Способ изготовления заготовки оптического волокна - SU1145923A3
Код документа: SU1145923A3
Описание
Изобретение относится к способам изготовления заготовок оптических волокон И9 силикатного стекла. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления заготовки оптичесвйэго волокна путем ввода стержня из кварцевого стекла в трубку из кварцевого стекла с последующим нагревом комплекта до температуры сплавления 1. Однако заготовки, полученные известным способом, имеют пустоты и инородные вещества. Эти пороки, особенно пустоты, вызьшагот опти ческйе потери, обусловленные рассеянием света, в полученном оптическом волокне . Целью изобретения является улучшение качества волокна . Поставленная цель достигается тем, что согласно способу изготовления заготовки оптического волокна путем ввода стержня из кварцевого стекла в трубку из кварцевого стекла с последующим нагревом комплекта до температуры сплавления в зазор между стержнем и трубкой подают киспород и агент для обработки поверхности стекла в газообразной состоянии образующий в присутствии кислорода вещество, имеющее температуру кипени или возгонки не более, чем темпер.ату ра сплавления комплекса, и содержащи по крайней мере, один элемент из группы: бор, фосфор, галоген, сера, мышьяк, фтор, причем содержание водо рода в нем не превышает 1%. Для изготовления оптических волокон со значительно уменьшенными поте рями на рассеяние стержни и трубки Предпочтительно, очищают перед их обработкой , например плавиковой кислотой с последующей промывкой чистой водой. Такая обработка и промывка могут быть выполнены в сочетании с ультразвуковой . Стержень вставляют в трубку ii пр пускают средство для обра.ботки повер ности стекла и кислород через зазор между стержнем и трубкой,нагреваемыми в сборе ;при высокой температуре, в результате чего происходит обработка поверхностей стержня и трубки (при низкой температуре поверхности не будут удовлетворительно обработа ны). Обработку поверхностей производя при температуре около , предпо тительно oKQjjio 1;000 С, ,а более предпочтительно около 1200С. Температу-. ру обработки поверхностей выражают как температуру наружной поверхности трубки. .Обработка может быть проведена и при более высокой температуре при условии, если стержень и трубка не размягчены или деформированы, но предпочтительными температурами являются температуры примерно до 1900 С, поскольку более высокие температуры могут существенно изменить количество и распределение легирующего вещества (если оно есть) в стержне или трубке. Собранньй из стержня и трубки комплект молсет быть нагрет любым способом , например путем медленного возвратно-поступательного или повторного перемещения источника тепла, такого как кислородно-водородное пламя, параллельно центральной оси стержня с одновременным вращением комплекта вокруг оси. Этот способ нагрева осо-, бенно предпочтителен при осуществлении предлагаемого способа. Источник тепла перемещают предпочтительно со скоростью примерно 10-500 мм/мин, а более предпочтительно 50-300 мм/мин, с одновременным вращением комплекта со скоростью примерно 10-100 об/мин, в результате чеГо трубка и стержень . могут быть полностью нагреты до заданной температуры равномерно по окружности в том месте, где они нагреваются источником тепла. Средства, используемые для обработки поверхности стекла, должны удовлетворяггь ел еду кнцимтребованиям: содержание в них водорода не должно быть более 1% по весу , вещества, образующиеся из них в присутствии кислорода при высокой температуре, должны иметь тёмпе{)атуру кИпения или возгонки не выше температуры, необходимой для сжатия трубы. При использовании агентов для обработки поверхности стекла с содержанием водорода более 1% по весу группы ОН во время обработки внедряются в противолежащие поверхности стержня и трубки, вызывая увеличенные потери на поглощение и, следовательно затрудняя изготовление оптических волокон с малыми потерями. Чем ниже содержание водорода в агенте для обработки поверхности стекла, тем меньше потери на поглощение, обусловленные присутствием Групп ОН.
Поэтому используемые согласно предла1аемому способу агенты для обработки поверхности стекла предпочтительно имеют содержание водорода не более 0,1% по весу.
Агенты для обработки поверхности стекла при нагревании до высокой температуры в присутствии кислорода не должны-образовывать вещество с температурой кипения или возгонки более высокой, чем температура, необходимая для сжатия трубки, так как в противном случае осевший на противолежащих поверхностях стержня и /трубки продукт остается на границе разделамежду ними после сжатия трубки и увеличивает количество дё фектов и пятен с 1енормальным показателем преломления на границе раздела , вызываюгдих повышенные потери на рассеяние. Таким образом, продукт должен быть почти полностью испарен, по крайней мере, пока трубку сжимают путем подвода тепла.
Температура, необходимая для ежатия трубки - это температура, при которой трубку сжимают для обеспечения термического сцепления стержня и трубки друг с другом (для си.1т1икатного стекла - примерно 1900-2300С).
Для полного испарения продукта используют такие агенты для обработки поверхности стекла, которые дают продукт, имеющий температуру кипения или возгонки более низкую, чем температура сжатия, например, крайней мере, на . Проведенные исследования показали, . что отсутствие дефектов на границе раздела между стержнем и трубкой после обработки их поверхностей предлагаемым способом обусловлено следующими причинами. . При пропускании агента для обработки поверхности стекла в виде газа и кислорода через зазор между стержнем и трубкой, нагреваемыми при высо кой температуре, вещество, только что образовавшее в присутствии кислорода при -высокой температуре, равномер но внедряется в противолежащие поверхностные слои стержня и трубки вследствие диффузии, растворения, хи мической реакции со стеклом и т.д.,. в результате чего тонкий поверхностный слой стержня и трубки модифицируется в слой СтекЛа, содержащий это рсщество (продукт) . Следовательно,
модифицированные поверхностные слои стержня и трубки приобрет.чют бшюо близкое химическое сродство друг с другом или пониженную вязкость, и при сжатии трубки после обработки поверхностей получается удовлетворительная поверхность раздела, свободная от дефектов, таких как пустоты, вызывающих потери на рассея..и.
Кроме того, некоторые агентов для обработки поверхности очипщют противолежапще поверхностные слои стержня и трубки в соответствии с иным механизмом действия.
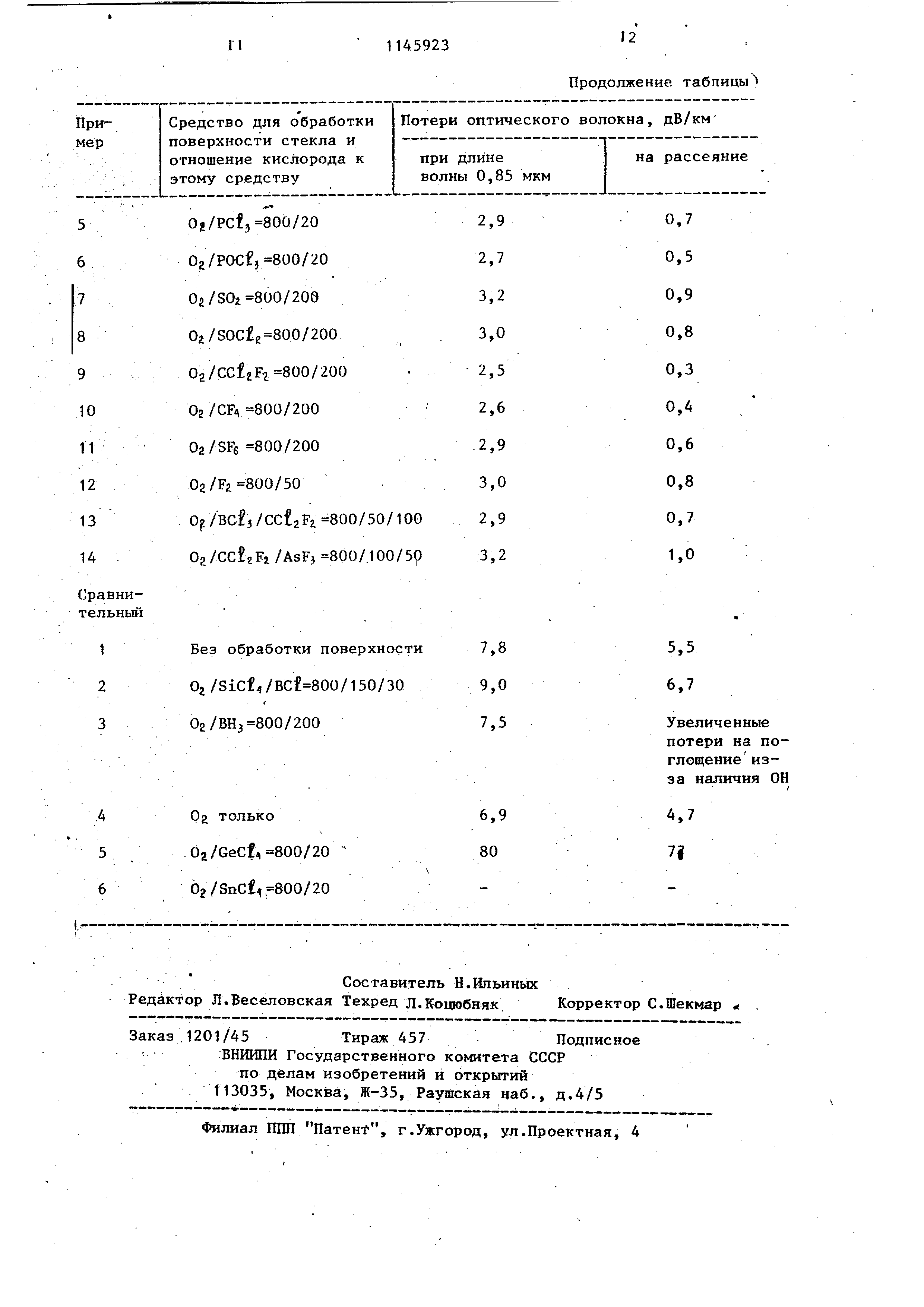
При этсм механизме действия веDiecTBO , образованное из агента для обработки поверхности на нагретом участке комплекта, нагреваемого движущимся источником тепла, не осаждается на нагретом участке, а проходит дальше, к низкотемпературному участку , где и осаждается на поверхностях стержня и трубки. При этом nocropiH- неё вещество, если оно есть.на поверхности , заключается в осадок. К iда движущийся источник тепла достигает низкотемпературного участка, продукт на поверхностях под воздей .ствием высокой температуры испаряется , в результате чего постороннее вещество также отделяется от поверхности под воздействием давления при испарении продукта и уносится вместе с паром вниз по направлению движелородом , то предпочтительно, чтобы используемые агенты для обработки поверхности стекла имели такое давление ния. Вместе с перемещением источника тепла это явление повторяется и посторон«ее вещество постепенно перемещается по направлению движения вниз, в результате чего оно в конечном итоге удаляется с поверхностей стержня и трубки. . Некоторые другие типы средств для обработки поверхности очищают противолежащие поверхностные слои стержня и трубки, оказывая на них травящее действие, в результате чего получаются чистые поверхностные слои, кото рые приобретают химическое сродство друг с другом вследствие внедрения веществ. Поскольку обработку поверхностей осуществпяют в соответствии с предлагаемым способом путем пропускания газообразного агента для обработки поверхности стекла в сочетании с киспара , при котором они способны течь в виде газа, т.е. смешиваться при температуре обработки поверхностей с кислородом. Кроме того, если средства для обработки можно транспортировать в смеси с кислородом при низких теьшературах, то трубопровод для газовой смеси можно легко теплоизоли ровать, чтобы предотвратить отпотевание , С этой точки зрения предпочти тельно использовать агенты для обработки поверхности, имеющие достаточное давление пара при низких темпер.а , а более конкретно - по крайне мере 10 мм рт.ст. при . Так как вещество, образу сщееся из агента для обработки поверхности, внедряется при обработке поверхностей в соответствии с предлагаемым способом в стержень и трубку, то нежелательно , чтобы средство для обработки поверхности содержало элемент, проявляющий характерное свойстве поглощения при длине волны (или близкой к ней) света, подлежащего пропусканию через полученное оптическое волокно. Если агенты, используемые для обработки поверхности стекла, удовлетворяют указанным выше требованиям, тозо их элементарньш состав и химическую структуру особенно не ограничивают. Предпочтительно использовать та .киё агенты для обработки поверхности стекла, которые дают продукты, способные стабильно, находиться в скли катных стеклах стержня и трубки, например стекломодифицирующие окислы. Которые не обладают способностью к стеклообразованию, но могут стабильно находиться в каркасе стекла, куда их вводят для модификации характеристик стекла. Конкретными примерами агентов для обработки поверхности стекла.являются BFj , BCt,, BBr , BJj , BHF , BHClj, B(CH}0), и подобные соединения бора, PCti, РВгг , PJi , PFj , PCfj , PBrj , PJj ,. PFjj-, Pcfs, PBrj, PJs и подобные галоидные соединения фосфора Р0с и| подсбные хлор окиси фосфора; ) (PNGfj),, (PNGfj)s;, ,(PNCli)« ,(PNei,), - . - . и подобные фосфонитрнлхлориды AsF, AsClj , AsBrj , AsFj и подобные галоидные соединения мышьяка SbiFj SbCf SbBrj , SbPjr , SbGl ч подобные галоид ные соедниекия сурьмы SjFjt , , SjBrz , SFa , iSeii, 3F, , SFe и. подобны галоидные соединения серы SQji и подобные соединения серы, SOFj, , SOCI(i, SOBra, SOaFg, SOiCtij 80г(ОН)Р, SzOfCTf, 50г(ОН)с1, SO(OH)F и подобные оксигалоидные соединения, SeFi«, SeFff , SeCfj, SeCt, , SejEr , SeBr.,- и подобные галоидные соединения селена, CClzFz, CGljF, CClFj и подобные углеродистые хлорофтористые соединения. СГ(,СС11(,СБгл, и подобные углеродные Четырехгалоидные соединения; ctiO,.CfOg и подобные галоидные соединения кислородаJ GIF, GIF,., BrF, BrFii и подобные соединения галогенов j , Fj , Brj и подобные галогены и т.д. Эти соединения могут быть исполь зованы поодиночке или в виде смеси , по крайней мере, двух из них. Вещества, имеющие содержание водорода вьше 1% по весу, должны быть смешаны с другими веществами. Однако содержание водорода в смеси должно быть не выше 1% по весу. Предпочтительно в качестве средств для обработки поверхности стекла использовать ЪС1, BFj , ВВгз , , PF3 , POCtz, CcSiF} , CGiFf , F , SFj , и т.д. Агент для обработки поверхности стекла подают в виде газа к зазору между стержнем и трубкой в смеси с кислородом в соотношении .предпочтительно 0,1-200 ч. (здесь и ниже по объему) более предпочтительно 0,5-100 ч. особенно предпочтительно 1-50 ч. средства для обработки на 100 ч кислорода. Удовлетворительные результаты могут быть получены путем обработки тонких поверхностных слоев стержня и трубки. Время, необходимое для обработки поверхностей, изменяют в зависимости от общего давления и расхода газовой смеси обрабатывакицего средства с кислородом, концентрации обрабатывакицего средства в смеси, и т.д., причем, чем .-Bbmie общее давление и расход и вьщ1е концентрация средства, темКороче время .обработки. При использовании газовой смеси, содержащей «коло 0,1-1000 ч. обрабатывающего средства на 100 ч кислорода, дри общем давлении примерно 100-5000 мм рт .ст. и примерно 20-5000 мл/мин в сочетании с движущимся источником тепла источник теПла перемещают повторно или возвратно-постуяательно требуемо число раз (обычно 1-100 раз) 7 11 со скоростью в упомянутых ранее пре делах . При использовании других нагрева тельных средств, например неподвижного типа, таких как электрическая печь, в которой собранный комплект нагревают целиком, обработку поверх ностей проводят в течение времени, эквивалентного общему времени, в те чение которого собранный комплект н гревают посредством упомянутого выше подвижного источника тепла при температуре, достаточной для обрабо ки поверхностей. При осуществлении предлагаемого способа предпочтительно используют газовую смесь, содержащую примерно 0,5-200 ч., а более предпочтительно примерно 0,5-100 ч. об13абатывающего агента на 100 ч, кислорода, при общем давлении примерно 500-1000 мм рт.с и расходе примерно 50-2000 мл/мин в сочетании с подвижным источником тепла, причем источник тепла переме щают со скоростью в упомянутых ране пределах 1-20 раз.. Стержень и трубку с обработанными поверхностями соединяют затем друг с другом обычным образом, например , нагребая трубку примерно при 1900-2300 С кислородно-водородным пламенем Или подобным источнико тепла при одновременном вращении ;; стержня и трубки, расположенных кон центрично относительно друг друга, с тем чтобы сжать трубку, воздействуя на нее теплом и пламенем, и обеспечить термическое сцепление трубки со стержнем. Таким образом м жет быть изготовлена заготовка для получения оптического волокна. Из заготовок, изготовленных предлагаемым Способом, могут быть получены оптические волокна обычным способом, например вытягиванием заготовки со скоростью примерно 10100 м/мин до наружного диаметра при мерно 100-200 мкм при одновременном нагреве за:готовки в электрической цепи. Стержень и трубка подвергнутые обработке поверхностей в соответствии с предлагаемым способом,.могут быть удовлетворительно соединены цруг с другом, в результате чего получают заготовку оптического вопокна , имеющую значительно меньше дефектов на гра1шце раздела,чем заготовка , полученная известйым способом. Пример 1. Подготавливают трубку длиною 80 см с внутренним диаметром 15,4 мм, состоящую из несущей трубки из силикатного стёкла с Пр 1,4585, имеющую наружный диаметр 20 мм и толщину 1,5 мм. Плакирующий слой толщиною 0,8 мм образован на внутренней поверхности несущей трубки и состоит из силикатного стекла с Пд° 1,4485, легированного бором и фтором. Трубку используют, сразу же после подготовки. Стержень с наружным диаметром 8 мм, изготовленный из силикатного стекла высокой чистоты (п 1,4585) промывают по поверхности 30%-ной (по весу) плавиковой кислотой, затем основательно промывают в чистой воде с использованием ультразвука и вставляют концентрично в трубку.,В зазор между стержнем и трубкой непрерьшно подают с расходом 800 мл/мин смесь кислорода с газом ЗС12упри Ог/ВС э 800/20 (здесь и ниже - объемное соотношение) и общем давлении 760 мм рт.ст. при комнатной температуре с одновременным вращением стержня и трубки вокруг центральной оси со скоростью 60 об/мин. Одновременно с этим, чтобы нагреть собранный комплект с целью обработки поверхностей параллельно трубке перемещают возвратно-поступательно 10 раз со скоростью 100 мм/мин кислородно-водородное пламя. Наружная поверхность трубки на участке, где она нагрета пламенем , имеет температуру около 1500С, которую измеряют с помощью инфракрасного термометра. - тт При непрерывном одновременном вращении стержня и трубки вокруг оси со скоростью 60 об/мин после обработки поверхностей трубку нагревают кислородно-водородным пламенем до , что обеспечивает ее сжатие, в результате чего получают промежуточную заготовку с наружным диаметром 17 мм. Для корректировки наружного диаметра на промежуточную заготовку наревают трубку из силикатного стекла с диаметром 25 мм толщиною 1,5 мм, после чего трубку сжимают так, как описано выше, и получают заготовку оптического волокна, имеющую наружный диаметр 2О,5 мм. Заготовку затем сплавляют кислородно-водородным пламенем до откорректированного иаружногр диаметра 20 мм. 9 . 1145 После этого заготовку вытягивают со скоростью 30 м/мин с /одновремен ным нагреванием ее при в печи сопротивления, в результате полу .чают оптическое волокно с диаметром сердцевины 60 мкм, толщиной плакирующего слоя 15 мкм и наружным диаметром 150 мкм. Волокно предварительно покрывают уретановой смолой, а затем поверх предварительного слоя покрывают защитным слоем найлона. Указанным образом наружньй диаметр оптичес кого волокна доводят до 0,9 мм. Полученное оптическое волокно характеризуется очень низкими, потерями tcM.таблицу). Потери на рассеяние определяют из характеристической кривой потерь в соответствии с методом индикации X при котором величину, обратную четвёртой степени длины Л волны откладывают по оси абсцисс, а полные поте ри (дВ/км) в волокне - по оси ординат , причем принимают в качестве потерь на рассеяние полные потери (дВ/км) при бесконечно большой длине волны, которую определяют путем экстраполирования линейного участка кри вой в диапазоне длин волн от 0,650 ,85 мкм до бесконечно большой длины волны. Такое значение потерь, не зависит от длины волны, и его обычно принимают: за показатель потерь на рассеяние. Примеры 2-8 и сравнит.ельны примеры 1-3. Повторяют описанные в примере 1 операции по изготовлению заготовок и оптических волокон, одна ко средства для обработки поверхности стекла смешивают с кислородом в других соотношениях (см.таблицу) и кроме того, в сравнительном примере не проводят обработку поверхностей. Стержни и несущие трубки, имеюир е плакирующий слой, по размерам и показателю преломления анапогичны использованным в примере 1. 3 сравнительном примере 2 вещество , -образовавшееся при обработке поверхностей , остается на границе раздела между стержнем и трубкой (не испаряется при сжатии трубки). Характеристики потерь изготовленных оптических велокон приведены в таблице. Примеры 9-14и ср авнительные примеры 4-6. Повторяем описанные в примере 1 операции по изготовлению заготовок и оптических волокон, однако плакирующий слой выполняют из легированного бором силикатного стекла с ,4510, и средства для обработки поверхности стекла смешивают с кислородом в других соотношениях (см.таблицу). В сравнительном примере 5, как и в сравнительном примере 2, вещество, образовавшееся при поверхностной обработке , остается на границе раздела между стержнем и трубкой. Ктэоме того, в сравнительном примере 6 имеет место неудовлетворительное термическое сцепление трубки со стержнем во время сжатия вследствие осаждения SnOg. Характеристики потерь изготовленных оптических волокон приведены в таблтиие. Как видно из таблицы, оптические волокна, изготовленные по примерам 114 , имеют более низкие потери на рассеяние , чем оптические во/гокна, изготовленные по сравнительным примерам 1-6, т.е. при использовании предлагаемого способа достигается удовлетворительное соединение стержня и трубки.




Реферат
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА путем ввода стержня ИЗ кварцевого стекла в трубку ИЗ кварцевого стекла с последуютим нягревом комплекта до температуры сплавления, отличающий с я тем, что, с целью улучшения качества волокна, в зазор между стержнем и трубкой подают кислород и агент дня обработки поверхности стекла в газообразном СОСТОЯНИИ, образукядий в присутствии кисло1)ода вещество, имеющее температуру кипения и.пи возгонки не более, чем температура сплавления комплекта, и содержащий, по крайней мере, ОДИН элемент из группы: бор, фосфор, галоген, сера, мышьяк, фтор, СП причем содержание водорода в нем не превьш1ает 1%.

Комментарии