Формование листового материала - RU2714754C2
Код документа: RU2714754C2
Чертежи




Описание
Настоящее изобретение относится в основном к формованию листовых материалов, а более конкретно - к инструментам и способам формования листового материала и к формованному листовому материалу. В частности, хотя и не исключительно, изобретение относится к способам и инструментам для холодного формования одного или нескольких выступов и/или одной или нескольких впадин на одной или нескольких поверхностях листового материала и к листовому материалу, формованному таким образом.
Известны способы формования листового материала с выступами, причем многие из них предусматривают пропускание листового материала между противолежащими инструментами для формования одного или нескольких выступов на листе. Некоторые возможные способы формования листа включают в себя профилировку листового материала, такую, как формование холоднотянутых профилей, штамповку и прессование, такое, как пробивка с помощью механизированного пресса или штамповочного пресса, вырубку, чеканку рельефа, гибку, отбортовку, накатку или калибровку.
В частности, хотя и не исключительно, настоящее изобретение связано с холодной прокаткой, которая представляет собой процесс обработки материалов давлением путем пропускания листового материала в промежутке между парой валков при температуре ниже температуры его рекристаллизации, обычно - при комнатной температуре. Поскольку материал проходит между валками, он упрочняется за счет процесса, известного как деформационное упрочнение.
Холодную прокатку обычно проводят на листовом материале, подаваемом из рулона материала. Листовой материал пропускают между набором пар валков, установленных одна за другой, для последовательного придания листовому материалу формы до тех пор, пока он не приобретет желаемую конфигурацию, например, C-образного, U-образного или коробчатого сечения. Затем листовой материал, имеющий форму (далее - сечение), можно разрезать, придавая желаемую длину.
В типичном случае, листовой материал может быть металлом, например - сталью, алюминием, медью, латунью, серебром, золотом, титаном и т.п., хотя холодной прокатке можно подвергать и пластмассы, а также другие материалы. Чаще всего таким образом обрабатывают сталь. Материал может иметь покрытие (например, может быть оцинкованным) или не иметь покрытия.
Решающую роль также могут играть надлежащие выравнивание и индексирование противолежащих инструментов, в частности, если подразумеваются выступы, плотность расположения которых высока, и/или сложные геометрии. В результате больших сил, прикладываемых инструментами на любой из этих операций, а в частности - в процессах холодного формования, инструменты склонны утрачивать выравнивание друг с другом. Зачастую требуется регулярный и тщательный контроль формованного листового материала, чтобы гарантировать надлежащее выравнивание инструментов.
Как должно быть тоже ясно, важно гарантировать выравнивание валков во время процесса запуска, когда валки приводятся в движение из состояния покоя до достижения или приобретения ими рабочей скорости вращения, чтобы гарантировать точное выставление, предотвратить повреждение, и т.п.
В документе WO2009/063154, содержание которого включено в настоящее описание посредством ссылки, описаны способы и инструменты для формования листа материала с целью обеспечить на обеих его поверхностях ряды выступов и ряды впадин, причем относительные положения выступов и впадин таковы, что линии, проведенные на поверхности листа между соседними рядами выступов, не являются прямыми. Описанный процесс приводит к деформационному упрочнению листового материала. Каждый выступ формуют имеющим, по существу, непрерывную область пиковой пластической деформации около его вершины, а утонение материала при этом составляет 25 % или менее. Надлежащее выравнивание инструментов в этом случае имеет первостепенное значение для достижения требуемого баланса между деформационным упрочнением и утонением материала. Оказать влияние на формованный материал, иногда - значительное влияние, может даже небольшое рассогласование выравнивания инструментов, но обнаружение такого небольшого рассогласования выравнивания может быть затруднено.
Следовательно, рабочие характеристики листового материала, который подвергают формованию холоднотянутых профилей с получением выступов, в значительной степени зависят от качества изготовления. Отсюда вытекает, что желательно иметь некоторые средства надежного установления качества изготовления и/или происхождения такого формуемого листового материала.
Поэтому неисключительная задача изобретения состоит в том, чтобы разработать средство, с помощью которого оперативный контроль выравнивания инструментов и/или происхождения материала можно провести проще и/или эффективнее. Дополнительная, более обобщенная неисключительная задача изобретения состоит в том, чтобы разработать усовершенствованный инструмент и способ формования листа, по меньшей мере, смягчающие проблемы, связанные с известными инструментами и способами формования.
В соответствии с первым аспектом изобретения, предложен способ формования листового материала, включающий в себя этапы, на которых размещают или продвигают листовой материал между инструментами, расположенными парой, и перемещают инструменты таким образом, что инструменты, например - их соответствующие первые формующие поверхности, формуют узор на первом участке листового материала, и таким образом, что инструменты, например - их соответствующие вторые формующие поверхности, формуют фирменный знак или второй узор, который отличается или может отличаться от первого узора, например, на втором участке листового материала, причем фирменный знак или второй узор можно рассматривать в качестве индикации выравнивания между инструментами.
Узор можно формовать любым способом формования, таким, как формование холоднотянутых профилей, штамповка и прессование, вырубка, чеканка рельефа, гибка, отбортовка, накатка или калибровка, или любым другим подходящим способом формования, но предпочтительным является получение узора холодной деформационной обработкой. Фирменный знак или второй узор также можно формовать любым подходящим способом формования, таким, как формование холоднотянутых профилей, штамповка и прессование, вырубка, чеканка рельефа, гибка, отбортовка, накатка или калибровка, или любым другим подходящим способом формования. В предпочтительном варианте, фирменный знак или второй узор формуют посредством чеканки рельефа. В более предпочтительном варианте, фирменный знак или второй узор формуют посредством чеканки листового материала таким образом, что фирменный знак или второй узор выступает из плоскости листового материала, например - его нейтральной плоскости.
В соответствии со вторым аспектом изобретения, предложен способ формования листового материала, включающий в себя этапы, на которых размещают или продвигают листовой материал между инструментами, расположенными парой, и перемещают инструменты таким образом, что инструменты, например - их соответствующие первые формующие поверхности, осуществляют холодную деформационную обработку на первом участке листового материала, и таким образом, что инструменты, например - их соответствующие вторые формующие поверхности, осуществляют чеканку рельефа на втором участке листового материала. Чеканка рельефа предпочтительно предусматривает формование фирменного знака или обеспечивает выступание из плоскости листового материала, например - его нейтральной плоскости.
Путем формования и фирменного знака (и/или единственного или второго узора), и узора, например - за счет наличия формующих поверхностей, которые подвергают листовой материал чеканке рельефа в или на инструменте для холодного формования, изобретение позволяет получить простое и эффективное средство осуществления относительно неквалифицированными людьми оперативного контроля выравнивания инструментов. Наличие фирменного знака или второго узора также дает возможность идентификации изделий и/или получения фирменного знака в целях отслеживания и/или клеймения с указанием происхождения изделий во время операции формования, а не на отдельном постформовочном этапе, который увеличил бы сложность и стоимость производства. Таким образом, изобретение обеспечивает удобное средство, позволяющее гарантировать и возможность отслеживания, например - возможность ретроспективного отслеживания, и возможность сопровождения, например - возможность сопровождать изделия по цепочке поставок. В самом деле, фирменный знак может включать в себя один или несколько элементов защиты от подделки.
Во избежание сомнений - и как должно быть ясно специалисту, - в том смысле, в каком термин «холодная деформационная обработка» (также известная как «деформационное упрочнение в холодном состоянии») как употребляется здесь, он обозначает пластическую деформацию металла при температуре ниже его температурного порога рекристаллизации, когда деформационное упрочнение возникает в результате такой остаточной деформации. В дополнение к этому, в том смысле, в каком термин «чеканка рельефа» употребляется здесь, он обозначает операцию подъема профиля или формы выше и/или опускания ниже поверхности компонента посредством высокого давления, прикладываемого за счет прессования или обжатия, и включает в себя вдавливание.
Известно, что чеканка рельефа и деформационное упрочнение в холодном состоянии - это разные технологии. Чеканка рельефа подразумевает сжатие материала, в этом случае - листового металла, - между двумя инструментами (например, валками) для уменьшения его толщины с выходом за предел его прочности на растяжение в диапазон чисто пластической деформации; это процесс сжатия, предусматривающий приложение значительной силы для обжатия материала между двумя инструментами (например, валками), один из которых имеет выступ (или паз), а другой имеет паз (или выступ), вследствие чего узор, имеющийся на инструменте (например, валке), переносится на материал. В отличие от этого, холодная деформационная обработка посредством формования холоднотянутых профилей подразумевает упрочнение материала пластическим деформированием за счет растяжения материала без сжатия. Оно с удобством достигается в поданных автором данного изобретения заявках на патенты GB2450765A, EP0891234A (все содержание которых включено в настоящее описание посредством ссылки) за счет использования пар согласованных охватываемых валков, при этом зубья одних валков простираются (когда валки вращаются) в зазоры между зубьями на других валках. Несомненно, специалисту известно и понятно, что методы чеканки рельефа и деформационного упрочнения - это разные методы, и дают они разные эффекты.
Накатка тоже является известным процессом холодной обработки, который отличается от холодной деформационной обработки и чеканки рельефа. Накатка представляет собой процесс, в котором ряд острых зубцов валка из закаленной стали вдавливают в материал, подлежащий накатке. Накатку используют для создания поверхности зажима или нескользящей поверхности и подразумевают при этом поперечное смещение материала с помощью зубцов или выступов, а не проталкивание выступов по другой стороне листа.
Во избежание сомнений, отметим, что любой из описываемых здесь признаков с тем же успехом применим к любому аспекту изобретения.
Чеканку рельефа или формование фирменного знака или второго узора можно проводить одновременно с холодной деформационной обработкой или холодным формованием, по меньшей мере, участка узора и/или чеканкой рельефа, либо фирменный знак или второй узор могут быть, по меньшей мере, частично окружены или опоясаны или ограничены узором, либо находятся в его пределах. Узор выступов может содержать один или несколько разрывов, и/или фирменный знак или второй узор можно формовать в либо у одного или нескольких или каждого из разрывов. Второй участок может содержать один или несколько разрывов или находиться в одном или нескольких разрывах или у них.
Формование узора может включать в себя формование выступов в или на одной или обеих главных поверхностях листового материала. Формование выступа в или на главной поверхности может включать в себя формование впадины или приводить к ней, например - соответствующей впадине, формуемой в или на другой главной поверхности. Узор можно сформовать, например - конфигурировать и/или распределять, - таким образом, что линии, проведенные на поверхности формованного листового материала между соседними рядами выступов и впадин, оказываются не прямыми.
Способ предпочтительно является непрерывным или, по меньшей мере, частично непрерывным, например, формование листового материала предпочтительно является непрерывным или, по меньшей мере, частично непрерывным или осуществляемым непрерывно, по меньшей мере, в течение заранее определенного периода времени. Размещение или продвижение листового материала между инструментами, расположенными парой, и/или перемещение инструментов и/или формование узора и/или фирменного знака можно осуществлять непрерывно, например, с помощью валков или посредством профилирования листового металла инструментами.
Инструменты можно перемещать таким образом, что зубья или выступы на одном инструменте поджимают участки листового материала в зазоры между зубьями или выступами на другом инструменте, осуществляя тем самым, например, холодную деформационную обработку первого участка листового материала и формуя узор в или на нем. В предпочтительном варианте, конфигурация и/или габариты и/или размеры промежутка инструментов и/или зазоров таковы, что холодная деформационная обработка листового материала, например - упрочнение с пластической деформацией вершин выступов, происходит посредством локального растяжения материала и/или обеспечения его свободного течения, например - без сжатия или защемления или сдавливания.
Чеканка рельефа или формование фирменного знака или второго узора может включать в себя формование фирменного знака или второго узора, которое свидетельствует о выравнивании между инструментами. Инструменты можно перемещать таким образом, что один или несколько формующих краев одних инструментов оказывают на листовой материал силовое воздействие или прижимают его к другим инструментам, тем самым подвергая листовой материал, например, чеканке рельефа для формования фирменного знака или второго узора в или на нем.
В дополнительном или альтернативном варианте, чеканка рельефа либо формование фирменного знака или второго узора может включать в себя формование, например, малого или микроскопического фирменного знака, либо малого или микроскопического узора, которые видны только при увеличении, например, с помощью увеличительного стекла или микроскопа.
Способ может дополнительно включать в себя придание формованному листовому материалу формы, например, профиля или балки или изделия, имеющей фасонное поперечное сечение, такой, как швеллерная секция.
В третьем аспекте изобретения предложен формующий инструмент для формования листового материала, например - для использования при осуществлении способа в соответствии с любым предыдущим пунктом формулы изобретения, содержащий первую формующую поверхность, конфигурация которой - при использовании - может обеспечить формование узора и/или холодную деформационную обработку листового материала или его первого участка, и вторую формующую поверхность, конфигурация которой может обеспечить формование фирменного знака или второго узора, который может отличаться от первого узора, и/или чеканку рельефа листового материала или его второго участка.
Конфигурация первой формующей поверхности может обеспечить - при использовании - формование узора выступов. Конфигурация второй формующей поверхности может обеспечить - при использовании - формование фирменного знака в разрыве в узоре выступов.
Первая формующая поверхность может представлять собой профилированную формующую поверхность, которая может содержать или включать в себя или ограничивать, по меньшей мере, часть узора. В дополнительном или альтернативном варианте, вторая формующая поверхность может представлять собой профилированную формующую поверхность, которая может содержать или включать в себя или ограничивать, по меньшей мере - частично, фирменный знак или второй узор. В некоторых вариантах осуществления, вторая формующая поверхность инструмента окружена или опоясана или ограничена его первой формующей поверхностью, либо находится в ее пределах, например - таким образом, что - при использовании - формованный фирменный знак или формованный второй узор окружены или опоясаны или ограничены узором, например, первой формующей поверхности, либо находятся в ее пределах, или узор может содержать один или несколько разрывов, и/или фирменный знак или второй узор можно заключить или сформовать в либо у одного или нескольких или каждого из разрывов. Вторая формующая поверхность может быть ограничена, например, в первом и втором направлениях причем первое и второе направления перпендикулярны друг другу.
В дополнительном или альтернативном варианте, вторая формующая поверхность или фирменный знак или второй узор может содержать, например, малый или микроскопический фирменный знак либо малый или микроскопический узор, или узор, который виден лишь при увеличении, например, с помощью увеличительного стекла или микроскопа.
Формующий инструмент предпочтительно содержит подложку или барабан или валок или является, по существу, цилиндрическим, например - содержащим первую формующую поверхность или выполненным с ней. В дополнительном или альтернативном варианте, формующий инструмент может содержать вкладыш, например - содержащий вторую формующую поверхность или выполненный с ней, например - содержащуюся или заключенную на нем или в нем. Вкладыш может быть заключен и/или выполнен с возможностью заключения, например - заключен и/или выполнен с возможностью заключения с последующим извлечением, внутри выемки или впадины или отверстия или апертуры формующего инструмента. В некоторых вариантах осуществления, вкладыш крепится или выполнен с возможностью крепления, например - крепится или выполнен с возможностью крепления с последующим откреплением, к инструменту, например, внутри его выемки или впадины или апертуры, например - с помощью средства фиксации. Вкладыш может быть размещен или расположен таким образом, что первая и вторая формующие поверхности оказываются, по существу, смежными и/или соседствующими друг с другом, и/или таким образом, что вторая формующая поверхность окружена или опоясана или ограничена или заключена первой формующей поверхностью, либо заключена в одном или нескольких разрывах в первой формующей поверхности, либо у одного или нескольких таких разрывов, например, для формования - при использовании и/или одновременно - по меньшей мере, участка узора и фирменного знака или второго узора в или на листовом материале. Вторая формующая поверхность может быть окружена или опоясана или ограничена первым формующим участком или первыми формующими участками, либо заключена на нем или на них, в осевом направлении или направлении оси вращения инструмента и/или в окружном направлении или направлении прокатки или обработки. Вторая формующая поверхность, например - вкладыш, может быть окружена или ограничена или опоясана участками - либо может находиться в их пределах - первой формующей поверхности на каждой стороне, например, каждой осевой стороне и/или каждой окружной стороне. Вторая формующая поверхность предпочтительно окружена или опоясана или ограничена первым формующим участком или первыми формующими участками, либо располагается в осевом направлении или направлении вращения, а предпочтительно - в них обоих.
В четвертом аспекте изобретения предложен формующий инструмент для формования листового материала, например - для использования при осуществлении вышеописанного способа, содержащий подложку, вкладыш и средство фиксации, причем подложка имеет первую формующую поверхность, которая может быть профилированной, включающей в себя узор, при этом вкладыш имеет вторую формующую поверхность, которая может быть профилированной, включающей в себя фирменный знак или второй узор, причем подложка содержит выемку, внутри которой вкладыш заключен и/или выполнен с возможностью заключения с последующим извлечением и крепится или выполнен с возможностью крепления, например - крепится или выполнен с возможностью крепления с последующим откреплением с помощью средства фиксации таким образом, что первая и вторая формующие поверхности оказываются, по существу, смежными и/или соседствующими друг с другом для формования - при использовании и/или одновременно с ним, - по меньшей мере, участка узора и фирменного знака или второго узора в или на листовом материале.
Конфигурация фирменного знака или второго узора может обеспечивать возможность присутствия или наличие заранее определенного узора, конфигурация которого обеспечивает обнаружение, например, быстрое и/или упрощенное обнаружение рассогласования выравнивания между инструментами. В некоторых вариантах осуществления, конфигурация вторых формующих поверхностей обеспечивает формование фирменного знака или второго узора, которое нарушается в случае рассогласования выравнивания инструментов. В дополнительном или альтернативном варианте, фирменный знак или второй узор можно сделать машиночитаемыми и/или являющимися индикатором выравнивания между рассматриваемым инструментом и еще одним, например - противолежащим, инструментом.
В случае сложного формуемого узора, такого, о которой речь шла в ранее поданной автором данного изобретения заявке на патент WO2009/063154 (GB2450765A, EP0891234A), визуальное определение надлежащего выставления может оказаться затруднительным. Вместе с тем, надлежащее выставление определенных фирменных знаков или вторых узоров даже необученные работники смогут определить сразу же и эффективно.
Формующий инструмент может представлять собой инструмент для холодного формования, например - для холодного формования листового материала. В дополнительном или альтернативном варианте, формующий инструмент может представлять собой, например, валок или валец с окружной поверхностью, причем первая и/или вторая (первые и/или вторые) формующие поверхности находятся или предусмотрены на окружной поверхности валка или вальца. Инструмент может представлять собой, например, цилиндрический валок, который выполнен с возможностью вращения вокруг своей оси. Формующий инструмент предпочтительно представляет собой валок для холодного формования, например, для профилирования холоднотянутых профилей листового материала, такого, как листовой металлический материал, например - металлический материал на основе железа, такой, как сталь или любой другой металлический материал, или листовой материал, сформованный из любого другого материала, такого, как пластмасса.
Фирменный знак или второй узор может содержать средство идентификации или идентификатор, такой, как буквенно-цифровой фирменный знак, одно (один) или несколько названий или логотипов или изображений или штрих-кодов или кодов быстрого реагирования (QR). Средство идентификации может содержать особый идентификатор, относящийся к инструменту или инструментам, расположенным парой, или формовочной машине или фирме-изготовителю, например, фирме-изготовителю листоформовочных машин и/или фирме-изготовителю инструментов.
Первая формующая поверхность может содержать один или несколько, например два или более, например, три, четыре или более, скажем - множество и/или матрицу выступов или формующих выступов или зубьев, которые могут выступать из первой основной поверхности или поверхности впадин либо диаметра первой основной окружности или окружности впадин. Матрица выступов может содержать множество рядов и/или столбцов, например - прямолинейных и/или спиральных рядов и/или столбцов, - выступов.
Вторая формующая поверхность может содержать клеймо либо один или несколько выступов, например, выступов фирменного знака или выступов второго узора или выступов клейма, которые могут выступать из второй основной поверхности или поверхности впадин либо диаметра второй основной окружности или окружности впадин. Вторая формующая поверхность или ее клеймо либо выступ или выступы может или могут находиться или размещаться у разрыва или в разрыве множества или матрицы выступов или формующих выступов или зубьев первой формующей поверхности. Вторая формующая поверхность или ее клеймо либо выступ или выступы может или могут быть заглублены относительно первой формующей поверхности и/или относительно, по меньшей мере, одного из ее выступа или выступов либо зуба или зубьев, например - вершины или вершин выступа или выступов либо зуба или зубьев.
В некоторых вариантах осуществления, вторая основная поверхность или поверхность впадин либо диаметр второй основной окружности или окружности впадин заглублена или заглублен относительно первой основной поверхности или поверхности впадин либо диаметра первой основной окружности или окружности впадин. В дополнительном или альтернативном варианте возможно заглубление, по меньшей мере, участка или одного из клейма или выступа или выступов второй формующей поверхности, а предпочтительно - всех их, относительно, по меньшей мере, единственного выступа либо зуба или одного из выступов или зубьев первой формующей поверхности, например вершины или вершин ее выступа или выступов либо зуба или зубьев. В дополнительном или альтернативном варианте, возможно наличие малого или микроскопического клейма или фирменного знака или узора, который виден только при увеличении, например, с помощью увеличительного стекла или микроскопа, по меньшей мере, на участке одного из клейма либо выступа или выступов второй формующей поверхности. В некоторых вариантах осуществления, клеймо либо выступ или выступы второй формующей поверхности окружены или опоясаны или ограничены выступом или выступами либо зубом или зубьями первой формующей поверхности, либо находятся в их пределах, и/или заключены в или у одном или нескольких из разрывов.
Средство фиксации может содержать замок или запорный механизм. Средство фиксации может содержать, например, взаимодействующие конструктивные элементы или запорные конструктивные элементы, находящиеся в или на каждом (каждой) из вкладыша и выемки или формующего инструмента или подложки или барабана или валка, или соединенные либо связанные с каждым (каждой) из вкладыша и выемки или формующего инструмента или подложки или барабана или валка. Взаимодействующие конструктивные элементы могут содержать запорную выемку и запорный выступ или элемент или штифт или шарик, например - для введения в зацепление с запорной выемкой. Взаимодействующие конструктивные элементы можно переводить, например, между запертым и отпертым состояниями, при этом вкладыш оказывается закрепленным внутри выемки с помощью средства фиксации, когда взаимодействующие конструктивные элементы находятся в запертом состоянии, и/или при этом вкладыш оказывается извлеченным из выемки, когда взаимодействующие конструктивные элементы находятся в отпертом состоянии.
Запорный выступ или элемент или штифт или шарик может быть выполнен с возможностью перемещения, например, между рабочим и нерабочим или убранным положениями или состояниями и/или между запертым и опертым положениями или состояниями. Запорная выемка может содержать вводимую в зацепление или несущую поверхность, например - скошенную или наклонную или имеющую уклон или несущую поверхность, которая может проходить под углом или быть ориентирована или проложена или простираться под углом, например - не перпендикулярно и/или непараллельно и/или под острым или тупым углом по отношению к направлению движения запорного выступа или элемента или штифта или шарика. Запорный выступ или элемент или штифт или шарик может быть упруго отклоняемым в рабочее или запертое положение или состояние. В других вариантах осуществления, запорный выступ или элемент или штифт или шарик может быть упруго отклоняемым в нерабочее или убранное или незапертое положение или состояние, например, с помощью упругого средства или отклоняющего средства или упругого отклоняющего средства, такого, как пружина, например - пружина сжатия.
В одном предпочтительном варианте осуществления, вкладыш содержит запорную выемку и запорный выступ или элемент или штифт или шарик и установлен, например - установлен с возможностью перемещения к выемке или формующему инструменту или подложке или барабану или валку, или связан с ней или с ним иным образом. Запорный выступ или элемент или штифт или шарик и/или упругое средство или отклоняющее средство или упругое отклоняющее средство может быть заключен или заключено внутри полости или выемки или впадины или апертуры или отверстия, которое может оказаться или находиться в выемке инструмента или формующего инструмента или подложки или барабана или валка, или может быть связано с ней. В дополнительном или альтернативном варианте, запорный выступ или элемент или штифт или шарик и/или упругое средство или отклоняющее средство или упругое отклоняющее средство может упираться и/или быть зафиксированным или закрепленным или удерживаемым на месте, например, внутри полости или выемки или впадины или апертуры или отверстия посредством крепежной детали, такой, как болт.
Инструмент может иметь первый конец и второй конец, например, со средством привода, установленным на одном из первого и второго концов или смещенным ближе к нему, и/или другой конец, не содержащий средство привода. Инструмент может дополнительно содержать отверстие для заключения в нем вала.
В других аспектах изобретения предложен вкладыш для использования в вышеописанном инструменте и/или инструмент или подложка или барабан или валок инструмента, предназначенные для использования в вышеописанном формующем инструменте, и/или комплект деталей для сборки в вышеописанном инструменте или паре вышеописанных инструментов. Вкладыш и/или инструмент или подложка или барабан или валок инструмента и/или комплект деталей может включать в себя любой один или несколько вышеописанных компонентов или конструктивных элементов, которые - как будет ясно специалисту - могут оказаться выгодными и/или желательными.
В дополнительном аспекте изобретения предложена пара формующих инструментов для формования листового материала между ними, предназначенная, например, для использования в вышеописанном способе, причем первый из формующих инструментов может содержать формующий инструмент, например, такой, как описанный выше применительно к третьему или четвертому аспектам изобретения.
В еще одном дополнительном аспекте изобретения предложена пара формующих инструментов для формования листового материала, предназначенная, например, для использования в вышеописанном способе, причем каждый формующий инструмент содержит первую формующую поверхность и вторую формующую поверхность, при этом конфигурация первых формующих поверхностей формующих инструментов может обеспечивать их взаимодействие - при использовании - для холодной деформационной обработки листового материала между ними, а конфигурация вторых формующих поверхностей формующих инструментов может обеспечивать их взаимодействие для чеканки рельефа листового материала между ними, например - таким образом, что конструктивный элемент или конструктивные элементы, получаемый или получаемые в результате чеканки рельефа, выступает или выступают из плоскости листового материала, например - его нейтральной плоскости.
Во избежание сомнений, отметим, что, каждый из противолежащих формующих инструментов, описанных в связи с любым уместным аспектом изобретения, может содержать любой один или несколько признаков, описанных в связи с тем или иным формующим инструментом или формующими инструментами.
Второй из формующих инструментов может содержать первую формующую поверхность для взаимодействия - при использовании - с первой формующей поверхностью первого инструмента для формования узора. В дополнительном или альтернативном варианте, единственный или второй из формующих инструментов может содержать ровную поверхность, причем вторая формующая поверхность первого формующего инструмента содержит профилированную формующую поверхность, которая - при использовании - взаимодействует с ровной поверхностью для формования фирменного знака или второго узора на листовом материале, формуемом между ними. В еще одном варианте осуществления, единственный или второй из формующих инструментов содержит вторую профилированную формующую поверхность, причем вторая формующая поверхность первого формующего инструмента - при использовании - взаимодействует со второй поверхностью второго формующего инструмента для формования фирменного знака или второго узора на листовом материале, формуемом между ними. Вторые профилированные формующие поверхности могут взаимодействовать для формования фирменного знака или второго узора, который оказывается искаженным при рассогласовании выравнивания инструментов. В дополнительном или альтернативном варианте, вторые формующие поверхности могут взаимодействовать для формования фирменного знака или второго узора, по меньшей мере, участок которого или которой может содержать, например, малые или микроскопический фирменный знак либо малый или микроскопический узор, которые можно увидеть только с помощью увеличительного стекла или зеркальца или микроскопа. В некоторых вариантах осуществления, вторая формующая поверхность второго формующего инструмента окружена или опоясана или ограничена первой формующей поверхностью или находится в ее пределах, или заключена в ее разрывах или около них, например, таким образом, что формуемый фирменный знак или формуемый второй узор - при использовании - оказывается окруженным или опоясанным или ограниченным этим узором или находящимся в его пределах.
В еще одном аспекте изобретения предложена пара формующих инструментов для формования листового материала между ними, в которой, например, один или каждый из инструментов может представлять собой вышеописанный формующий инструмент, причем каждый из формующих инструментов содержит соответствующую первую формующую поверхность и соответствующую вторую формующую поверхность, при этом первые формующие поверхности - при использовании - взаимодействуют для формования узора, а вторые формующие поверхности взаимодействуют для формования, например - одновременно, фирменного знака или второго узора, который может оказаться искаженным при рассогласовании выравнивания инструментов.
Вторые формующие поверхности могут - при использовании - взаимодействовать для формования фирменного знака или второго узора, оказывающегося заметно искаженным, например - в случае рассогласования выравнивания инструментов, причем это искажение легко различимо невооруженным глазом. В некоторых вариантах осуществления, участок фирменного знака или второго узора может быть малым или микроскопическим, например - видимым только с помощью увеличительного стекла или микроскопа, и/или машиночитаемым, например - путем сканирование с помощью средства сканирования или сканера. Конфигурация фирменного знака или второго узора может быть такой, что можно обнаружить рассогласование выравнивания или провести идентификацию или можно определить степень рассогласования выравнивания инструментов, применив считывание или сканирования фирменного знака или второго узора, например - с помощью средства сканирования или сканера, и/или применив обработку фирменного знака или второго узора после считывания или сканирования, проводя ее с помощью средства или алгоритма обработки или компьютера. В качестве одного неограничительного примера такого фирменного знака или такого второго узора можно было бы привести штрих-код или код быстрого реагирования (QR). В некоторых вариантах осуществления, вторая формующая поверхность одного или каждого инструмента окружена или опоясана или ограничена первой формующей поверхностью или находится в ее пределах, например - таким образом, что формуемый фирменный знак или формуемый второй узор - при использовании - окружен или опоясан или ограничен узором или находится в его пределах и/или заключен в одном или нескольких его разрывах или около них.
Первые формующие поверхности могут - при использовании - взаимодействовать для формования узора, содержащего один (или одну) или несколько выступов и/или впадин, которые могут быть скомпонованы в виде матрицы и/или которые - при использовании - можно формовать на одной, а предпочтительно - на обеих главных поверхностях листового материала, тем самым ограничивая, например, эффективную толщину или амплитуду, например - ограничиваемую между вершинами выступов на каждой стороне листового материала. Узор может содержать множество рядов и/или столбцов - например, прямолинейных и/или спиральных рядов и/или столбцов, - выступов и/или впадин. Конфигурация и/или распределение узора или матрицы может быть такой и/или таким, что линии, проведенные на поверхности формованного листового материала между соседними рядами выступов и впадин, оказываются не прямыми. Вторые формующие поверхности могут взаимодействовать для формования фирменного знака в разрыве в узоре выступов.
Вторые формующие поверхности предпочтительно содержат взаимодействующие формующие края, которые - при использовании - могут быть разделены заранее определенным расстоянием, когда листовой материал формуют между инструментами и/или когда выравнивание инструментов является надлежащим. В некоторых вариантах осуществления, одна из вторых формующих поверхностей содержит охватываемую формующую поверхность или охватываемый выступ, а другая из вторых формующих поверхностей содержит соответствующую охватывающую формующую поверхность или соответствующий охватывающий выступ или соответствующую охватывающую впадину, которая может быть сформована на единственной основной поверхности или поверхности впадин либо на диаметре второй основной окружности или окружности впадин, или на каждой из таких поверхностей или каждом из таких диаметров, и/или может быть ограничена или очерчена одним или несколькими выступами, которые могут быть смещены относительно охватываемой формующей поверхности или охватываемого формующего выступа. Возможно такое взаимодействие охватываемой формующей поверхности или охватываемого формующего выступа и охватывающей формующей поверхности или впадины, что заранее определенная степень рассогласования выравнивания приведет к визуальной индикации искажения.
Инструменты могут представлять собой первый и второй инструменты, посредством которых при их использовании можно структурировать листовой материал. Каждый инструмент предпочтительно имеет первый конец и второй конец со средством привода, установленным на одном из первого и второго концов или смещенным ближе к нему, причем другой конец предпочтительно не содержит средство привода, при этом средства привода, например - при использовании, могут входить в зацепление, обеспечивая привод инструментов.
В еще одном аспекте изобретения предложено устройство для формования листового материала, содержащее, например, вышеописанную пару противолежащих инструментов. Инструменты предпочтительно выполнены перемещаемыми друг относительно друга, причем каждый из инструментов может содержать формующие поверхности или может быть снабжен ими, например - формующими выступами или зубьями, конфигурация которых может обеспечивать введение в зацепление с формующими выступами или зубьями на другом инструменте. В вариантах осуществления, где устройство содержит вышеописанную пару противолежащих инструментов, первые формующие поверхности могут содержать выступы или зубья, а геометрия и/или положение выступов или зубьев и/или разнесение инструментов при этом таковы, что выступы или зубья на одном инструменте - при использовании - выставлены и/или заходят в зазоры между выступами или зубьями на другом инструменте.
В другом аспекте изобретения предложено устройство для формования листового материала, например - устройство для холодной прокатки, содержащее первый и второй инструменты, каждый из которых снабжен формующими выступами, которые выполнены с возможностью введения в зацепление с формующими выступами на другом инструменте, причем посредством инструментов - при их использовании - можно структурировать листовой материал, при этом каждый инструмент имеет первый конец и второй конец и каждый имеет средство привода, установленное на одном из первого и второго концов или смещенное ближе к нему, причем другой конец предпочтительно не содержит средство привода, при этом средства привода, например - при использовании, -могут входить в зацепление, обеспечивая привод инструментов.
Каждый из первого и второго инструментов может содержать отверстие для заключения в нем вала.
В еще одном аспекте изобретения предложен формующий инструмент для формования листового материала, например - предназначенный для использования в вышеописанном устройстве, например - инструмент для холодной прокатки, снабженный формующими выступами, которые выполнены с возможностью введения в зацепление - при использовании - с формующими выступами на другом инструменте для структурирования листового материала, причем инструмент имеет первый конец и второй конец, средство привода, установленное на одном из первого и второго концов или смещенное ближе к нему, причем другой конец предпочтительно не содержит средство привода.
Инструмент может содержать отверстие для заключения в нем вала.
Неожиданно обнаружилось, что вместо приложения потенциально дестабилизирующей силы при осуществлении привода валков, наличие средств привода на одном конце валков, а не на обоих, не оказывает вредное воздействие на точность выставления и продолжающееся выравнивание структурированного листового материала, а также снижает стоимость валка и связанных с ним средств привода (электродвигателей, зубчатых цепей, и т.д.) и сокращает время переналадки.
Средства привода предпочтительно содержат зубчатые колеса, например - цилиндрические шестерни.
В вариантах осуществления, где инструмент имеет цилиндрическую форму, вершины выступов или зубьев могут ограничивать номинальный диаметр вершин зубьев, dВЗ (который, например, равен номинальному диаметру валка на окружной поверхности, ограниченной вершинами зубьев) в окружном направлении.
Цилиндрические шестерни предпочтительно имеют наружный диаметр dН.
Отношения номинального диаметра вершин зубьев, dВЗ, к наружному диаметру dН предпочтительно находятся в диапазоне от 0,5 до 1,5, скажем, от 0,6 до 1,4, от 0,7 до 1,3, от 0,8 до 1,2, от 0,9 до 1,1, например - от 0,91, 0,92, 0,93, 0,94, 0,95, 0,96, 0,97, 0,98, 0,99 до 1,1, 1,09, 1,08, 1,07, 1,06, 1,05, 1,04, 1,03, 1,02, 1,01, а наиболее предпочтительно равны 1,0.
Цилиндрические шестерни предпочтительно имеют угол давления между 16 и 30°, скажем, между 18 и 27°, например - между 19 и 26°. Можно использовать углы давления, составляющие 20° и/или 25°, или углы, находящиеся в диапазоне между этими значениями.
Диаметр делительной окружности (DДО) прямозубой шестерни предпочтительно вычисляют в соответствии со следующей формулой:
DДО = dВЗ - (g + k), (1)
где
g - стандартный диаметр материала, подлежащего обработке;
k - постоянная, выбираемая в пределах диапазона от 0,01 до 0,5, скажем, от 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09 до 0,45, 0,40, 0,35, 0,30, 0,25, 0,2, 0,15, например - от 0,05 до 0,15, скажем, от 0,06, 0,07, 0,08, 0,09 до 0,14, 0,13, 0,12, 0,11; в наиболее предпочтительном варианте постоянная k равна 0,1.
Тогда количество зубьев (N), требующееся для некоторой конкретной прямозубой шестерни, можно вычислить исходя из модуля m, следующим образом:
DДО = (N + 2) × m. (2)
Тогда диаметральный шаг (P) можно вычислить по формуле:
P = N/DДО. (3)
Затем, в зависимости от угла давления, можно вычислить толщину зуба, высоту головки зуба (A) и высоту ножки зуба (D) для зубьев прямозубой шестерни.
Неожиданно обнаружилось, что согласование диаметра делительной окружности, DДО, с dВЗ в пределах вышеуказанной зависимости имеет эффект снижения повреждений, причиняемых прямозубой шестерне во время использования.
По меньшей мере, один из инструментов может содержать корпусной участок, который несет на своей периферии формующие выступы. Формующие выступы могут быть выполнены как единое целое с корпусным участком, или могут быть прикреплены к нему. На одном конце корпусной участок может содержать выемку за пределами отверстия для вала. Выемка может быть ограничена периферийной стенкой. Внутри выемки может находиться паз, ограничивающий координату начала отсчета. Внутри выемки может быть расположена, по меньшей мере - частично, шпонка начала отсчета.
Средство привода, например - зубчатое колесо или прямозубая шестерня, может содержать паз для заключения в нем шпонки начала отсчета с целью ограничения положения начала отсчета для прямозубой шестерни. Предпочтительно, средство привода, например - зубчатое колесо или прямозубая шестерня, содержит и продолжение, которому придана форма, обеспечивающая введение в зацепление с единственной или некоторой выемкой на инструменте. Средство привода, например - зубчатое колесо или прямозубая шестерня, может содержать прерывистое продолжение, в котором выполнен разрыв (выполнены разрывы) для заключения в нем (них) конца или шпонки начала отсчета.
В дополнительном аспекте изобретения предложен способ изготовления устройства для прокатки, заключающийся в том, что:
обеспечивают гладкий инструмент, имеющий цилиндрическую периферию и центральное отверстие для заключения в нем вала;
определяют положение начала отсчета для инструмента;
формуют структуру холодной прокатки на цилиндрической периферии;
крепят средство привода к одному концу инструмента таким образом, что положение начала отсчета для средства привода оказывается выровненным с положением начала отсчета для инструмента.
Способ может дополнительно предусматривать использование положения начала отсчета для инструмента с тем, чтобы ограничить положение начала отсчета для средства привода, что в предпочтительном варианте используется для обеспечения положения выравнивания для структуры холодной прокатки.
Предложен также инструмент для холодной прокатки, имеющий цилиндрический профиль, центральное отверстие для заключения в нем вала и на одном конце - паз, внутри которого находится или может быть размещена шпонка для установления положения начала отсчета, причем эта шпонка заключается или может быть заключена в средстве привода, которое крепится или может быть прикреплено к концу инструмента.
Обнаружено, что, за счет привязки получаемой формованием структуры и средства привода к положению начала отсчета, процесс позволяет получать более точное выставление узора и причинять ему меньше повреждений валками и/или средством привода при их использовании.
Упомянутое отверстие предпочтительно ограничивает окружной участок и удлиненный радиальный участок заключенного или выполненного с возможностью заключения в нем вала, имеющий форму, являющуюся дополняющей по отношению к форме отверстия, что позволяет вызвать вращение инструмента при его использовании.
В еще одном аспекте изобретения предложен листовой материал, например - формованный листовой материал, например - формованный инструментом или инструментами, расположенными парой, как описано выше. Листовой материал предпочтительно содержит узор, сформованный на или в его первом участке или первой области, и фирменный знак или второй узор, сформованные на или в его втором участке или второй области. В дополнительном или альтернативном варианте, листовой материал может содержать первый участок или первую область, который подвергнут или которая подвергнута холодной деформационной обработке, и второй участок или вторую область, который подвергнут или которая подвергнута чеканке профиля. Можно предусмотреть чеканку профиля фирменного знака или второго узора или второго участка или второй области таким образом, что фирменный знак или второй узор окажутся выступающими из плоскости листового материала, например, его нейтральной плоскости.
Фирменный знак или второй узор предпочтительно обеспечивает визуальную и/или машиночитаемую индикацию выравнивания и/или идентификацию инструментов, например - противолежащих инструментов, используемых для формования листового материала. Например, фирменный знак или второй узор может содержать заранее определенный узор с конфигурацией, приданной специально для обеспечения быстрого и/или упрощенного обнаружения рассогласования выравнивания между инструментами. В некоторых вариантах осуществления, фирменный знак или второй узор искажаются, если имеет место рассогласование выравнивания инструментов, и/или степень искажения фирменного знака или второго узора или чеканки рельефа соответствует степени рассогласования выравнивания инструментов. В дополнительном или альтернативном варианте, по меньшей мере, участок фирменного знака или узора может быть малым или микроскопическим, например - видимым только с помощью увеличительного стекла или зеркальца или микроскопа. В одном или некоторые вариантах осуществления, фирменный знак или второй узор выполняют на плоской, например - неформованной, поверхности листового материала, и/или, по меньшей мере, частично (например, полностью) окружают или опоясывают или ограничивают узором, либо располагают в его пределах. Например, узор может содержать один или несколько разрывов, и/или фирменный знак или второй узор выступов можно выполнить в или около одного или нескольких - или каждого - из разрывов.
Узор предпочтительно содержит один или несколько выступов, которые могут быть скомпонованы в виде матрицы, и/или могут быть сформованы, например, на одной, а предпочтительно - на обеих главных поверхностях листового материала, тем самым ограничивая, например, эффективную толщину или амплитуду, например - ограничивая ее между вершинами выступов на каждой стороне листового материала. Узор может содержать выступы или вершины и/или впадины в или на одной или обеих главных поверхностях листового материала. Одна или несколько или каждая из впадин в одной из главных поверхностей может иметь соответствующий выступ или соответствующую вершину на другой из главных поверхностей, или наоборот. В вариантах осуществления, узор содержит выступы в или на одной или обеих главных поверхностях листового материала, при этом каждый выступ имеет, например, соответствующую впадину на другой или противоположной главной поверхности листового материала. Листовой материал предпочтительно имеет центральную или нейтральную плоскость, например - соответствующую плоскости или центральной плоскости листового материала перед формованием. Выступы, сформованные на первой главной поверхности формованного листового материала, могут быть сформованы на первой стороне центральной или нейтральной плоскости, и/или выступы, сформованные, например, на второй главной поверхности формованного листового материала, могут быть сформованы на второй стороне центральной или нейтральной плоскости, например - противоположной первой стороне. Аналогичным образом, впадины, сформованные на первой главной поверхности, которые могут соответствовать выступам, сформованным на второй главной поверхности, также могут быть сформованы на первой стороне центральной или нейтральной плоскости или проходить сквозь нее, и/или впадины, сформованные на второй главной поверхности, которые могут соответствовать выступам, сформованным на первой главной поверхности, также могут быть сформованы на первой стороне центральной или нейтральной плоскости или проходить сквозь нее.
Узор может содержать множество рядов и/или столбцов, например - прямолинейных и/или спиральных рядов и/или столбцов, - выступов. Конфигурация и/или распределение выступов и впадин, например - узоры или матрицы, может быть такой, что линии, проведенные на поверхности материала между соседними рядами выступов и впадин оказываются не прямыми.
Каждый выступ предпочтительно подвергнут упрочнению с пластической деформацией вершины, например - получен путем локального формования листового материала, например - с оставлением соответствующей впадины на противоположной грани материала.
Листовой материал может представлять собой сталь, например - малоуглеродистую сталь, и может быть оцинкованным. В альтернативном варианте, листовой материал может представлять собой любой другой материал, предпочтительно - но не обязательно - материал, обладающий способностью к деформационному упрочнению и/или пластической деформации.
Листовой материал может представлять собой профилированное или фасонное или гнутое поперечное сечение такое, как швеллерная секция или аналогичная секция, предназначенное для использования в качестве стойки каркасной перегородки или швеллерной стойки или ее части. Узор и/или фирменный знак или второй узор можно формовать поверх всего фасонного сечения или его части. Фирменный знак или второй узор предпочтительно формуют в или на плоской, например - неформованной, поверхности листового материала, на которой, например, нет никаких изгибов или загибов.
В другом аспекте изобретения предлагается профиль или балка или изделие, имеющее фасонное поперечное сечение, причем профиль или балка или изделие может иметь фасонную секцию, содержащую вышеописанный листовой материал. Профиль или балка или изделие может содержать первый участок, имеющий вершины и впадины, которые можно формовать посредством холодной деформационной обработки листового материала. Профиль или балка или изделие может содержать второй участок, который может находиться у разрыва вершин и впадин. Второй участке может содержать одну или несколько приподнятых или заглубленных областей, сформованных посредством чеканки рельефа, например - чеканки рельефа листового материала таким образом, что упомянутые области оказываются выступающими из плоскости листового материала, например, его нейтральной плоскости, или заглубленными в нее. Второй участок предпочтительно обеспечивает фирменный знак.
Узор может быть непрерывным, например, выступы и/или впадины могут вместе обеспечивать непрерывную структуру. Узор может содержать непрерывную область вершин и впадин, которая может быть расположена таким образом, что поверхность листового материала не имеет прямых линий. В предпочтительном варианте, узор и фирменный знак вместе образуют повторяющуюся структуру, которую можно формовать, например, посредством профилирования листового металла инструментами.
В еще одном аспекте изобретения предложен способ определения качества формованного листового материала, например - способ управления качеством или для осуществления этого управления, заключающийся в том, что определяют, например - с помощью фирменного знака, выровнены ли инструменты.
В дополнительном аспекте изобретения предложен способ управления качеством, заключающийся в том, что с помощью инструментов, расположенными парой, формуют узор на или в первом участке листового материала, проводя с помощью инструментов, например - инструментов одной и той же пары, формование фирменного знака на или во втором участке листового материала, и проверяют или визуально контролируют или оценивают или определяют, например - с помощью фирменного знака, выровнены ли инструменты.
В еще одних дополнительных аспектах изобретения предложены формованный листовой материал, инструмент, пара инструментов и устройство для использования, например - специально адаптированное для использования, в вышеупомянутом способе.
Теперь, лишь в качестве примера и со ссылками на прилагаемые чертежи, будут описаны варианты осуществления изобретения, при этом:
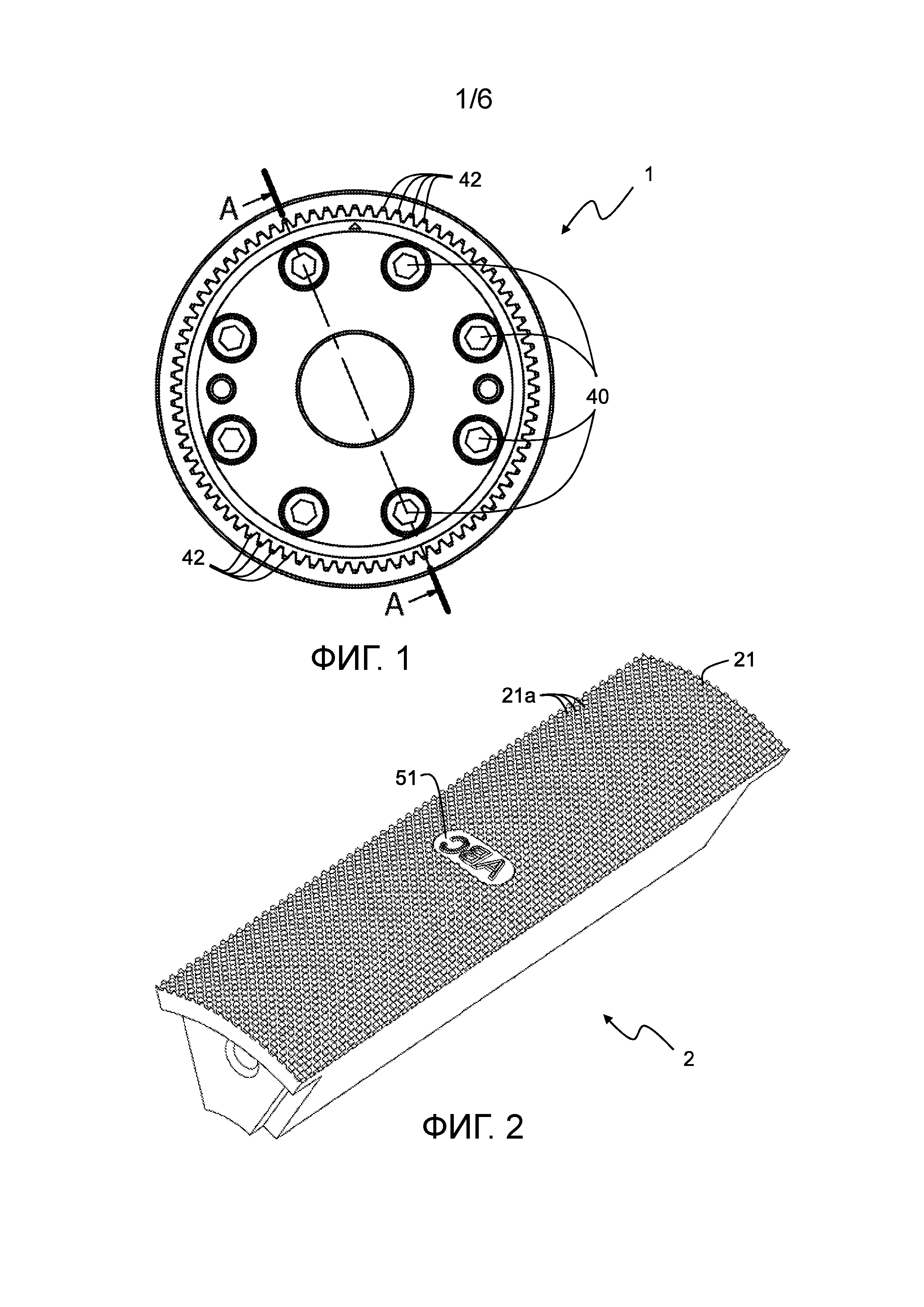
На фиг.1 представлен вид с торца формующего инструмента в соответствии с одним вариантом осуществления изобретения;
На фиг.2 представлено перспективное изображение сегмента формующего барабана формующего инструмента согласно фиг.1;
На фиг.3 представлено сечение по линии A-A согласно фиг.1;
На фиг.4 представлен вид в плане радиального отверстия в инструменте согласно фиг.1;
На фиг.5 представлено перспективное изображение маркирующего вкладыша для вставления в формующий инструмент согласно фиг.1-3;
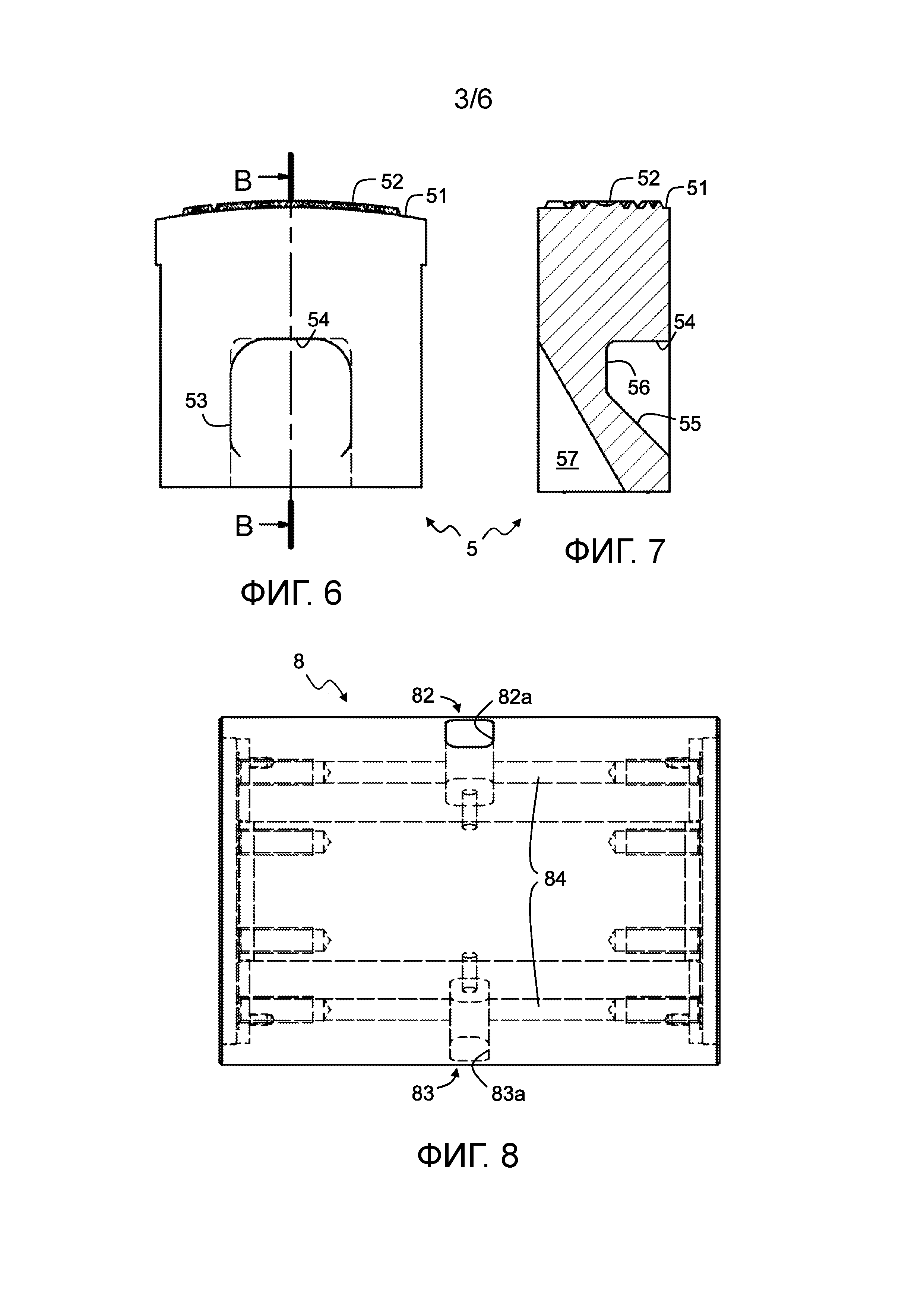
На фиг.6 представлен вид сбоку маркирующего вкладыша согласно фиг.4;
На фиг.7 представлено сечение по линии B-B согласно фиг.5;
На фиг.8 представлен вид сбоку формующего инструмента, предназначенного для взаимодействия с инструментом согласно фиг.1;
На фиг.9 представлено изображение в разобранном виде формующего инструмента согласно фиг.1, подробнее иллюстрирующее возможный узел привода;
На фиг.10 представлено перспективное изображение первого конца инструмента согласно фиг.1 и 9;
На фиг.11 представлено перспективное изображение второго конца инструмента согласно фиг.1 и 9;
На фиг.12 представлено перспективное изображение выровненной пары инструментов в соответствии с вариантом осуществления изобретения; и
На фиг.13 представлен вид сверху листового материала в соответствии с вариантом осуществления изобретения.
Обращаясь теперь к фиг.1-4, отмечаем, что на этих чертежах показан формующий инструмент 1, который представляет собой цилиндрический валок 1 для профилировки листового материала, в этом варианте осуществления - для профилировки холоднотянутых профилей листового материала. Инструмент 1 включает в себя центральный формующий барабан 2, первую и вторую концевые детали 3, 4, вкладыш 5, пару установочных колец 6 и механизм 7 фиксации для закрепления с возможностью открепления вкладыша 5 внутри формующего барабана 2.
Формующий барабан 2 выполнен в виде полого цилиндра или валка, который обеспечивает подложку, в состав которой входит первая профилированная формующая поверхность 21 на наружной окружной поверхности. В этом варианте осуществления, первая профилированная формующая поверхность 21 включает в себя узор выступов 21a, скомпонованных в виде матрицы, имеющей множество рядов и столбцов. Формующий барабан 2 включает в себя, по меньшей мере, одно, а предпочтительно - пару соосных радиальных отверстий 22, 23, предпочтительно - расположенных по центру вдоль его продольной оси, причем единственное отверстие 22, 23 или каждое из них включает в себя раззенкованную часть 22a, 23a, простирающуюся внутрь от наружной окружной поверхности формующего барабана 2. Раззенкованные части 22a, 23a являются, по существу, прямоугольными в плане, имея скругленные углы, как яснее показано на фиг.4. Раззенкованная часть 23a одного из радиальных отверстий 23 включает в себя один фаску 20a, имеющую больший диаметр, чем другие фаски раззенкованной части 23a. Отверстия 22, 23 и соответствующие раззенкованные части 22a, 23a не обязательно должны иметь одинаковые размеры. Отверстия 22, 23 и соответствующие раззенкованные части 22a, 23a не обязательно должны быть соосными.
Формующий барабан 2 также включает в себя восемь продольных сквозных отверстий 24, простирающихся параллельно оси формующего барабана 2, равноотстоящих от продольной оси и друг от друга вокруг нее. На каждом конце каждого продольного отверстия 24 нарезана охватывающая резьба для взаимодействия с соответствующим резьбовым болтом 30, 40. Каждый осевой конец формующего барабана 2 включает в себя выемку 25, 26 для заключения в ней участка соответствующей одной из первой и второй концевых частей 3, 4.
Первая концевая деталь 3 выполнена в виде, по существу, цилиндрического диска с центральным отверстием 31, радиальным фланцем 32 на его первой стороне и восемью отверстиями 34, проходящими по толщине центрального участка диска в положениях, соответствующих положениям сквозных отверстий 24 в формующем барабане 2. Каждое из сквозных отверстий 34 включает в себя раззенкованную часть 34a на первой стороне первого конца части 3, вмещающую головку соответствующего болта 30. Вторая сторона первой концевой детали 3 заключена внутри первой из концевых выемок 25 формующего барабана 2 и крепится к ней восемью болтами 30, проходящими через сквозные отверстия 34 первой концевой детали 3 и вводимыми в зацепление с витками охватывающей резьбы в сквозных отверстиях 24 формующего барабана 2, причем между концом формующего барабана 2 и радиальным фланцем 32 находится одно из установочных колец 6.
Вторая концевая деталь 4 выполнена в виде полого цилиндрического элемента 4 типа прямозубой шестерни со сквозным осевым отверстием 41, множеством зубьев 42 шестерни, простирающихся из нее наружу, радиальной канавкой, обеспечивающей буртик 43 на ее первой стороне, и восемью сквозными отверстиям 44 в положениях, которые соответствуют положениям сквозных отверстий 24 в формующем барабане 2. Каждое из сквозных отверстий 44 включает в себя раззенкованную часть 44a на второй стороне второй концевой детали 4, противоположной первой стороне, вмещающую головку соответствующего болта 40. Буртик 43 на первой стороне канавки второй концевой детали 4 заключен внутри второй из концевых выемок 26 формующего барабана 2 и крепится к ней восемью болтами 40, проходящими через сквозные отверстия 44 второй концевой детали 4 и вводимыми в зацепление с витками резьбы в сквозных отверстий 24 формующего барабана 2 с другим установочным кольцом 6, находящимся между зубьями 42 шестерни второй концевой детали 4 и концом формующего барабана 2.
Как яснее показано на фиг.5-7, вкладыш 5 выполнен в виде, по существу, прямоугольной болванки с закругленными вертикальными угловыми краями 50, 50a для обеспечения верхней формующей грани 51, которая является, по существу, прямоугольной в плоскости с закругленными краями. Один из угловых краев - 50a - имеет несколько больший радиус, чем другие, для взаимодействия со скругленным углом 20a раззенкованной части 23a, внутри которой должен быть заключен вкладыш 5 для гарантии надлежащей ориентации.
Основная поверхность формующей грани 51 вкладыша 5 является криволинейной для обеспечения постоянной глубины выемки в окружной поверхности формующего барабана 2, когда в эту выемку вставлен вкладыш 5. Верхняя формующая грань 51 включает в себя формующие края 52, которые ограничивают фирменный знак в этом варианте осуществления. Формующие края 52 ограничивают очертания букв логотипа, причем сами буквы появляются как впадины 52a в пределах ограниченного контура или между формующими краями 52.
На своей первой стороне вкладыш 5 также включает в себя запорную выемку 53 с плоским краем 54, который, по существу, параллелен формующей грани 51, и скошенную поверхность 55 напротив плоского края 54 для обеспечения широко раскрытой запорной выемки 53, которая скошена к узкому основанию 56, отходящему от плоского края 54. Вкладыш 5 также включает в себя канавку 57 на его второй стороне, противоположной первой стороне, внизу вкладыша 5. Канавка 57 наклонена, обеспечивая край для введения, в том же направлении, что и скошенная поверхность 55 запорной выемки 53.
Механизм 7 фиксации включает в себя запорный штифт 70 и пружину 71 сжатия, причем оба эти элемента заключены внутри одного из сквозных отверстий 24 в формующем барабане 2 между одним из болтов 40 и запорной выемкой 53 вкладыша 5. Как яснее показано на фиг.3, вкладыш 5 заключен внутри раззенкованной части 23a одного из радиальных отверстий 23 формующего барабана 2, при этом запорная выемка 53 обращена ко второй концевой детали 4. Запорный штифт 70 имеет первый - закругленный - конец, который заключен внутри запорной выемки 53 и вводится в зацепление со скошенной поверхностью 55. Запорный штифт 70 смещается пружиной, которая сжимается между концом болта 40 и вторым - плоским - концом запорного штифта 70. Наличие смещаемого запорного штифта 70, который вводится в зацепление со скошенной поверхностью 55, обеспечивает силы фиксации, как вдоль оси вкладыша 5, так и вдоль оси запорного штифта 70.
С помощью вкладыша 5, заключаемого в раззенкованную часть 23a радиального отверстия 23 формующего барабана 2 и фиксируемого посредством нее, формующую грань 51 делают смежной и соседствующей с первой профилированной формующей поверхностью 21, хоть и несколько заглубленной относительно нее. Таким образом, когда инструмент 1 формует листовой материал, происходит одновременное формование как фирменного знака, так и участка узора.
Обращаясь теперь к фиг.8, отмечаем, что здесь показан формующий барабан 8 второго инструмента, который тоже выполнен в виде цилиндрического валка для профилировки листового материала и, по существу, аналогичен формующему барабану 2 первого инструмента 1, причем сходные конструктивные элементы обозначены сходными позициями, в которых значение 2, стоящее перед именем собственным или первой цифрой, заменено цифрой 8. Узел второго инструмента включает в себя формующий барабан 8, первую и вторую концевые детали 3, 4, установочные кольца 6 и запорный механизм 7, сборка которых проводится аналогично сборке, описанной выше в связи с первым инструментом 1. Радиальное отверстие 83 адаптировано к заключению в нем вкладыша (не показан), который может быть болванкой, имеющей формующую поверхность без особенностей, предназначенную для взаимодействия с формующими краями 52 вкладыша 5 первого инструмента 1 с целью маркировки листового материала фирменным знаком.
В альтернативном варианте и в соответствии с одним аспектом изобретения, вкладыш (не показан) может включать в себя формующие края, которые взаимодействуют с формующими краями 52 вкладыша 5, обеспечивая фирменный знак. Например, формующие края дополнительного вкладыша могут включать в себя формующие края, которые заключаются во впадины 52a и/или выставляются вровень с ними в пределах ограниченных очертаний или между формующими краями 52. Специалисты в данной области техники поймут, что при такой компоновке, любое рассогласование выравнивания между инструментами 1, 8 можно легко заметить по искажению логотипа.
В дополнительных предпочтительных альтернативных вариантах осуществления, формующие края 52 могут очерчивать фирменный знак, конфигурация которого обеспечивает его машинное считывание и который выполнен, например, в виде одного или нескольких штрих-кодов и/или кодов быстрого реагирования (QR). В таких вариантах осуществления, даже небольшое искажение, являющееся результатом рассогласования выравнивания между инструментами 1, 8, может быть обнаружено с помощью компьютеризованного сканирования и компьютеризованной обработки. Фактически, предполагается возможность такого выбора фирменного знака, что характер рассогласования выравнивания можно распознать исходя из степени и характера искажения. Использование кодов БР или фирменного знака аналогичного типа могло бы стать основой такой организации распознавания.
Инструменты 1, 8 установлены с возможностью вращения внутри устройства (не показано) на заранее определенном расстоянии друг от друга и взаимосвязаны своим соответствующим средством привода (не показано), которое приводит в движение зубья 42 шестерни второй концевой детали 4, гарантируя их встречное вращение с той же самой скоростью. Вращение инструментов 1, 8 вызывает выставление и заход матрицы выступов 21a на первом инструменте 1 в зазоры между выступами (не показаны) на другом инструменте 8.
При их использовании, инструменты 1, 8 взаимодействуют, формуя узор выступов и впадин в листовом материале, подаваемом между инструментами, а установочные кольца 6 при этом фиксируют листовой материал между ними. Когда инструменты 1, 8 вращаются, выступы 21a на одном инструменте 1 увлекают участки листового материала в зазоры между выступами (не показаны) на другом инструменте 8, тем самым ограничивая эффективную толщину или амплитуду между вершинами выступов на каждой стороне листового материала. В этом варианте осуществления, материал является листовой сталью, а формование узора выступов и впадин приводит к упрочнению пластическим деформированием листового материала, причем формование листового материала происходит за счет его локального деформирования, как подробнее поясняется в документе WO2009/063154 (и/или одном из документов GB2450765A и EP0891234A).
Кроме того, когда инструменты 1, 8 формуют узор выступов и впадин в листовом материале, формующие края 52 вкладыша 5 опираются на болванку (не показана) в другом инструменте 8, что приводит к чеканке рельефа фирменного знака на листовом материале. В альтернативном варианте, если вкладыш (не показан) в другом инструменте включает в себя дополнительные формующие края, то они могут взаимодействовать с формующими краями 52 вкладыша 5 для чеканки рельефа или формования фирменного знака иным методом.
Обращаясь теперь к фиг.9-12, отмечаем, что каждая из выемок 25, 26 (из которых показана только одна) формующего барабана 2 является круглой в плане и ограничена кольцевой стенкой 26A. На одинаковых окружных расстояниях вокруг выемки 26 и изнутри от кольцевой стенки 26A находится группа пазов 27A, 27B, 27C для заключения в них концов соответствующих шпонок 28A, 28B, 28C начала отсчета. Буртик 43 цилиндрического элемента 4 типа прямозубой шестерни включает в себя три разрыва 45 (из которых показан только один), форма которых является дополняющей по отношению к форме другого конца шпонок 28A, 28B, 28C начала отсчета.
В состоянии зацепления, прерывистый буртик 43 проходит по установочному кольцу 6, пролегает у круглой выемки 26 и ограничен кольцевой стенкой 26А, при этом шпонки 28A, 28B, 28C начала отсчета частично заключены в разрывах 45.
Центральное отверстие 31 первой концевой детали 3 включает в себя шпоночный паз 31A, а центральное отверстие 41 элемента 4 типа прямозубой шестерни включает в себя соответствующий шпоночный паз 41A, выровненный со шпоночным пазом 31A первой концевой детали 3, когда инструменте 1 находится в собранном состоянии, вследствие чего в центральном отверстии может быть заключен шпоночный ведущий вал (не показан).
Чтобы изготовит комплект инструментов 1, 8 в соответствии с изобретением, осуществляют следующий процесс.
Сначала определяют, какого вида соответствующий процесс структурирования требуется. Тип формы зубьев, высота зуба, шаг между зубьями (в рядах и столбцах) - все эти характеристики важны для осуществления структурирования при поиске технологии изготовления конкретного структурированного листового материала. Таким образом, сразу же после определения формы зуба, обеспечивают гладкий валок 2. Для определения положения DP начала отсчета используют одну из выемок (например, 26). Потом обеспечивают форму зуба на наружной периферии 21 формующего барабана 2, например, посредством одной или нескольких из операций резания, фрезерования, шлифования, травления, и т.п., а положение DP начала отсчета используют для определения начального положения для операции формования.
Как показано на фиг.12, прямозубую шестерню 4 также выравнивают с положением DP начала отсчета, чтобы обеспечить положение DAG начала отсчета зубчатого колеса, как на зубчатом колесе (например, прямозубой шестерне 4 первого инструмента 1), так и в шестерне DAP (например, прямозубой шестерне 4 второго инструмента 8).
Таким образом, ясно, что узор, формуемый на валках 1, 8, и положение цилиндрических шестерен 4 выровнены с единственной ограниченной точкой на каждом валке 1, 8.
Более того, сразу же после установления желаемого процесса структурирования, рассчитывают форму прямозубой шестерни в соответствии с уравнениями (1) - (3):
dвз= 162 мм.
В одном возможном варианте осуществления, листовой материал, подлежащий прокатке, представляет собой сталь толщиной 0,6 мм (т.е., g = 0,6 мм).
В этом случае, прямозубая шестерня 4 имеет следующие характеристики (при условии k = 0,1 и dвз:dН= 1):
DДО= 162 - (0,6 + 0,1)= 161,3 мм
N= 80
P= 0,5
Высота головки зуба (A) = 2
Высота ножки зуба (D) = 2,3
Толщина зуба (T) = 3,14
Угол давления = 20°
Вал (не показан), проходящий сквозь первым инструмент 1, приводится в движение электродвигателем с первой скоростью «толчковой подачи», которая вызывает вращение этого инструмента 1, и - за счет воздействия введенных в зацепление прямозубых шестерен 4 - вызывает встречное вращение другого валка 8.
При осуществлении привода валков 1, 8 с первой скоростью, листовой материал подается через зону контакта между валками и на следующие формующие валки. Сразу же после подачи материала через все технологические позиции, привод валков 1, 8 осуществляется с большей рабочей скоростью и процесс изготовления начинается.
Примечательно, что как только материал, подлежащий структурированию, проходит в зону контакта, валки 1, 8 несколько разводятся, тем самым вызывая разведение цилиндрических шестерен 4. Это разведение гарантирует, что зубья зубчатых колес не контактируют на предыдущей линии действия, поэтому их зацепление с одновременным приводом устраняется. В этот момент, привод валков 1, 8 осуществляется за счет воздействия средства привода прямо на валы.
Обращаясь теперь к фиг.13, отмечаем, что здесь показан листовой материал 100, содержащий полученную холодной деформационной обработкой область 101, в которой узор выступов сформован на обеих главных поверхностях, причем каждый выступ имеет соответствующую впадину на противоположной главной поверхности. Узор сформован таким образом, что линии, проведенные на поверхности формованного листового материала между соседними рядами выступов и впадин, являются не прямыми. Листовой материал 100 также включает в себя серию разрывов 102 в полученном холодной деформационной обработкой узоре, в которых выполнен фирменный знак 103.
Специалисты в данной области техники поймут, что в рамках объема притязаний изобретения предусматривается возможность внесения изменений в вышеупомянутые варианты осуществления. Например, посредством данного изобретения можно формовать другие листовые материалы, которая могут - но это не обязательно - представлять собой сталь или металл или даже пластмассу. Конфигурация формующих краев 52 может обеспечить очерчивание или ограничение любого фирменного знака, такого, как буквенно-цифровой фирменный знак, одно или несколько изображений или особый идентификатор, относящийся к инструменту или инструментам, расположенными парой, или формовочной машине или фирме-изготовителю, например - фирме-изготовителю листоформовочных машин и/или фирме-изготовителю инструментов. Более того, запорный механизм 7 не обязательно включает в себя смещаемый пружиной запорный штифт 70, а может содержать, например, любое подходящее запорное приспособление, такое, как шарик, и стопорящее приспособление, или даже запорный механизм байонетного типа, либо запорный механизм или средство любого другого типа. Исходя из приведенного здесь описания или своих знаний, специалист легко поймет несколько других вариантов.
Специалисты в данной области техники также поймут, что любое количество комбинаций признаков, вышеупомянутых и/или проиллюстрированных на прилагаемых чертежах, обеспечивают явные преимущества над известными техническими решениями и поэтому находятся в рамках объема притязаний описанного здесь изобретения.
Реферат
Изобретения заявленной группы относятся к обработке металлов давлением и могут быть использованы для формования листового металлического материала. На листовом материале холодной деформационной обработкой посредством устройства, содержащего пару инструментов с формующими поверхностями, получают узор выступов и впадин на первом участке и на втором участке чеканкой профиля получают фирменный знак. Полученный холодной деформационной обработкой участок формуют с выступами и впадинами, конфигурация и распределение которых таковы, что линии, проведенные на поверхности формованного листового материала между соседними рядами выступов и впадин, не являются прямыми. Фирменный знак является индикатором выравнивания между инструментами. Повышается качество формованного листового материала за счет его упрочнения пластическим деформированием. 3 н. и 11 з.п. ф-лы, 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Машина для тиснения и ламинирования, тисненое листовое изделие и способ тиснения полосового материала
Комментарии