Стеклоплавильный сосуд для получения полого волокна - RU2053966C1
Код документа: RU2053966C1
Чертежи
Описание
Изобретение относится к устройствам для получения полых стеклянных волокон и может быть использовано на предприятиях по производству стеклянного волокна.
Известно устройство для получения полого стеклянного волокна, содержащее корпус, фильерную пластину с фильерами, коллектор с дном, крышкой и соплами, образующими с фильерами
кольцевые щели, на входе в которые установлены с зазором полые цилиндры с прорезями, жестко связанные с дном коллектора и соплами, причем дно коллектора выполнено с отверстиями и жестко прикреплено к
боковым стенкам корпуса и фильерной пластине, между дном коллектора и фильерной пластиной жестко установлены фиксирующие сопла элементы, а крышка коллектора выполнена выпуклой [1]
Наиболее
близким техническим решением к изобретению является стеклоплавильный сосуд для получения полого волокна, включающий сосуд, образованный боковыми и торцовыми стенками, фильерную пластину с фильерами,
сопла, установленные с зазором относительно фильер с образованием кольцевых щелей, экран и токоподводы [2]
Недостатками известных конструкций являются: деформация боковых стенок и фильерной
пластины вследствие их малой жесткости при высоких температурах эксплуатации, что приводит к уменьшению срока службы конструкции; жесткость токоподводов и их крепления, препятствующая возможности
компенсации изменения линейных размеров элементов устройства при разогреве и охлаждении; неравномерный разогрев фильерной пластины, что приводит к повышению дисперсии волокон по диаметру и их
обрывности; малая производительность устройства в связи с ограниченным количеством одновременно формуемых филаментов при получении комплексной нити заданной линейной плотности.
Целью изобретения является повышение производительности стеклоплавильного сосуда для получения полого волокна за счет увеличения количества одновременно формуемых филаментов при выработке комплексной нити заданной линейной плотности, а также за счет повышения жесткости конструкции.
Цель достигается тем, что стеклоплавильный сосуд для получения полого волокна, включающий сосуд, образованный боковыми и торцевыми стенками, фильерную пластину с фильерами, сопла, установленные с зазором относительно фильер с образованием кольцевых щелей, экран и токоподводы, снабжен коллектором в виде емкости, образованной установленной на дне крышки, фильерная пластина выполнена профильной, имеет по крайней мере две одинаковые секции, размещенные параллельно направлению силовых линий электрического тока и жестко соединена по линии ее продольной оси симметрии с вершиной экрана подвеской с отверстиями, соединенной с токоподводами, а на торцовых поверхностях пластины под углом 45-60о жестко закреплены косынки, соединенные с токоподводами, которые выполнены Г-образной формы и посредством обечайки жестко соединены с боковыми и торцовыми стенками, каждая боковая стенка выполнена профилированной и имеет по крайней мере одно ребро жесткости, установленное вертикально на наружной ее поверхности, причем отношение ширины корпуса верхней и нижней частей к ширине корпуса средней части составляет (1,5-2,5) 1.
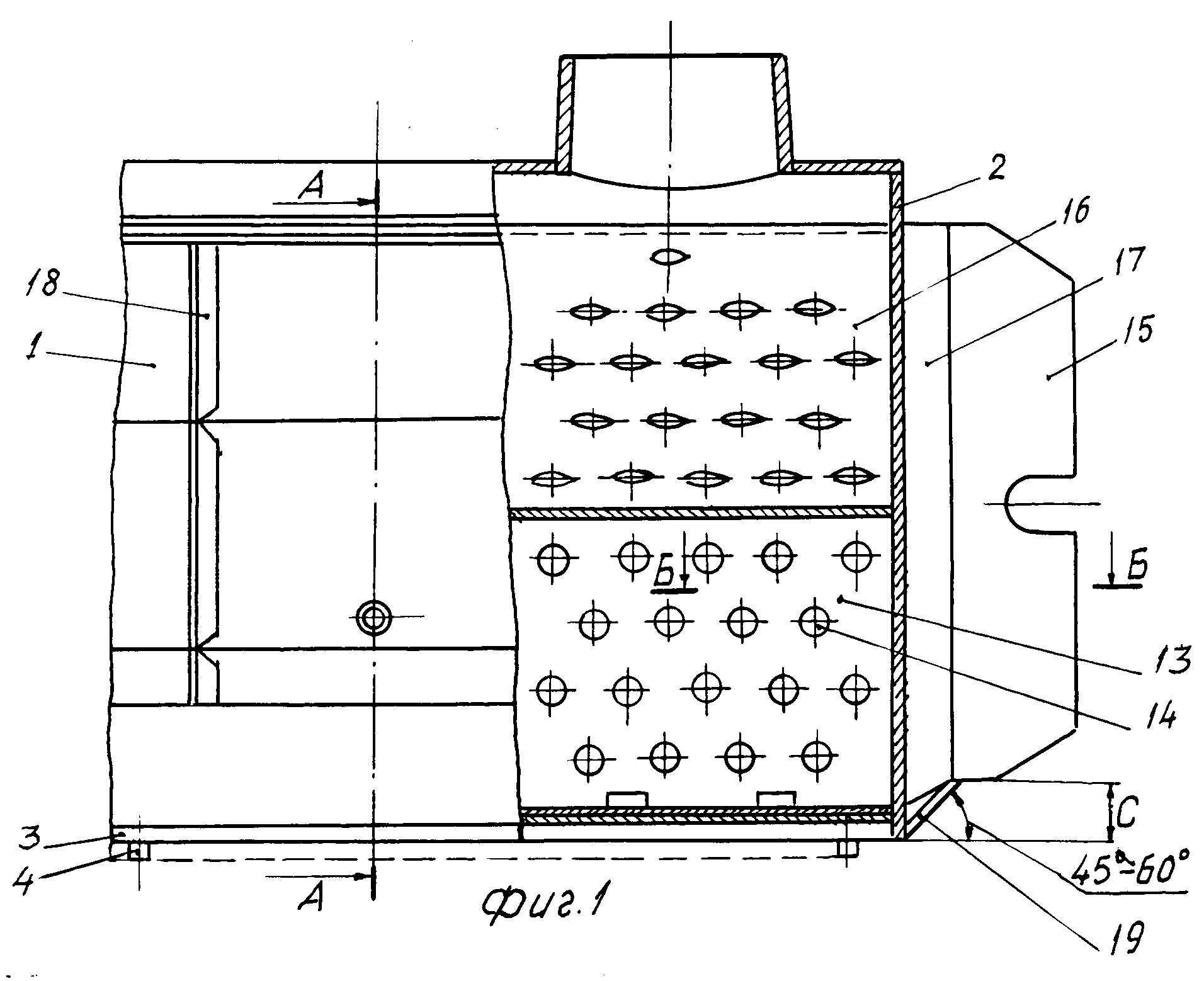
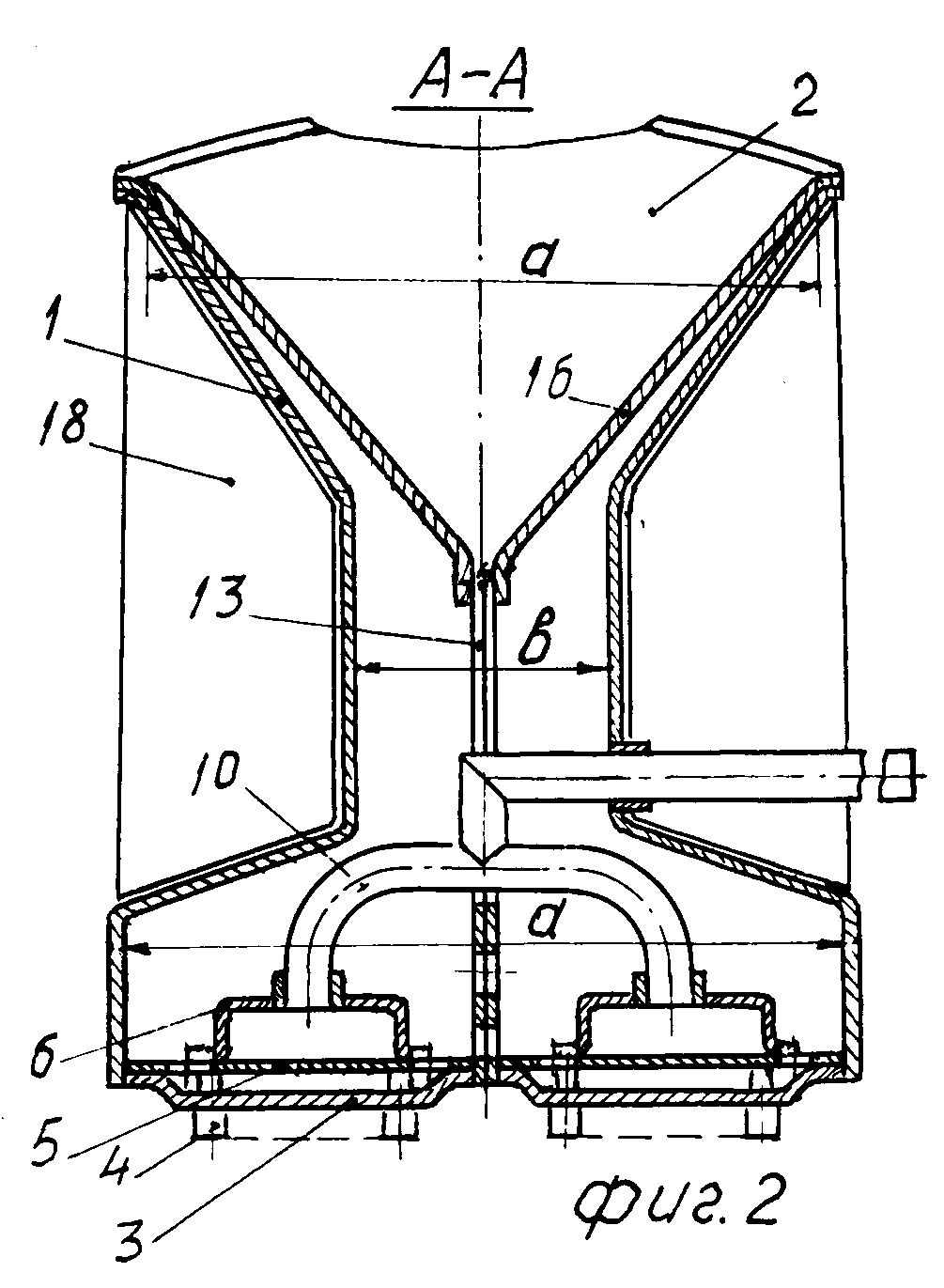
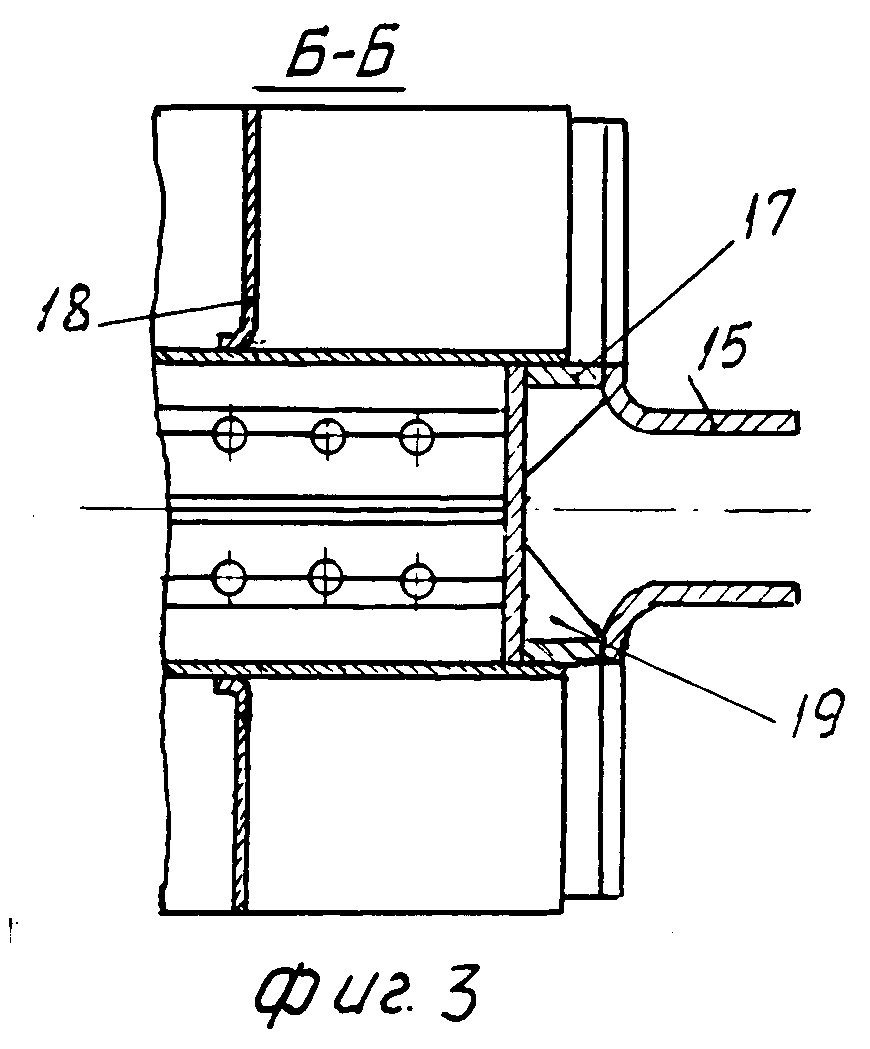
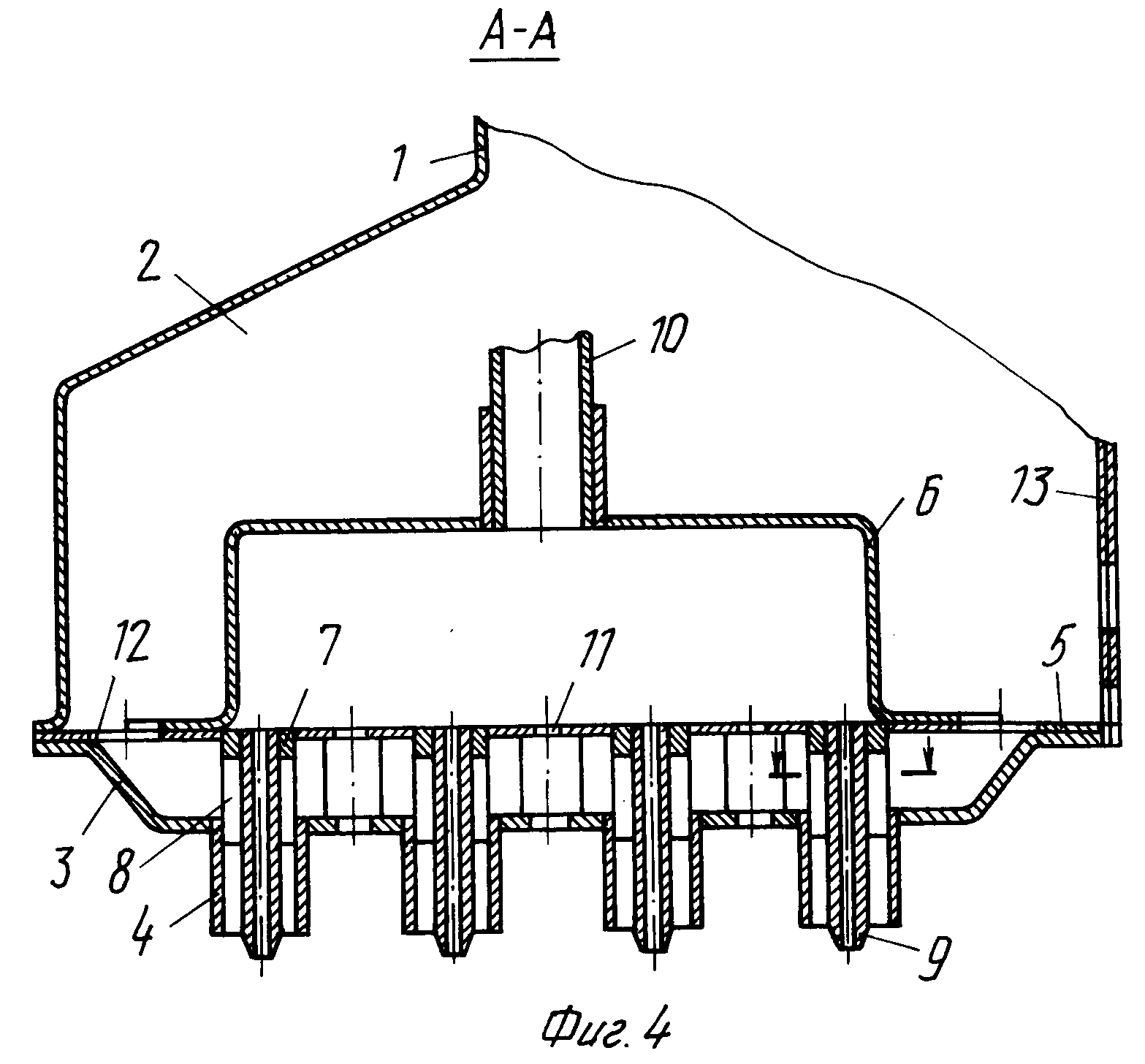
На фиг. 1 изображен стеклоплавильный сосуд для получения полого волокна, вид сбоку; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 и 5 увеличенное изображение сечения А-А на фиг. 1.
Стеклоплавильный сосуд состоит из корпуса, образованного боковыми 1 и торцовыми 2 стенками, фильерной пластины 3, несущей фильеры 4. В нижней части корпуса размещен коллектор, представляющий герметическую емкость, образованную дном 5 и закрепленной на нем крышкой 6. В дне коллектора с помощью полого цилиндрического тела 7 с прорезями 8 установлены коаксиально фильерам сопла 9, а в крышке коллектора предусмотрена трубка 10 для подачи газа. Полое цилиндрическое тело верхней частью сварено с проходящим внутри него соплом и дном коллектора, а нижняя его часть установлена с зазором на входе в кольцевую щель и при тепловом расширении может свободно перемещаться относительно фильеры, центрируя сопло в радиальном направлении. Для предотвращения осевого смещения сопл относительно фильер предусмотрены элементы, например шпильки 11, вваренные между дном коллектора и фильерной пластиной. С целью подогрева и перемешивания расплава при его движении из верхней части сосуда по направлению к фильерной пластине в дне коллектора предусмотрены отверстия 12, расположенные вблизи от боковых стенок 1 корпуса, являющихся нагревателями. Крепление дна коллектора к боковым стенкам корпуса обеспечивает повышение жесткости фильерного узла.
Фильерная пластина 3, несущая увеличенное по сравнению с прототипом количество фильер, выполнена профильной и состоящей по крайней мере из двух одинаковых секций, разделенных параллельно направлению силовых линий электрического тока, что обеспечивает повышение ее жесткости и производительности. Каждая секция снабжена коллектором и трубкой для подачи газа к соплам. Между секциями при необходимости может быть установлено устройство для охлаждения подфильерной зоны при формовании полых волокон.
Жесткость фильерной пластины достигается также путем жесткого крепления на ее внутренней поверхности, по линии продольной оси симметрии, подвески 13 с отверстиями 14, соединенной с токоподводами 15, подвеска также жестко соединена с вершиной экрана 16, образуя систему фиксации фильерной пластины.
Благодаря отверстиям, предусмотренным в подвеске, происходит перетекание расплава стекла из левой части стеклоплавильного сосуда в правую и обратно, его дополнительное перемешивание, более полное освобождение расплава от центров кристаллизации и газовых включений, что существенно повышает стабильность и производительность процесса формования полого волокна. При этом одновременно уменьшается расход драгметалла на изготовление подвески. Соединение подвески с токоподводами обеспечивает поддержание требуемой температуры расплава, соответствующей выработочной вязкости, более полную его гомогенизацию, что способствует уменьшению обрывности волокон, повышению производительности и срока эксплуатации стеклоплавильного сосуда.
Для уменьшения жесткости токоподводов 15 они выполнены Г-образной формы и в соединении с обечайками 17 образуют компенсаторы изменения линейных размеров элементов сосуда при разогреве и охлаждении. Наличие двух токоподводов с каждой стороны сосуда позволяет более равномерно распределить токовые и механические нагрузки по его элементам, предотвратить разрушение торцевых стенок и при необходимости успешно проводить их ремонт. Токоподводы 15 посредством обечайки 17 жестко соединены с боковыми 1 и торцовыми 2 стенками.
Боковые стенки стеклоплавильного сосуда выполнены профильными, на наружной поверхности каждой из которых вертикально установлено по крайней мере по одному ребру 18, что обеспечивает повышение жесткости корпуса устройства и создает условия для проведения более качественного его монтажа, причем отношение ширины а корпуса верхней и нижней частей к ширине b корпуса средней части составляет (1,5-2,5) 1.
При а const и отношении a/b < 1,5 происходит перегрев расплава стекла из-за большого времени пребывания расплава в зоне высоких температур, возрастает расход электроэнергии за счет увеличения количества нагреваемого стекла при заданной производительности, уменьшается жесткость конструкции корпуса, так как максимальная ширина ребра, равная

Таким образом, профильная фильерная пластина 3, подвеска 13, экран 16, профильные боковые стенки 1 с ребрами 18 жесткости образуют каркас, работающий как единое целое, хорошо сопротивляющийся деформации под тяжестью высокотемпературного расплава стекла, находящегося в сосуде, что способствует повышению срока эксплуатации и производительности устройства.
С целью обеспечения равномерного разогрева фильерной пластины на ее торцовых поверхностях жестко закреплены косынки 19, геометрическая форма которых выбрана с учетом необходимости экономии драгметалла. Каждая косынка 19 соединена с одной стороны с фильерной пластиной 3, с другой с токоподводом 15 и установлена под углом α 45-60о к плоскости фильерной пластины. Выбор угла наклона косынки в указанных пределах определяется удобством монтажа сосуда, для обеспечения которого должно быть выдержано расстояние С от плоскости фильерной пластины до нижней кромки токоподвода.
При заданном значении С и угле α < 45о необоснованно возрастает расход драгметалла для изготовления косынок большей длины, в то время, как при α > 60о затрудняется сборка стеклоплавильного сосуда.
Проверка предлагаемой конструкции стеклоплавильного сосуда в опытно-промышленных условиях подтвердила возможность существенного уменьшения деформации фильерной пластины и повышения жесткости конструкции устройства в целом по сравнению с прототипом при увеличении в два раза количества одновременно формуемых полых филаментов в процессе получения комплексной нити заданной линейной плотности, что обеспечивает повышение производительности сосуда в 1, 6-1,8 раза.
Реферат
Использование: стеклоплавильный сосуд для получения полого волокна может быть использован на предприятиях по производству стекловолокна. Сущность изобретения: стеклоплавильный сосуд для получения полого волокна содержит корпус, образованный боковыми и торцовыми стенками, фильерную пластину с фильерами, сопла, установленные с зазором относительно фильер с образованием кольцевых щелей, экран и токоподводы, коллектор в виде емкости, образованной установленной на дне крышки, фильерная пластина выполнена профильной, имеет по крайней мере две одинаковые секции, размещенные параллельно направлению силовых линий электрического тока и жестко соединена по линии ее продольной оси симметрии с вершиной экрана подвеской с отверстиями, соединенной с токоподводами, а на торцовых поверхностях пластины под углом 45 - 60o жестко закреплены косынки, соединенные с токоподводами, которые выполнены Г-образной формы и посредством обечайки жестко соединены с боковыми и торцовыми стенками, каждая боковая стенка выполнена профилированной и имеет по крайней мере одно ребро жесткости, установленное вертикально на наружной ее поверхности, причем отношение ширины корпуса верхней и нижней частей к ширине корпуса средней части составляет (1,5 - 2,5) : 1. 5 ил.
Комментарии