Способ и система для изготовления балки - RU2600244C2
Код документа: RU2600244C2
Чертежи
Описание
Настоящее изобретение относится к способу и системе изготовления балки, в частности рельсовой балки.
Балка представляет собой горизонтальную или наклонную опору, используемую в строительстве. Функцией балки в конструкции является поддержка расположенных выше конструкций, таких как, например, плиты перекрытия пола, крыша, потолок, перегородка, мост, дорога, или рельсы.
Во многих областях применения балка имеет точное техническое задание, описание и инструкции, в соответствии с которыми она должна изготавливаться на этапе изготовления. Изготовление стальной рельсовой балки для поезда, например, должно выполняться вручную. Во время изготовления для рельсовой балки изготавливают установочную форму или крепежные элементы или кондуктор. Однако известный уровень техники имеет проблему в том, что рельсовая балка не сохраняет допуски в кондукторе после изготовления, из-за деформаций, вызываемых подводимым теплом к швам балки во время изготовления.
Таким образом, балка не соответствует вертикальному допуску (допуску в направлении вверх/вниз) и/или горизонтальному допуску (допуску в направлении влево/вправо). Конечная готовая балка, которая не удовлетворяет допускам, также не может быть впоследствии выправлена или сделана соответствующей техническому заданию.
Задачей настоящего изобретения является создание балки, способа изготовления балки и средств, осуществляющих способ таким образом, чтобы решить описанные выше проблемы. Задача изобретения достигается способом и системой, определенными в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения описаны в зависимых пунктах формулы изобретения.
Изобретение основано на том, что подвод тепла, используемого при изготовлении балки, централизованно управляется и контролируется, и таким образом способ и система в соответствии с изобретением и его предпочтительными вариантами осуществления обеспечивают допуски изготовления.
Способ и система в соответствии с изобретением обеспечивает преимущество, заключающееся в том, что возможно изготовить в течение автоматического процесса изготовления имеющую точные размеры балку в соответствии с техническим заданием, то есть готовое изделие, соответствующее допускам изготовления.
Далее изобретение будет описано более подробно с помощью предпочтительных вариантов осуществления, иллюстрируемых на прилагаемых чертежах, где:
Фиг.1 иллюстрирует первую балку в соответствии с изобретением и его предпочтительными вариантами осуществления.
Фиг.2 иллюстрирует вторую балку в соответствии с изобретением и его предпочтительными вариантами осуществления.
Фиг.3 иллюстрирует третью балку в соответствии с изобретением и его предпочтительными вариантами осуществления.
Фиг.4А иллюстрирует способ изготовления балки в соответствии с изобретением и его предпочтительными вариантами осуществления.
Фиг.4В иллюстрирует способ изготовления балки в соответствии с изобретением и его предпочтительными вариантами осуществления.
Фиг.4С иллюстрирует способ изготовления балки в соответствии с изобретением и его предпочтительными вариантами осуществления.
Далее описывается стальная рельсовая балка для поезда на магнитной подушке и способ и средства для изготовления рельсовой балки, но необходимо понимать, что балка также может быть изготовлена из других материалов или комбинаций материалов, и что балка в соответствии с изобретением и его предпочтительными вариантами осуществления может также использоваться для множества других задач.
В данном описании термин «кондуктор» относится к центральной стенке рельсовой балки для поезда на магнитной подушке, а именно к форме, установочной форме или крепежных элементам, в соответствии с которыми или поддерживаемые которыми могут быть изготовлены балка или ее часть. Кондуктор также относится к форме для трехстеночной балки, на которой предварительно собирается балка на первом этапе таким образом, чтобы выполнить остальную часть балки на втором этапе. В случае трехстеночной балки, например, кондуктор формируется на первом этапе и затем используется в качестве поддерживающей конструкции или формы на втором этапе изготовления балки. Кондуктор может представлять собой Н-образную балку, Н-образную часть или Н-образный кондуктор, служащий в качестве формы, когда добавляются боковые пластины. Центральная стенка может также иметь отверстия. Кондуктор может также относиться к кондуктору, встроенному внутрь балки. Центральная стенка может служить в качестве кондуктора, и кондуктор может сопровождать готовую балку до ее установки на месте эксплуатации. Внутренний кондуктор может быть симметричным или несимметричным.
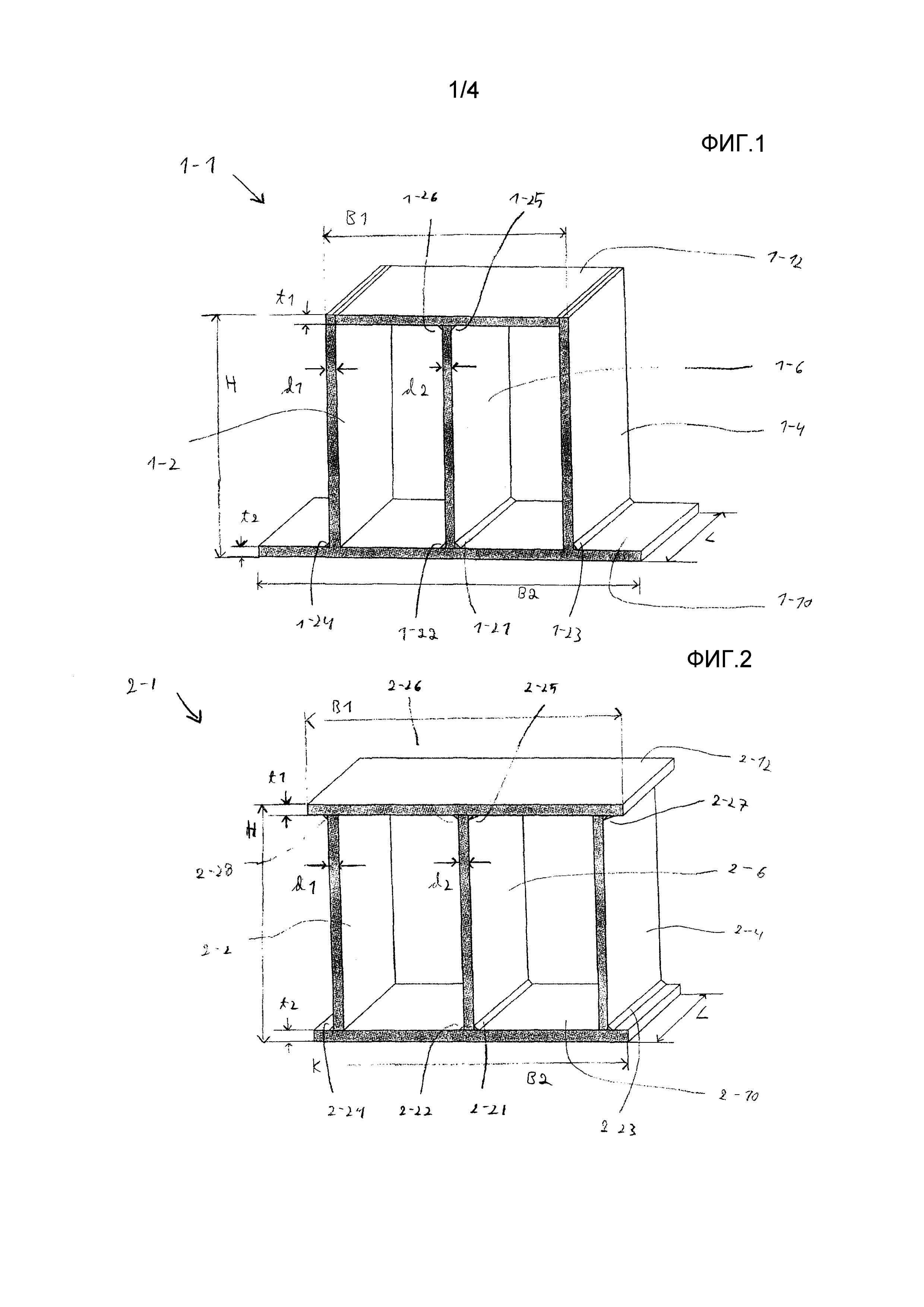
На фиг.1 и фиг.2 показаны первая и вторая балки 1-1, 2-1 в соответствии с настоящим изобретением и его предпочтительными вариантами осуществления. Балки имеют две горизонтальные пластинчатые части или полки и три вертикальные пластинчатые части или стенки: крайние стенки 1-2, 1-4 (фиг.1) и 2-2, 2-4 (фиг.2) и третью стенку или центральную стенку 1-6 (фиг.1) и 2-6 (фиг.2) между крайними стенками. Стенки могут быть неразъемно или разъемно присоединены на их первых концах к первой горизонтальной пластинчатой части или полке, например нижней полке 1-10, 2-20 (фиг.1 и фиг.2). Стенки могут быть присоединены на их вторых, противоположных концах неразъемно или разъемно ко второй горизонтальной пластинчатой части или полке, например верхней полке 1-12, 2-12 (фиг.1 и фиг.2).
Горизонтальные пластинчатые части могут быть по существу параллельны друг другу, как показано на фиг.1, 2 и 3. Все стенки могут быть по существу параллельны друг другу, как показано на фиг. 1, 2. Стенки могут располагаться по существу перпендикулярно относительно нижней полки и верхней полки.
Вертикальные части предназначены, среди прочего, обеспечивать вертикальную жесткость конструкции и передавать усилия в верхней полке к нижней полке, и через нижнюю полку к следующему конструкционному элементу, которым, например, может быть основание конструкции, несущий элемент, или конструкционная система, или другая конструкция, или балка. Горизонтальные части предназначены обеспечивать горизонтальную жесткость балки.
На фиг.1 две крайние стенки присоединены к противоположным краям верхней полки. Первая стенка 1-2, таким образом, присоединена к верхней поверхности нижней полки и первому краю верхней полки, и вторая стенка 1-4 присоединена к верхней поверхности нижней полки на расстоянии от первой и третьей стенок и ко второму краю верхней полки, который располагается на противоположном конце полки относительно первого края полки. Средняя, третья стенка 1-6 присоединена между полками на расстоянии от крайних стенок.
На фиг.2 все три стенки присоединены полностью между нижней и верхней полками на расстоянии друг от друга, и нижняя и верхняя полки располагаются на расстоянии друг от друга. Таким образом, средняя стенка может быть присоединена полностью или частично между нижней и верхней полками, и средняя стенка может располагаться на расстоянии от первой и второй боковых стенок.
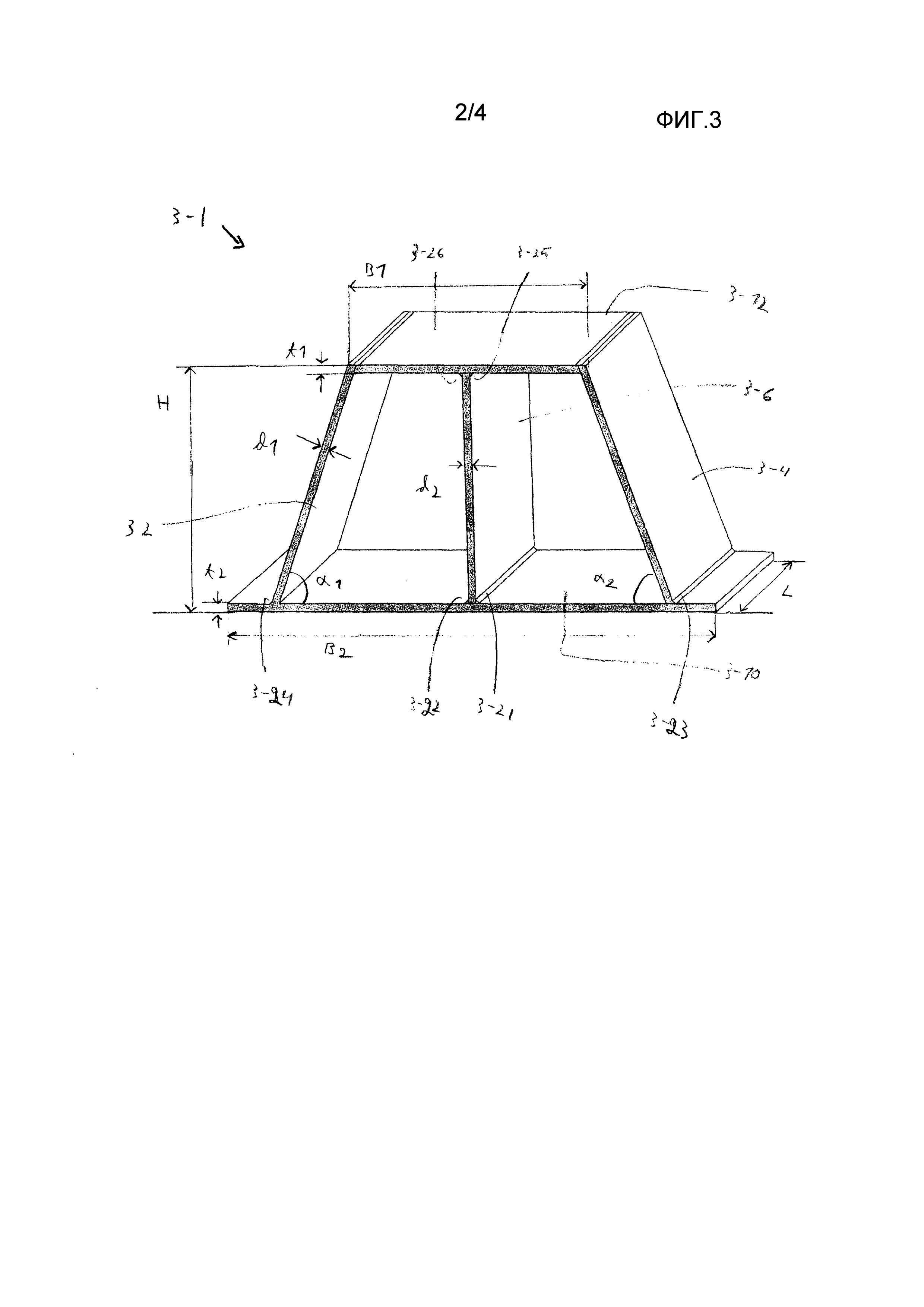
На фиг.3 две крайние стенки 3-2, 3-4 также присоединены к противоположным краям верхней полки 3-12. Первая стенка 3-2 присоединена к верхней поверхности нижней полки и первому краю верхней полки. Вторая стенка 3-4 присоединена к верхней поверхности нижней полки 3-10 на расстоянии от первой стенки и ко второму краю верхней полки, который располагается на противоположном конце полки относительно первого края полки. Средняя, третья стенка 3-6 присоединена между полками. На фиг.3 первая стенка 3-2 располагается в наклонном положении относительно верхней и нижней полок, под углом α1 к нижней полке, и вторая стенка 3-4 располагается в другом наклонном положении относительно нижней и верхней полок, под углом α2 к нижней полке. Угол наклона может быть одинаковым, как показано на фиг.3, или различным для обеих или всех наклонных стенок. На фиг.3 средняя стенка 3-6 располагается по существу перпендикулярно к нижней и верхней полкам.
В соответствии с предпочтительным вариантом осуществления балка 1-1, 2-1, 3-1 может быть наклонной на одном или обоих концах. В этом случае одна или более стенок могут быть наклонены или отрезаны под углом к продольному направлению балки, и верхняя или нижняя полка могут начинаться на расстоянии от другой полки. Стенка (стенки) может также быть отрезана таким образом, чтобы получить требуемый конечный наклон.
Балка в соответствии с изобретением и его предпочтительными вариантами осуществления может также содержать больше или меньше трех вертикальных пластинчатых частей. Также может быть больше двух горизонтальных пластинчатых частей. Балка в соответствии с изобретением и его предпочтительными вариантами осуществления может также использоваться в другом положении, чем показанное на чертежах, например в перевернутом положении или наклонном положении.
В соответствии с предпочтительным вариантом осуществления две или больше пластинчатых частей могут располагаться одна над другой или в ряд относительно друг друга. Тем самым, средняя стенка, например, может иметь две пластинчатые части, соединенные вместе, или одну более толстую пластинчатую часть, толщина которой может составлять, например, приблизительно две или три толщины внешней стенки, основной стенки или полки. Одна или более внешних стенок могут также быть толще, чем другие пластинчатые части. Дополнительно или альтернативно, горизонтальные части могут или иметь по существу одинаковую толщину, или одна часть может быть толще, например приблизительно в два или три раза толще, чем остальные. В соответствии с еще одним альтернативным вариантом, верхняя полка может быть однородной по толщине или содержать две или более частей различной толщины. Это же применимо для нижней полки и/или стенки. Балка, имеющая правильную конструкцию и точные размеры, должна отвечать определенным требованиям. В соответствии с одним альтернативным вариантом, балка или профиль балки на фиг.1 должны отвечать условиям следующей модели:
HSDQ-H×d1/d2-t1×B1/t2×B2-L (1),
где HSDQ описывает динамически нагруженную трехстенчатую корпусную конструкцию Q, Н - общая высота стенки, нижней полки и верхней полки, d1 - толщина крайней стенки, d2 - толщина средней стенки, t1 - толщина верхней полки, t2 - толщина нижней полки, В1 - ширина верхней части профиля или ширина, включающая в себя толщину обеих крайних стенок, В2 - ширина нижней полки или ширина нижней части профиля или ширина профиля, L - длина верхней полки и нижней полки или профиля. Балка может также быть названа корпусной конструкцией. Динамическая нагрузка указывает на тот факт, что дополнительно к статической нагрузке, используемой в обычной конструкции, балка выдерживает нагрузки от движущегося транспорта, нагрузки при землетрясениях, удары и т.д. Балка, выдерживающая динамические нагрузки, выдерживает движущуюся нагрузку лучше, чем балка, размеры которой рассчитаны для статической нагрузки. Балка в соответствии с изобретением и его предпочтительными вариантами осуществления может выдерживать статические и/или динамические нагрузки.
В соответствии с одним альтернативным вариантом балка или профиль балки на фиг.2 должны отвечать условиям следующей модели:
HSDK-H×d1/d2-t1×B1/t2×B2-L (2),
где HSDK описывает динамически нагруженную трехстенчатую корпусную конструкцию К, Н - общая высота стенки, нижней полки и верхней полки или высота профиля от нижней поверхности нижней полки до верхней поверхности верхней полки, d1 - толщина крайней стенки, d2 - толщина средней стенки, t1 - толщина верхней полки, t2 - толщина нижней полки, В1 - ширина верхней части профиля или ширина верхней полки, В2 - ширина нижней полки или ширина нижней части профиля или ширина профиля, L - длина верхней полки и нижней полки и стенки или профиля.
В соответствии с еще одним альтернативным вариантом балка или профиль балки на фиг.3 должны отвечать условиям следующей модели:
HSDA-H×d1/α/d2-t1×B1/t2×B2-L (3),
где HSDA описывает динамически нагруженную трехстенчатую корпусную конструкцию А с наклонными стенками, Н - общая высота средней стенки, нижней полки и верхней полки или высота профиля от нижней поверхности нижней полки до верхней поверхности верхней полки, d1 - толщина обеих крайних стенок, d2 - толщина средней стенки, d1 - толщина верхней полки, t2 - толщина нижней полки, В1 - ширина верхней полки, включая толщину обеих крайних стенок, или ширина верхней части профиля В2 - ширина нижней полки или ширина нижней части профиля или ширина профиля, L - длина нижней полки и верхней полки и стенки или профиля.
На фиг.1 высота Н балки от нижней полки до верхней полки может составлять 250 мм…3000 мм. Толщина t1 верхней полки и толщина t2 нижней полки могут составлять 6 мм…60 мм. Ширина В2 нижней полки может составлять 290 мм…3000 мм. Толщины стенок d1 и d2 могут составлять 5 мм…20 мм. Ширина В1 верхней части балки, включая толщину крайних стенок на фиг.1, может составлять 250 мм…2800 мм.
На фиг.2 высота Н балки от нижней полки до верхней полки может составлять 250 мм…5000 мм. Толщина t1 верхней полки и толщина t2 нижней полки могут составлять 8 мм…100 мм. Ширина В2 нижней полки может составлять 250 мм…2000 мм. Толщины стенок d1 и d2 могут составлять 5 мм…30 мм. Ширина В1 верхней части балки может составлять 250 мм…2000 мм.
На фиг.3 высота Н балки от нижней полки до верхней полки может составлять 300 мм…3000 мм. Толщина t1 верхней полки и толщина t2 нижней полки могут составлять 8 мм...60 мм. Ширина В2 нижней полки может составлять 500 мм…3000 мм. Толщины стенок d1 и d2 могут составлять 5 мм…20 мм. Ширина В1 верхней части балки, включая толщину крайних стенок на фиг.3, может составлять 250 мм…1500 мм. Угол α1, α2 между крайними стенками и нижней полкой может быть больше или равен 45 градусам, но меньше 90 градусов, например 50, 60, 66, 75, 80 или 85 градусов.
Длина L балки может составлять во всех случаях, например, 5 м, 16 м, 32 м, 50 м или 64 м. Длина балки может быть оптимизирована, чтобы быть максимально возможно длинной, таким образом, что кривизна балки остается в пределах допусков.
Вертикальные пластинчатые части могут быть прикреплены или присоединены к краям или поверхностям, таким как верхняя поверхность или нижняя поверхность, горизонтальных пластинчатых частей. Вертикальные пластинчатые части могут таким образом быть присоединены полностью между нижней и верхней полкой, например. Альтернативно, одна или более стенок могут быть присоединены к краю любой из полок. Стенки могут также быть расположены в различных наклонных положениях. Конструкция в соответствии с изобретением и его предпочтительными вариантами осуществления может быть названа корпусной конструкцией, которая является конструкцией с высокой несущей способностью.
Соединение пластинчатых частей вместе может выполняться множеством различных способов. Присоединение стенок к полкам, полок к стенкам или одной балки к другой для образования балочной системы может быть выполнено, например, с помощью сварки или пайки.
В соответствии с изобретением и его предпочтительными вариантами осуществления возможно воздействовать на размер, толщину, равномерность, качество поверхности и конструкционную прочность заготовки, например, и все эти характеристики могут быть сделаны подходящими в соответствии с техническими заданиями на готовое изделие. Во время изготовления, когда металл обрабатывается прокаткой, заготовка из металла пропускается между валками прокатного стана, чтобы подвергнуть металл изменениям для получения требуемой формы.
При сварке две или больше детали или их части соединяются вместе, используя тепло и/или сжатие таким образом, что заготовки или их части образуют непрерывное соединение. При сварке возможно использовать несколько различных источников тепла, такие как электрический ток, тепло за счет трения, пламя, лазерный луч или электронный луч, или их сочетание. Сварка может таким образом представлять собой, например, лазерную сварку. При сварке может использоваться дополнительный материал с точкой плавления, близкой точке плавления основного материала.
При соединении одной или более деталей или их частей вместе посредством пайки только припой или связующий материал расплавляются, а соединяемые вместе детали нет.
Балка и пластинчатые части могут быть выполнены из одной или более частей. Балка и пластинчатые части могут содержать один или более материалов. Они могут быть выполнены из алюминия, стали, сплавов, термопластичного материала, бетона, древесины или их сочетания. Балка может также быть частично или полностью прозрачной. Балка или пластинчатые части могут иметь одно или больше отверстий для регулировки несущей способности конструкции или обеспечения установочных отверстий, например.
На фиг.1 показаны восемь сварных швов. Средняя стенка может быть присоединена с помощью четырех сварных швов, из которых два 1-21, 1-22 на нижней полке и два 1-25, 1-26 на верхней полке. Дополнительно, крайние стенки могут быть присоединены к нижней полке с помощью одного или более сварных швов 1-23, 1-24 и к верхней полке с помощью одного или более сварных швов.
На фиг.2 показаны восемь сварных швов. Средняя стенка может быть присоединена с помощью четырех сварных швов, из которых два 2-21, 2-22 на нижней полке и два 2-25, 2-26 на верхней полке. Дополнительно, крайние стенки могут быть присоединены к нижней полке с помощью одного или более сварных швов 2-23, 2-24 и к верхней полке с помощью одного или более сварных швов 2-27, 2-28.
На фиг.3 показаны восемь сварных швов. Средняя стенка может быть присоединена с помощью четырех сварных швов, из которых два 3-21, 3-22 на нижней полке и два 2-25, 2-26 на верхней полке. Дополнительно, крайние стенки могут быть присоединены к нижней полке с помощью одного или более сварных швов 3-23, 3-24 и к верхней полке с помощью одного или более сварных швов. Сварные швы могут быть выполнены таким образом, чтобы выступать от угла, образованного соединенными вместе пластинчатыми частями. Альтернативно, могут быть образованы канавки для швов, которые заполняются при сварке.
При соединении посредством сварки два или более шва могут свариваться по существу одновременно. В соответствии с предпочтительным вариантом осуществления два или четыре шва свариваются или соединяются вместе иным образом по существу одновременно. Швы могут также свариваться в различное время, поочередно или частично поочередно, в соответствии с требованиями к технологическим допускам рельсовой балки.
При соединении пластинчатых частей вместе посредством сварки в сварочной точке (точках) генерируется энергия, за счет сварочной горелки к месту сварки и шву. Эта энергия и/или другие поддающиеся измерению величины могут быть измерены для каждого шва или для одной или более сварных точек шва, например. Далее возможно измерять во время соединения, во время сварки или вместе со сваркой подводимую энергию ко шву или точке соединения соединяемых частей или используемое при сварке или соединении частей балки значение генерируемой энергии или величину, прямо или обратно пропорциональную подводимой энергии. Измеренным значением может быть, например, подводимое тепло или энергия на единицу длины. Таким образом, значением может быть, например, кДж/мм.
Измеренное значение, энергия или количество энергии, могут быть сравнены с одним или более контрольным значением. По меньшей мере частично на основании этого сравнения возможно вычислить или другим образом определить новое или следующее значение количества энергии, которое должно быть подведено к точке соединения. Другими словами, в ответ на измерение количества подводимой энергии к точке соединения и/или используемой для соединения количество подводимой энергии к точке соединения регулируется. Последующее значение может быть таким же или отличаться от предыдущего значения.
В способе изготовления рельсовой балки возможно использовать при измерении энергии, среди прочего, измеренный ток сварки, напряжение, напряжение дуги, тип тока, температуру, скорость переноса и частоту, из которых тепловая энергия может быть вычислена или выведена, используя выбранные значения. Среди этих значений возможно измерять одну, две или четыре величины одновременно в одном, предпочтительно четырех, местах или точках. Устройство для измерения размещается в устройстве для сборки или связано с ним. Также возможно установить одно или более предельных значений или начальных значений для этих величин.
Например, при изготовлении рельсовой балки для поезда на магнитной подушке допуск должен быть очень точным, и поезд не должен сваливаться с рельсов или отходить от рельсов. В этом случае одним из важных показателей при изготовлении балки является допуск на вертикальную кривизну, которая может быть измерена и скорректирована, и балка в соответствии с изобретением и его предпочтительными вариантами осуществления изготавливается точно, в результате чего проблема коробления балки может быть решена. Необходимо отметить, что на магнитной железной дороге скорость поезда может составлять 500 км/ч или более.
В устройстве для сборки значения параметров сварки могут быть прочитаны на панели управления во время сварки и также использованы для измерения энергии подводимого тепла. Другими словами, подводимая тепловая энергия может быть измерена, и разрешенные и выбранные значения могут контролироваться и читаться на дисплее устройства для измерения для каждого сварного шва в системе устройства для сборки.
Когда значения параметров изменяются, возможно с помощью тепловой энергии синхронизировать коробление балки в сварных точках во время изготовления. Подача тепловой энергии также может измеряться отдельными датчиками. Устройство для сборки может сравнивать сигнал, полученный от датчика, с одним или более предварительно заданных пороговых значений или предельных значений и/или другим измеренным значением и регулировать подводимые энергию или мощность на основании измерения и сравнения. С помощью управляющего параметра, полученного от устройства, возможно управлять изготовлением рельсовой балки в системе в соответствии с требованиями к ее допускам. Значение энергии, подводимой к шву, или максимальное значение подводимого тепла, может быть получено из технических описаний на материалы у поставщиков материалов балки, например из значений, указываемых поставщиками стали для различных марок стали.
Значение подводимой энергии к каждому шву или его части может, таким образом, измеряться и регулироваться индивидуально. Альтернативно, регулировка может быть по существу одновременной и/или одинаковой. Например, возможно использовать устройство синхронизации подводимой энергии или систему для измерения устройства для сборки, чтобы измерить, что к каждому шву подводится одинаковое количество энергии. Таким способом присоединяемые к балке части и свариваемая секция балки удерживаются по существу прямыми или с требуемой степенью прямолинейности или кривизны.
Устройство для измерения подводимой энергии представляют собой систему в способе согласно изобретению и выполнено с возможностью управления количеством подводимой энергии к шву для всех или некоторых из швов. Устройство также выполнено с возможностью удержания значений энергии точно одинаковыми или по существу одинаковыми. В соответствии с альтернативным вариантом осуществления количество подводимой энергии к швам является по существу одинаковым для одного полного шва, но отличается по значению от подводимой энергии для по меньшей мере одного другого полного шва или его части.
Информация о специфических параметрах шва может быть обеспечена для различных швов для управления способом и для измерения, получаемого через датчики. В качестве этих параметров могут использоваться, например, параметры резания пластин, которые могут влиять на форму балки, вызывая коробление. Коробление может быть скорректировано или может быть вызвано с помощью устройства синхронизации для управляемого подвода энергии в способе изготовления балки и рельсовой балки.
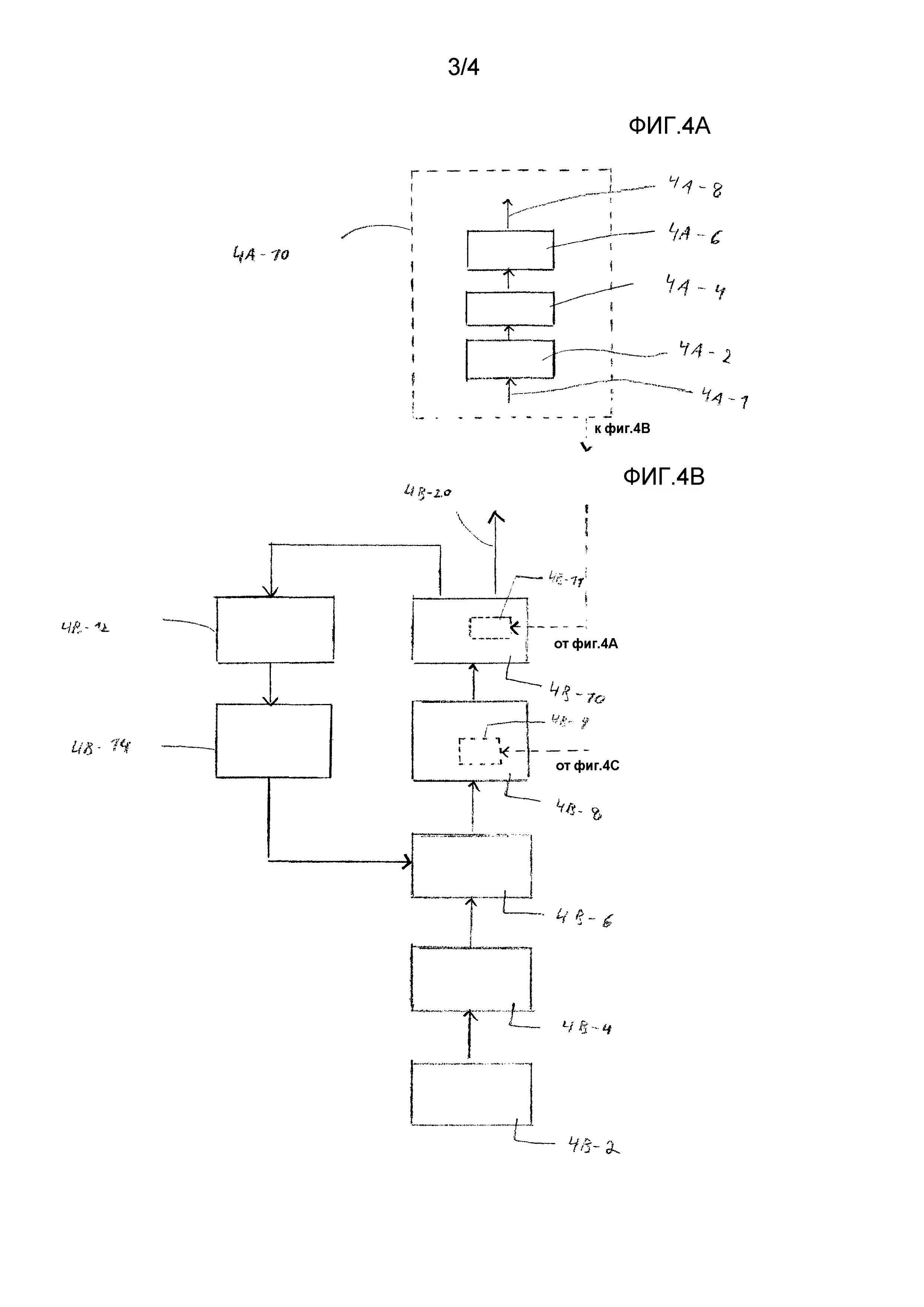
Как было описано выше, в соответствии с изобретением и его предпочтительными вариантами осуществления, балка содержит по меньшей мере две стенки, которые присоединяются к нижней полке и верхней полке. В способе изготовления балки часть балки транспортируется из хранилища 4В-2 к режущему устройству 4В-4, которое отрезает пластинчатые части балки для получения конкретных размеров, и пластинчатые части, отрезанные в размер, транспортируются к сборочному конвейеру 4В-6. После этого по меньшей мере две пластинчатые части балки предварительно собираются вместе с помощью обжимных валков сборочного конвейера 4В-6 для формирования балки с конечным профилем. Части балки, собранные вместе, перемещаются с помощью сборочного конвейера к устройству 4В-8 для сборки.
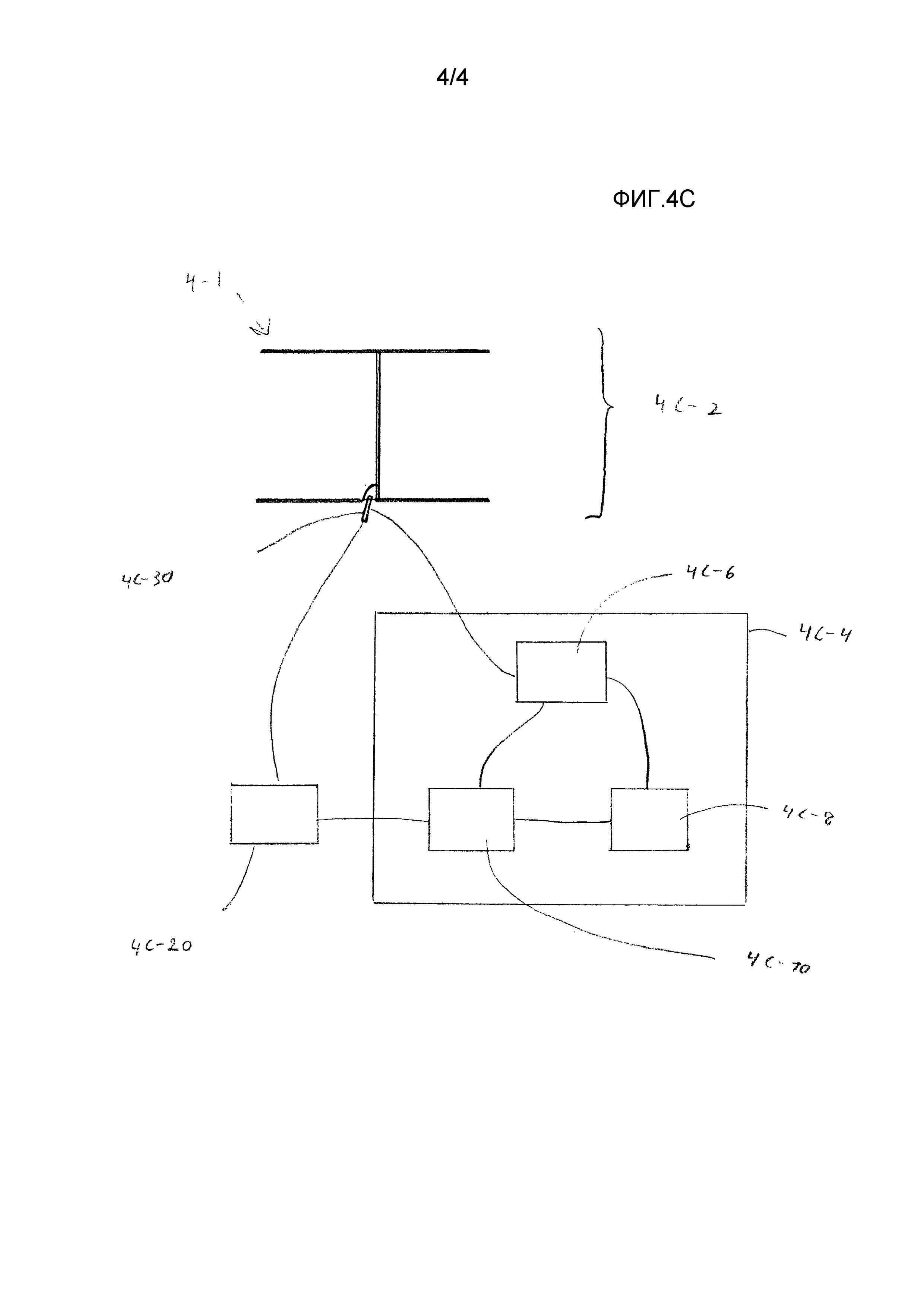
На первом этапе изготовления балки устройство для сборки осуществляет присоединение средней стенки балки к нижней и верхней полкам для образования кондукторной балки 4С-2 (фиг.4С). Соединение может выполняться посредством крепления или приваривания по меньшей мере одной точки средней стенки к нижней полке и по меньшей мере одной точки к верхней полке. На втором этапе изготовления балки устройство для сборки осуществляет присоединение к первому краю кондукторной балки первой боковой стенки, и на расстоянии от первой боковой стенки к противоположному второму краю кондукторной балки второй стенки, посредством крепления или приваривания, и обеих первой и второй боковых стенок к по меньшей мере одной стороне нижней и верхней полок. Сварка может выполняться с помощью сварочного аппарата 4С-20, предусмотренного в устройстве для сборки или связанного с ним.
Балка, сформированная на первом этапе, перемещается от устройства 4В-8, 4В-9, 4С-4 для сборки к разгрузочному конвейеру 4В-10. Сформированная балка или ее часть перемещаются 4А-1 к устройству 4А-2 контроля, которое проверяет форму балки, выполненной на первом этапе, например прямолинейность и отклонение допусков пластинчатых частей и узла в целом.
Система для изготовления балки может содержать устройство для выпрямления и устройство для гибки. Устройство для выпрямления может быть выполнено с возможностью выпрямления полок, и устройство для гибки может быть выполнено с возможностью осуществления гибки криволинейного участка кондуктора балки, то есть средней стенки и балки в целом в трехстеночной балке. Когда балка со средней стенкой, например Н-образная балка со стенкой и полками, сформирована, и обе ее стороны сварены, к обеим сторонам добавляются боковые пластины. Однако балка может быть пропущена через устройство для выпрямления перед добавлением боковых пластин. Когда к балке будут также добавлены боковые пластины, кривизна балки в целом может быть точно скорректирована по вертикали и/или горизонтали, и балка проверяется и измеряется на пункте гибки.
Если результат проверки на устройстве контроля, например значение прямолинейности или отклонения допусков, не находится в пределах предварительно заданных предельных значений, балка, сформированная на первом этапе, подается к устройству 4А-4 для выпрямления для выпрямления вышедшей за предельной значение части с помощью гидравлических прессов устройства, и/или к устройству 4А-6 для гибки для осуществления гибки вышедшей за предельное значение части с помощью гидравлических прессов устройства.
Калибровка балки посредством измерения по трем координатам с помощью лазера, например, может также выполняться на устройстве 4А-4 для выпрямления. Балка со средней стенкой может быть, таким образом, пропущена через устройство для выпрямления, так как тепло может привести к изгибу пластин, полок или стенок. Особенно широкие пластины, такие как верхняя полка, могут изогнуться. После устройства для выпрямления деталь может быть транспортирована к устройству для гибки, где она подвергается многократной гибке для получения точного размера и формы. Этот процесс может выполняться, например, после того как все четыре сварных шва балки со средней стенкой были сварены или все восемь сварных швов всей детали в целом были сварены. Прямолинейность и/или кривизна могут быть измерены с помощью лазера, чтобы немедленно обнаружить, соответствует ли деталь допускам, а именно является ли она прямой и изогнутой в той степени, как планировалось, или балка или деталь нуждаются в обработке на прессах, чтобы стать немного изогнутой, выгнутой или вогнутой. Например, заготовка может быть сделана прямой или изогнутой с помощью внутреннего кондуктора.
После этого 4А-8, 4А-10, балка, выполненная на первом этапе, транспортируется с разгрузочного конвейера 4В-10 к поворотному устройству 4-12 для поворота балки или ее части, такая как кондукторная балка. Балка может быть повернута на поворотном устройстве для соединения повторяющихся швов, и она может быть повернута, например, на 180 градусов. С поворотного устройства деталь перемещается к возвратному конвейеру или промежуточному конвейеру 4В-14 и обратно на сборочный конвейер 4В-6.
На втором этапе сборки следующая часть балки или остальные пластинчатые части балки или боковые стенки предварительно собираются вместе с помощью обжимных валков сборочного конвейера 4В-6 для формирования балки с конечным профилем. Балка в целом транспортируется сборочным конвейером 4В-6 к устройству 4В-8 для сборки, где швы собранных вместе частей закрепляются или свариваются с помощью сварочного аппарата 4С-20 устройства для сборки на втором этапе изготовления балки.
Часть балки или балка в целом, сформированная на втором этапе, может также быть перемещена после сварки к устройству контроля, устройству для выпрямления и устройству для гибки для измерения, определения и исправления одного или более из параметров: форма, прямолинейность или отклонения допусков.
Другими словами, способ изготовления балки может включать в себя этапы резки пластин с помощью режущего устройства 4В-4, транспортировки отрезанных по размеру пластин на сборочный конвейер 4В-6 и на первое устройство 4В-8 для сборки, сборку балки из пластин на первом устройстве для сборки, которое включает в себя соединение вместе предварительно собранных посредством обжатия пластинчатых частей, транспортировки к устройству для измерения и управления подводимой энергией и на разгрузочные конвейеры 4В-10, имеющие устройство 4А-2 контроля отклонений балки от допусков, поворот балки для соединения повторяющихся швов с помощью поворотного устройства 4В-12 и транспортировку балки обратно к первому устройству для сборки с помощью возвратного конвейера 4В-14 для соединения следующего шва балки и сборки имеющейся балки. После этого собранная кондукторная балка транспортируется ко второму устройству 4В-8 для сборки, на котором выполняется присоединение обжатых боковых пластин, к устройству для измерения и управления подводимой энергией и к выгрузочным конвейерам, которые также могут содержать устройство контроля отклонений от допусков. Если необходимо, балка может транспортироваться к устройству 4А-4 для выпрямления и устройству 4А-6 для гибки для калибровки. Устройство 4С-10 управления или устройство 4С-8 для регулировки могут использоваться для управления измерением подводимой энергии и управления устройством контроля отклонений балки от допусков, устройством для выпрямления и/или устройством для гибки.
Устройство для сборки может управлять и контролировать изготовление внутреннего кондуктора. Подводимая энергия может управляться централизованно и индивидуально для каждого шва с помощью устройства синхронизации подводимой энергии или устройства управления.
Как было описано выше, на первом этапе первая часть балки, Н-образная балка и I-образная балка, может быть собрана для формирования кондукторной балки, и на втором этапе боковые пластины могут быть добавлены к этой Н-образной балке или I-образной балке. На первом этапе средняя стенка может быть приварена с помощью двух швов к нижней полке и с помощью двух швов к верхней полке, то есть в целом с помощью четырех швов, и на втором этапе боковые стенки могут быть приварены с помощью одного или двух швов к нижней полке и одного или двух швов к верхней полке. На первом пункте сварки вся средняя стенка может быть приварена с обеих сторон, и после устройства выпрямления, на втором пункте сварки, боковые стенки могут быть приварены к Н-образной балке. После того как обе стороны были закончены на втором аппарате, рельсовая балка содержит восемь швов. Рельсовая балка может альтернативно содержать другое число сварных швов, отличное от восьми, например шесть, десять или двенадцать сварных швов. Рельсовая балка может таким образом содержать, например, по меньшей мере восемь сварных швов.
Например, при изготовлении корпусной балки с наклонными стенками, возможно изготовить I-образную балку на первом этапе и затем измерить ее прямолинейность и сделать корректировки, если это необходимо. На втором этапе наклонные стенки и подкладки могут быть добавлены с обеих сторон, например, с помощью временной сварки прихваточными швами. Косые углы корпуса могут быть проварены полностью, чтобы удовлетворять требованиям точечной сварки, и в конце процесса может быть измерена прямолинейность корпуса.
Устройство для сборки, устройство для выпрямления, устройство для гибки и/или устройство для регулировки, например, могут быть выполнены с возможностью учета различных факторов, которые влияют на форму балки. Это могут быть факторы, влияющие на форму до, во время и после сварки, или их комбинация.
Панель управления устройства может содержать дисплейные устройства, которые отображают информацию об измерениях, данные и информацию, принятую от каждого шва, и управляющую информацию, переданную к каждому шву.
За счет учета значений подводимой энергии в швах, вертикальная и/или горизонтальная кривизна могут учитываться при изготовлении балки. Во время изготовления также возможно учитывать деформацию балки, которая происходит со временем или из-за температуры. Различные изменения и искривления могут быть скорректированы во время изготовления путем увеличения или уменьшения подводимой энергии к одному или более швам или их частям. При изготовлении балки для магнитной железной дороги особенно важно учитывать вертикальную кривизну и изгиб. Одно или более предельных значений или начальных значений могут быть заданы для указанных изменений и вертикальной и горизонтальной кривизны.
На фиг.4С представлен способ изготовления балки в соответствии с изобретением и его предпочтительными вариантами осуществления. Здесь сварочный аппарат 4С-20 сваривает швы на балке. Подводимая энергия в шов может быть измерена с помощью датчика 4С-30, соединенного с устройством 4С-6 для измерения, и данные от датчика могут быть поданы в устройство для измерения и к устройству 4С-8 для регулировки. Данные устройства для регулировки и устройства для измерения можно прочесть на панели 4С-10 управления, которая может также устанавливать управляющие параметры для устройства для регулировки, устройства для измерения и сварочного аппарата.
При измерении подводимой энергии в шов в способе изготовления балки и рельсовой балки подводимая энергия может измеряться в поперечном сечении балки как функция от длины на равномерных или неравномерных интервалах в точках L1, L2, L3 и т.д., где L отражает длину, измеренную, начиная от нуля и заканчивая на конце балки. Энергия может быть измерена на верхнем и нижнем швах средней стенки и/или верхнем и нижнем швах боковых стенок. Каждое измеренное значение энергии может регистрироваться автоматически во время процесса изготовления, и, таким образом, возможно посылать данные через Интернет, например, к читающему устройству, компьютеру или серверу, где данные могут сохраняться или обрабатываться. По меньшей мере частично в ответ на эти данные может предотвращаться коробление балки. Данные могут также использоваться, например, для планирования и доводки до нужных размеров, в качестве данных для резания пластины и других корректирующих данных. Каждая балка может содержать встроенный кондуктор и устройства для измерения подводимой энергии, которые сопровождают балку или компонент балки до тех пор, пока это возможно. Данные также могут учитываться в данных о жизненном цикле изделия.
В соответствии с предпочтительным вариантом осуществления подводимая энергия измеряется как функция от длины в четырех точках одновременно, и при измерении одна или более величин используются или измеряются. Подводимая тепловая энергия к сварному шву вычисляется или выводится из измеренных данных, измеренное значение сравнивается с постоянным или переменным контрольным значением, и, на основании сравнения, осуществляется регулировка подводимой энергии к сварному шву, чтобы сделать подвод энергии к каждому сварному шву по существу одинаковым.
При изготовлении балки или балочной системы в соответствии с изобретением и его предпочтительными вариантами осуществления пластинчатые части, требуемые для оптимизированного с точки зрения прочности обеспечения размеров рельсовой балки, собираются вместе в непрерывном процессе. В системе пластинчатые части рельсовой балки располагаются при хранении или на складе отрезанными по размеру или с размерами для хранения и в устройствах для демонтажа и режущих устройствах. Управление с помощью устройства управления или устройства для регулировки обеспечивает настройку системы таким образом, чтобы соответствовать размерам изготавливаемой балки. После включения начинается рабочий цикл системы для изготовления балки. Из хранилища балки и пластинчатые части транспортируются к сборочным конвейерам, где они предварительно собираются с помощью обжимных валков для формирования балки с конечным профилем. Со сборочных конвейеров балка передается к устройству для сборки, где швы отдельных пластинчатых частей соединяются или объединяются. Готовая балка 4В-20 транспортируется к разгрузочному конвейеру.
Если изготовление балки требует дополнительной обработки, балка транспортируется с разгрузочного конвейера через поворотное устройство и промежуточный конвейер обратно к устройству для сборки. Система может содержать два или более устройств для сборки, в этом случае промежуточный конвейер не нужен. Проверяется прямолинейность балки и выполняется калибровка в устройстве для выпрямления, к которому балка перемещается конвейером.
Первое устройство для сборки может быть выполнено с возможностью сваривания кондукторной балки на первом этапе изготовления, и второе устройство для сборки может быть выполнено с возможностью приема кондукторной балки и приваривания боковых стенок к кондукторной балке на втором этапе изготовления. Таким образом, могут быть предусмотрены одна линия устройств для сборки для изготовления средней стенки и другая или больше линий для присоединения боковых пластин к балке со средней стенкой. Все эти устройства или линии могут иметь устройства для измерения, контроля и управления подводимого тепла или подводимой энергии таким образом, чтобы обеспечить возможность учета возможных изменений кривизны балки или вызвать заданные изменения в балке или ее кривизны. Тем самым допуски балки могут контролироваться таким образом, что подводимая энергия в каждый шов будет одинаковой и/или такой, как требуется.
Система также содержит устройство для выпрямления, выполненное с возможностью выпрямлять полки, и устройство для гибки, выполненное с возможностью обеспечить кривизну кондуктора балка в трехстеночной балке или средней стенки или балки в целом, если необходимо.
Изготовление балки может выполняться за два или более этапов, в которых могут использоваться одно, два или более устройств. Изготовление может быть разделено на различные этапы таким образом, что сначала, на первом этапе, изготавливается Н-образная балка со средней стенкой, имеющая стенку и полки, то есть кондукторная балка 4-1. Когда обе стороны Н-образной балки будут сварены, боковые пластины добавляются с обеих сторон Н-образной балки на втором этапе. Однако перед этапом добавления боковых пластин к балке Н-образная балка может быть проведена через устройство для выпрямления для выпрямления полок на третьем этапе. Когда все боковые пластины, то есть боковые стенки, будут добавлены к балке, кривизна балки может быть точно отрегулирована по высоте и/или горизонтали, и балка проверяется и измеряется на устройстве для гибки на четвертом этапе.
В соответствии с изобретением и его предпочтительными вариантами осуществления способ изготовления и устройство учитывают, контролируют и/или измеряют факторы, которые вызывают одну или более деформаций части балки, балки или балочной системы, и выполняют любые необходимые действия. Регулировка различных факторов, влияющих на деформацию, может выполняться автоматически или в сочетании автоматического и ручного выпрямления, причем при ручном выпрямлении изделие нагревается вручную. Для этого способ и устройство для изготовления балки содержат устройство управления, которое осуществляет измерение фактической подводимой энергии, например. Таким образом, устройство может содержать автоматическую систему измерения деформации, в которой система управления устройства контролирует подводимую энергию к сварным швам изделий для каждого сварного шва или группы швов. Устройство осуществляет автоматическую регулировку и управление подводимой энергией для каждого сварного шва или группы швов таким образом, чтобы минимизировать деформацию в изготавливаемом изделии и уменьшить необходимость в выпрямлении. Дополнительно, изготовление изделия является менее дорогим на заводской стадии. Однако необходимо понимать, что выпрямление исключительно вручную (как выполняется в известном уровне техники) уменьшает конкурентные преимущества изделия, изготавливаемого из стали, в сравнении с другими материалами, таким как бетон, а также является ненадежным и неэкономичным способом.
Способ и система согласно изобретению обеспечивает преимущество в том, что возможно изготовить в ходе автоматического процесса изготовления имеющую точные размеры балку в соответствии с техническим заданием, то есть готовое изделие удовлетворяет допускам на изготовление. Способ, устройство и балка согласно изобретению и его предпочтительным вариантам осуществления может использоваться для множества различных целей, таких как изготовление рельсовых балок, например рельсовых балок для поездов на магнитной подушке, или мостовых конструкций.
Специалистам в этой области техники очевидно, что, так как технологии развиваются, основная идея изобретения может быть осуществлена множеством различных способов. Изобретение и его варианты осуществления таким образом не ограничиваются описанными выше примерами, но могут изменяться в пределах объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к способу и системе изготовления балки, в частности рельсовой балки. Способ изготовления балки (1-1, 2-1, 3-1) включает: присоединение на первом этапе изготовления балки (1-1, 2-1, 3-1) средней стенки (1-6, 2-6, 3-6) к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) для формирования кондукторной балки посредством приваривания средней стенки в по меньшей мере одной точке (1-21, 1-22, 2-21, 2-22, 3-21, 3-22) к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и в по меньшей мере одной точке к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12); присоединение на втором этапе изготовления балки (1-1, 2-1, 3-1) первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) к первому краю кондукторной балки и на расстоянии от первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) на противоположном втором крае балки (1-1, 2-1, 3-1) - второй боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) посредством приваривания обеих первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) и второй боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) в по меньшей мере одной точке к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12); осуществление измерения подводимой энергии в точке (1-21, 1-22, 1-23, 1-24, 1-25, 1-26, 2-21, 2-22, 2-23, 2-24, 2-25, 2-26, 3-21, 3-22, 3-23, 3-24, 3-25, 3-26) соединения соединяемых частей и использование значений, полученных во время измерения энергии, для регулировки количества подводимой энергии к точке соединения во время соединения и после измерения. Также описана система для изготовления балки (1-1, 2-1, 3-1). Технический результат состоит в изготовлении в течение автоматического процесса имеющей точные размеры балки в соответствии с техническим заданием, то есть готового изделия, соответствующего допускам изготовления. 2 н. и 10 з.п. ф-лы, 4 ил.
Формула
присоединяют на первом этапе изготовления балки (1-1, 2-1, 3-1) среднюю стенку (1-6, 2-6, 3-6) к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) для формирования кондукторной балки посредством приваривания средней стенки в по меньшей мере одной точке (1-21, 1-22, 2-21, 2-22, 3-21, 3-22) к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и в по меньшей мере одной точке к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12);
присоединяют на втором этапе изготовления балки (1-1, 2-1, 3-1) первую боковую стенку (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) к первому краю кондукторной балки и на расстоянии от первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) на противоположном втором крае балки (1-1, 2-1, 3-1) - вторую боковую стенку (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) посредством приваривания обеих первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) и второй боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) в по меньшей мере одной точке к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12);
осуществляют измерение подводимой энергии в точке (1-21, 1-22, 1-23, 1-24, 1-25, 1-26, 2-21, 2-22, 2-23, 2-24, 2-25, 2-26, 3-21, 3-22, 3-23, 3-24, 3-25, 3-26) соединения соединяемых частей; и
используют значения, полученные во время измерения энергии, для регулировки количества подводимой энергии к точке соединения во время соединения и после измерения.
сборочный конвейер (4B-6), который принимает по меньшей мере две части балки, выполняет предварительную сборку их вместе посредством обжимных валков сборочного конвейера (4B-6) для формирования балки с конечным профилем и транспортирует предварительно собранные части балки к устройству (4B-8) для сборки;
устройство (4B-8) для сборки, которое принимает предварительно собранные части балки, содержащее:
сварочный аппарат (4C-20), который сваривает вместе соединенные части балки (1-1, 2-1, 3-1) посредством приваривания на первом этапе изготовления средней стенки в по меньшей мере одной точке (1-21, 1-22, 2-21, 2-22, 3-21, 3-22) к нижней полке и в по меньшей мере одной точке (1-21, 1-22, 2-21, 2-22, 3-21, 3-22) к верхней полке для формирования кондукторной балки и посредством приваривания на втором этапе изготовления балки (1-1, 2-1, 3-1) первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) к первому краю кондукторной балки и на расстоянии от первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) к противоположному второму краю второй боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) посредством приваривания обеих первой боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) и второй боковой стенки (1-2, 1-4, 2-2, 2-4, 3-2, 3-4) на по меньшей мере одной стороне к нижней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12) и к верхней полке (1-10, 1-12, 2-10, 2-12, 3-10, 3-12);
устройство для измерения энергии, которое измеряет подводимую энергию в точке (1-21, 1-22, 1-23, 1-24, 1-25, 1-26, 2-21, 2-22, 2-23, 2-24, 2-25, 2-26, 3-21, 3-22, 3-23, 3-24, 3-25, 3-26) соединения соединяемых частей во время соединения и передает измеренное значение количества энергии к устройству (4C-8) для регулировки;
устройство (4C-8) для регулировки, которое принимает от устройства (4C-6) измеренное значение количества энергии, вычисляет количество энергии, которое должно быть подано в точку соединения свариваемых частей по меньшей мере частично на основании измеренного количества энергии, и передает вычисленное значение количества энергии, используемой при сварке, к сварочному аппарату (4C-20).
устройство (4A-4) для выпрямления балки (1-1, 2-1, 3-1) или ее части; и
устройство (4A-6) для гибки балки (1-1, 2-1, 3-1) или ее части.
Комментарии