Профильная направляющая и способ изготовления профильной направляющей - RU2304673C2
Код документа: RU2304673C2
Чертежи


Описание
Настоящее изобретение относится к профильной направляющей для поддержания пластинчатых элементов, в частности для накладного монтажа потолочных панелей для модульных потолков, содержащей выполненное, по меньшей мере, на отдельных областях в виде Т-образного профиля основание, включающее в себя продольное ребро и нижний пояс, который расположен вдоль продольной кромки ребра и имеет два участка, проходящих от ребра, по существу, в противоположных направлениях, причем нижний пояс образован отгибом ребра, а обращенная от ребра сторона нижнего пояса снабжена декоративной накладкой. Кроме того, изобретение касается способа изготовления такой профильной направляющей.
Профильные направляющие описанного выше типа используются, например, при монтаже модульных потолков. Для монтажа модульных потолков сначала множество профильных направляющих подвешивают к потолку в продольном направлении друг за другом и под прямым углом друг к другу, так что возникает рамная конструкция, содержащая примыкающие друг к другу прямоугольные области, в которые могут быть вставлены потолочные панели. Панели сначала вводят наклонно в области между отстоящими друг от друга профильными направляющими, а затем укладывают на внутренние стороны нижних поясов Т-образных профильных направляющих. Дополнительно панели обычно еще фиксируют от приподнятия.
Рамная конструкция состоит из параллельно проходящих Т-образных главных профильных направляющих, между которыми расположены Т-образные поперечные профильные направляющие, проходящие перпендикулярно Т-образным главным профильным направляющим. Главные и поперечные профили выполнены при этом обычно идентичными.
Известные профильные направляющие изготовлены, например, из металлической полосы, которая сначала для получения ребра складывается вдоль своей средней продольной оси на 180°, так что обе половины металлической полосы поверхностно прилегают друг к другу. Оба свободных конца сложенной металлической полосы отгибают наружу на 90°, образуя оба участка нижнего пояса изготовленной таким образом Т-образной профильной направляющей.
На противоположной нижнему поясу продольной кромке профиля обычно предусмотрен верхний пояс, который может быть выполнен, например, в виде полого профиля. Через этот верхний пояс возможна связь крепежных элементов, посредством которых профильные направляющие могут быть подвешены к потолку.
На нижней стороне нижнего пояса обычно предусмотрена декоративная накладка, посредством которой достигается аккуратное оптическое замыкание профильной направляющей снизу.
Проблема у профильных направляющих этого типа в том, что из-за симметричного строения ребро выполнено двухстенным, т.е. с двойной толщиной материала, что является недостатком в отношении необходимых затрат материала. Поскольку у профильных направляющих необходимый материал обладает значительной долей в производственных расходах, желательно уменьшение необходимых затрат материала.
Далее в профильных направляющих описанного выше типа в ребре с равными промежутками обычно выполнены проемы, которые образуют тип мест заданного сгиба на случай пожара. Поскольку профильные направляющие в случае пожара вследствие высокого нагревания относительно сильно расширяются, то без соответствующих мер за счет этих продольных расширений потолочные подвески относительно быстро оборвались бы, так что возникает опасность обрушения всей потолочной конструкции в случае пожара.
За счет проемов образованы места заданного сгиба, так что при сильных расширениях вследствие сильного нагревания профильные направляющие сгибаются в местах заданного сгиба под действием возникающих при расширении усилий, благодаря чему обрыв подвесок предотвращается.
Если верхний пояс выполнен в виде полого профиля, то здесь обычно предусмотрены соответствующие сплющивания полого профиля для образования необходимых мест заданного сгиба.
Образование мест заданного сгиба в виде дополнительных проемов или сплющиваний связано с дополнительными расходами.
Задачей настоящего изобретения является создание профильной направляющей описанного выше типа с возможностью уменьшения необходимых для изготовления затрат материала.
Эта задача решается согласно изобретению, исходя из профильной направляющей описанного выше типа, за счет того, что в ребре выполнено множество отверстий, при этом, по меньшей мере, один из участков нижнего пояса образован отогнутыми из отверстий участками материала ребра, а ребро выполнено, по существу, по всей своей поверхности однослойным. Согласно изобретению способ изготовления профильной направляющей для поддержания пластинчатых элементов, в частности для накладного монтажа потолочных панелей для модульных потолков, характеризуется тем, что продольно проходящую полосу материала, в частности полосу металла или листовой стали, снабжают множеством продолговатых прорезей, причем оба свободных конца прорезей расположены соответственно на одной прямой, проходящей, по существу, параллельно продольной оси полосы материала и образующей линию сгиба, при этом полосу материала сгибают вдоль этой линии сгиба.
Согласно изобретению за счет определенной техники прорезания и сгибания заметно уменьшаются затраты материала для изготовления профильных направляющих описанного выше типа. Ребро имеет, таким образом, только однослойное выполнение, так что за счет этого заметно снижается потребность в материале по сравнению с обычными профильными направляющими. Прорези могут быть выполнены, в частности, U-образными, причем полосу материала сгибают вдоль линии сгиба в одном направлении, в результате чего возникают упомянутые, ограниченные прорезями отверстия. Один из участков нижнего пояса образован при этом множеством отогнутых из отверстий участков материала ребра, а другой участок нижнего пояса - по существу, цельным отгибом ребра.
В принципе, возможно также попеременное чередование направления сгиба на отдельных областях полосы материала, так что на следующих друг за другом отдельных областях полосы материала каждый из участков нижнего пояса частично образован несколькими отогнутыми из отверстий участками материала, а частично - соответственно цельной областью участка материала, который отгибают во время соответствующего процесса сгибания в противоположном направлении. Для этого в отгибаемой области участка материала между отдельными областями могут быть выполнены соответствующие прорези или выемки, которые обеспечивают попеременное отгибание отдельных областей и проходят, в частности, от продольной кромки участка материала до линии сгиба.
За счет того, что расположенный первоначально в отверстиях ребра материал в процессе штамповки или резки не удаляют, а используют непосредственно для образования, по меньшей мере, одного из участков нижнего пояса, за одну операцию можно получить как нижний пояс, так и необходимые для мест заданного сгиба отверстия. Одновременно отогнутый из отверстий материал ребра не расходуется зря, а используется непосредственно для образования нижнего пояса, чем достигается заметная экономия материала.
Поскольку участок нижнего пояса, образуемый обычно за счет непосредственного отгиба ребра, в описанном предпочтительном варианте осуществления изобретения выполнен в продольном направлении, не прерываясь, а на нижней стороне нижнего пояса предусмотрена декоративная накладка, то обеспечиваются достаточная продольная стабильность и такое же оптически безупречное замыкание профильной направляющей согласно изобретению снизу, что и у традиционных профильных направляющих.
Согласно другому предпочтительному варианту осуществления изобретения отверстия имеют прямую кромку, проходящую, по существу, параллельно продольной кромке ребра. Этим достигается то, что отогнутые из отверстий участки материала имеют проходящие параллельно ребру внешние кромки. В частности, предпочтительно, если расположенные снаружи продольные кромки обоих участков нижнего пояса проходят, по существу, параллельно друг другу. Таким образом, достигается соответствующая обычным профильным направляющим форма, соответствующая изобретению профильная направляющая.
Предпочтительно отверстия выполнены, по существу, прямоугольными или трапецеидальными. Благодаря этой форме отверстий обеспечивается, во-первых, прямая внешняя кромка отогнутых из отверстий участков материала, а во-вторых, по возможности максимально равномерное строение нижнего пояса.
Согласно другому предпочтительному варианту осуществления изобретения оба участка нижнего пояса, по существу, одинаковы по ширине. За счет этого обеспечена, по существу, одинаковая ширина или глубина опорных поверхностей для потолочных панелей с обеих сторон ребра.
Предпочтительно нижний пояс и ребро, по существу, перпендикулярны друг другу, так что образуется оптимальный Т-образный профиль.
Согласно другому предпочтительному варианту осуществления изобретения радиус отгиба составляет менее 3 мм, в частности менее 2 мм, предпочтительно менее 1 мм. Чем более острокромочным выполняют отгиб, тем выше волнистость в области нижнего пояса и, тем самым, в области декоративной накладки, так что предпочтителен небольшой радиус изгиба. Радиус изгиба не должен быть, однако, слишком большим, поскольку в противном случае опорная поверхность для потолочных панелей слишком уменьшится. Сгибание может происходить, например, посредством профилирования в валках или отбортовывания.
Предпочтительно основное тело профильной направляющей изготовлено из цельной полосы материала, в частности полосы металла или листовой стали. Таким образом, не требуется соединять между собой отдельные детали, так что может отпасть дополнительная операция обработки. Ребро и/или нижний пояс выполнены при этом, по существу, плоскими, чтобы, во-первых, обеспечить хорошую опорную поверхность для панелей, а во-вторых, - хорошую штабелируемость при хранении.
Толщина ребра и/или нижнего пояса может составлять приблизительно 0,1-0,5 мм, предпочтительно приблизительно 0,2-1 мм, в частности приблизительно 0,3-0,8 мм. С этими размерами достигается оптимальный компромисс между требуемой жесткостью и расходами.
Согласно другому предпочтительному варианту осуществления изобретения декоративная накладка накатана на нижний пояс. В принципе, возможно любое другое прикрепление, например посредством склеивания. Лицевая поверхность декоративной накладки предпочтительно нанесена в виде покрытия для получения привлекательной поверхности. Далее расположенные снаружи продольные кромки нижнего пояса предпочтительно охвачены декоративной накладкой, в результате чего, во-первых, возникает аккуратное боковое замыкание нижнего пояса, а во-вторых, повышается стабильность Т-образной профильной направляющей.
Согласно другому предпочтительному варианту осуществления изобретения на противоположной нижнему поясу продольной кромке ребра предусмотрен верхний пояс. Этот верхний пояс может быть выполнен известным образом, например в виде полого профиля. Верхний пояс может быть образован, однако, иным образом, например аналогично или идентично нижнему поясу соответствующим изобретению сгибанием, например по п. 26.
За счет верхнего пояса можно, во-первых, повысить жесткость профиля, а во-вторых, верхний пояс может быть выполнен для связи крепежных элементов, в частности подвесок, с профильной направляющей. В принципе, возможно также выполнение в ребре дополнительных крепежных отверстий для крепежных элементов, в частности подвесок. В то время как за счет соответственно выполненного верхнего пояса крепежные элементы могут быть размещены, по существу, непрерывно по всей длине профильной направляющей, в случае крепежных отверстий возможно лишь размещение крепежных элементов с дискретными промежутками. Если дополнительные крепежные отверстия выполнены в ребре, то крепежные элементы могут быть выполнены, например, экономично, в виде проволочных подвесок.
Предпочтительно верхний пояс может иметь продольную кромку, соединенную с ребром, в частности с верхней кромкой ребра. За счет этого соединения, которое может проходить, в частности, по всей длине или по отдельной области ребра, повышается стабильность профильной направляющей. Соединение может происходить при этом предпочтительно посредством стежковой сварки или другого подходящего способа, такого как склепывание или склеивание. При этом могут быть предусмотрены один или несколько стежковых швов. Далее швы могут проходить параллельно друг другу и/или параллельно продольной протяженности ребра или на отдельных областях наклонно к нему, например в виде зигзагообразного узора или узора «в елочку». Даже если продольная кромка верхнего пояса на отдельных областях перекрывается ребром вдоль поверхности соединения, само ребро, по существу, по всей своей поверхности выполнено однослойным, поскольку перекрывающая поверхность верхнего пояса не образует часть ребра в смысле данной заявки.
Предпочтительно отверстия в продольном направлении ребра имеют, по существу, одинаковую ширину. В частности, ширина отверстий в продольном направлении ребра, по существу, равна ширине участков материала ребра, расположенных в продольном направлении ребра между отверстиями. Благодаря этому достигается оптимальное восприятие нагрузки профильной направляющей.
Согласно другому предпочтительному варианту осуществления изобретения в и/или на материале ребра выполнены усиливающие элементы, в частности усиливающие желобки. Предпочтительно усиливающие элементы выполнены в и/или на расположенных между отверстиями участками материала ребра. За счет усиливающих элементов повышается стабильность выполненной согласно изобретению профильной направляющей. Предпочтительно в и/или на, по меньшей мере, одной части расположенных между двумя отверстиями участков материала выполнены соответственно, по меньшей мере, два усиливающих элемента, которые, начинаясь от участка материала, проходят наружу в противоположных направлениях. Так, например, могут быть предусмотрены усиливающие элементы, из которых один или несколько получают посредством вдавливания в одну сторону, а один или несколько других - посредством вдавливания в другую сторону материала ребра.
Согласно способу изготовления, выполненному согласно изобретению, профильной направляющей продольно проходящую полосу материала, в частности полосу металла или листовой стали, снабжают множеством продолговатых прорезей, причем оба свободных конца прорезей расположены соответственно на одной прямой, проходящей, по существу, параллельно продольной оси полосы материала и образующей линию сгиба, при этом полосу материала сгибают вдоль этой линии сгиба.
В результате процесса сгибания обрамленные линиями разреза участки материала ребра отгибаются из него и образуют, тем самым, половину нижнего пояса профильной направляющей (далее - «участок нижнего пояса»), причем этот участок нижнего пояса состоит из множества отстоящих друг от друга в продольном направлении участков материала.
Отогнутая одновременно в результате процесса сгибания в противоположном направлении часть ребра образует второй участок нижнего пояса, выполненный цельным по всей своей длине. В принципе, как сказано выше, оба участка нижнего пояса могут быть образованы также в отдельных областях участка материала соответственно чередующимися отогнутыми из него участками материала и противоположной отогнутой частью участка материала.
Способом согласно изобретению за один процесс сгибания и, тем самым, за одну рабочую операцию ребро и нижний пояс выполняют в их окончательном виде. Одновременно в ребре выполняют отверстия, служащие местами заданного сгиба на случай пожара.
Предпочтительно полосу материала сгибают примерно на 90° для получения, таким образом, Т-образного профиля.
Прорези могут быть получены способом ротационной или лазерной резки, штамповкой или иным подходящим способом.
Согласно одному предпочтительному варианту осуществления изобретения прорези выполнены U-образными, в частности с прямолинейным основанием и проходящими предпочтительно перпендикулярно ему прямыми полками, или расположенными в виде боковых сторон трапеции. Высота прорезей, т.е. вертикальное расстояние от линии сгиба до наиболее удаленной точки соответствующей прорези предпочтительно, по существу, одинакова. За счет этого обеспечено, что все отогнутые участки материала имеют одинаковую высоту и, тем самым, образованный этими участками материала участок нижнего пояса, за исключением расположенных между участками материала, свободных от материала областей, имеет единую ширину.
Далее высота прорезей предпочтительно, по существу, равна расстоянию между линией сгиба и продольной кромкой полосы материала, так что оба образующих нижний пояс участка, по существу, одинаковы по ширине и расположены симметрично по отношению к ребру.
Другие предпочтительные варианты осуществления изобретения приведены в зависимых пунктах.
Изобретение более подробно описано ниже на примерах его осуществления со ссылкой на чертежи, на которых:
- фиг.1: вид в перспективе рамной конструкции с Т-образными профильными направляющими согласно уровню техники для образования модульного потолка;
- фиг.2: вид сверху на металлическую полосу с выполненными согласно изобретению линиями разреза;
- фиг.3: вид в перспективе выполненной согласно изобретению профильной направляющей, на промежуточном этапе способа изготовления;
- фиг.4: сечение профильной направляющей из фиг. 3;
- фиг.5: вид по фиг.4 с дополнительной декоративной накладкой;
- фиг.6: вид по фиг. 3 с соответствующей декоративной накладкой;
- фиг.7-9: другие варианты осуществления изобретения в сечении;
- фиг.10: сечение профильной направляющей из фиг.1;
- фиг.11: другой вариант осуществления изобретения в сечении;
- фиг.12: вид в перспективе профильной направляющей из фиг.7.
На фиг.1 изображена рамная конструкция 1, состоящая из множества параллельных и перпендикулярных им профильных направляющих 2.
Профильные направляющие 2 имеют Т-образное поперечное сечение с продольным ребром 3 и примыкающим к его нижней продольной кромке нижним поясом 4. Нижний пояс 4 состоит из двух отгибов ребра 3 наружу, образующих два участка 5, 6, которые образуют опорные поверхности для пластинчатых элементов 7, например потолочных панелей.
Профильные направляющие 2 имеют на своей верхней продольной стороне верхний пояс 8, выполненный в виде полого профиля и служащий для связи профильных направляющих 2 с подвесками 9, 10.
Из сечения одной из профильных направляющих 2 на фиг.10 видно, что профильная направляющая 2 имеет симметричное строение. Недостаток в том, что ребро 3 выполнено двухслойным, из-за чего расход материала высок.
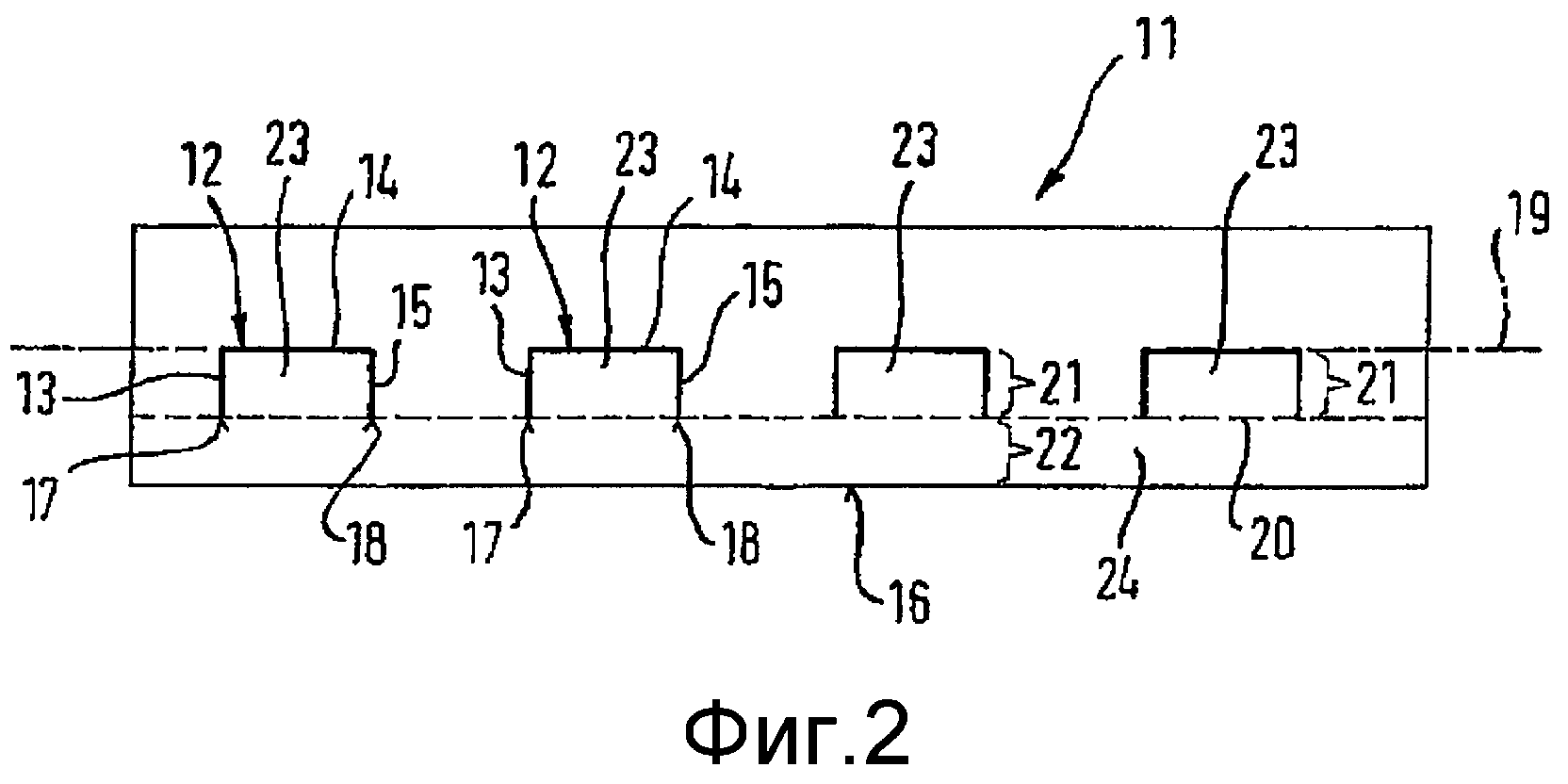
На фиг.2 изображен вид сверху на металлическую полосу 11, образующую отправную точку для изготовления выполненной согласно изобретению профильной направляющей.
В полосе 11 предусмотрено множество продолговатых U-образных прорезей 12, состоящих из трех прямолинейных надрезов 13, 14, 15. Надрезы 14 проходят при этом параллельно одной из продольных кромок 16 полосы 11.
Свободные концы 17, 18 прорезей 12 лежат на одной прямой, проходящей параллельно продольной оси 19 полосы 11 и образующей линию 20 сгиба.
Высота 21 прорезей 12, по существу, одинакова и, по существу, равна расстоянию 22 между линией 20 сгиба и продольной кромкой 16 полосы 11. Далее U-образные прорези 12, по существу, одинаковы по ширине и имеют ту же ширину, что и лежащие между прорезями 12 участки 36 материала.
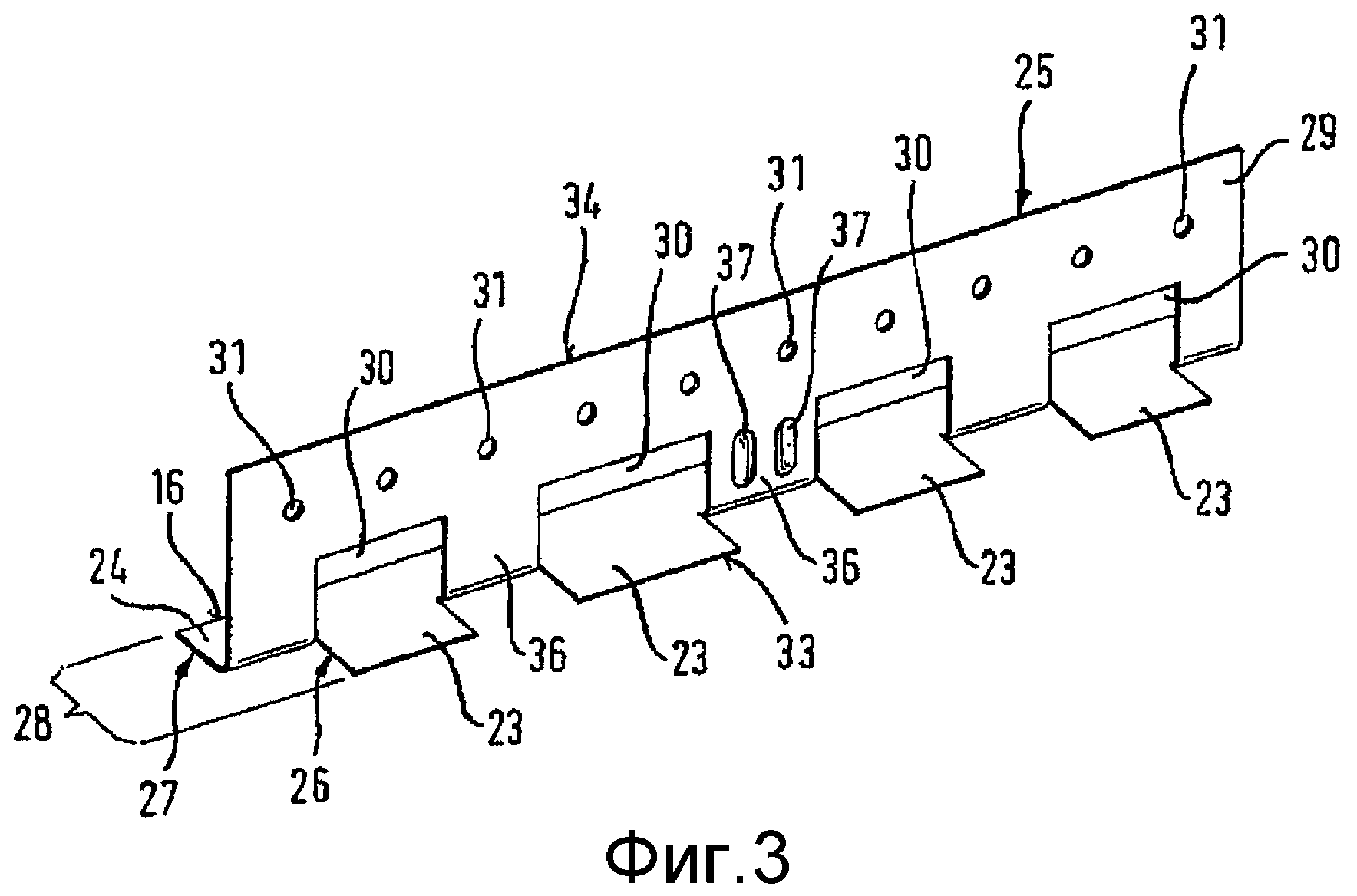
Для формирования выполненной согласно изобретению профильной направляющей полосу 11 сгибают по линии 20 сгиба так, что обрамленные прорезями 12 участки 23 материала полосы 11 отгибаются из плоскости чертежа вверх, а расположенные между линией 20 сгиба и продольной кромкой 16 полосообразные участки 24 отгибаются из плоскости чертежа вниз, в результате чего возникает изображенное на фиг.3 основное тело 25 профильной направляющей.
Как видно на фиг.3, после процесса отгибания полосообразный участок 24 и участки 23 материала образуют участки 26, 27 нижнего пояса 28, тогда как остальная область полосы 11, по существу, перпендикулярная нижнему поясу 28, образует ребро 29 основного тела 25. Линия 20 сгиба образует при этом нижнюю продольную кромку ребра 29, к которому примыкает нижний пояс 28.
За счет отгибания участков 23 материала в ребре 29 возникают отверстия 30, выполненные, по существу, прямоугольными.
Далее на фиг.3 в ребре 29 предусмотрены дополнительные крепежные отверстия 31 в виде просверленных отверстий, повторяющихся через равные промежутки. Дополнительно в участках 36 материала между отверстиями 30 выполнено соответственно два усиливающих желобка 37, образованных обращенными в противоположные направления вдавливаниями в поверхности ребра 39, так что один усиливающий желобок выдается из плоскости чертежа вверх, а другой выдается из плоскости чертежа вниз. В то время как на фиг.3 усиливающие желобки 37 показаны только в участке 36 материала, они могут быть выполнены также в остальных участках 36 материала или в другой области ребра 29 и/или нижнего пояса 28.
Во избежание возникающей в процессе сгибания волнистости нижнего пояса 28 вдоль линии 20 сгиба соблюдают небольшой радиус r сгиба, который виден, в частности, из сечения на фиг.4.
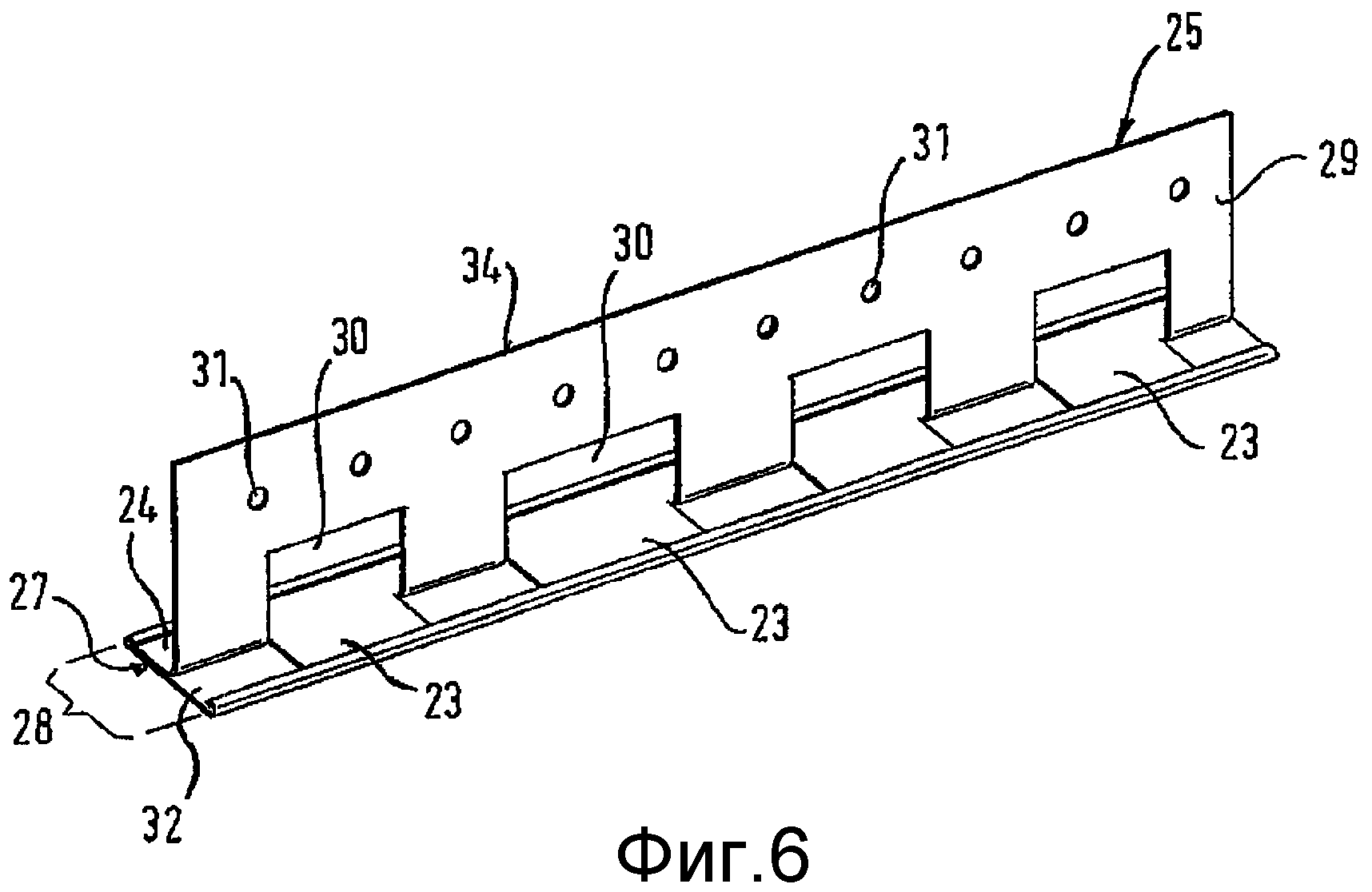
Для завершения изготовления выполненной согласно изобретению профильной направляющей нижнюю сторону нижнего пояса 28 снабжают декоративной накладкой 32, как это видно на фиг.5 и 6.
Декоративная накладка 32 обычно снабжена покрытием, по меньшей мере, на нижней стороне и охватывает лежащие снаружи продольные кромки 16, 33 нижнего пояса 28, так что достигается дополнительная стабилизация нижнего пояса 28.
Отверстия 30 служат одновременно в качестве мест заданного сгиба для выполненной согласно изобретению профильной направляющей, например в случае пожара. Если в случае пожара вследствие сильного нагрева происходит сильное продольное расширение профильных направляющих, то профильные направляющие из-за ослаблений материала сгибаются за счет отверстий 30, прежде чем вследствие продольного расширения будут вырваны крепежные элементы, с помощью которых профильная направляющая подвешена к потолку, что препятствует обрушению всей потолочной конструкции.
Крепежные элементы для подвешивания к потолку могут быть в примере осуществления на фиг.6, например, зацеплены за крепежные отверстия 31. Крепежные элементы могут быть выполнены при этом, например, в виде простых крепежных проволок с U-образным концом.
В принципе, возможно также, чтобы закрепление выполненной согласно изобретению профильной направляющей происходило посредством выполненного на верхней кромке 34 основного тела 25 верхнего пояса 35. Верхний пояс 35 может быть выполнен в виде изображенного на фиг.1 верхнего пояса 8 в соответствии с уровнем техники или иным образом, как, например, показано на фиг.7-9 или 11. На фиг.11 верхний пояс, как и нижний пояс, выполнены согласно изобретению, например по п.19 или 24. Поскольку верхний пояс в этом случае не имеет сплошных участков, он может быть по желанию снабжен углублениями, которые взаимодействуют с подвесками и препятствуют, тем самым, смещению подвесок в продольном направлении профильной направляющей.
Далее верхний пояс 35, как показано на фиг.12, может иметь продольную кромку 38, соединенную стежковыми швами 40 с продольной кромкой 34 ребра 29. Стежковые швы 40 могут при этом образовывать различные узоры, изображенные в качестве примера на фиг.12. В противоположность фиг.12 могут быть предусмотрены также только один стежковый шов или множество таких стежковых швов. Такое или иное подходящее соединение может быть предусмотрено и у остальных верхних поясов на фиг.8, 9, 11 или в других вариантах реализации верхних поясов для повышения жесткости профильной направляющей согласно изобретению.
Перечень ссылочных позиций
1 - рамная конструкция
2 - профильная направляющая
3 - ребро
4 - нижний пояс
5 - участок нижнего пояса
6 - участок нижнего пояса
7 - пластинчатые элементы
8 - верхний пояс
9 - подвески
10 - подвески
11 - металлическая полоса
12 - прорези
13 - надрезы
14 - надрезы
15 - надрезы
16 - продольная кромка
17 - свободный конец прорезей 12
18 - свободный конец прорезей 12
19 - продольная ось
20 - линия сгиба
21 - высота
22 - расстояние
23 - участок материала
24 - полосообразный участок
25 - основное тело
26 - участок нижнего пояса
27 - участок нижнего пояса
28 - нижний пояс
29 - ребро
30 - отверстия
31 - крепежные отверстия
32 - декоративная накладка
33 - продольная кромка
34 - продольная кромка
35 - верхний пояс
36 - участки материала
37 - усиливающие желобки
38 - продольная кромка верхнего пояса
40 - стежковые швы
Реферат
Изобретение относится к области строительства, в частности к профильным направляющим для подвесных потолков. Технический результат изобретения заключается в снижении материалоемкости конструкции. Профильная направляющая содержит выполненное, по меньшей мере, в отдельных областях в виде Т-образного профиля основное тело с продольным ребром и нижним поясом. Нижний пояс расположен вдоль продольной кромки ребра и имеет два участка, проходящих от ребра, по существу, в противоположных направлениях. Нижний пояс образован отгибом ребра, а обращенная от ребра сторона нижнего пояса снабжена декоративной накладкой. В ребре выполнено множество отверстий, причем, по меньшей мере, один из участков нижнего пояса образован отогнутыми из отверстий участками материала ребра, которое, по существу, по всей своей поверхности выполнено однослойным. Кроме того, описан способ изготовления такой профильной направляющей. 2 н. и 30 з.п. ф-лы, 12 ил.
Комментарии