Профили - RU2699475C2
Код документа: RU2699475C2
Чертежи








Описание
Данное изобретение относится к профилям, в особенности, но не исключительно, к металлическим профилям, применяемым для создания каркаса.
В строительной отрасли известно выполнение стен из гипсокартона и подвесных потолков из потолочных плиток. В первом случае гипсокартонные детали крепят с каждой из сторон несущей конструкции или каркаса для создания каркасной стены. В последнем случае несущая конструкция в виде элементов каркаса образует решетку, и потолочные плитки устанавливают так, что их края несет решетка. Оба данных варианта можно называть 'сборными конструкциями'.
Несущая конструкция для сборных конструкций может быть выполнена из одного или нескольких металлических профилей или частей, которые обычно являются формованными отрезками длины металла, выполненными гнутьем листового материала для придания требуемой формы.
Обычно, для выполнения стены сборной конструкции отрезок направляющей части крепят к обоим, полу и потолку, и многочисленные вертикальные элементы стоек каркаса (отрезки части стойки) устанавливают между ними с одним концом каждого элемента стоек каркаса, установленным в направляющей на полу и другим концом в направляющей на потолке. Могут быть предусмотрены горизонтальные элементы между вертикальными элементами стоек.
Направляющий профиль или деталь обычно называют U-образным профилем с удлиненной базой и парой параллельных стенок, проходящих от каждого края базы. Элемент стойки каркаса обычно называется С-образным профилем и имеет базовую часть, пару параллельных стенок, проходящих от каждого края стенки, каждая стенка имеет на своем дальнем участке повернутый внутрь край или полку, которая лежит над стенкой. Повернутые внутрь полки повышают жесткость конструкции. С-образные профили можно размещать обращенными друг к другу и упирающимися друг в друга для создания прямоугольного 'коробчатого профиля'. Известно, что в случае С-образных профилей, выполненных из гладкой листовой стали, две части (С-образных профиля) созданного таким образом коробчатого профиля могут скользить продольно относительно друг друга.
Гипсокартонные детали крепят к элементам стоек каркаса винтами или другим крепежным средством, пропускаемым через картон и в лицевую часть элемента стойки каркаса. Обычным является применение элементов стоек каркаса для несения краевых частей смежных, предпочтительно упирающихся, гипсокартонных деталей. Таким образом, кромка первой гипсокартонной детали обычно лежит поверх части, скажем первой половины, противостоящей части стенки элемента стойки каркаса и кромка второй гипсокартонной детали лежит поверх дополнительной, например, второй половины, противостоящей части стенки элемента стойки. При данном способе, где кромки гипсокартонных деталей расположены непосредственно вблизи, и предпочтительно упираются друг в друга, получают каркасную стену. Зазор или любой зазор между смежными гипсокартонными деталями можно заполнять гипсом или другими соединительными составами и/или всю конструкцию можно шпаклевать и/или иначе обрабатывать ее поверхность (окрашивать, оклеивать обоями и т.д.)для обеспечения приемлемой и/или требуемой отделки поверхности.
Если элемент стойки каркаса гнется во время или после крепления к нему первой гипсокартонной детали или во время крепления к нему второй гипсокартонной детали, возможно появление 'ступеньки' между самыми дальними от оси поверхностями первый и второй гипсокартонных деталей. Данное известно как 'ступенчатость картона'. Ступенчатость картона приводит к неприглядной отделке, и в некоторых случаях может потребовать частичной реконструкции каркасной стены или ее замены.
Потолочные решетки часто выполняют из металла, формуемого в виде T-образных профилей. Решетку обычно выполняют из параллельных отрезков длины T-образных профилей. Промежутки между соседними параллельными отрезками перекрывают многочисленными относительный короткими прогонами T-образных профилей, проходящих ортогонально параллельным отрезкам. T-образные профили обычно предусматривают перевернутыми с нижней частью, содержащей пару полок и с центральной проходящей вертикально стенкой. Оба, параллельный и относительно короткий отрезки могут быть подвешены к потолку на подвесках или, альтернативно, только параллельные отрезки (или параллельные отрезки и некоторые из ортогональных отрезков) могут быть подвешены на подвесках. Таким способом образуется рельеф решетки, и потолочные плитки могут быть расположены в интервалах решетки с краями, поддерживаемыми полками T-образных профилей. Очевидно, направляющая часть должна быть способна нести вес потолочных плиток при эксплуатации, предпочтительно без изгиба.
Соответственно, важным является получение достаточной прочности профилей и сечений, чтобы они могли нести требуемые нагрузки при эксплуатации и иметь достаточную жесткость, чтобы выдерживать отклоняющие силы.
Способ для изготовления профилей и деталей, например деталей направляющей, элементов стойки каркаса и элементов потолочной решетки, известен как холодная прокатка. В способе холодной прокатки листовой металл, обычно подаваемый из рулона, пропускают между рядом вращающихся цилиндров до формования плоского листового металла в требуемую форму, известную как профиль или холоднокатаный профиль.
Также известно применение способа холодной прокатки для упрочнения листового материала и, например, для придания такой обработкой жесткости, более высокой чем у полученного листового материала. Один такой способ раскрыт в нашем патенте EP0891234. В данном способе листовой материал пропускают между парой совмещенных вращающихся цилиндров с входящими элементами, каждым имеющим ряды и колонны зубцов, причем зубцы на одном вращающемся цилиндре располагаются в промежутках между зубцами на другом вращающемся цилиндре для создания, при этом, конкретной группы выступов и выемок на листовом материале. Когда листовой материал прошел холодную прокатку и упрочнение, он является более прочным и/или жестким, чем исходный материал. Поскольку материал является более прочным и/или жестким можно применять более тонкий исходный листовой материал и получать аналогичные физические показатели работы. Соответственно, указанное может давать экономию массы и/или увеличение прочности для частного профиля или холоднокатаного профиля. Наш дополнительный патент EP2091674 предлагает дополнительно способ упрочнения листового материала, который дает дополнительные улучшения. Также при изготовлении холоднокатаных профилей или профилей для сборных конструкций, возможно формование более толcтых конструктивных холоднокатаных профилей из листового материала с толщиной, скажем, 1,2 мм или 1,5 мм - 3,0 мм.
Задачей настоящего изобретения является создание нового профиля, например, профиля который снимает или по меньшей мере уменьшает проблемы, связанные с профилями известной техники, и/или профиля который имеет улучшенные свойства.
В первом аспекте изобретения предложен профиль, имеющий первую часть и вторую часть, которые соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит группу форм, например,выступы выдавливаемого рельефа.
Выступы могут проходить выше или ниже плоскости соединительной части, т.e.выступы может быть поднятыми или выполненными в виде канавки по отношению к соединительной части. Имеется предпочтительно плоская площадка между следующими друг за другом смежными формами или выступами.
Предпочтительно профиль имеет третью часть. Третья часть может быть соединена со второй частью на второй соединительной части. Предпочтительно вторая и третья части являются неколлинеарными или некомпланарными. Вторая соединительная часть может содержать группу форм или выступов выдавливаемого рельефа.
Предпочтительно, одна или обе из первой и второй частей имеет продольный упрочняющий гребень. Если присутствует, третья часть может содержать продольный упрочняющий гребень.
Предпочтительно, первая и вторая части проходят, по существу, ортогонально. Если присутствует, третья часть может проходить, по существу, ортогонально первой части.
В дополнительном аспекте изобретения предложен удлиненный профиль, имеющий первую часть и вторую часть, первая и вторая части соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит группу поднятых или заглубленных форм, каждая форма проходит поперек соединительной части в направлении, которое не параллельно главной оси профиля, и предусмотрены плоские площадки между следующими одна за другой формами в группе.
В дополнительном аспекте изобретения предложен удлиненный профиль, имеющий первую часть и вторую часть, первая и вторая части соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит группу поднятых или заглубленных форм, каждая форма проходит поперек соединительной части в направлении, которое не параллельно главной оси профиля, и предусмотрены плоские площадки между следующими одна за другой формами в группе, и шаг (P) между следующими одна за другой формами в группе больше в 2-20 раз, например в 5-15 раз толщины (G) плоской площадки. Толщина (G) плоской площадки идентична или по меньшей мере, по существу, идентична толщине (G) листового материала из которого профиль выполнен.
В другом аспекте изобретения предложен удлиненный профиль, имеющий первую часть и вторую часть, а также первую соединительную часть, первая и вторая части соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит группу выступов выдавливаемого рельефа, проходящую в направлении профиля, выступы имеют шаг P больше в 2-20 раз, например в 5-15 раз базовой толщины G листа, из которого профиль выполнен.
В дополнительном аспекте изобретения предложен удлиненный профиль, имеющий первую часть и вторую часть, а также первую соединительную часть, первая и вторая части соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит группу выступов выдавливаемого рельефа, проходящих в направлении профиля, каждый выступ выдавливаемого рельефа проходит наружу или внутрь профиля, предпочтительно, наружу.
Одна или несколько из форм или выступов в группе или группах могут быть удлиненными. Предпочтительно одна или несколько из форм или выступов имеет главную ось, которая является наклонной, например, по существу, ортогональной главной оси профиля.
Формы или выступы могут быть прямоугольными, например, прямоугольными с закругленный или искривленным концами. Формы или выступы могут иметь размеры 7×2,5×1 (Lx Wx F).
В предпочтительном варианте осуществления профиль является U-образным или C-образным элементом. Альтернативно профиль может иметь Z-образное, W-образное, T-образно, I-образное сечение или сечение другой формы, например быть холоднокатаным профилем, имеющим прямоугольное, трапецеидальное, ромбоэдрическое или треугольное сечение.
Предпочтительно профиль имеет, по существу, плоскую удлиненную первую, например, базовую часть и удлиненную, например, вторую и третью стеночные части, выступающие вертикально от каждой из сторон первой части, каждое соединение базовой части со стеночной частью образовано соединительной частью, группа форм или выступы выдавливаемого рельефа распределены вдоль каждой соединительной части.
Группа или одна или несколько из групп могут быть регулярными или нерегулярными. Шаг P между формами или выступами в группе, или в одной или нескольких группах, может быть регулярным или нерегулярным.
В предпочтительных вариантах осуществления мы определили, что улучшенные показатели работы профиля могут быть неожиданно достигнуты, когда форма или выступ имеет глубину F формы больше в 1-4 раза базовой толщины, например, больше в 1,5-4 раза базовой толщины G материала, предпочтительно, больше в 1,6-3,5 раза базовой толщины G и, наиболее предпочтительно, больше в 1,8-3 раза базовой толщины G. То есть, если материал имеет базовую толщину G (т.e. толщинулистового материала до обработки) 0,6 мм, максимальное расстояние (например, высота или глубина) выступа от лицевой поверхности профиля должна быть от 0,9 до 2,4 мм, предпочтительно, от 1,05 до 2,1 мм и, наиболее предпочтительно, от 1,08 до 1,8 мм.
При данной глубине F формы мы неожиданно обнаружили, что степень утонения материала, обусловленная процессом выдавливания рельефа и улучшенная прочность/жесткость являются сбалансированными для получения профиля с улучшенными показателями работы.
Дополнительно или альтернативно, шаг P форм или выступов может быть изменен для получения улучшенных показателей работы. В некоторых вариантах осуществления шаг P в группе предпочтительно, больше в 5-15 раз базовой толщины G материала. Предпочтительно шаг P больше в 6-14 раз базовой толщины G, и наиболее предпочтительно, больше в 8-12 раз базовой толщины G. Поэтому, если базовая толщина G материала составляет 0,6 мм, шаг P форм или выступов в группе может составлять 3-9 мм, например от 3,6 до 8,4 мм, предпочтительно, от 4,8 до 7,2 мм. Мы неожиданно обнаружили, что данный диапазон обеспечивает созданный таким образом профиль с улучшенными показателями работы.
Ширина W формы или выступа (которая измерена в направлении параллельном главной или продольной оси профиля) в группе может быть изменена для изменения и/или оптимизации показателей работы профиля. Мы обнаружили в некоторых вариантах осуществления, что ширина W формы или выступа может составлять 0,2P - P или меньше P, предпочтительно, от 0,25P до 0,75P и наиболее предпочтительно, от 0,4P до 0,6P. Мы обнаружили, что данный диапазон ширины W дает улучшенные показатели работы профиля.
Длина L формы или выступа может быть больше в 3-20 раз базовой толщины G листового материала. Предпочтительно, длина L имеет величину, равную 5-1 базовой толщины G листового материала.
Мы предпочитаем применять листовой материал с базовой толщиной G от 0,2 до 3 мм, предпочтительно от 0,3 до 3 мм. При формовании профилей для каркасных стен мы предпочтительно применяем листовой материал с базовой толщиной G от 0,2, 0,3 или 0,4 до 1,5 мм, скажем, от 0,2, 0,3 или 0,4 до 1,2 мм. Когда базовая толщина G увеличивается выше базовой толщины G 1,2 мм или 1,5 мм, любой созданный таким образом профиль можно применять, как конструктивный элемент.
Первая или базовая часть может содержать один или несколько продольных гребней. Первая или базовая часть может содержать зубцы. Зубцы могут быть подняты по отношению к нейтральной плоскости. Предпочтительно нейтральная плоскость или нейтральная плоскость базовой части может быть образована первой и/или второй внешней частью. Если присутствуют, зубцы могут быть внутренними или внешними частями. Соединительная части предусмотрены между каждым элементом зубцов. Один или несколько выступов могут быть предусмотрены вдоль одной или нескольких соединительных частей.
Третья часть может иметь главную ось параллельную главной оси профиля. Вторая часть может иметь главную ось параллельную главной оси профиля. Вторая часть может проходить в направлении ортогональном главной оси профиля дальше, чем третья часть, или наоборот.
Было неожиданно обнаружено, что профиль, снабженный группой выступов выдавливаемого рельефа на соединительной части, может работать лучше, чем профиль с непрерывным удлиненным гребнем на соединительной части. Мы считаем, что данное происходит, благодаря действию уравновешивания конструктивных характеристик выдавливаемого рельефа с действием утонения, которое естественно возникает в результате выдавливания рельефа. Действительно, с шагом выступов больше в 2-20 раза толщины (например, больше в 5-15 раз толщины) и, по меньшей мере в некоторых вариантах осуществления имеющих глубину формы, скажем от >1 до больше в 4 раза толщины (например, от больше в 1,8 до 3 раз толщины), профиль изобретения должен демонстрировать увеличение момента инерции площади сечения в сравнении с полученным в профиле, имеющем непрерывный гребень. Вместе с тем показатели работы профиля изобретения должны улучшаться поскольку, в отличие от профиля, имеющего непрерывный гребень, профиль изобретения не имеет непрерывной линии утонения, проходящей по его длине (утонение обусловлено процессом выдавливания рельефа). В области сборных конструкций данное является предпочтительным, в особенности для исключения проблемы, скажем, ступенчатости картона.
В дополнительном аспекте изобретения предложен удлиненный профиль, имеющий первую часть и вторую часть, первая и вторая части соединены вместе на первой соединительной части, первая и вторая части являются неколлинеарными или некомпланарными, соединительная часть содержит удлиненный выдавливаемый рельеф, первая и вторая части упрочнены и каждая содержит группу выступов и выемок, выступы на одной стороне части соответствуют выемкам на другой стороне части и выступы и выемки отнесены друг от друга так, что линии, прочерченные на поверхности части между выступами, не являются прямыми.
В дополнительном аспекте изобретения предложен инструмент для выдавливания рельефного рисунка на листовом материале, инструмент содержит первую формующую часть для формования первого рисунка на листовом материале и вторую формующую часть для формования второго рисунка на листовом материале, первая формующая часть содержит первую группу выступов, и вторая формующая часть содержит вторую группу выступов.
В другом аспекте изобретения предложен инструмент для выдавливания рельефного рисунка на листовом материале, инструмент содержит первую формующую часть для формования первого рисунка на листовом материале и вторую формующую часть для формования второго рисунка на листовом материале, первая формующая часть содержит первую группу выступов, и вторая формующая часть содержит вторую группу канавок.
Первая формующая часть и вторая формующая часть имеют отличающиеся формы, так что, когда применяются, первый рисунок и второй рисунок, выполненные на листе отличаются. В вариантах осуществления каждая из первой и второй формующих частей может быть выполнена с возможностью формования своего соответствующего рисунка вдоль направления формования, например, при этом вторая формующая часть может быть смежной, упирающейся в или отнесенной от первой формующей части в направлении ортогональном направлению формования. Первая формующая часть может располагаться рядом с второй формующей частью и в некоторых вариантах осуществления, первая формующая часть включает в себя разрыв, в котором установлена или расположена вторая формующая часть. Инструмент может содержать две первых формующих части, между которыми может быть установлена вторая формующая часть, например, так, что она по меньшей мере частично окружена или заключена в или связана с первыми формующими частями.
В еще одном дополнительном аспекте изобретения предложена пара инструментов для выполнения рисунка на листовом материале, первый инструмент содержит первую формующую часть для формования по меньшей мере части первого рисунка на листовом материале и вторую формующую часть для формования по меньшей мере части второго рисунка на листовом материале, первая формующая часть содержит первую группу выступов и вторая формующая часть содержит вторую группу выступов, второй инструмент содержит третью формующую часть для формования по меньшей мере части первого рисунка на листовом материале и четвертую формующую часть для формования по меньшей мере части второго рисунка на листовом материале, третья формующая часть содержит третью группу выступов и четвертая формующая часть содержит группу канавок, вторая формующая часть и четвертая формующая часть взаимодействуют для выдавливания рельефного рисунка, соответствующего соответственной группе выступов и канавок на листовом материале.
Первая и третья формующие части инструментов могут взаимодействовать для механического упрочнения листового материала для формования группы выступов.
Предпочтительно, инструменты установлены для вращения в противоположном направлении, и при такой установке первая и третья формующие части могут входить в зацепление, например, так что при вращении первого и второго инструментов первая группа выступов взаимодействует с промежутками между выступами третьей группы и наоборот. По меньшей мере один или каждый инструмент может содержать вращающийся цилиндр и/или быть цилиндрическим. Вторую формующую часть может окружать или заключать в себе или связывать первая формующая часть или части в аксиальном направлении или направлении вдоль оси вращения инструмента без окружения или заключения в себе или связывания первой формующей частью или частями в направлении вдоль окружности или направлении прокатки или в рабочем направлении. По меньшей мере один или каждый инструмент может содержать ряд частей или сегментов, например, вдоль своей оси вращения, каждый с соответствующей первой или второй формующей частью, например, инструмент содержит сменяющие друг друга первую и вторую формующие части.
В другом аспекте изобретения предложен применение пары инструментов, например, пары инструментов, описанных выше, где инструменты вращаются в противоположном направлении и листовой материал может быть пропущен между инструментами при их вращении в противоположном направлении, и при этом инструменты или вторая и четвертая формующие части выдавливают рельеф листового материала, и при этом одновременно инструменты или первая и третья формующие части упрочняют листовой материал.
В дополнительном аспекте изобретения предложен способ обработки листового материала, способ содержит пропускание листового материала между взаимодействующими, первым и вторым инструментами, каждый инструмент имеет первую часть для выдавливания рельефа листового материала в первой зоне и вторую часть для придания формы листовому материалу во второй зоне, и выдавливания рельефа листового материала в первой зоне с одновременным приданием формы листовому материалу во второй зоне.
В еще одном дополнительном аспекте изобретения предложен способ формования листового материала, способ содержит этапы развертывания или пропускания листового материала между парой инструментов и перемещения инструментов так, что инструменты, например, соответствующие первые их формующие части, формуют первый рисунок в первой части листового материала и так, что инструменты, например, соответствующие вторые их формующие части, формуют второй рисунок, который отличается или может отличаться от первого рисунка во второй части листового материала.
Согласно другому аспекту изобретения, предложен способ формования листового материала, способ содержит этапы развертывания или пропускания листового материала между парой инструментов и перемещения инструментов так, что инструменты, например, соответствующие первые их формующие части, упрочняют первую часть листового материала и так что инструменты, например, соответствующие вторые их формующие части, выдавливают рельеф второй части листового материала. Выдавливаемый рельеф предпочтительно выступает из плоскости листового материала, например, его нейтральной плоскости.
В другом аспекте изобретения предложен формующий инструмент для формования листового материала, например, для применения в способ по любому из пунктов формулы изобретения, формующий инструмент содержит первую формующую поверхность, которая может быть выполнена с возможностью формования первого рисунка и/или упрочнения, при применении, листового материала или первой его части, и вторую формующую поверхность, которая может быть выполнена с возможностью формования второго рисунка, который может отличаться от первого рисунка и/или выдавливать рельеф листового материала или второй его части.
В дополнительном аспекте изобретения предложена пара формующих инструментов для формования листового материала между ними, например, для применения в способе, описанном выше.
В еще одном дополнительно аспекте изобретения предложена пара формующих инструментов для формования листового материала, например, для применения в способе, описанном выше, каждый формующий инструмент содержит первую формующую поверхность и вторую формующую поверхность, при этом первые формующие поверхности формующих инструментов могут быть выполнены с возможностью взаимодействия, при применении, для упрочнения листового материала между ними и вторые формующие поверхности формующих инструментов могут быть выполнены с возможностью взаимодействия для выдавливания рельефа листового материала между ними, например так, что элемент или элементы выдавливаемого рельефа выступают из плоскости листового материала, например его нейтральной плоскости.
В другом аспекте изобретения предложена пара формующих инструментов для формования листового материала между ними, например, один или каждый из которых может представлять собой формующий инструмент, описанный выше, каждый из формующих инструментов содержит соответствующую первую формующую поверхность и соответствующую вторую формующую поверхность, при этом первые формующие поверхности взаимодействуют, при применении, для формования рисунка, а вторые формующие поверхности взаимодействуют для формования, например, одновременно, второго рисунка.
В другом аспекте изобретения предложено устройство для формования листового материала, устройство содержит пару противоположных инструментов, например, описанных выше. Инструменты, предпочтительно, перемещаются относительно друг друга, каждый из инструментов может содержать или быть снабжен формующими поверхностями, например, формующими выступами или зубьями которые могут быть выполнены с возможностью или способными входить в зацепление с формующими выступами или зубьями на другом инструменте. В вариантах осуществления, где устройство содержит пару противоположных инструментов, описанных выше, первые формующие поверхности могут содержать выступы или зубья, и геометрия и/или положение выступов или зубьев и/или разнос инструментов является таким, что выступы или зубья на одном инструменте совмещаются и/или проходят, при применении, в промежутки между выступами или зубьями на другом инструменте.
В другом аспекте изобретения предложено устройство для формования листового материала, например, устройство холодной прокатки, устройство содержит первый и второй инструменты, каждый снабженный формующими выступами, которые способны входить в зацепление с формующими выступами на другом, причем инструменты выполнены с функциональными возможностями наносить рисунок на листовой материал при применении, каждый инструмент имеет первый конец и второй конец и каждый имеет приводное средство, установленное на или в направлении к одному из первого и второго конца, другой конец свободен от приводного средства, приводное средство при применении, входит в зацепление для обеспечения приведения в действие инструментов.
Каждый из первого и второго инструмента может содержать калиброванное отверстие для приема вала.
В другом аспекте изобретения предложен формующий инструмент для формования листового материала, например для применения в устройстве, описанном выше, например, инструмент для холодной прокатки, инструмент снабжен формующими выступами, которые способны входить в зацепление с формующими выступами на другом инструменте для нанесения рисунка на листовой материал при применении, инструмент имеет первый конец и второй конец, приводное средство, установленное на или в направлении к одному из первого и второй конца, другой конец свободен от приводного средства.
Инструмент может содержать калиброванное отверстие для приема вала.
Неожиданно обнаружено, что вместо введения потенциально дестабилизирующей силы для привода вращающихся цилиндров, наличие приводного средства на одном конце вращающихся цилиндров а не на обеих, не влияет отрицательно на точность совмещения и продолжающееся совмещение снабженного рисунком листового материала, но также уменьшает стоимость вращающегося цилиндра и связанного приводного средства (двигатели, зубчатые цепи и т.д.) и время наладки.
Приводное средство предпочтительно содержит шестерни, например, прямозубые шестерни.
Способ может содержать создание на первом и втором инструментах в соответствующих вторых частях многочисленных входящих формующих элементов.
Предпочтительно придание формы содержит упрочнение листового материала во второй зоне. В особенности предпочтительным является развертывание, как способа упрочнения, способа, раскрытого в GB2450765.
Альтернативно или дополнительно придание формы может содержать рифлевание и или выдавливание рельефа листового материала во второй зоне, если придание формы во второй зоне включает в себя выдавливание рельефа, выдавливание рельефа обычно должно быть таким, которое дает рисунок, отличающийся от рисунка, созданного в первой части.
Для более глубокого понимания изобретение описано ниже, только в качестве примера и со ссылкой на прилагаемые чертежи, на которых показано следующее.
На фиг. 1 показан вид в изометрии профиля согласно изобретению.
На фиг. 1A показан вид с торца профиля фиг. 1.
На фиг. 1B показан с увеличением фрагмент профиля фиг. 1.
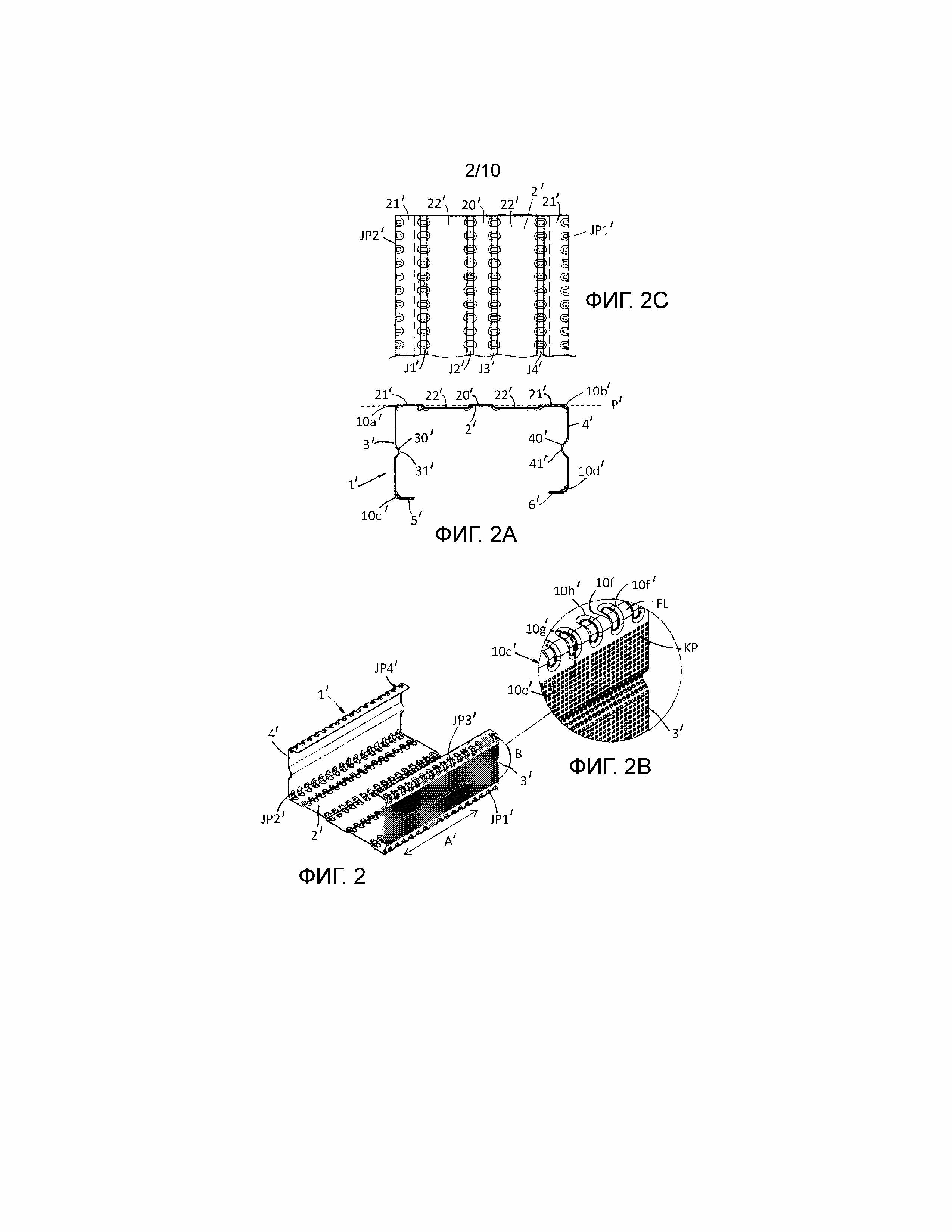
На фиг. 2 показан вид в изометрии дополнительного варианта осуществления изобретения.
На фиг. 2A показан вид с торца профиля фиг. 2.
На фиг. 2B показан с увеличением фрагмент фиг. 2.
На фиг. 2C показан вид сверху профиля фиг. 2.
На фиг. 3 показан вид сверху коробчатого профиля, выполненного из профилей согласно изобретению.
На фиг. 4 показана схема формующего устройства согласно изобретению.
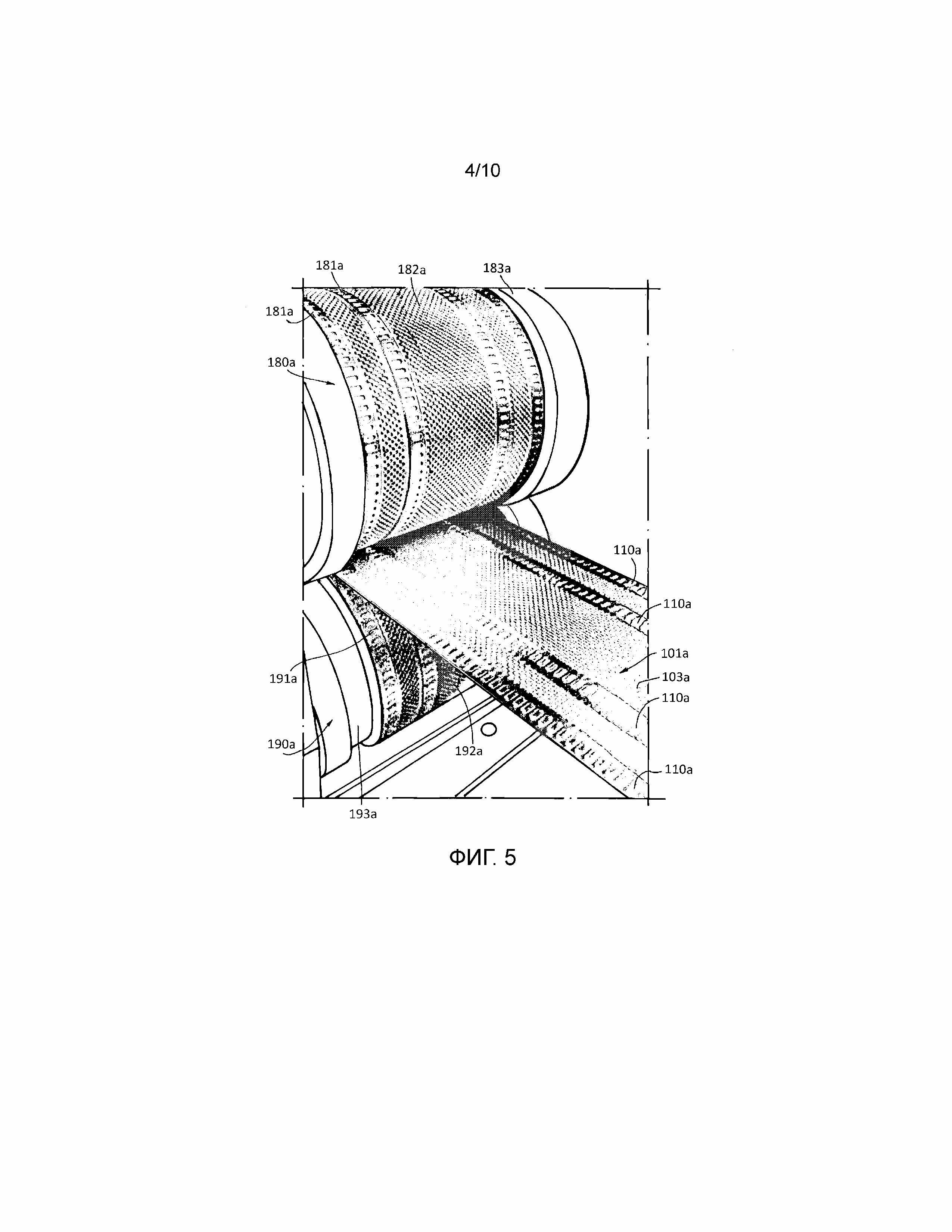
На фиг. 5 показана фотография выдавливающего рельеф оборудования согласно изобретению.
На фиг. 6 показан вид в изометрии устройства согласно изобретению.
На фиг. 6A показан с увеличением вид деталей фрагмента фиг. 6.
На фиг. 6B показан с увеличением вид деталей дополнительного фрагмента фиг. 6.
На фиг. 7 показан вид сверху профиля согласно изобретению.
На фиг. 7A показано сечение части профиля фиг. 7.
На фиг. 7B показана с увеличением часть профиля фиг. 7.
На фиг. 7C показана фотография сечения части профиля фиг. 7.
На фиг. 8 схематично показана часть стены, имеющая в составе профиль фиг. 1.
На фиг. 8A показан фрагмент стены фиг. 8.
На фиг. 9A - 9C показан испытательный стенд для проведения испытания Примера 4 с видом в изометрии испытательного стенда (фиг. 9A), вид с торца испытательного стенда (На фиг. 9B) и вид сбоку испытательного стенда (фиг. 9C).
На фиг. 10 показан испытательный стенд для проведения испытания Примера 5.
На фиг. 11A и 11B показаны графики по данным испытания примера 6 и сравнительного примера 6A.
На фиг. 1, 1A и 1B показан профиль 1. Профиль 1 показанной формы называется C-образным профилем. Профиль 1 имеет базовую часть 2, от которой проходит пара параллельных боковых частей 3, 4. Боковые части 3, 4 соответственно завершаются отогнутыми внутрь полками или краевыми частями 5, 6 которые лежат сверху базовой части 2.
Базовая часть 2 имеет нейтральную плоскость, обозначенную P на чертежах. Базовая часть 2 содержит центральную зону 20 и пару внешних зон 21. Между центральный зоной 20 и каждой внешней зоной 21 расположена часть 22 в виде канавки для обеспечения, если смотреть вдоль профиля (см. фиг. 1A), эффекта создания зубчатой формы.
Боковые части 3, 4 каждая имеет удлиненный направленный внутрь гребень 30, 40, соответственно, проходящий по их длине.
Первая боковая часть 3 имеет площадь больше, т.e. она проходит дальше от базовой части 2 в направлении ортогональном нейтральной плоскости P (и направлению главной оси A профиля 1), чем вторая боковая часть 4. Также гребень 30 первой боковой части 3 меньше гребня 40 второй боковой части 4. Вершина 31 гребня 30 расположена на одном расстоянии от базовой части 2 с вершиной 41 другого гребня 40. Причина отличий объяснена ниже. Также в объеме изобретения гребни имеют несколько отличающееся расположение по отношению к нейтральной плоскости P и/или по отношению друг к другу.
Как следствие отличающихся вылетов боковых частей 3, 4 от базовой части 1, соответствующие краевые части 5, 6 параллельны друг другу (и нейтральной плоскости P), но расположены на отличающихся расстояниях (в направлении ортогональном нейтральной плоскости P) от базовой части 2.
На каждой позиции, где часть 2, 3, 4, 5, 6 соединяется с другой частью (2, 3, 4, 5, 6) имеется соединительная часть JP1, JP2, JP3, JP4. Материал в зоне каждой соединительной части JP1-4 может быть, в целом, тоньше, чем в смежных частях 2-6. Выше и ниже в описании 'соединительная часть' в общем означает часть, которая соединяет два элемента профиля, плоскости которых образуют угол между собой больше или равный 30° (в варианте осуществления фиг. 1 угол 90° или около такой величины), а 'соединение' в общем означает часть, которая соединяет два элемента профиля, плоскости которых образуют угол между собой меньше 30°, например два элемента могут быть параллельными но неколлинеарными или некомпланарными.
Как продольная группа 10 вдоль каждой соединительной части JP1-4 расположен ряд форм, а именно, выступающих наружу выпуклостей или выступов, 10a-d соответственно. Как лучше всего видно на фиг. 1B, каждый из, по существу, идентичных выступов 10e ряда выступов 10a-d (показана часть из ряда 10c) является прямоугольным, с параллельными сторонами 10f и с главной осью 10g ортогональной главной продольной оси A профиля 1 и с закругленными концами 10h.
Как показано, каждый из выступов 10e проходит наружу от поверхности каждой из соединительных частей JP1-4 (т.e. выступы 10 расходятся радиально или проходят на расстоянии друг от друга) и является искривленным вокруг соответствующего изгиба в профиле 1 (то есть, на соответствующей соединительной части JP1-4) так что каждый выступ 10e, по существу, является L-образным. Между следующими друг за другом выступами расположены плоские площадки FL. Понятно, что каждая из центральной зоны 20 и частей в виде канавки 22 и внешних зон 21 являются неколлинеарными или некомпланарный. В объеме данного изобретения профиль 1 содержит 'соединения' и/или 'соединительные части' при этом один, несколько, оба или все соединения и/или соединительные части, содержащие один или несколько выступов выдавливаемого рельефа относятся к объему изобретения.
Поверхность одной или нескольких частей 2, 3, 4, 5, 6 могут упрочнять, на ней могут выдавливать рельеф или производить рифление. Предпочтительно что по меньшей мере одна, несколько и, наиболее предпочтительно, все поверхности частей 2, 3, 4, 5, 6 являются в холоднокатаными и упрочненными, например, с применением способа, изложенного в одной из наших патентных заявок GB2450765A, EP0891234A.
Для устранения сомнений и как понятно специалисту в данной области техники, термин 'механическая обработка' (также известный, как 'механическое упрочнение') при использовании в данном документе относится к формаичной деформaции металла при температуре ниже его самой низкой температуры рекристаллизации, где деформационное упрочнение происходит в результате такой постоянной деформации. В дополнение, термин 'выдавливание рельефа' при использовании в данном документе относится к операции подъема конструкции или формы выше и/или ниже поверхности компонента с помощью высокого давления, производимого прессованием или выдавливающим действием, и включает в себя вдавливание рельефа.
Известно, что выдавливание рельефа и механическое упрочнение являются отличающимися методиками. Выдавливание рельефа включает в себя сжатие материала, в данном случае листового металла, между двумя инструментами (например, вращающимися цилиндрами) для уменьшения его толщины за его пределом прочности на растяжение в области чисто форматических деформаций; указанное является способом сжатия, в котором применяют значительную силу для сдавливания материала между двумя инструментами (например, вращающимися цилиндрами), один из которых имеет выступ (или канавку) и другой имеет канавку (или выступ) при этом профиль на инструменте (например,вращающемся цилиндре) передается на материал. В отличие от этого, упрочнение посредством формования холодногнутых профилей включает в себя формаическое деформационное упрочнение материала посредством локального вытягивания материала без сжатия. Это успешно достигается в наших вышеуказанных патентных заявках применением пар согласующихся, образующих элементы, входящие в другую деталь, вращающихся цилиндров с зубьями одного из вращающихся цилиндров, проходящими (когда цилиндры вращаются) в промежутки между зубьями на другом вращающемся цилиндре. Очевидно, что специалист в данной области техники знает и понимает, что методики отличаются и дают отличающийся эффект. Например, поскольку возникает утонение при выдавливании рельефа, способы выдавливания рельефа обычно не применяют для нагартовки или упрочнения листового материала. Другие воздействующие на поверхность способы включают в себя рифлевание и выбивание рисунка. Рифлевание включает в себя задавливание последовательности остроугольных шлицов на вращающемся цилиндре из твердой стали в заготовку, эффективно смещающее материал вбок с применением остроугольных шлицов или выступов, а не продавливание выступов через другую сторону листа. Указанное дает эффект увеличения шероховатости поверхности, например, для увеличения коэффициента шероховатости/трения поверхности, но не меняет значительно прочность или жесткость заготовки (в некоторых случаях указанное может ослаблять материал).
Поскольку одна боковая часть 3 проходит дальше от базовой части 2, чем другая боковая часть 4, создание коробчатого профиля становится простым и удобным, как описано ниже.
На фиг. 2 и фиг. 2A, 2B и 2C показан дополнительный профиль 1' изобретения.
Профиль 1' имеет базовую часть 2' от которой проходит пара параллельных боковых частей 3', 4'. Боковые части 3', 4', соответственно, завершаются отогнутыми внутрь краевыми частями 5', 6' которые лежат сверху базовой части 2'.
Базовая часть 2' имеет нейтральную плоскость, обозначенную позицией P' на чертежах. Базовая часть 2' содержит центральную зону 20' и пару внешних зон 21'. Между центральной зоной 20' и каждой внешней зоной 21' расположена часть 22' в виде канавки для обеспечения, если смотреть вдоль профиля 1' (см. фиг. 2A) эффекта создания зубчатой формы.
Боковые части 3', 4' каждая имеет удлиненный направленный внутрь гребень 30', 40', соответственно, проходящий по их длине.
Первая боковая часть 3' имеет площадь больше, т.e. проходит дальше от базовой части 2' в направлении ортогональном нейтральной плоскости P' (и в направление к главной оси A' профиля 1'), чем вторая боковая часть 4'. Также гребень 30' первой боковой части 3' меньше гребня 40' второй боковой части 4'. Вершина 31' гребня 30' установлена немного дальше от базовой части 2', чем вершина 41' другого гребня 40'. Причина создания отличий станет понятной из описанного ниже.
Как следствие отличающихся вылетов боковых частей 3', 4' от базовой части 1', соответствующие краевые части 5', 6' параллельны, но расположены на отличающихся расстояниях (в направлении ортогональном нейтральной плоскости P') от базовой части 2'.
На каждой позиции, где часть 2', 3', 4', 5', 6' соединяется с другой частью (2', 3', 4', 5', 6'), имеется соединительная часть JP1', JP2', JP3', JP4'. Материал в зоне каждой соединительной части JP1'-4' может быть, в целом, тоньше чем в смежных частях 2'-6'.
Как продольная группа 10', вдоль каждой соединительной части JP1'-4' расположен ряд проходящих внутрь выпуклостей или выступов 10a'-d' соответственно. Как лучше всего видно на фиг. 2B, каждый из, по существу, идентичных выступов 10e' из ряда выступов 10a'-d' (показана часть ряда 10c') является прямоугольным с параллельными сторонами 10f' и с главной осью 10g' ортогональной главной продольной оси A' профиля 1' и имеет закругленные концы 10h'.
Как показано, выступы 10e' проходят внутрь от поверхности каждой из соединительных частей JP1'-4' и являются искривленными вокруг изгибов в профиле 1' (то есть, на соответствующей соединительной части JP1'-4'), так что каждый выступ 10e' является, по существу, L-образным. Между следующими друг за другом выступами расположены плоские площадки FL'.
Наряду с выступами 10e' в соединительных частях JP1'-4', имеются также группы выступов 10e' вдоль каждого из соединений J1'-4' между каждой из центральной зоны 20' и части 22' в виде канавки и между каждой внешней зоной 21' и ее смежной частью 22' в виде канавки. Понятно что каждая из центральной зоны 20' и части 22' в виде канавки и внешней зоны 21' и части 22' в виде канавки являются неколлинеарными или некомпланарными. Профиль, содержащий 'соединения' и/или 'соединительные части', где оба или каждое из соединителя и/или соединительной части содержит один или несколько выступов выдавливаемого рельефа, должен относиться к объему изобретения.
Наряду с выступами 10' выдавливаемого рельефа, по существу, вся поверхность боковых частей 3' и 4' имеет рифление KP, для обеспечения шероховатости поверхности на самой дальней от оси поверхности каждой боковой части 3' и 4'. Альтернативно, каждая или любая из частей 2, 3, 4, 5, 6, может предпочтительно, быть упрочненной согласно нашим вышеуказанным патентным заявкам.
Хотя на фиг. 1 все выступы 10e обращены наружу и предусмотрены только на соединительных частях JP1-4, понятно, что выступы 10e могут быть направлены внутрь и могут быть предусмотрены на соединениях между частями 22 в виде канавки и центральной и/или внешней зонами 20, 21, как показано на фиг. 2D. Также в каждом варианте осуществления (фиг. 1, фиг. 2) может присутствовать меньше групп выступов 10. Кроме того, в каждом из вариантов осуществления фиг. 1 или 2 некоторые или все из выступов 10e, 10e' могут проходить внутрь или наружу, и некоторые или все из других наружу или внутрь. Например, выступы 10e в группе 10 могут попеременно быть направленными внутрь и наружу выступами. Альтернативно или дополнительно, некоторые или все из выступов 10e первой группы могут проходить внутрь и некоторые или все из таких выступов второй группы могут проходить наружу.
Для профиля фиг. 2 (что в равной степени применимо для профиля 1 фиг. 1), поскольку одна боковая часть 3' проходит дальше от базовой части 2' чем другая боковая часть 4', простым и удобным является создание коробчатого профиля 15', как показано на фиг. 3. С двумя профилями 1a', 1b', связываемыми при противопоставлении и упирании друг в друга, более длинная боковая часть 3a' первого профиля 1a' обладает возможностью обхватывать более короткую боковую часть 4b' второго профиля 1b', и наоборот. В данной конфигурации гребень 30a' первой боковой части 3a' первого профиля 1a' выступает в пространство, образованное гребнем 40b' второй боковой части 4b' второго профиля 1b'. Благодаря наличию группы выступов 10a'-d' на каждом профиле 1a', 1b' и взаимодействующим гребням 30a', 40b' и 30b', 40a' имеется значительное сцепление между введенными во взаимодействие профилями 1a', b', при этом обеспечено надежное удержание профилей 1a', 1b' вместе. Дополнительно или альтернативно, поскольку большие боковые части 3a', 3b' обхватывают меньшие боковые части 4b', 4a' и/или поскольку профили 1a', 1b' сцепляются с плотным прилеганием, созданный таким образом коробчатый профиль является прочным и не должен испытывать продольного относительного скольжения составляющих частей.
Профиль 1, 1' изобретения выполнен из плоского листового материала, обычно подаваемого из рулона. Ссылка дается на фиг. 4, где листовой материал 100, подаваемый из рулона (не показано), пропускают через ряд пар вращающихся цилиндров 200, 220, 230, 240. Обычно имеется больше четырех пар, и для выполнения конкретного профиля 1, фиг. 1, можно ожидать между 12 и 15 пар вращающихся цилиндров, например, 14 пар. Для выполнения двутавровой балки можно предусматривать 18 пар вращающихся цилиндров.
Листовой материал 100 вначале пропускают через пару выдавливающих рельеф вращающихся цилиндров 200, содержащих первый вращающийся цилиндр 180 и второй вращающийся цилиндр 190, вращающиеся в противоположном направлении вокруг соответствующих осей 201, 202. Выдавливающая рельеф пара 200 вращающихся цилиндров обеспечивает листовому материалу 100 выдавленный рельеф для получения листового материала 101 с выдавленным рельефом, который можно затем формовать для выполнения профиля 1 изобретения.
Проход листового материала 101 с выдавленным рельефом через следующие одна за другой пары вращающихся цилиндров 220, 230, 240 обеспечивает зубцы (20, 21) на базовой части 2, удлиненные гребни 30, 40 и отгибает боковые части 3, 4, и краевые части 5, 6.
Как можно видеть, вращающиеся цилиндры 220, 230, 240 последовательно изгибают листовой материал 101 в зоне соединительных частей JP 1-4 для формования выступов выдавливаемого рельефа в виде L-образных выступов 10e.
При том, что выше описано изготовление профиля 1 с плоскими поверхностями 2, 3, 4, возможно создание профиля с одной или несколькими рифлеными частями (как на профиле 1', показанном на фиг. 2) или с выдавленным рельефом и/или упрочненными частями. Если требуется рифленый профиль, рифлевание может иметь место выше по потоку или ниже по потоку от выдавливающих рельеф вращающихся цилиндров 200 или, альтернативно, части вращающегося цилиндра 180 (и/или 190) могут быть снабжены частями для рифлевания с внешней стороны от выдавливающих рельеф частей.
Если требуется создание профиля с упрочненными частями, например упрочненными согласно одному из способов, раскрытых в одном из GB2450765A или EP0891234A, возможно упрочнение листового материала выше по потоку или ниже по потоку от выдавливающей рельеф пары вращающихся цилиндров 200. Вместе с тем, мы предпочитаем по соображениям эффективности выдавливать рельеф и упрочнять листовой материал 100 одновременно.
На фиг. 5 показана одновременный выдавливающая рельеф и производящая упрочнение пара 200a вращающихся цилиндров. Первый, верхний (как показано), вращающийся цилиндр 180a несет многочисленные (показано четыре) проходящие по окружности ряды радиальных канавок 181a, распределенных по периферийной поверхности 182a вращающегося цилиндра 180a. Второй, нижний вращающийся цилиндр 190a имеет эквивалентные многочисленные проходящие по окружности ряды выступов 191a, соответственно распределенные так, что канавки 181a и выступы 191a взаимодействуют в работе.
Прохождение листового материала 100 между совмещенными вращающимися цилиндрами 180a, 190a обеспечивает выдавливание рельефа листового материала 100 выступами 191a посредством вытягивание и задавливания листового материала в канавки 181a на верхнем вращающемся цилиндре 180a, с формованием при этом плоского листового материала 101a с многочисленными колоннами выступов 110a выдавленного рельефа, причем одна колонна соответствует каждому проходящему по окружности ряду канавок 181a на первом вращающемся цилиндре 180a и соответствующему ряду выступов 191a на втором вращающемся цилиндре 190a.
Вне зон 181a, 191a выдавливания рельефа, каждый вращающийся цилиндр 180a, 190a несет ряд входящих формующих элементов в соответствующих зонах 182a, 192a производства упрочнения. Входящие формующие устройства на одном вращающемся цилиндре входят в зацепление с формующими устройствами другого вращающийся цилиндра так, что когда вращающиеся цилиндры 180a, 190a вращаются в противоположном направлении, входящие формующие устройства одного вращающегося цилиндра входят в пространства между выступающими формующими устройствами на другом вращающимся цилиндре, и наоборот. Упрочнение можно проводить согласно одному или несколько способам, описанным в наших указанных выше патентных заявках GB2450765A или EP0891234A и, предпочтительно, согласно EP2091674.
Для помощи в совмещении вращающихся цилиндров 180a, 190a, один вращающийся цилиндр (например, позиция 180a) может быть снабжен периферийными выступающими частями (например, позиция 183a) которые способны перемещаться в периферийных совмещенными с ними частями, образующими канавки (например,позиция 193a) на другом вращающемся цилиндре (например,позиция 190a).
Листовой материал можно формовать, получая C-образный профиль, например, описанный выше и показанный на фиг. 1.
На фиг. 6 и фиг. 6A и 6B показаны детали выдавливающих рельеф вращающихся цилиндров, согласно изобретению, с функциональными возможностями выдавливания рельефа и упрочнения листового материала, при его прохождении между ними.
На фиг. 6 показан первый вращающийся цилиндр 180b, имеющий две зоны 181b выдавливания рельефа, содержащие ряд расположенных по окружности канавок. Вне зоны 181b выдавливания рельефа вращающийся цилиндр 180b имеет три зоны 182b упрочнения, содержащие ряд входящих формующих элементов. Также показан второй вращающийся цилиндр 190b, имеющий две зоны 191b выдавливания рельефа, содержащие ряд проходящих по окружности выступов. Вне зоны 191b выдавливания рельефа вращающийся цилиндр 190b имеет три зоны 192b упрочнения, содержащих ряд входящих формующих элементов.
На фиг. 6A показан фрагмент первого вращающегося цилиндра 180b, включающий в себя часть зоны 181b выдавливания рельефа и зоны 182b упрочнения. В зоне 182b упрочнения вращающийся цилиндр 180b имеет базу или основание 185b, от которого отходят вверх многочисленные входящие формующие элементы 186b. Вращающийся цилиндр 180b имеет направление C' вдоль окружности и поперечное направление T', и созданы ряды 187b входящих формующих элементов 186b, которые проходят в направлении D' между направлением C' вдоль окружности и поперечным направлением T'.
Зона 181b выдавливания рельефа содержит полосу, имеющую поверхность 183b, которая поднята по отношению к основанию 185b вращающегося цилиндра 180b (т.e. Поверхность183b распложена радиально дальше от центральной оси вращающегося цилиндра 180b, чем основание 185b). В поверхность 183b проходит ряд канавок 184b, каждая прямоугольная с параллельными сторонами, проходящая в поперечном направлении T', и с закругленными концами.
На фиг. 6B, показан фрагмент второго вращающегося цилиндра 190b, включающий в себя часть зоны 191b выдавливания рельефа и зоны 192b упрочнения. В зоне 192b упрочнения вращающийся цилиндр 190b имеет базу или основание 195b от которого отходят вверх многочисленные входящие формующие элементы 196b. Вращающийся цилиндр 190b имеет направление C'' вдоль окружности и поперечное направление T'', и созданы ряды 197b входящих формующих элементов 196b, которые проходят в направлении D'' между направлением C'' вдоль окружности и поперечным направлением T''.
Зона 191b выдавливания рельефа содержит полосу, имеющую поверхность 193b которая поднята по отношению к основанию 195b вращающегося цилиндра 190b (т.e. Поверхность193b распложена радиально дальше от центральной оси вращающегося цилиндра 190b, чем основание 195b). От поверхности 193b проходит ряд выступов 194b, каждый прямоугольный с параллельными сторонами, проходящими в поперечном направлении T', и с закругленными концами.
В работе вращающиеся цилиндры 180b, 190b совмещены так, что входящие формующие элементы 186b первого вращающегося цилиндра 180b входят в зацепление с входящими формующими элементами 196b второго вращающегося цилиндра 190b, и выступы 194b второго вращающегося цилиндра по меньшей мере частично проходят в канавки 184b первого вращающегося цилиндра 180b.
Когда листовой материал пропускают между вращающимися цилиндрами 180b, 190b, на листовом материале выдавливается рельеф между взаимодействующими зонами 181b, 191b выдавливания рельефа, и происходит упрочнение во взаимодействующих зонах 182b, 192b упрочнения. В зонах выдавливания рельефа листовой материал зажимается между противостоящими поверхностями 183b, 193b и вытягивается в зоне выступов 194b и канавок 184b для принятия формы выступов 194b. В каждой из зон упрочнения листовой материал не входит в контакт с основанием 185b, 195b вращающихся цилиндров 180b, 190b но локально растягивается для упрочнения материала действием входящих в зацепление элементов 182b, 192b, то есть отсутствует сжатие листового материала между выступом 182b (или 192b) на одном вращающемся цилиндре 180b (или 190b) и основанием 195b (или 185b) другого вращающегося цилиндра 190b (или 180b). Другими словами, когда инструменты входят в зацепление, имеется зазор между вершинами выступов (например, позиция 182b) на одном вращающемся цилиндре (например, позиция 180b) и основании (например, позиция 195b) на другом вращающемся цилиндре (например,позиция 190b) который равен или, предпочтительно, больше базового размера листового материала, подлежащего обработке. В отличие от указанного, в зонах выдавливания рельефа такой зазор отсутствует. Выдавливание рельефа получают при посредстве соответствующих конфигураций (т.e. Поверхность183b полосы поднимается по отношению к основанию 185b, и поверхность 193b полосы поднимается по отношению к основанию 195b) в данной зоне, и поскольку имеется адекватный зазор между противостоящими вращающимися цилиндрами в зонах механического упрочнения, листовой материал упрочняется в таких зонах.
Весьма предпочтительным является получение возможности реализации каждой из отличающихся методологий формования за один проход через один комплект вращающихся цилиндров 180, 190.
Профиль 1, например, где упрочняется и формуется одна или несколько из базовой части 2, боковых частей 3, 4, краевых частей 5, 6, согласно изобретению, имеет лучшие показатели работы на сжатие, чем такой, где отсутствует группа выступов 10a-d.
Указанное является неожиданным, поскольку профиль не упрочнен в соединительных частях, но вместо этого выполнено выдавливание рельефа, которое приводит к утонению. От соединительных частей требуется выдерживать отклоняющие силы. Как следствие, можно ожидать ухудшения показателей работы на сжатие, по сравнению с профилем, который упрочнен или который вообще не обработан (с выдавливанием рельефа).
На фиг. 7, 7A, 7B и 7C показан профиль 50 согласно изобретению с группа выступов 60 вдоль каждой соединительной части JP1'', JP2'' и соединений J1ʺ и J2ʺ. Выступы 60 проходят наружу от внешней поверхности профиля 50. Хотя это не показано, один или несколько или каждая или все из поверхностей профиля 50 (снаружи от соединений Jʺ и соединительных частей JPʺ) могут быть упрочнены согласно приведенному выше описанию и/или получить рифление или иную обработку. Мы предпочитаем упрочнение поверхностей. Профиль 50 может иметь C-образную, U-образную или другую форму сечения, и характеристики листа и/или выступа (выступов), описанных ниже, являются равно применимыми для других форм сечения, форм выступов и т.д.
Группа выступов и каждый выступ 60 имеет одно или несколько из следующего: шаг P, ширину W, глубину F формы и позицию FP формы.
Шаг P является расстоянию между выступами (формами). Для листового материала с толщиной G мы предпочитаем шаг P с величиной больше в 2-20 раз базовой толщины G и предпочтительно в 5-15 раз больше базовой толщины G материала. Предпочтительно шаг P имеет величину в 6-14 раз больше базовой толщины G, и, наиболее предпочтительно, имеет величину в 8-12 раз больше базовой толщины G.
Ширину W каждого выступа 60 определяют, как расстояние между пересечением касательной α вершины верхней поверхности 60t выступа 60 и линий, образованных между началом части основания (например, позиция193b на фиг. 6B) зоны выдавливания рельефа (например, позиция 191b на фиг. 6B) вращающегося цилиндра (например, позиция190b на фиг. 6B) при взаимодействии с листовым материалом для формования выступа 60 и плоским участком листового материала непосредственно прилегающим к борту выступа. В некоторых вариантах осуществления ширина W выступа может составлять от 0,2P до меньше P, предпочтительно, от 0,25P до 0,75P и наиболее предпочтительно, от 0,4P до 0,6P.
Глубина F формы является расстоянием между первой поверхностью 60f листового материала и верхней поверхностью 60t (или касательной α вершины верхней поверхности 60t, где верхняя поверхность 60t, как показано является не плоской) выступа 60. В некоторых вариантах осуществления глубина F формы имеет величину больше в 1,5-4 раза базовой толщины G материала, предпочтительно больше в 1,6-3,5 раза базовой толщины G и наиболее предпочтительно, больше в 1,8-3 раза базовой толщины G.
Позицию FP формы определяют, как расстояние по прямой между концом искривленной части выступа 60 на соединительной части JP1ʺ (или JP2ʺ) и концом искривленной части профиля 50. В некоторых вариантах осуществления позиция FP формы выступа может составлять от 0,2G до G, предпочтительно, от 0,25G до 0,75G и наиболее предпочтительно, от 0,4G до 0,6G.
В зоне соединительной части JP1ʺ (или JP2ʺ) выступ 60 может быть искривленным. Такой искривленный выступ 60 может иметь внутренний радиус IR кривизны и наружный радиус ОR кривизны. В некоторых вариантах осуществления внутренний радиус IR кривизны выступа может составлять от 0,2G до G, предпочтительно, от 0,25G до 0,75G и, наиболее предпочтительно, от 0,4G до 0,6G. Наружный радиус кривизны может иметь величину IR+G.
Вследствие характера выдавливаемого рельефа листовой материал растягивается при формовании выступов 10. Полученная в результате толщина RT (например, измеренная в направлении линии XX-XX на фиг. 7C, линии под углом 45° к главной оси листового материала) составляет, предпочтительно, от 0,9G до 0,55G, где F составляет от 1,8 до 3G. Поскольку листовой материал зажимается в процессе выдавливания рельефа между входящим и охватывающим формующим элементом, толщина листа в зоне верхней поверхности, 60t (т.e.,измеренная в направлении перпендикулярном главной оси листового материала) остается неизмененной, или по меньшей мере, по существу, неизмененной, и отсутствуют изменения физических свойств листа в данной зоне. Таким образом, утонение испытывают части в виде полок каждого выступа 10, как следствие операции выдавливания рельефа.
Характеристики, описанные выше и показанные на фиг. 7, являются в равной степени применимыми к одному или нескольким из других вариантов осуществления. В каждом описанном выше случае (и предпочтительно каждом варианте изобретения) предусмотрены плоские площадки FL между следующими один за другим элементами группы. В зоне плоских площадок листовой материал остается по меньшей мере, по существу, неизмененным.
На фиг. 8 показаны многочисленные профили 1 стоек в вертикальной ориентации, установленные между верхней и нижней горизонтальными направляющими (позиции UT и LT, соответственно) с кусками гипсокартона PB, упирающимися в первую боковую часть 3 и вторые боковые части 4. Как показано, по меньшей мере на некоторых из профилей 1 стоек кромка куска гипсокартона PB1 совмещена с продольным гребнем 30, который может обеспечивать визуальное определение направления для монтажника. Кромка дополнительного куска гипсокартона PB2 поставлена в упор с кромкой куска гипсокартона PB1, для образования, при этом, части каркасной стены SW. Вследствие увеличенного сопротивления сжатию, обеспеченного выступами 10a-d, боковые части 3, 4 гораздо меньше подвержены изгибу, чем базовая часть 2, когда гипсокартон PB1 (и/или дополнительный кусок PB2) крепят к профилю 1. Данное дает эффект уменьшения вероятности явления, известного как ʺступенчатость картонаʺ. Одну или обе направляющих LT, UT можно выполнять с выступами 10 согласно изобретению. Одна или некоторые или все части каждого профиля снаружи соединительных частей (или соединений, если присутствуют) могут быть холоднокатаными и упрочненными, снабженными выдавливаемым рельефом, рифлением, выбитым рисунком и т.д. Мы предпочитаем выполнение механического упрочнения по меньшей мере некоторых из таких частей (и предпочтительно каждой), например, как раскрыто в наших указанных выше патентах (EP0891234 или EP2091674, предпочтительно, последнем), и описано выше и показано на фиг. 5 и 6.
Для демонстрации увеличения предела прочности при сжатии проведена следующая серия испытаний.
Пример 1
Для испытания жесткости одной стеночной части профиля 1 изобретения нагружали и измеряли отклонение одной из стеночных частей 3 или 4 профиля согласно изобретению. Профиль имел следующие характеристики: ширина 63 мм, высота стенки 32 и 34 мм. Базовая толщина G составляла 0,5 мм, выступы имели шаг P 5 мм, и каждый имел длину 7 мм и ширину W 2,5 мм, глубину F формы 1 мм и RT 0,4 мм.
Испытание позволяло вычислять жесткость. Мы называем указанное Испытанием одной ветви.
Сравнительный Пример 1
Профиль идентичного размера и длины но без выступов 10 изобретения испытывали идентичным способом.
Результаты показаны в таблице 1.
Таблица 1. Данные испытания в один этап для Примера 1 и сравнительного Примера 1
Данные в таблице 1 демонстрируют, что жесткость профиля 1 изобретения является практически идентичной жесткости профиля известной техники. Данное является неожиданным результатом, поскольку утонение материала, полученное в результате выдавливания рельефа, давало основания ожидать, что жесткость должна быть уменьшенной в профиле 1 изобретения.
Пример 2
Для испытания жесткости обеих стеночных частей профиля 1 изобретения обе стеночные части 3 или 4 испытываемого изделия, идентичного описанному в Примере 1, были нагружены и было измерено отклонение, мы называем данное Испытанием двух ветвей. Испытание позволяло вычислять жесткость.
Сравнительный Пример 2
Профиль идентичного размера и длины но без выступов 10 изобретения испытывали идентичным способом.
Результаты показаны в таблице 2.
Таблица 2. Данные испытания двух ветвей для Примера 2 и сравнительного Примера 2
Данные таблицы 2 демонстрируют, что отклонение профиля и жесткость профиля 1 изобретения, по существу, больше, чем у профиля известной техники. Указанное является неожиданными результатами, не в самую последнюю очередь вследствие ясной идентичности при Испытании одной ветви и вследствие изменения материала, полученного в результате выдавливания рельефа, должны предположить, что жесткость должна быть уменьшенной в профиле 1 изобретения. Мы считаем, что данное показывает значительное улучшение в сравнении с известной техникой.
Пример 3
Мы проводили некоторые сравнительные испытания на образце стойки 1, имеющей 'наружные' выступы 10 согласно фиг. 1 (Пример 3A) и образце стойки 1', имеющей 'внутренние' выступы 10' согласно фиг. 2 (Пример 3B). Каждая из стоек 1, 1' базовую стенку 2, 2' в 70 мм, первую боковую стенку 3, 3' в 34 мм, вторую боковую стенку 4, 4' в 32 мм и отогнутые внутрь края 5, 5', 6, 6' в 6,5 мм.
Обе стойки 1, 1' имели одинаковое число и группу выступов 10, 10' (группа показана на фиг. 1, где выступы есть на каждой из соединительных частей JP1 (JP1')-JP4 (JP4').
Были определены момент инерции и момент сопротивления сечения каждой из стоек 1, 1'.
Сравнительный Пример 3
Профиль идентичного размера и длины, но без выступов испытывали идентичным способом.
Результаты показаны в таблице 3.
Таблица 3. данные, показывающие момент инерции, (I) и момент сопротивления сечения, (Z).
Можно ясно видеть, что момент инерции, I (показатель сопротивления изгибу) выше в обоих примерах изобретения на величину между 4 и 10%, и момент сопротивления сечения от 2,5 до 7% (оба в направлении y).
Оба результата показывают, что профиль, выполненный согласно изобретению жестче, чем профиль, выполненный согласно существующей технике.
Для дополнительного испытания показателей работы профилей изобретения, мы проводили некоторый дополнительные испытания.
Пример 4
Мы проводили серию трехточечных испытаний на изгиб на многочисленных образцах профилей, выполненных согласно изобретению и формованных согласно фиг. 1 и Примеру 1. Пары профилей с длиной 2,2 м устанавливали, как показано на фиг. 9A - 9C, и нагрузку прикладывали в средней точке пар профилей.
Сравнительный Пример 4
Пара профилей одинаковых размеров, но без выступов, была испытана способом, одинаковым с изложенным в Примере 4.
Результаты (среднее из 3 испытаний в каждом случае) показаны в таблице 4.
Таблица 4. Данные трехточечного испытания на изгиб для Примера 4 и Сравнительного примера 4
Результаты очевидно демонстрируют, что профиль изобретения работал лучше по показателю способности сопротивления отклоняющим силам, чем профиль известной техники.
Пример 5
Мы решили дополнительно исследовать показатели работы на сжатие одной ветви с установкой серии профилей изобретения на испытательном стенде, как показано на фиг. 10. Профили изобретения были выполнены согласно профилям Примера 1 и фиг. 1.
Сравнительный Пример 5
Мы испытывали серию профилей известной техники, имеющих одинаковые размеры с профилями Примера 5, но без выступов.
Результаты (среднее из четырех испытаний в каждом случае) показаны в таблице 5.
Таблица 5. Данные испытания одной ветви для Примера 5 и Сравнительного Примера 5
Данные результаты демонстрируют, что когда величину сжатия увеличивают (в противопоставлении Примеру 1), профиль изобретения показывает лучшие показатели работы, чем известная техника.
Пример 6
Для исследования показателей работы профиля изобретения построили серию каркасных стен, стены имели высоту либо 3,6 м (Пример 6A) или 4,2 м (Пример 6B). Каждая стена содержала верхний и нижний направляющий профиль длиной 3,6 м, между которыми установлены через равные интервалы 7 стойки, выполненные из профилей согласно изобретению.
Для примера 6A один слой гипсокартона был прикреплен с каждой стороны созданной таким образом рамы для создания каркасной стены высотой 3,6 м и шириной 3,6.
Для примера 6B двойной слой гипсокартона был прикреплен с каждой стороны созданной таким образом рамы для создания каркасной стены высотой 4,2 м высотой и шириной 3,6 м.
Каждую стену подвергали воздействию положительного давления, приложенного равномерно по поверхности стены, давление увеличивали с приращениями 50 Н/м2.
Сравнительный Пример 6
Две идентичных стены построили из профилей существующей техники, которые имели одинаковые характеристики, но не имели выступов выдавленного рельефа изобретения.
Результаты показаны в таблице 6 и в виде графика на фиг. 11A (стены высотой 3,6 м) и фиг. 11B (стены высотой 4,2 м).
Таблица 6. Данные показателей работы стены для примера 6 и Сравнительного Примера 6
Данные демонстрируют, что профиль изобретения работает лучше в конструкции стены, чем профили известной техники.
Кроме того, в дополнительном испытании было обнаружено, что ступенчатость картона была значительно уменьшена в профилях изобретения по сравнению с профилями известной техники.
Также объем изобретения предусматривает группу выступов 10 на каждый вершине неколлинеарных частей профиля 1 или любого другого профиля. Кроме того, выступы 10 могут быть предусмотрены на одной вершине неколлинеарных частей профиля (или профиля 1) или фактически на многочисленных вершинах.
Выступы 10 на профиле 1 проходят наружу, что является предпочтительным, поскольку мы считаем, что это дает улучшенные показатели работы. Некоторые или все выступы в одинаковых или отличающихся группах (10a-d) могут проходить внутрь. Кроме того, выдавливание рельефа может быть выполнено с применением формующего вращающегося цилиндра (например, вращающегося цилиндра 180 или 190), который несет формующие устройства, и ровного вращающегося цилиндра (например, другого из вращающихся цилиндров 190 или 180), причем объединенное действие обоих обеспечивает формование выступов 10a-d. Выступы могут иметь любую форму. Мы предпочитаем выдавленные рельефные выступы с формой, имеющей главную ось, которая не параллельна главной оси профиля, поскольку указанное приводит к более существенному улучшению показателей работы.
Мы предпочитаем профили, в которых выполнено оба, выдавливание рельефа, то есть выдавливание рельефа для образования выступов 10, и упрочнение. Инструменты, которые могут выполнять обе операции одновременно на листовом материале, являются предпочтительными. В предпочтительных операциях и инструментах, выдавливание рельефа и зоны выдавливания рельефа (и последующие выдавливания рельефа) связаны в поперечном направлении заготовки или листового металла, посредством упрочнения и зон упрочнения (и последующими упрочненными зонами), причем в направлении работы инструмента листовой материал имеет соответствующие зоны выдавливания рельефа и упрочненные зоны.
Выступы вдавливаемого рельефа могут иметь шаг 3 мм или больше. В некоторых вариантах осуществления в направлении вдоль группы выступов от 30-70% расстояния занято шириной W выступов. Шаг выступов в группе на одной соединительной части может отличаться от шага выступов на другой соединительной части на одном профиле.
Профиль 1 может иметь другие формы. Профиль может создавать решетку для подвесного потолка или другой каркас или сборные элементы. Например, профиль может иметь I-образную, Z-образную, W-образную или другую форму сечения, например, коробчатое сечение или другую трехмерную форму, регулярную, нерегулярную или, иначе, сложную. Можно предложить профили из стали толщиной до 3 мм.
Реферат
Изобретения заявленной группы относятся к обработке металлов давлением и могут быть использованы для изготовления металлических профилей для каркаса. Профиль содержит соединенную на первой части вторую часть. Причем первая и вторая части являются неколлинеарными. Соединительная часть содержит проходящие поперечно группу поднятых или заглубленных форм или группу выдавленного рельефа с плоскими площадками между ними и с определенным шагом между ними в зависимости от толщины плоских площадок. Улучшается качество профилей за счет повышения их прочности. 2 н. и 16 з.п. ф-лы, 6 пр., 11 ил.
Комментарии