглощением.
Далее приведено дополнительное пояснение значения степени густоты дисперсии. Для осуществления настоящего изобретения было проведено несколько корректировок и модификаций процесса мокрого формования звукопоглощающего субстрата. Для получения удовлетворяющего требованиям продукта с высокой пористостью, оптимальной прочностью и жесткостью существенно, чтобы дисперсия экструдированных волокон имела небольшую степень густоты. Хотя множество продуктов мокрого формования получают из разбавленных суспензий (например, бумага, стекловолоконный холст и уплотнительные прокладки), звукопоглощающие субстраты на волоконной основе наиболее часто формуют из водной суспензии со степенью густоты в диапазоне 3,5-5%. Эта величина определяется необходимостью обеспечения основной массы, соответствующей заданной толщине панели, при экономически целесообразной скорости поточной линии. В контексте настоящего изобретения меньшая степень густоты нужна для того, чтобы получить дисперсию длинных экструдированных волокон необходимого качества и предотвратить спутывание волокна, то есть образование узлов, что, в свою очередь, приводит к снижению прочности, структурной целостности и параметров звукопоглощения данного материала. Как показано в приводимых ниже примерах, может быть применена дисперсия со степенью густоты, меньше или равной 2%.
На примере отливки листов вручную исследовали влияние введения экструдированных волокон и степени густоты смеси для формования на пористость, прочность и жесткость материала. Экструдированные волокна, использованные для отливки листов вручную, представляли собой стекловолокно. Как показано в таблице 3, стекловолокно вводили вместо выпряденной минеральной ваты в рецептуры водной суспензии №№ 1-3 в пропорции 10%, 17,5% и 25%, соответственно.
Основная масса отлитых вручную листов была постоянной, 0,80 фунтов/кв. фут (3,87 кг/м2). Материал каждого из указанных составов формовали при трех значениях степени густоты дисперсии, а именно 1%, 2% и 3%.
На Фиг.7-10 представлены результаты. На Фиг.7 представлена диаграмма разброса для зависимости пористости от степени густоты дисперсии при введении стекловолокна (экструдированных волокон) в пропорции 10%, 17,5% и 25%. На Фиг.8 представлена диаграмма разброса для зависимости пористости от введения стекловолокна (экструдированных волокон) при степени густоты дисперсии 1%, 2% и 3%. На Фиг.9 представлена диаграмма разброса для зависимости модуля разрушения (MOR), то есть прочности на разрушение, от степени густоты дисперсии при введении стекловолокна (экструдированных волокон) в пропорции 10%, 17,5% и 25%. На Фиг.10 представлена диаграмма разброса для зависимости модуля упругости (MOE), то есть жесткости, от степени густоты дисперсии при введении стекловолокна (экструдированных волокон) в пропорции 10%, 17,5% и 25%.
На Фиг.7 видно, что пористость увеличивается с увеличением доли стекловолокна. Фиг.8 показывает, что влияние степени густоты дисперсии на пористость немного менее заметно и отчасти зависит от количества стекловолокна в рецептуре. Более конкретно, при введении 17,5% и 25% стекловолокна вместо выпряденной минеральной ваты оптимальной является степень густоты 2%. Тогда как при введении 10% стекловолокна использование дисперсии со степенью густоты 1% позволяет получить продукт с большей пористостью. На Фиг.9 и 10 видно, что оптимальная прочность и жесткость субстрата на волоконной основе достигается при понижении степени густоты дисперсии и увеличении доли вводимого стекловолокна.
Для сравнения следует отметить, что результатом введения слишком большого количества экструдированных волокон, то есть замены значительной части выпряденных волокон экструдированными волокнами при высокой степени густоты дисперсии, является очень вязкая суспензия, вязкость которой слишком велика для получения продукта правильной формы. Более конкретно, подача насосом и транспортировка такой суспензии в напорную барку формующей машины затрудняется, при этом материал суспензии застревает в трубах и насосах. Эту твердую фазу можно перемешивать с получением суспензии при помощи турбинной мешалки с большим вращающим моментом до тех пор, пока волокна не скатаются, то есть запутаются в узлы, и затем подавать насосом на сетку, однако готовый субстрат будет иметь большую плотность и меньшую пористость и, таким образом, не будет отвечать требованию по минимальному значению коэффициента звукопоглощения 0,80. Кроме того, в этом случае мокрый мат характеризуется слабой свалянностью при малой структурной целостности, из него получается относительно непрочный продукт.
Мокрые маты, полученные из композиции настоящего изобретения, сохнут быстрее при меньших затратах энергии по сравнению с традиционными рецептурами для мокрого формования на основе минеральных волокон из-за своей высокой пористости и гидрофобной природы. Как уже указывалось, традиционные потолочные панели мокрого формования с высоким содержанием минеральных волокон должны включать значительное количество целлюлозно-бумажного волокна и/или перлита, что обеспечивает достаточную прочность во влажном состоянии и жесткость материала во время формования панелей. Перлит является наиболее популярным средством придания объемности традиционными потолочным панелям мокрого формования на основе минеральных волокон. Из-за мелкоячеистости структуры, определяющей интегральную пористость, и общей гидрофильности мокрый перлит, как известно, с трудом и медленно сохнет.
В соответствии с настоящим изобретением, напротив, не требуется использовать перлит или целлюлозное волокно для сохранения объемности и предотвращения сгибания мокрого мата во время процесса производства. Экструдированные волокна, из-за своей длины, диаметра и волнистой формы, обеспечивают значительную объемность, достаточную прочность во влажном состоянии и жесткость. Кроме того, благодаря значительной объемности, достигаемой в результате использования в смеси экструдированных волокон, для получения заданной толщины требуется меньшая основная масса материала. Следовательно, при данной влажности меньшее количество воды перемещается в сушилку, и продукт, в свою очередь, сохнет быстрее, поэтому себестоимость уменьшается.
Хотя настоящее изобретение описано со ссылкой на предпочтительный вариант его осуществления, специалистам в данной области понятно, что возможны различные изменения и замена некоторых его элементов на эквивалентные без отступления от объема изобретения. Кроме того, в положения настоящего изобретения для адаптации к конкретному случаю или материалу может быть внесено множество модификаций, не выходящих за пределы его основного объема. Следовательно, подразумевается, что настоящее изобретение не ограничивается конкретным вариантом осуществления, описанным в качестве примера наилучшего предполагаемого способа его реализации, напротив, настоящее изобретение включает все варианты его осуществления, охватываемые объемом прилагаемой формулы изобретения.
Реферат
Изобретение относится, прежде всего, к области звукопоглощающих и/или изоляционных строительных материалов. Способ производства субстрата мокрого формования с высокой степенью звукопоглощения включает следующие стадии: диспергирование экструдированных волокон в водной суспензии степенью густоты дисперсии до 3,5% вес.; перемешивание этой водной суспензии до получения гомогенной водной смеси; распределение этой гомогенной водной смеси на конвейере с сетчатой лентой; обезвоживание гомогенной водной смеси с получением мокрого мата; сушка мокрого мата с получением звукопоглощающего субстрата. Звукопоглощающий промежуточный продукт на волоконной основе содержит композицию, которая включает экструдированные волокна и воду, композиция характеризуется степенью густоты дисперсии до 3,5% вес. Звукопоглощающий субстрат на волоконной основе содержит смесь экструдированных волокон и выпряденных волокон, в которой отношение количества экструдированных волокон к количеству выпряденных волокон составляет примерно 0,13:1; и связующее, в котором нет выделяющих формальдегид реакционно-способных смол; субстрат характеризуется величиной NRC, по меньшей мере, 0,80. Улучшается способность звукопоглощения. 3 н. и 17 з.п. ф-лы, 3 табл., 10 ил.
Формула
(a) диспергирование экструдированных волокон в водной суспензии, которая характеризуется степенью густоты дисперсии до 3,5 вес.%;
(b) перемешивание этой водной суспензии до получения гомогенной водной смеси;
(c) распределение этой гомогенной водной смеси на конвейере с сетчатой лентой;
(d) обезвоживание гомогенной водной смеси с получением мокрого мата;
(e) сушка мокрого мата с получением звукопоглощающего субстрата.
смесь экструдированных волокон и выпряденных волокон, в которой отношение количества экструдированных волокон к количеству выпряденных волокон составляет примерно 0,13:1; и
связующее, в котором нет выделяющих формальдегид реакционно-способных смол;
субстрат характеризуется величиной NRC, по меньшей мере, 0,80.
Комментарии