Улучшенная балка - RU2340744C2
Код документа: RU2340744C2
Чертежи






















Описание
Область техники
Данное изобретение относится к усовершенствованной балке
Более конкретно, изобретение относится к швеллерной балке с полыми полками, расположенными вдоль противоположных краев балочной стенки и проходящими от этой стенки в одном направлении.
Уровень техники
В ходе всей истории развития техники инженеры постоянно осуществляли поиск все более дешевых и/или прочных строительных элементов, в частности, балок или брусьев, предназначенных для всех видов конструкций, включая здания, мосты, корабельные конструкции, кузова и шасси автомобилей, авиационные конструкции и т.п.
На протяжении нескольких тысячелетий основным источником сырья для строительных балок зданий и мостов являлась древесина. Однако в результате технического прогресса, произошедшего за последние столетия, вместо древесины стали чаще использовать чугун, сварочное железо, мягкую сталь, а затем - и сложные стальные сплавы. Наряду с достижениями, связанными с выбором сырья для строительных балок, также происходило улучшение технологии производства, что, в свою очередь, дало существенный импульс для развития строительной техники. Этот период развития строительной техники совпал с появлением новых общественно-экономических факторов, оказавших дополнительное влияние на характер и вектор указанных изменений и усовершенствований. К этим факторам относятся трудовые затраты, материальные затраты, а в последнее время и аспекты экологии.
В американских патентах №27394 и №28864 на промышленные образцы представлены двутавровая и С-образная швеллерная балки первоначальных конструкций, тогда как балка с полыми полками первоначальной конструкции, возможно изготавливаемая методом отливки, раскрыта в американском патенте №426558.
Применение более совершенных технологических процессов позволило уменьшить массу строительных элементов, сохранив при этом их эксплуатационные характеристики. В американском патенте №1377251 описано изготовление швеллера с полыми полками способом холодной прокатки, тогда как в американском патенте №3199174 раскрыт способ изготовления и упрочения двутавровых балок, осуществляемый путем сваривания отдельных металлических полос. В американском патенте №4468946 описывается способ производства балки лямбда-образного сечения, осуществляемый путем изгибания металлического листа. В американском патенте №4433565 описано изготовление металлических строительных элементов разнообразных поперечных сечений путем холодного или горячего формования. Американский патент №3860781 и российское авторское свидетельство №245935 раскрывают автоматизированный процесс изготовления двутавровой балки, осуществляемый путем соединения отдельных полос стенки и полок методом плавления. Американский патент №5022210 описывает балку из обработанной древесины, цельная центральная часть стенки которой является более узкой, чем цельные полки, проходящие вдоль противоположных краев этой стенки.
Как известно, составные балки или фермы, изготовленные из нескольких элементов, имеют хорошие коэффициенты конструктивного качества, в чем можно убедиться на примере американского патента №5012626, описывающего конструкцию в виде двутавровой балки, плоские полки которой соединены со стенкой, имеющей поперечное рифление. В американских патентах №3362056 и №6415577 раскрыты другие примеры балок с поперечно-рифлеными стенками. В конструкцию этих балок входят полые полочные элементы прямоугольного поперечного сечения. Дополнительные варианты балок с поперечно-рифлеными стенками и полыми полками прямоугольного сечения описаны в австралийском патенте №716272 и австралийской заявке №1986-52906. Способ изготовления балок с полыми полками и рифлеными стенками раскрыт в американском патенте №4750663.
Таким образом, из сказанного выше следует, что строительные элементы и балки представлены в современном уровне техники самыми разнообразными формами и конфигурациями. Тем не менее, большинство этих строительных элементов или балок предназначено для какого-либо узкоспециального применения, хотя объективности ради следует отметить, что некоторые балки спроектированы как балки общего назначения, предназначенные для использования, например, в качестве универсальной замены стандартной горячекатаной двутавровой балки. В американском патенте №3241285 описана полая балка, изготовленная из аустенитной нержавеющей стали. Эта балка характеризуется высоким коэффициентом конструктивного качества и более низкими эксплуатационными расходами по сравнению с горячекатаными двутавровыми балками, используемыми при строительстве мостов. Другой тип строительных элементов, а именно мостовых ферм, известный как "Дельта", описан в AISC Engineering Journal (октябрь 1964, страницы 132-136). Согласно этому конструктивному типу одна или обе полочные пластины усилены пластинами жесткости, проходящими по всей длине балки по обеим ее сторонам между полочной пластиной (полочными пластинами) и стенкой.
В американском патенте №5692353 описана составная балка, содержащая холоднокатаные полые полки треугольного сечения, разделенные через определенные промежутки деревянными блоками. Эту балку можно использовать в качестве готовой стропильной или ярусной фермы. В британской заявке №2093886 описан холоднокатаный коньковый прогон по существу J-образного поперечного сечения, а в британской заявке №2102465 описывается балка двутаврового или Н-образного сечения, катаная из единой металлической полосы. В международной публикации WO 96/23939 раскрыт коньковый прогон С-образного сечения, используемый для удержания настила крыши. В американском патенте №3256670 описана перекладина из металлических листов, содержащая полые полки и стенку двойной толщины, причем в стенке и полках выполнены отверстия, способствующие процессу заделывания этой перекладины в ярусном перекрытии из литого бетона.
В американском патенте №6436552 описывается холодногнутый строительный элемент из тонкого листового металла, полые полки которого разделены стенкой. Этот элемент предназначен для использования в качестве балочного пояса стропильной фермы или ярусной перекладины.
Вышеупомянутые примеры охватывают лишь небольшую часть технических решений, направленных на совершенствование строительных элементов самого разнообразного назначения. Что касается настоящего изобретения, то оно имеет отношение непосредственно к балке с полыми полками, пример которой представлен в упомянутом американском патенте №426558. Эффект от использования полых полок, заключающийся в увеличении сечения полки без увеличения ее массы, хорошо известен в данной области техники. Другой пример балок с полыми полками приведен в американском патенте №991603. Согласно этому патенту балка содержит полки треугольного поперечного сечения, свободные края которых загнуты обратно к балочной стенке без приваривания к ней. Подобные балки с неприваренными полыми полками описаны также в американском патенте №3342007 и международной публикации WO 91/17328.
Двутавровые балочные конструкции с полыми полками с закругленными сварными соединениями между полками и стенкой описаны в американском патенте №3517474 и российском авторском свидетельстве №827723. В шведской публикации №444464 представлена изготавливаемая методом экструзии алюминиевая балка, которая имеет ребристую плоскую стенку и полые прямоугольные полки, выступающие с одной стороны стенки. Указанные полки образованы П-образными выступами, закрепленными в разнесенных несущих ребрах, выполненных на одной поверхности балочной стенки.
В американском патенте №3698224 описан способ создания Н-образных, двутавровых и швеллерных балок с полыми полками, осуществляемый путем деформации сваренных по шву стальных труб, в результате чего между разнесенными полыми полками образуются стенки двойной толщины.
В американских патентах №6115986 и №6397550 и корейской заявке №2001077017 описаны холодногнутые тонкие стальные строительные элементы, содержащие полые полки с выступом, проходящим в сторону от каждой полки. Указанные полки прикреплены к поверхности балочной стенки посредством точечной сварки, заклепок или скоб. Балки, описанные в американских патентах №6115986 и №6397550, предназначены для использования в качестве настенных фиксаторов, позволяющих прикреплять наружную обшивку стен к полым полкам с помощью винтов или гвоздей.
В британском патенте №2261248 описываются лестничные ступени с полыми полками, которые являются устойчивыми к перекашиванию и выполнены методом экструзии или холодной прокатки.
В американском патенте №6591576 описан швеллер с полыми полками, который содержит изогнутую в поперечном сечении стенку, полученную путем прессования, и представляет собой дугообразный в продольном направлении арматурный элемент бамперного бруса для автомашины.
Из сказанного выше следует, что большинство упомянутых в данной заявке технических решений раскрывают строительные элементы с такой замкнутой полой полкой, свободный край которой либо является незакрепленным, либо (согласно некоторым другим техническим решениям) закреплен путем сварки или путем другого процесса, являющегося самостоятельным. Тем не менее, в американском патенте №5163225 впервые описан процесс холодной прокатки, во время которого свободные края полых полок прикрепляют к краям полочной стенки путем поточной двойной сварки. Такая балка известна как балка Dogbone (зарегистрированный товарный знак). Она содержит полые полки, как правило, треугольного поперечного сечения. В американском патенте №5373679 описывается сваренная методом двойной сварки балка Dogbone с полыми полками, выполненная согласно американскому патенту №5163225. В результате, на рынке появились горячекатаные универсальные балки, имеющие небольшую массу и более тонкое поперечное сечение, причем соотношение эксплуатационных характеристик и стоимости у этих балок было таковым, что их появление поставило под вопрос использование обычных универсальных балок двутаврового или Н-образного поперечного сечения.
Дальнейшее совершенствование способа двойной сварки Dogbone, раскрытого в патенте №5163225, представлено в американском патенте №5403986, относящемся к производству балок с полыми полками. Согласно этому патенту балочные полки и стенки изготавливают из отдельных металлических полос, а не из единственной металлической полосы, как указано в патенте №5163225.
В американском патенте №5501053 раскрыто развитие технологического процесса, в ходе которого используют несколько полос для изготовления балок с полыми полками. Согласно этому патенту балка с полыми полками имеет продольное щелевое отверстие, выполненное по меньшей мере в одной ее полке, в результате чего обеспечивается возможность выдвижного закрепления полки одной балки внутри полой полки другой балки, что позволяет использовать эти таким образом соединенные балки для, например, проведения свайных соединений, возведения стен, строительных перегородок и т.п.
Последующее развитие метода двойной сварки Dogbone описано в австралийском патенте №724555 и американском патенте №417290 на промышленный образец. Раскрытая в этих технических решениях балка с полыми полками выполнена в виде швеллерной балки, которую можно использовать в качестве верхнего и нижнего поясов балочной фермы, имеющей готовую стеночную конструкцию, закрепленную в швеллерном пазу поясных элементов.
Хотя балки Dogbone в целом превосходят по своим характеристикам другие балки с полыми полками аналогичной массы, им все же присущ ряд недостатков, связанных с особенностями их производства и с их эксплуатационными свойствами. В силу особенностей производства нижний предел размера балок Dogbone, которые можно изготовить на традиционных прокатных станах, ограничен зазором между внутренними роликами клети, тогда как верхний предел - размером клети. Наряду с тем, что балки Dogbone имеют повышенную несущую способность, приведенную к массе или себестоимости погонного метра, по сравнению с традиционными балками с открытыми (неприваренными) полыми полками или с традиционными угловыми профилями, двутавровыми балками, Н-образными балками или швеллерами, они также обладают чрезвычайно высокой жесткостью при кручении и, следовательно, высоким сопротивлением продольному (боковому) изгибу с кручением на большей длине. Однако эти балки с полыми полками подвержены уникальному по своему характеру разрушению, которое связано с продольным деформирующим изгибом с кручением и не свойственно другим подобным изделиям.
Кроме того, некоторые строительные элементы оснащены полками с наклонными внутренними сторонами, что позволяет решить задачу отпугивания птиц и грызунов-вредителей, однако такие строительные элементы сильнее подвержены местному разрушению по сравнению с другими балками, например двутавровыми балками, которые более устойчивы к повреждениям, обусловленным разрушением полок. Более того, такая форма поперечного сечения требует использования специальных узлов крепления.
Практика показывает, что инженер выбирает строительную балку для какой-либо конструкции, исходя из имеющегося в его распоряжении набора готовых "типовых" балок (таких как многослойные дощатые балки, горячекатаные Н-, L- или двутавровые балки, швеллеры, холоднокатаные балки типа С-, Z-, J-образных обрешетин и т.п.), а также опираясь на стандартные технологические таблицы, позволяющие определить для указанных элементов несущую способность и несущую способность по сечению. Чем выше несущая способность при изгибе на массу погонного метра, тем выше эффективность профиля. Эта величина определяет эффективность, приведенную к себестоимости погонного метра, а значит позволяет сравнивать экономические показатели различных балок с учетом удельных затрат на массу погонного метра каждого изделия.
Если к балке предъявляются специальные требования, то ее стоимость или экономическая эффективность являются вторичными показателями по сравнению с другими факторами, которые зачастую и выступают в качестве наиважнейших условий для проектирования этой балки специального назначения. Что касается всех остальных случаев, то здесь, как это наглядно демонстрируют предшествующие разработки, предпринимались и продолжают предприниматься изыскания, направленные на разработку экономически более выгодных балок универсального назначения, обладающих большей эффективностью профиля по сравнению с широко используемыми обычными многослойными дощатыми балками универсального назначения, горячекатаными двутавровыми, L- и Н-образными балками, горячекатаными швеллерами и холоднокатаными балками обрешетин с различными формами поперечного сечения. И тот факт, что лишь немногие (если хоть какие-либо) из множества предшествующих «усовершенствований» получили широкое распространение, объясняется, вероятно, сложностью сочетания экономической доступности балки с требованием эффективности ее сечения.
Заявитель данной заявки, являющийся также правопреемником патента на балку Dogbone с полыми полками, получаемую способом двойной сварки, провел обстоятельные исследования фактических затрат на внедрение балки типа Dogbone в какую-либо конструкцию. Цель этих исследований заключалась в разработке такой холоднокатаной балки универсального назначения с полыми полками, сваренной методом двойной сварки, которая с учетом затрат на ее изготовление, погрузку, транспортирование и конечную установку в конструкцию была бы экономически более выгодной, чем любая из обычных известных балок универсального назначения, и при этом была бы лишена других очевидных недостатков балки Dogbone, а именно проблем соединяемости и разрушаемости полок под действием локализованных нагрузок.
В результате, строителями, инженерами и архитекторами в отношении балок с различными профилями была разработана экспериментальная методология, позволяющая оценить полезность каждого показателя отдельно взятого изделия. Указанным ключевым показателям было предложено присваивать значения, определяющие класс применимости изделия. На основании этих значений пользователь при проведении функционально-стоимостного анализа может сравнивать балки разных типов по многим атрибутам, а не только по показателям стоимость/масса погонного метра и эффективность профиля. С учетом этого функционально-стоимостного анализа разработан ряд конфигураций сваренной по методу двойной сварки балки с полыми полками, которая может быть выполнена как из малоуглеродистой стали, так и из тонкой высокопрочной стали, и которая представляет собой отличную замену горячекатаным балкам, например двутавровым и Н-образным балкам, горячекатаным швеллерам, а также многослойным дощатым балкам.
Среди многих показателей, учитываемых при оценке горячекатаных балок, особое внимание следует уделять их способности к присоединению и к стоимости их погрузки с использованием подъемных кранов. В американском патенте №6637172 раскрыт зажим, обеспечивающий возможность крепления к полкам горячекатаных строительных балок. Кроме того, в этом патенте описаны проблемы соединяемости подобных балок. Что же касается древесных балок, то важными показателями, которые следует учитывать потребителю при выборе таких балок, являются способность к износу, максимально возможная длина, вероятность разрушения термитами, прямизна и ухудшение качества в результате неблагоприятных погодных воздействий.
Соответственно, целью данного изобретения является полное или по меньшей мере частичное преодоление недостатков известных строительных балок универсального назначения и создание строительной балки, обладающей большей полезностью для потребителя по сравнению с существующими строительными балками универсального назначения.
Сущность изобретения
Согласно одному из аспектов данного изобретения предложена швеллерная балка, содержащая:
плоскую удлиненную стенку
и полые полки с параллельными сторонами, расположенные параллельно друг другу вдоль противоположных краев указанной стенки, перпендикулярно ее плоскости, и проходящие в одном направлении от поверхности этой стенки. Предложенная балка характеризуется тем, что отношение ширины каждой упомянутой полки, измеряемой между ее противолежащими торцевыми поверхностями в направлении, перпендикулярном упомянутой поверхности стенки, к глубине балки, измеряемой между противолежащими внешними поверхностями упомянутых полок, лежит в диапазоне от 0,2 до 0,4.
В предпочтительном случае отношение ширины каждой полки к ее глубине находится в диапазоне от 1,5 до 4,00.
Целесообразно, чтобы отношение ширины полки к толщине стенки находилось в диапазоне от 15 до 50.
В некоторых случаях отношение ширины каждой полки к ее глубине обеспечивают равным от 2,5 до 3,5.
В предпочтительном случае отношение ширины каждой полки к ее глубине находится в диапазоне от 2,8 до 3,2.
Отношение ширины каждой полки к глубине балки может находиться в диапазоне от 0,25 до 0,35.
В предпочтительном случае отношение ширины каждой полки к глубине балки обеспечивают равным от 0,28 до 0,32.
При необходимости, отношение ширины полки к толщине стенки обеспечивают равным от 25 до 35.
В предпочтительном случае отношение ширины полки к толщине стенки находится в диапазоне от 28 до 32.
Целесообразно, чтобы балка была изготовлена из стали.
В предпочтительном случае балка изготовлена из высокопрочной стали более 300 МПа.
При необходимости, балку можно изготавливать из нержавеющей стали.
Балку можно изготавливать, используя плоский элемент стенки, вдоль противоположных краев которого непрерывным швом приварены полые трубчатые элементы, предназначенные для создания полых полок, торцевая поверхность которых лежит по существу в той же плоскости, что и внешняя поверхность указанного элемента стенки.
В предпочтительном случае балку изготавливают из одного листа стали.
При необходимости, балку изготавливают путем сгибания.
Как вариант, балку можно изготавливать путем прокатки листового материала.
Целесообразно, чтобы свободные края полых полок были приварены к смежному участку стенки непрерывным швом с обеспечением замкнутого состояния этих полых полок.
Упомянутые свободные края полых полок могут быть приварены непрерывным швом к поверхности стенки на участке между ее противоположными краями.
Как вариант, свободные края полых полок могут быть приварены непрерывным швом вдоль соответствующих боковых границ указанной стенки.
В наиболее предпочтительном случае строительная балка изготовлена непрерывной холодной прокаткой.
Целесообразно, чтобы свободные края полых полок были приварены непрерывным швом посредством сварки неплавящимся электродом.
Как вариант, свободные края полых полок могут быть приварены непрерывным швом посредством сварки плавящимся электродом.
В предпочтительном случае свободные края полых полок приварены непрерывным швом посредством высокочастотной электрической контактной сварки или индукционной сварки.
При необходимости, балку можно изготавливать из стальных листов с антикоррозийным покрытием.
Как вариант, балку можно покрывать антикоррозийным покрытием после приваривания свободных краев полок.
При необходимости, полки могут иметь по меньшей мере одно ребро жесткости.
Целесообразно, чтобы стенка балки имела ребра жесткости.
Ребра жесткости могут быть ориентированы вдоль стенки.
Как вариант, ребра жесткости могут проходить поперек стенки.
Краткое описание чертежей
Далее изобретение описано более подробно на примере предпочтительных вариантов его выполнения, раскрытых со ссылкой на прилагаемые чертежи, на которых:
фиг.1 иллюстрирует типовую конструкцию предложенной строительной балки;
фиг.2 схематически изображает поперечное сечение показанной на фиг.1 балки с полыми полками;
фиг.3 схематически изображает другой вариант готовой балки;
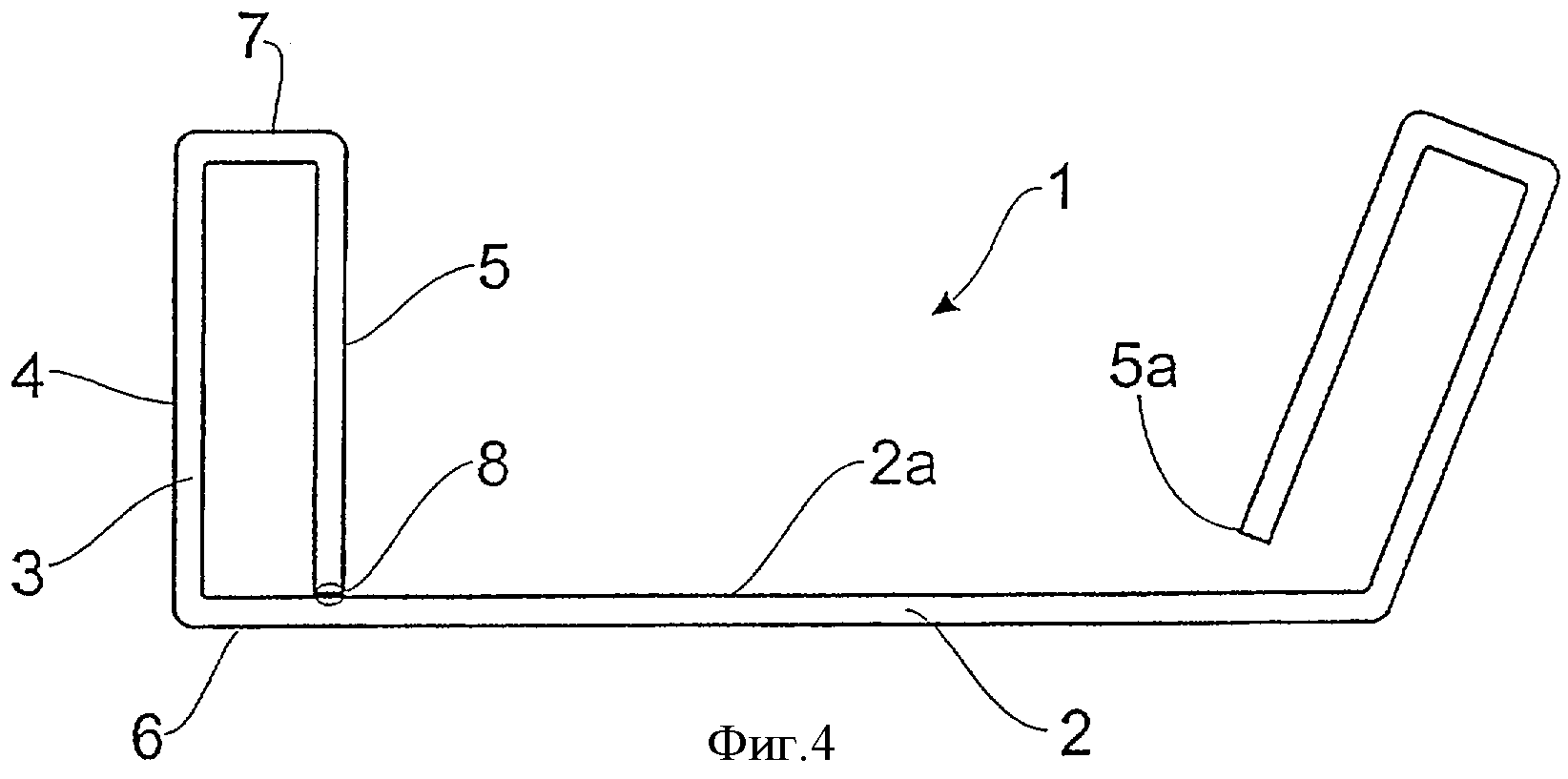
фиг.4 изображает еще один вариант готовой балки;
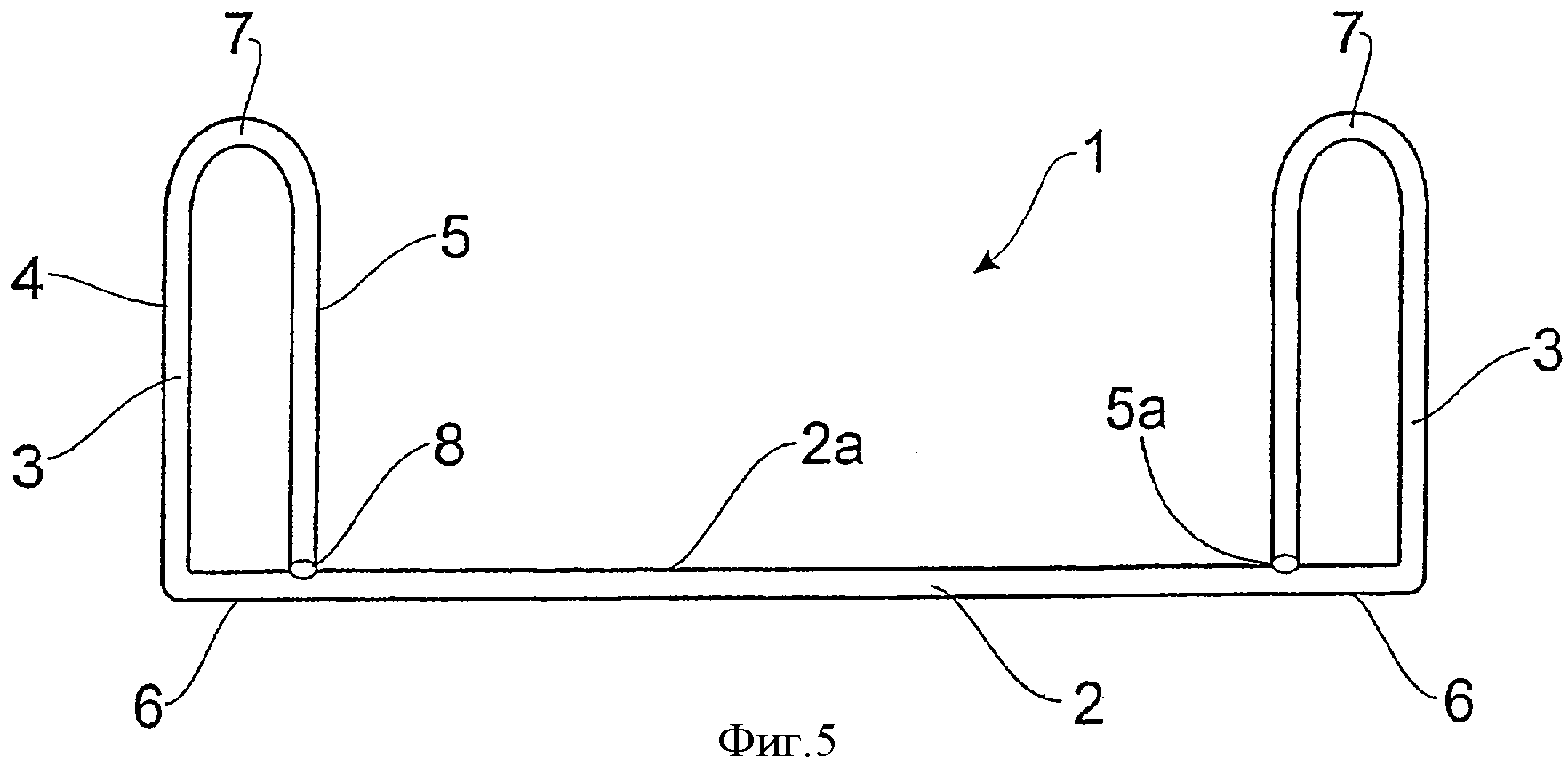
фиг.5 иллюстрирует конструкцию холодногнутой балки, выполненной согласно настоящему изобретению;
фиг.6 иллюстрирует другой вариант предложенной балки, полученной путем прокатки;
фиг.7 изображает сравнительные графики несущей способности по сечению для предложенной швеллерной балки с полыми полками - HFC; предложенной горячекатаной универсальной двутавровой балки - UB; горячекатаной универсальной двутавровой балки небольшой массы - LUB; горячекатаной швеллерной балки - PFC; холоднокатаного С-образного профиля - CFC и балки с полыми полками типа Dogbone (т.е. полками треугольного сечения) - HFB при приведенной длине балки=0;
фиг.8 изображает графики несущей способности по изгибающему моменту для тех же сечений, но при длине, равной 6 метрам;
фиг.9 схематически изображает конструкцию роликового прокатного стана;
фиг.10 схематически, в пошаговом исполнении, иллюстрирует непосредственный процесс формирования балки, соответствующей одному из аспектов данного изобретения;
фиг.11 схематически, в пошаговом исполнении, иллюстрирует процесс формирования и профилирования балки, соответствующей другому аспекту настоящего изобретения;
фиг.12 схематически изображает поперечное сечение сварочного узла 12, взятое в зоне 17 ролика корректировки положения шва;
фиг.13 схематически изображает поперечное сечение сварочного узла 12, взятое в зоне 18 прижимного ролика, в точке соединения полок;
фиг.14 схематически изображает формирующий узел;
фиг.15 схематически изображает приводной узел;
фиг.16 схематически иллюстрирует конфигурацию профилирующих роликов профилирующего узла;
фиг.17-21 иллюстрируют универсальность применения предложенных балок;
фиг.22 изображает балку с полыми полками, стенка которой является усиленной;
фиг.23 изображает альтернативный вариант балки, показанной на фиг.22.
В целях более удобного восприятия сущности изобретения на представленных чертежах подобные элементы обозначены одинаковыми номерами позиций.
Подробное описание изобретения
Как следует из фиг.1, балка 1 содержит центральную стенку 2, расположенную между полыми полками 3 прямоугольного поперечного сечения. Противоположные стороны 4, 5 каждой полки 3 параллельны друг другу и проходят в одном направлении от стенки 2, перпендикулярно ее поверхности. Торцевые поверхности 6, 7 полок 3 параллельны друг другу, при этом торцевая поверхность 6 находится в одной плоскости со стенкой 2.
На фиг.2, изображающей поперечное сечение показанной на фиг.1 балки, продемонстрированы соотношения между шириной Wf полок 3, глубиной Df полок, глубиной Db балки и толщиной t стали, из которой балка изготовлена.
Указанная конструкция предложенной швеллерной балки с полыми полками является предпочтительной, поскольку в ее случае для изготовления балок можно использовать более прочную сталь (350-500 МПа) по сравнению со сталью класса 250-300 МПа, традиционно применяемой в настоящее время для изготовления горячекатаных балок. Данное обстоятельство сразу же позволило изготавливать балки из стали меньшей толщины, а следовательно - более легкие балки. Однако впоследствии было замечено, что холоднокатаные балки из стали небольшой толщины сильнее подвержены короблению. Причем причин, вызывающих коробление, так много, что техническое решение, снижающее вероятность коробления от одной причины, зачастую вызывает появление другой причины. Другими словами, варианты устранения указанных причин коробления противоречат друг другу. Например, различные причины коробления возникают в случае смещения массы полок в сторону от нейтральной оси балки. Принимая во внимание упомянутые выше противоречия, был разработан компромиссный вариант балки - показанная на фиг.1 и 2 балка с полыми полками, при этом было определено, что оптимальная эффективность профиля достигается при
Wf=(0,3)Db,
Wf=(3) Df,
Wf=(30)t.
Несмотря на то, что оптимальная эффективность профиля обеспечивается именно при указанных выше соотношениях, очевидно, что бывают ситуации, когда в эти соотношения требуется внести некоторые коррективы. Эти ситуации обусловлены, например, ограничениями прокатного стана, специфическими требованиями к размерам, предъявляемыми конечными пользователями, и т.п. С учетом таких корректив весьма неплохие показатели эффективности профилей сохраняются и при следующих диапазонах ширины полки:
Wf=(0,15-0,4)Db,
Wf=(1,5-4,0)Df,
Wf=(15-50)t.
На фиг.3 схематически показана предложенная строительная балка 1, изготовленная из отдельных элементов стенки и полок (соответственно 2 и 3). Стенка 2 непрерывным сварочным швом, проходящим вдоль ее противоположных краев, прикреплена к изогнутым по радиусу углам 3а, образованным в зоне соединения сторон 5 с торцевыми поверхностями 6.
Шов 8 можно создавать путем непрерывной сварки, например высокочастотной контактной сварки или индукционной сварки. Как вариант, сварной шов 8 можно получать в ходе полунепрерывного процесса, используя плавящийся сварочный электрод в таких сварочных процессах, как MIG (metal inert gas welding - сварка металлическим электродом в среде инертных газов), TIG (tungsten inert gas welding - сварка неплавящимся электродом в среде инертных газов), SMAW (shielded metal arc welding - сварка в защитной атмосфере), SAW (sUBmerged arc welding - дуговая сварка под флюсом), GMAW (gas metal arc welding - газовая дуговая сварка металлическим электродом), FCAW (flux cored arc welding - дуговая сварка с флюсом), лазерная или плазменная сварка или подобных процессах. В некоторых случаях после полунепрерывной сварки плавящимся сварочным электродом следует выполнять прокатку или рихтовку, направленную на удаление термических деформаций. При помощи непрерывного сварного шва 8, представляющего собой шов с полным проплавлением, образуется плоская стенка 2 в виде сплошного элемента, проходящего между наружными сторонами 4 полок 3.
Несмотря на то, что полунепрерывный процесс не вполне эффективен по сравнению с непрерывным процессом холодной прокатки, он может быть экономически оправданным для небольших балок нестандартных размеров. Кроме того, изготовление балки из отдельных предварительно созданных элементов стенки и полок допускает возможность использования элементов различной толщины и/или прочности. Например, такая балка может содержать полки из толстой высокопрочной стали и стенки из более тонкой стали, более низкой марки.
На фиг.4 проиллюстрирован еще один способ создания балок дискретных длин, согласно которому балку с полыми полками выполняют из единой металлической полосы путем ее изгибания в листогибочном прессе или подобном приспособлении (не показано).
Замкнутую полку обычно изготавливают следующим образом. Сначала постепенно отгибают сторону 5 от торцевой поверхности 7, затем отгибают торцевую поверхность 7 от стороны 4 и в заключение отгибают сторону 4 от стенки 2 до тех пор, пока свободный край 5а не войдет в соприкосновение с внутренней поверхностью 2а создаваемой швеллерной балки. Затем между свободным краем 5а и стенкой 2 выполняют сварной шов полного проплавления, создавая тем самым единую конструкцию, в которой элемент 2 непрерывной плоской стенки проходит между наружными сторонами 4 полок 3.
На фиг.5 представлена еще одна конфигурация предложенной балки, выполненной способом непрерывной холодной прокатки. Данный способ является предпочтительным, поскольку обеспечивает высокую экономическую эффективность и малые отклонения размеров, что позволяет изготавливать балки однородного качества.
Согласно данному варианту изобретения торцевые поверхности 7 полых полок 3 являются изогнутыми по радиусу. Такая конфигурация имеет менее эффективный профиль по сравнению с полками прямоугольного поперечного сечения, хотя также имеет право на существование.
Как вариант, упомянутую выше конфигурацию можно обеспечить иным образом, придав плоской торцевой поверхности форму с радиусными закруглениями.
Между свободными краями 5а сторон 5 и внутренней поверхностью 2а стенки 2 выполнен сварной шов полного проплавления, получаемый путем высокочастотной электрической контактной сварки или индукционной сварки, описание которых по существу приведено в американском патенте №5163225. Созданная таким образом балка представляет собой цельный элемент, способный распределять нагрузку между наружными сторонами полок 4 посредством проходящего между ними непрерывного элемента 2 стенки.
Фиг.6 иллюстрирует альтернативный вариант формирования холоднокатаной балки, составляющей предмет настоящего изобретения.
Согласно данному варианту свободный край 6а торцевой поверхности 6 полой полки 3 путем высокочастотной электрической контактной сварки или индукционной сварки приварен к изогнутому по радиусу участку 10 перехода от стенки 2 к стороне 5, в результате чего получается сварной шов 8 полного проплавления, обеспечивающий образование по существу непрерывной плоской наружной поверхности 2b нагрузочного несущего элемента, включающей в себя торцевые поверхности 6 и стенку 2. При этом нагрузочный несущий элемент проходит между наружными сторонами полок 4.
Фиг.7 и 8 изображают соответственно графики несущей способности по сечению и несущей способности по изгибающему моменту при L=6,0 метрам. За исключением горячекатаных швеллерных балок кривые всех балок не являются плавными. Данное обстоятельство объясняется большим количеством возможных вариантов для выбора глубины стенок и ширины полок, что приводит к размазанности значений для каждой точки на координатной оси увеличения массы.
Анализируя зависимости несущей способности от массы, не трудно заметить, что горячекатаные универсальные балки (UB), универсальные балки (LUB) небольшой массы и горячекатаные швеллерные балки (PFC) по качеству хуже холоднокатаных С-образных обрешетин (CFC) и балок (HFB) с полыми полками, таких как балки типа Dogbone с полками треугольной формы и предложенные швеллерные балки (HFC) с полыми полками.
Диапазоны выбранных для сравнения размеров приведены в Таблице 1.
Графики наглядно демонстрируют, что швеллерные балки HFC с полыми полками обладают лучшей несущей способностью по сечению и лучшей несущей способностью по изгибающему моменту на больших длинах по сравнению со всеми другими сравниваемыми балками.
Если затем к оцениваемым профилям применить упомянутые выше критерии объединенного анализа, то преимущества швеллеров с полыми полками над стандартными профилями станут еще более очевидными, поскольку рейтинг их полезности значительно превышает рейтинг полезности горячекатаных двутавровых балок UB и LUB и балок HFB Dogbone с треугольными полыми полками.
Например, сравнивая значения приведенных в Таблице 2 показателей горячекатаных двутавровых балок UB и предложенных холоднокатаных швеллерных балок HFC, можно увидеть, что сумма баллов полезности для балки HFC приблизительно в 2,5 раза превышает аналогичный показатель для горячекатаной двутавровой балки UB при 60%-ном повышении цены по сравнению с горячекатаной балкой UB.
В Таблице 3 представлены показатели полезности, используемые при выборе многослойных дощатых балок. Сумма баллов полезности предложенных швеллерных балок HFC с полыми полками приблизительно в 2,5 раза превышает аналогичный показатель для указанных многослойных дощатых балок.
На фиг.9 схематично представлена типичная конфигурация роликового прокатного стана, подходящего для изготовления предложенных балок с полыми полками, примеры которых показаны на фиг.5 и 6. Не вдаваясь в излишние подробности, отметим, что прокатный стан включает в себя формирующий узел 11, сварочный узел 12 и профилирующий узел 13.
Формирующий узел 11 содержит чередующие друг друга приводные клети 14 и клети 15 формирующих роликов. Приводные клети 14 объединены в обычную приводную линию прокатного стана (не показана), однако здесь вместо фасонных формирующих роликов используются гладкие цилиндрические ролики, зажимающие стальную полосу 16 в ее центральной зоне, соответствующей стенке создаваемой балки. Клети 15 формирующих роликов представлены парой отдельных элементов 15а, 15b, каждый из которых оснащен фасонными роликами, выполненными с возможностью формирования участков полых полок на противоположных сторонах металлической полосы 16 при ее прохождении через формирующий узел. Поскольку клети 15а, 15b формирующих роликов не требуется соединять с приводной линией, как это происходит в обычных прокатных станах с холодной прокаткой, то эти клети 15а, 15b можно легко регулировать перпендикулярно продольной оси прокатного стана и тем самым адаптировать их к условиям производства балок самой разной ширины.
После придания полосе 16 требуемого поперечного сечения ее подают в сварочный узел 12, где свободные края соответствующих полок вводят в соприкосновение со стенкой под предварительно заданным углом и воздействуют на них аппаратом высокочастотной электрической контактной сварки или индукционной сварки (ERW). Для более точного размещения краев полок относительно требуемой линии сварки формованную полосу подают в зону аппарата ERW (схематически показанного как 17а) при помощи клети 17 с роликами корректировки положения шва. После нагрева краев полок и линии сварного шва на стенке до температуры плавления полосу пропускают через клети 18 прижимных роликов, воздействующих на указанные нагретые участки и способствующих их сварочному соединению с образованием замкнутой полки. Сваренную секцию замкнутой полки затем пропускают через ряд клетей 19 приводных роликов и клетей 20 профилирующих роликов, придающих ее поперечному сечению желаемую форму балки, а в завершение - через обычную клеть 21 туркоголовых роликов для окончательной корректировки, причем отсюда обрабатываемая полоса выходит уже в виде предложенной балки с полыми полками 22, сваренной методом двойной сварки. В процессе высокочастотной сварки ERW в свободных краях полосы индуцируется ток, возникающий также и на соответствующих смежных участках стенки благодаря близости к ней указанных свободных краев. Поскольку тепловая энергия на участке стенки может рассеиваться двунаправленно, в отличие от свободного края полки, то для сообщения стенке достаточной температуры, обеспечивающей возможность ее приваривания к свободному краю, необходимо приложить дополнительную энергию.
Из уровня техники известно, что традиционные технологии прокатки и сварки ERW требуют для нагрева участка стенки до температуры плавления такое количество энергии, которое вызывает расплавление свободного края полки и его растекание вне пределов желаемой линии сварного шва. В результате происходящей потери расплавленного материала площадь поперечного сечения полки значительно уменьшается, и контроль за кромкой полосы в точке сварки становится более трудным.
Однако последние исследования показывают, что вышеупомянутых трудностей можно избежать, выровняв свободный край полки после его нагрева по намеченной линии проплавления и затем введя свободный край полосы в соприкосновение с нагретым, проходящим по прямой участком стенки в направлении, соответствующем требуемому углу наклона между участком стенки и участком края полки вблизи сварного шва. Такая методика дает еще и дополнительное преимущество, которое заключается в том, что при последующем процессе профилирования сварной шов не подвергается напряжению, поскольку угол наклона между участком стенки и участком кромки полки вблизи нее заранее выбран соответствующим окончательной форме поперечного сечения стенки. Если свободный край кромки полки направлен вдоль этой предварительно определенной траектории, то в результате поворота полки прижимными роликами сварочного стана возникает эффект «ограничения нагрева», который позволяет решить проблему нагрева излишне широкого участка, проходящего за требуемые пределы проплавления, поскольку свободный край выровнен по требуемой линии проплавления.
Результат такого улучшенного управления высокочастотным процессом ERW проявляется в росте эффективности производства и в обеспечении возможности более качественного соблюдения производственных допусков при создании предложенной балки с полыми полками, сваренной методом двойной сварки.
Фиг.10 и 11 иллюстрируют типичные этапы формирования, сварки и профилирования балок с полыми полками, показанных на фиг.5 и 6 соответственно. На практике предпочтителен такой процесс формирования, который в конечном итоге приводит к конфигурации, показанной на фиг.6, поскольку в этом случае охлаждающая жидкость менее интенсивно накапливается в канале между секциями полых полок во время нахождения балки в сварочном узле. Более того, в случае показанной на фиг.6 конфигурации сварной шов лучше виден оператору прокатного стана. Один из способов решения проблемы скопления хладагента в зоне сварочного узла заключается в использовании всасывающих сопел и/или механических или создающих воздушную завесу заслонок, не допускающих попадания хладагента на сварные швы во впускной зоне сварочного узла.
Другой возможный вариант заключается в инвертировании профиля сечения и образовании сварного шва под наружной поверхностью стенки.
Еще один вариант заключается в использовании такого прокатного стана, в котором стенки балки размещаются в вертикальном или отвесном положении.
На фиг.10 схематически проиллюстрирован процесс создания полой полки, осуществляемый путем холодной формовки и известный как процесс непосредственного формирования. Процесс проиллюстрирован в пошаговом режиме, начиная от этапа подачи полосы, на котором плоскую стальную полосу 30 подают на прокатный стан, и кончая этапом 10, на котором осуществляют приваривание кромки. Теоретически, сварку можно сочетать с непрерывным процессом холодной прокатки, однако в этом случае очень трудно поддерживать стабильность сварки и форму сечения. Созданные непосредственным формированием балки с полыми полками такого типа можно сваривать плавящимся электродом: либо во время процесса роликовой накатки, либо позднее - в ходе автоматических или полуавтоматических процессов и/или низкозатратных ручных операций. После сварки плавящимся электродом зачастую приходится осуществлять рихтовку, направленную на устранение искривлений и локальных деформаций, обусловленных воздействием слишком высокой температуры. Во время указанных автоматических, полуавтоматических и ручных сварочных процессов важно добиваться того, чтобы сварной шов, по которому происходит замыкание полых полок, был непрерывным. Данное обстоятельство позволяет обеспечить максимально возможную конструктивную целостность создаваемой балки.
Согласно проиллюстрированному варианту осуществления изобретения сварку выполняют на последнем из показанных этапов, тогда как последующая обработка, проводимая в профилирующей зоне прокатного стана, заключается лишь в рихтовке каких-либо искривлений или деформаций.
Фиг.11а иллюстрирует прохождение плоской стальной полосы 30 через формирующую секцию прокатного стана с холодной прокаткой. Процесс проиллюстрирован пошагово, начиная от этапа подачи полосы, продолжая этапом выравнивания кромочного шва в сварочном узле и заканчивая этапом подачи полосы в прижимные ролики прокатного стана, где свободные края полок вводят в соприкосновение с соответствующими боковыми границами стенки 2.
Фиг.11b иллюстрирует прохождение создаваемой балки от клети прижимных роликов в сварочном узле через профилирующий узел к зоне рихтования туркоголовыми роликами. Во время профилирования предварительно сомкнутых полок 3 в профилирующем узле необходимо предупреждать деформацию пластических шарниров, происходящую в непосредственной близости от сварных швов 8, чтобы не допустить появления напряжений в сварном шве, представляющих угрозу конструктивной целостности балки.
На фиг.12 схематически показана клеть 17 с роликами корректировки положения шва, содержащая: опорную раму 35; два независимо установленных фасонных поддерживающих ролика 36, 36а, каждый из которых установлен на подшипнике с возможностью вращения относительно выровненных осей 37, 37а вращения, и ролики 38, 38а корректировки положения шва, установленные на подшипнике с возможностью вращения относительно соответствующих наклонных осей 39, 39а. Задача роликов 38, 38а корректировки положения шва заключается в направлении свободных краев 16а, 16b полосы 16 с обеспечением их продольного выравнивания вдоль требуемой линии сварного шва по мере того, как сформованная полоса 16 приближается к зоне прижимных роликов сварочного узла.
На фиг.13 схематически показана клеть 18 прижимных роликов, содержащая цилиндрический верхний ролик 40 и цилиндрический нижний ролик 41 с фасонными краями 41а. Каждый из роликов 40, 41 установлен на подшипнике с возможностью вращения относительно соответствующих осей 42, 43. Прижимные ролики 44а, 44b способны вращаться вокруг соответствующих наклонных осей 45а, 45b и выполнены с возможностью прижатия нагретых свободных краев 16а, 16b полых полок 3 к соответствующим нагретым участкам стенки 2, проходящим вдоль ее противоположных границ, с образованием между ними непрерывного сварного шва.
Свободные края 1ба, 16b прижимаются к соответствующим границам проплавления по линии, перпендикулярной соответствующим осям 45а, 45b вращения прижимных роликов 44а, 44b, не «ограничивая нагрев» в поперечном направлении, но обеспечивая устойчивые «затененные участки» передачи температуры или, другими словами, обеспечивая траекторию нагрева в месте желаемого положения сварных швов между соответствующими свободными краями 16а, 16b и противоположными границами стенки 2.
Фиг.13а представляет собой схематическое увеличенное аксонометрическое изображение, иллюстрирующее взаимодействие прижимных роликов 44а, 44b с верхним и нижним поддерживающими роликами 40, 41 во время изменения положения свободных краев 16а, 16b полосы 16 при их сплавлении с граничными участками стенки 2. Согласно показанному варианту нижний поддерживающий ролик выполнен в виде отдельных роликовых элементов, установленных на подшипниках, причем каждый из этих элементов имеет фасонный наружный край 41а.
Фиг.14 схематически изображает клеть 50 профилирующих роликов, содержащую независимые клети 51 профилирующих роликов, подвижно установленные на станине 52 прокатного стана. Каждая клеть 51 роликов поддерживает комплементарную пару профилирующих роликов 53, 54, выполненных с возможностью постепенного формования наружных краев стальной полосы 16, как это поэтапно продемонстрировано со ссылкой на фиг.11а.
Показанные на чертежах профилирующие ролики 53, 54 являются пассивными направляющими роликами.
Фиг.15 схематически изображает клеть 60 приводных роликов, которую можно использовать как в формирующем узле 11, так и в профилирующем узле 13, показанных на фиг.9.
Клеть приводных роликов содержит разнесенные боковины 61, установленные на станине 61а прокатного стана, причем боковины 61 поддерживают с возможностью вращения верхний и нижний ведомые валы 62, 63, на которых установлены соответственные цилиндрические приводные ролики 64, 65, взаимодействующие с верхней и нижней поверхностями участка 2 стенки элемента с полыми полками по мере того, как он направляется через формирующие и профилирующие зоны стана холодной прокатки, показанного на фиг.9. Ведомые валы 62, 63 посредством универсальных соединительных узлов 66, 67 связаны с выходными валами 68, 69 обычной приводной линии прокатного стана (не показана).
При необходимости, клеть 60 роликов можно оснастить роликами 70, 71 края полосы, предназначенными для поддержания выровненного положения полосы при ее пропускании через прокатный стан. В качестве этих роликов 70, 71 можно использовать обычные цилиндрические ролики или фасонные ролики, спрофилированные, как показано на чертеже. Ролики 70, 71 установлены на клетях 61 с возможностью изменения положения, а следовательно, их можно адаптировать к балкам различной ширины.
На фиг.16 схематически показана конфигурация профилирующих роликов, установленных в клети профилирующего стана.
Профилирование полок 3 осуществляется посредством соответствующей группы 75 профилирующих роликов, расположенных с каждой стороны стенки 2. Как следует из чертежа, к полке 3 приложены профилирующие воздействия ролика 76, установленного с возможностью вращения вокруг горизонтальной оси 81, ролика 77, установленного с возможностью вращения вокруг вертикальной оси 82, и ролика 78 - с возможностью вращения вокруг наклонной оси 83.
Фиг.17 иллюстрирует один из возможных вариантов применения предложенной балки.
Если в каком-либо месте требуется повышенная несущая способность, а более широкую балку установить невозможно, то в этом месте можно использовать пару балок 90, скрепленных друг с другом через стенки 90а любым подходящим крепежом, например соединением 91 из пространственно разнесенных гайки и болта, проникающего заклепочного или другого аналогичного средства 92 или сверлящего самонарезающего шурупа 93. После монтажа балок к полке 96 можно посредством винта 97 прикрепить поддерживающую скобу для коммуникационной трубы 95. Аналогичным образом можно сформировать канал для труб, прикрепив к полке 99 посредством винта 100 или другого подобного средства металлический швеллер 98, образующий полость 101 для электрических или коммуникационных кабелей 102.
На фиг.18 показана швеллерная балка 103 с полыми полками, используемая в качестве балки перекрытия. Балка 103 перекрытия поддерживается другой швеллерной балкой 104 с полыми полками, выполняющей роль опоры. К верхней полке 106 гвоздем 107 или другим подобным средством прикреплен дощатый настил 105. Участок пересечения соответствующих полок 106, 108 этих швеллерных балок скреплен уголковой скобой 109, присоединенной винтами 110 к соответствующим смежным полкам 106, 108.
На фиг.19 показана составная конструкция 115, состоящая из швеллерной балки 111 с полыми полками и уголка 112, прикрепленного к этой балке винтом 113 или аналогичным средством. Полученную составную конструкцию 115 можно использовать в качестве перемычки, предназначенной для удержания дверного или оконного проема в выемке кирпичной кладки, в которой кирпичи 120 опираются на уголок 112 или, в противном случае, прикреплены к стенке 114 швеллерной балки 111 с помощью стяжки 115 для кирпичей, имеющей гофрированный участок 116а, закрепляемый в слое 117 строительного раствора, и с помощью монтажного элемента 116b, прикрепляемого к стенке винтом 118.
На фиг.20 показано крестовидное соединение предложенных швеллерных балок.
Согласно одному варианту изобретения швеллерная балка 120 с полыми полками присоединена перпендикулярно внешней поверхности 121 сходной по размеру швеллерной балки 122 при помощи угловой скобы 123, прикрепленной к соответствующим стенкам 124 и 125 заклепками, винтами или другими подходящими крепежными средствами 126.
Согласно другому варианту изобретения швеллерная балка 127 меньшего размера размещена между полками 128 швеллерной балки 122 и прикреплена к ней угловой скобой 129, присоединенной к соответствующим стенкам 125, 130 балок 122, 127 с помощью винтов или других подходящих крепежных средств 131.
Как вариант, смежные полки 128, 132 соответствующих балок 122, 127 могут быть скреплены угловой скобой 133 при помощи винтов 134.
Согласно еще одному варианту изобретения смежные полки 128, 132 скреплены проходящим между ними резьбовым элементом 135.
При необходимости, полость 128а полок можно использовать в качестве канала для электрических кабелей 138 или подобных средств.
На фиг.21 показана конструкция еще одной составной балки 140, согласно которой дощатая балка 141 прикреплена к внешней поверхности стенки 142 при помощи болтов с грибовидной головкой 148 и гаек 144. Преимущество такой конструкции заключается в увеличении несущей способности по сечению и/или в обеспечении декоративной отделки.
Специалисту в данной области техники очевидно, что предложенные швеллерные балки с полыми полками помимо того, что обладают замечательным отношением несущей способности по изгибающему моменту к массе погонного метра по сравнению с другими строительными балками, также обеспечивают простую соединяемость, удобны для проведения с ними каких-либо манипуляций и демонстрируют универсальность использования, что значительно повышает их «применимость». Принимая во внимание все вышеупомянутые факторы, влияющие на себестоимость балки или на стоимость ее монтажа, заявитель приходит к заключению, что предложенные швеллерные балки с полыми полками обладают отличными утилитарными свойствами, которые вплоть до 2,5 раз превышают аналогичные свойства обычных горячекатаных или многослойных дощатых балок, а кроме того имеют несущую способность по изгибающему моменту, превышающую аналогичный показатель у сходных по размеру холоднокатаных обрешетин с открытыми полками на более длинных длинах.
На фиг.22 показан альтернативный вариант выполнения предложенной балки с полыми полками.
В соответствии с этим чертежом балка имеет продольные чередующиеся ребра 150 и впадины 131, обеспечивающие большее сопротивление продольному изгибу стенки 2.
При необходимости, продольные ребра 152 жесткости могут быть выполнены в полке 3.
На фиг.23 показан еще один вариант выполнения предложенной балки, имеющей усиленную стенку.
Согласно этому варианту поперечные отстоящие друг от друга ребра 153 обеспечивают большее сопротивление поперечному изгибу стенки 2.
В заключение заявитель считает целесообразным отметить, что слово «содержать» и такие его вариации, как «содержит» или «содержащий», встречающиеся в описании изобретения и последующей формуле, следует понимать как обозначающие включение нечто целого или группы целых или этапов, а не исключение чего-либо целого или группы целых, если, конечно, контекстом специально не оговаривается иное.
Реферат
Изобретение относится к области строительства, а именно к швеллерной балке с полыми полками, расположенными вдоль противоположных краев балочной стенки и проходящими от этой стенки в одном направлении. Целью данного изобретения является преодоление недостатков известных строительных балок универсального назначения и создание строительной балки, обладающей большей полезностью для потребителя по сравнению с существующими строительными балками универсального назначения. В изобретении предложена швеллерная балка с полыми полками, содержащая плоскую стенку с двумя узкими полками прямоугольного сечения, которые расположены вдоль противоположных краев указанной стенки и проходят в одном направлении перпендикулярно поверхности этой стенки. Балка имеет следующие оптимальные соотношения параметров: Wf=(0,3)Db, Wf=(3,0)Df и Wf=(30)t. 28 з.п. ф-лы, 23 ил., 3 табл.

Комментарии