Способ производства минеральных штапельных волокон - RU2056377C1
Код документа: RU2056377C1
Чертежи

Описание
Изобретение относится к производству строительных материалов и может быть использовано в легкой промышленности, химической промышленности и других отраслях народного хозяйства, производящих минеральные штапельные волокна.
Известен способ получения минеральных штапельных волокон,
согласно которому в зону волокнообразования подают материал в расплавленном состоянии с помощью стержней. Раздув расплава производят продуктами сгорания горючих газов. Такой способ получения волокон
позволяет улучшить их качество за счет возможного перегрева расплава в зоне вытяжки [1]
Однако время контактов продуктов горения с расплавом определяется долями секунды, поэтому
существенного
улучшения качества этим способом трудно достичь. Этот способ позволяет экономить за счет приноса тепла в зону волокнообразования струями расплава. Поскольку диаметр струй может быть
увеличен до 1-2 мм
производительность резко возрастает.
Недостатком этого способа получения штапельных волокон является высокий процент содержания в них неволокнистых включений, превышающий 12% Это обусловлено высоким градиентом температур в зоне волокнообразования, что приводит также к появлению микротрещин на поверхности волокон, обуславливающих ухудшение прочностных характеристик волокон.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ изготовления штапельных волокон, согласно которому из расплава
термопластичного материала
формуют струи, которые по щелям дутьевого устройства подают в дутьевой канал. По дутьевому каналу подают энергоноситель сжатый воздух, который охлаждает дутьевое устройство,
монтируемое в фидере печи,
и в подогретом состоянии раздувает струи расплава, формуя из них штапельные волокна. Способ позволяет повысить качество волокон за счет уменьшения градиента температуры в
зоне волокнообразования,
увеличивая зоны вытяжки за счет повышения давления энергоносителя и следовательно скорости вытяжки волокон [2]
Недостатком этого способа получения штапельных волокон
является отсутствие
возможности в широких пределах увеличить давление энергоносителя в дутьевом устройстве из-за возможности выхода из строя дутьевого устройства, которое, находясь в расплаве, может
приобретать
температуру 0,6-0,8 температуры расплава.
Вследствие отмеченных особенностей реализации способа качество волокон, получаемых этим способом, не является высоким. Оно может быть улучшено, особенно в направлении уменьшения неволокнистых включений. Этого можно достичь за счет увеличения скорости энергоносителя и удлинения зоны волокнообразования.
Технический результат заключается в улучшении качества волокна при одновременном увеличении производства.
Способ изготовления волокон осуществляют следующим образом.
Готовят расплав, вытягивают из него первичные волокна, торцы которых расположены на расстоянии 8-15 мм друг от друга, оплавляют лучом лазера мощностью 6 · 105-10 · 105 Вт/см2 перпендикулярно волокнам с одновременным раздувом оплавленного торца высокоскоростным энергоносителем со скоростью 3800-6000 м/с.
Предложенный способ изготовления минеральных штапельных волокон позволяет осуществить раздув оплавленных торцов волокон не горячими газами, а холодным сжатым воздухом, и увеличить время волокнообразования за счет нахождения образуемых штапельных волокон в свете луча лазера. Это позволяет, с одной стороны, повысить давление энергоносителя и за счет этого увеличить его скорость, а, с другой стороны, обеспечить стабильность температуры в зоне вытяжки. Это позволяет длину вытягиваемых штапельных волокон, уменьшить их диаметр, практически исключить образование неволокнистых включений.
Применение лазерного луча в зоне раздува первичных волокон позволяет увеличить зону формирования штапельных волокон, сохраняя при этом оптимальные условия по всей длине камеры раздува. При этом одновременно уменьшается и диаметр получаемых штапельных волокон и процент неволокнистых включений. Предложенный способ позволяет применять энергоноситель при высоких давлениях: 4-6 атм (так как энергоноcитель в процеccе формирования волокон не нагреваетcя, в результате увеличивается длина волокон за счет уменьшения их диаметра). Это приводит к получению высококачественных изделий.
Кроме того, улучшаются условия труда, что достигается за счет исключения из процесса производства высокотемпературной установки в зоне формирования штапельных волокон.
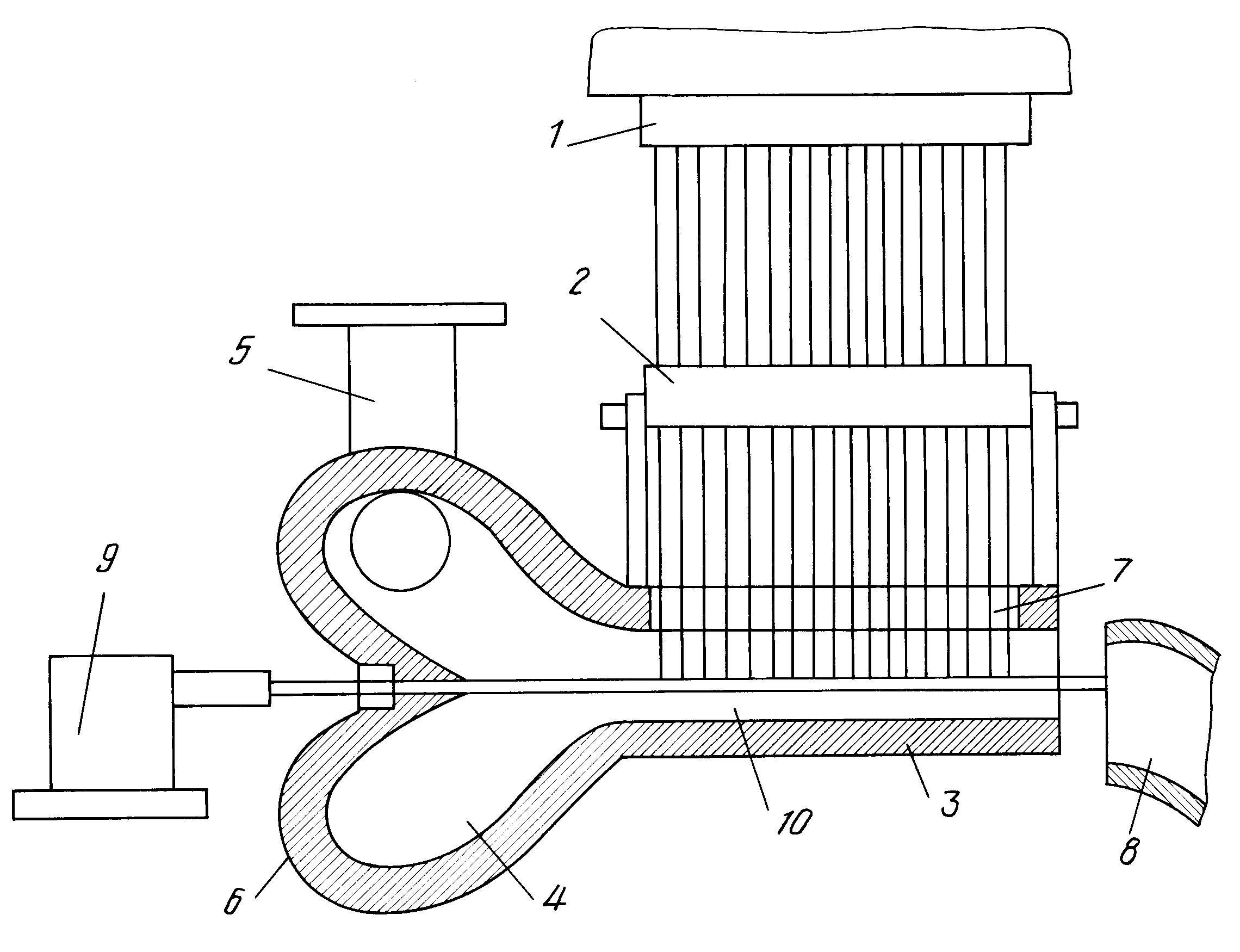
На чертеже изображена установка для изготовления минеральных штапельных волокон.
Установка включает узел 1 волокнообразования, узел 2 образования первичных волокон, камеру 3 раздува первичного волокна, снабженную полостью 4 сжатого воздуха, выполненной зауженной к зоне 5 выхода энергоносителя, а по оси зауженного сечения полости, снабженной в донной части сквозными отверстиями 6, примыкающими к зоне зауженного сечения камеры раздува, коническими отверстиями 7, полостью приема волокон 8 и источником 9 лазерного луча. Сквозное отверстие 10 в донной части камеры раздува первичного волокна 3 сцентрировано конусообразным отверстием 6.
Установка работает следующим образом. Из расплава термопластичного материала с помощью узла 1 волокнообразования формуют первичные волокна. Эти волокна с помощью узла 2 подачи их на раздув, направляются в конусообразное отверстие 6 камеры 3 раздува первичных волокон. В полость 4 приема сжатого воздуха по патрубку подвода энергоносителя 5 направляется сжатый воздух, который, проходя в зауженную часть раздувочного конусообразного отверстия 6, соприкасается с торцами первичных волокон, подаваемыми в конусообразное раздувочное отверстие через коническое раздувочное отверстие 7. Через отверстие 10 в донной части камеры раздува первичного волокна 3 от источника 9 лазерного луча когерентный луч мощностью 6 · 105-10 · 105 Вт/см2 направляют в полость конусообразного отверстия 6 таким образом, чтобы все торцы первичных волокон в этой полости были облучены.
За счет выделяемого тепла когерентным лучом все торцы первичных волокон оплавляются, а полученные капли расплава раздувают высокоскоростным потоком энергоносителя. Получаемые штапельные волокна потоком энергоносителя поступают в полость приема волокон 8. При этом зона волокнообразования увеличивается в несколько раз за счет того, что лазерный луч воздействует на образующиеся штапельные волокна на всем протяжении задувочного конусообразного отверстия 6 и в полости приема волокон. Причем температура лазерного луча на этом участке практически постоянна.
В процессе проведения экспериментов по реализации способа изготовления штапельных волокон использовалась промышленная лазерная установка типа ЛНТ-101 со следующими параметрами: длина волны λ= 1,06 мкм, режим излучения непрерывный, выходная мощность Р ) (10-80) Вт. В результате использования лазерного излучения для образования штапельных волокон из непрерывных было установлено заметное улучшение качества волокон, начиная с плотности мощности Р 6 · 105 Вт/см2, процент неволокнистых включений заметно уменьшается, длина волокон увеличивалась, диаметр уменьшался, разброс волокон по диаметру сокращался. При этом наблюдалось увеличение прочностных характеристик волокон на 15-20% Кроме того, за счет увеличения скорости движения энергоносителя процесс волокнообразования интенсифицировался, что позволило увеличить производительность процесса волокнообразования. Однако, основной прирост производительности был достигнут за счет того, что с помощью лазерного луча было оплавлено первичное волокно диаметром до 1 мм. При применении лазерного устройства с диаметром лазерного луча 3 мм можно оплавлять первичные волокна диаметром 2 мм и выше, в то время как традиционно вытягивают первичные волокна диаметром 120-200 мкм. Увеличение диаметра первичных волокон позволяет не только увеличить производительность волокнообразования, но и в узле волокнообразования заменить плавильные и платино-родиевые питатели жаростойкими.
Расчет увеличения удельной производительности выработки узла раздува первичных волокон
может быть осуществлен по формуле:
n

D диаметр первичных волокон по предлагаемому способу;
d диаметр первичных волокон в известном способе.
При D 600 мк и d 200 мкм
n

Результаты проведенных исследований волокнообразования с использованием лазерной установки ЛТН-101 приведены в таблице.
Получаемые штапельные волокна могут быть использованы как высокоэффективный тепло- и звукоизоляционный материал. Кроме того, он может быть использован как наполнитель полимер бетона при дисперсном армировании, наполнитель пластмасс. Поскольку температура в месте нагрева материала лазерным лучом может быть повышена вплоть до 10000оС этим способом можно получать штапельное волокно сверхвысокотемпературных материалов, например каолиновые волокна и др.
Реферат
Использование: в легкой промышленности, химической промышленности и других отраслях народного хозяйства, производящих минеральные штапельные волокна. Сущность изобретения: готовят расплав, вытягивают из него первичные волокна, торцы которых, расположенные на расстоянии 8 - 15 мм друг от друга, сплавляют лучом лазера мощностью 6 • 105 - 10 • 105 Вт/см2 перпендикулярно волокнам с одновременным раздувом оплавленного торца высокоскоростным энергоносителем со скоростью 3800 - 6000 м/с. Характеристики волокна: количество волокнистых включений составляет не более 1,7%, плотностью 8,3 - 9,6 кг/см3. 1 ил., 1 табл.
Комментарии