Способы получения оптических волокон - RU2448916C2
Код документа: RU2448916C2
Чертежи






Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА К РОДСТВЕННЫМ ЗАЯВКАМ
Данная заявка на изобретение заявляет преимущество и приоритет заявки на патент США №60/861587, поданной 28 ноября 2006 г., и содержание которой включается здесь ссылкой во всей своей полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способам получения оптических волокон вдоль нелинейных путей в процессе производства таких оптических волокон. Более конкретно настоящее изобретение относится к способам получения оптического волокна, включающим гидродинамические подшипники.
УРОВЕНЬ ТЕХНИКИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Традиционные методы и промышленные способы производства оптических волокон обычно включают вытягивание оптического волокна сверху вниз вдоль линейной траектории в течение стадий производства. Однако данный метод обладает значительными затруднениями для улучшения и модификации производства оптического волокна. Например, оборудование, связанное с линейным производством оптических волокон, обычно устанавливается в ряду сверху донизу, затрудняя добавление или модифицирование процесса без добавления высоты всей системе. В некоторых случаях добавление к линейной производственной системе требует дополнительной конструкции, чтобы добавить высоту помещению (например, где башня протягивания волокна располагается на потолке или около потолка имеющегося здания). Такие затруднения вызывают значительные затраты для обеспечения модификаций или модернизаций систем и оборудования производства оптического волокна.
Обеспечение систем и способов, которые позволяют производителю устранить необходимость только в линейных системах, значительно сократило бы затраты на реализацию модификаций или модернизаций. Например, имея систему, которая вытянута горизонтально (в противоположность или в дополнение к вертикальной), было бы намного легче и намного эффективнее по затратам обеспечивать дополнительные компоненты и оборудование для производственной системы. Кроме того, такие компоновки могли бы обеспечить более эффективные траектории процесса, давая возможность использования полимеров более низкой стоимости, более высокие скорости покрытия и обеспечить улучшенные технологии охлаждения волокна.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предназначено рассмотреть и устранить проблемы и недостатки и иным образом улучшить системы и способы получения оптических волокон.
Для достижения вышеуказанного один вариант осуществления настоящего изобретения включает способ получения оптического волокна, включающий вытягивание оптического волокна без покрытия от заготовки вдоль первой траектории, контактирование оптического волокна без покрытия с областью жидкостного амортизирующего средства гидродинамического подшипника и перенаправление оптического волокна без покрытия вдоль второй траектории, по мере того, как оптическое волокно без покрытия вытягивается через область жидкостного амортизирующего средства.
Другой аспект настоящего изобретения включает способ получения оптического волокна, включающий вытягивание оптического волокна вдоль первой траектории, контактирование оптического волокна с областью гидродинамического подшипника, где гидродинамический подшипник включает первую пластину, имеющую аркообразную внешнюю поверхность, вторую пластину, имеющую соответствующую аркообразную внешнюю поверхность, где соответствующие внешние поверхности по существу выровнены и образуют указанную область между соответствующими внешними поверхностями первой пластины и второй пластины, где данной области придана форма, чтобы получить оптическое волокно, и, по меньшей мере, одно отверстие, проходящее через, по меньшей мере, первую пластину и вторую пластину, и скомпонованы, чтобы обеспечить поток текучей среды через гидродинамический подшипник. Способ далее включает перенаправление оптического волокна вдоль второй траектории, по мере того, как оптическое волокно протягивается сквозь область жидкостного амортизирующего средства.
Другой аспект изобретения включает способ получения оптического волокна, включающий вытягивание оптического волокна вдоль первой траектории, контактирование оптического волокна с первой областью жидкостного амортизирующего средства первого гидродинамического подшипника, перенаправление оптического волокна вдоль второй траектории, по мере того, как оптическое волокно протягивается сквозь первую область жидкостного амортизирующего средства первого гидродинамического подшипника, контактирование оптического волокна со второй областью жидкостного амортизирующего средства второго гидродинамического подшипника и перенаправление оптического волокна вдоль третьей траектории, по мере того, как оптическое волокно протягивается через вторую область жидкостного амортизирующего средства второго гидродинамического подшипника. Способ также включает нанесение на оптическое волокно слоя покрытия.
В любом из аспектов изобретения, описанных здесь, гидродинамический подшипник, предпочтительно, может включать канал для направления указанного волокна, по мере того, как волокно проходит через указанный гидродинамический подшипник. Данный канал предпочтительно образуется двумя параллельными или по существу параллельными боковыми стенками, которые образуют проход, через который волокно движется и направляется по измененному маршруту. В процессе операции вытягивания волокна, оно предпочтительно располагается и удерживается полностью внутри указанного канала и между боковыми стенками и указанным амортизирующим средством из текучей среды, испускаемой через указанный канал из одного конца в другой конец указанного канала. Типично текучая среда входит в канал в точке, которая находится внутри аркообразной траектории, образованной волокном, проходящим через гидродинамический подшипник, и выходит из канала из точки, которая находится снаружи аркообразной траектории волокна. Более высокое давление, которое поэтому существует ниже волокна на внутренней стороне аркообразной траектории, относительно давления снаружи аркообразной траектории, образованной волокном, поднимает волокно. Канал предпочтительно снабжен средствами для снижения давления внутри аркообразной траектории, по мере того, как волокно движется наружу канала по направлению к внешней стороне аркообразной траектории. Например, канал может быть снабжен сходящим на конус каналом, таким, чтобы по мере того, как волокно поднимается внутри канала, давление ниже волокна уменьшалось. В некоторых предпочтительных вариантах осуществления канал сходит на конус, и ширина канала на входе текучей среды меньше ширины щели на выходе текучей среды.
Дополнительные особенности и преимущества настоящего изобретения будут изложены в подробном описании, которое следует, и частично будут полностью очевидны специалистам в данной области техники из данного описания или поняты посредством осуществления на практике настоящего изобретения, описанного здесь, включая подробное описание, которое следует ниже, формулу изобретения, а также приложенные чертежи.
Следует понимать, что как предшествующее общее описание, так и следующее ниже подробное описание, представляют варианты осуществления изобретения и предназначены для обеспечения общего представления или основных принципов для понимания природы и характера изобретения, как оно заявлено. Сопровождающие чертежи включены для обеспечения дальнейшего понимания изобретения и составляют часть его спецификации. Чертежи иллюстрируют различные варианты осуществления настоящего изобретения и вместе с описанием служат для объяснения принципов и операций изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 иллюстрирует систему производства оптического волокна;
Фиг.2 иллюстрирует альтернативную систему производства оптического волокна;
Фиг.3 иллюстрирует трехмерное изображение гидродинамического подшипника для использования в системе производства оптического волокна;
Фиг.4 иллюстрирует вид сбоку гидродинамического подшипника, имеющего суженную область для системы производства оптического волокна;
Фиг.5 иллюстрирует увеличенный вид части Фиг.4 области гидродинамического подшипника; и
Фиг.6 изображает вид спереди части гидродинамического подшипника;
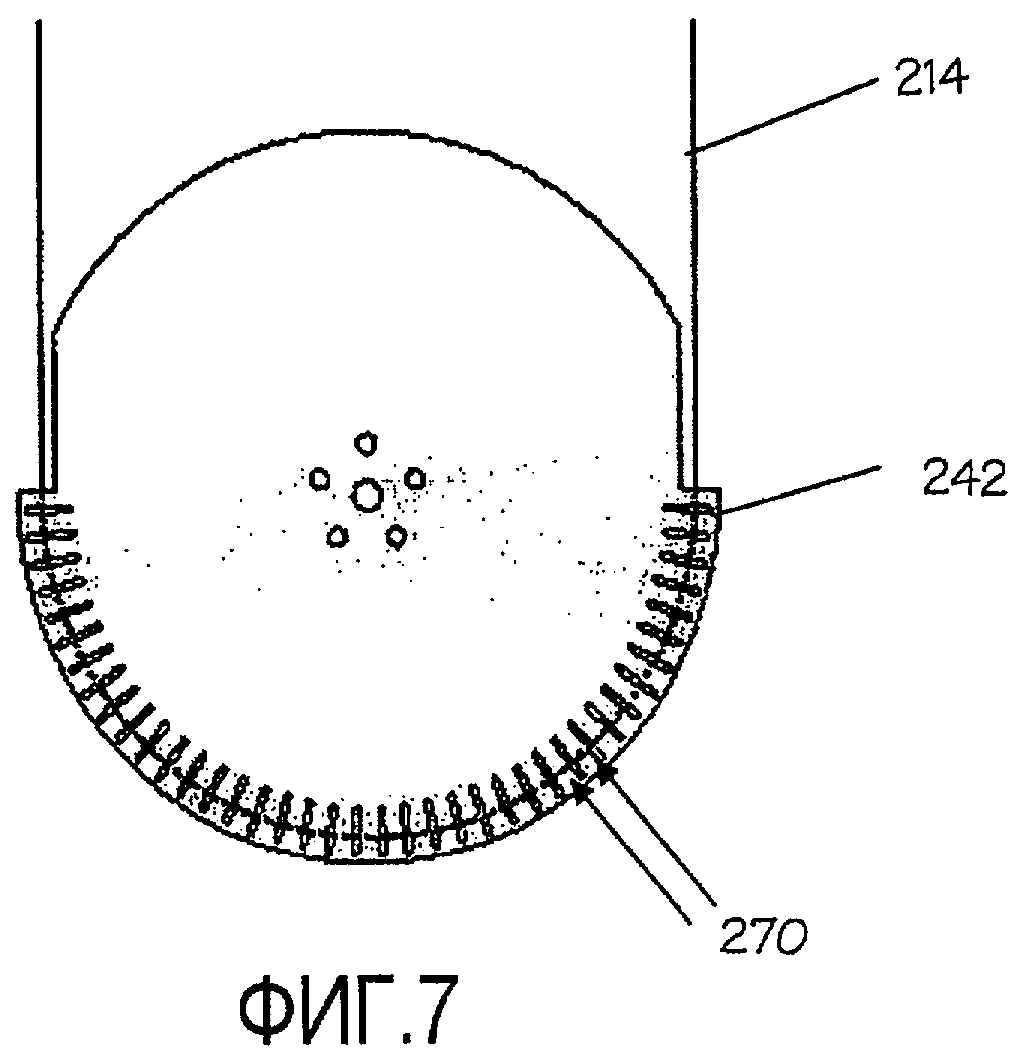
Фиг.7 иллюстрирует поперечное сечение альтернативной конструкции гидродинамического подшипника;
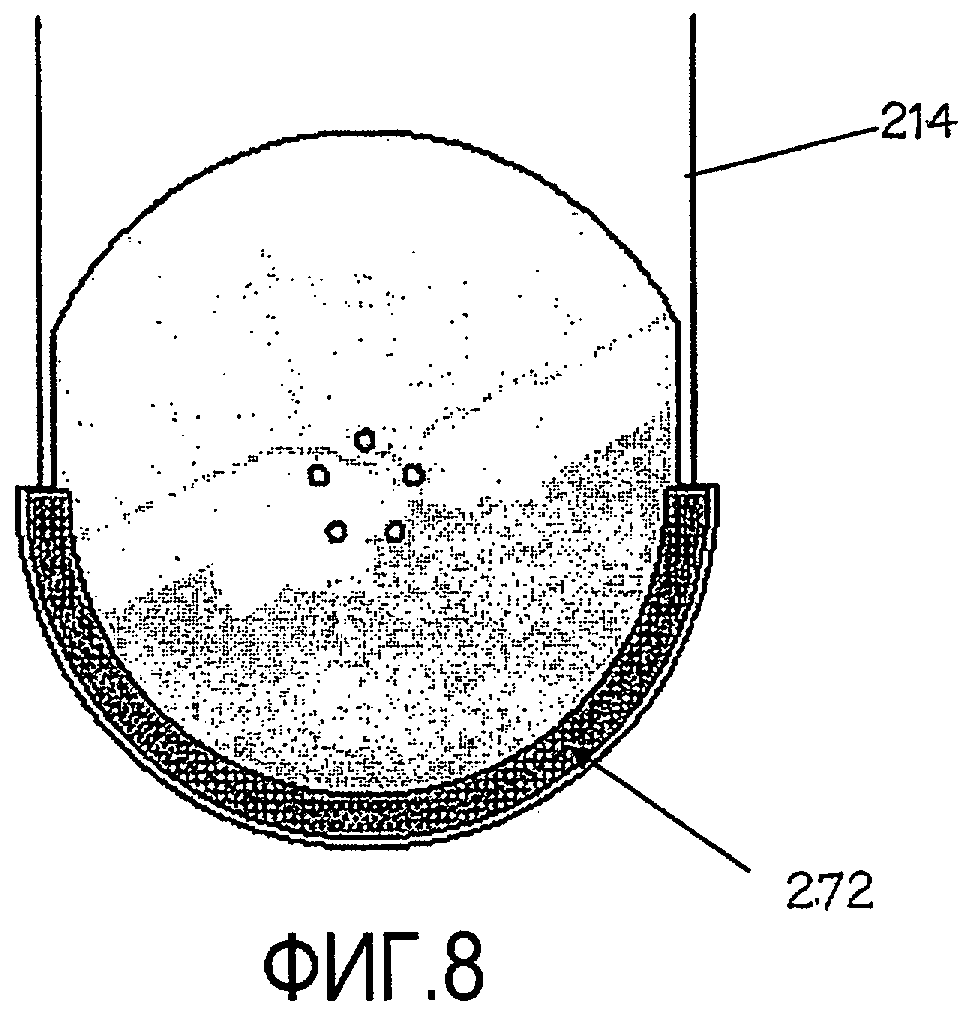
Фиг.8 иллюстрирует поперечное сечение другой альтернативной конструкции гидродинамического подшипника.
Варианты осуществления, представленные на чертежах, являются иллюстративными по природе и не имеют намерения ограничивать изобретение, определенное в формуле изобретения. Более того, индивидуальные особенности данных чертежей и настоящего изобретения будут более полно видны и понятны, принимая во внимание подробное описание.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее будет сделана подробная ссылка к предпочтительному(ым) варианту(ам) осуществления настоящего изобретения, пример которого иллюстрируется(ются) сопровождающими чертежами. По возможности одни и те же номера позиций будут использоваться на всем протяжении чертежей для ссылки на одни и те же или подобные части.
Настоящее изобретение предлагает новые системы и способы получения оптических волокон вдоль нелинейных траекторий посредством использования гидродинамических подшипников. Варианты осуществления настоящего изобретения описаны здесь подробно в связи с чертежами Фиг.1-6, на которых одинаковые номера показывают одни и те же или соответствующие элементы на всем протяжении чертежей.
Настоящее изобретение предлагает системы и способы, позволяющие вытягивать оптическое волокно от исходной заготовки и транспортировать вдоль нелинейной траектории. Используемая здесь фраза «оптическое волокно без покрытия» или «голое оптическое волокно» означает оптическое волокно, непосредственно вытянутое из заготовки и до нанесения защитного слоя покрытия на его внешнюю поверхность (например, до нанесения на голое оптическое волокно покрытия на основе полимерного материала). Настоящее изобретение обеспечивает гибкость, позволяя транспортировать оптическое волокно вдоль нелинейных траекторий на всем протяжении стадий производства перед нанесением на него защитного покрытия. Кроме того, как обсуждается ниже, системы и способы изобретения не только обеспечивают нелинейные траектории, но также могут способствовать обработке (например, охлаждению) оптического волокна в процессе производства.
Ссылаясь на Фиг.1, иллюстрируется пример системы производства оптических волокон 8. В варианте осуществления, показанном на Фиг.1, заготовку 10 помещают в печь 12 и волокно вытягивают оттуда, чтобы создать оптическое волокно 14 без покрытия. Заготовка 10 может быть сконструирована из любого стекла или материала, подходящего для производства оптических волокон. Как только оптическое волокно 14 без покрытия или голое оптическое волокно 14 вытягивают из заготовки 10, и оно покидает печь 12, оптическое волокно 14 без покрытия контактирует со стационарным гидродинамическим подшипником 16 (обсуждается здесь позднее) и перемещается от движения по существу вдоль первой или вертикальной траектории (А) ко второй траектории (В) перед перемещением к охлаждающему механизму 18. Как проиллюстрировано, вторая траектория (В) ориентирована горизонтально или ортогонально к первой траектории, но следует понимать, что системы и способы, описанные здесь, могут переориентировать оптическое волокно вдоль любой нелинейной траектории перед нанесением на него защитного покрытия.
В варианте осуществления, иллюстрированном на Фиг.1, оптическое волокно 14 охлаждается по мере его прохождения через необязательный охлаждающий механизм 18 и перед подачей в устройство 20 нанесения покрытия, где первичный защитный слой 21 покрытия наносится на внешнюю поверхность голого оптического волокна 14. Охлаждающий механизм 18 может быть любым механизмом, известным из уровня техники, для охлаждения оптического волокна. Предпочтительно, охлаждающий механизм заполняют газом, что может облегчить охлаждение волокна с большей скоростью, чем при охлаждении на воздухе. При желании, необязательный дополнительный гидродинамический подшипник 24 может быть использован для транспортировки голого оптического волокна 14 по существу из горизонтальной траектории (В), созданной за счет регулировки подшипников 16 и 24, назад к по существу вертикальной траектории (А) (или любой другой третьей траектории), по мере его движения к устройству нанесения покрытия для получения защитного слоя. После выхода из устройства 20 нанесения покрытия оптическое волокно с защитным слоем 21 (теперь с оболочкой) может двигаться через множество других стадий обработки внутри системы (не показано). Механизмы 28 протягивания используются, чтобы обеспечить необходимое натяжение оптического волокна по мере его протягивания через всю систему, как показано на Фиг.1, и, в итоге, наматывания на катушку для хранения волокна (не показана).
Как описано здесь позднее, гидродинамические подшипники (например, 16 и 24) перемещают оптическое волокно 14 через систему 8 производства оптического волокна так, чтобы оптическое волокно не вступило в какой-либо механический контакт до достижения оптическим волокном механизмов 28 протягивания. Механическим контактом заявители обозначают контакт с твердым компонентом в процессе вытягивания. Такое отсутствие механического контакта может быть важным для поддержания качества хрупкого голого оптического волокна, особенно волокна, которое движется через нелинейную траекторию перед нанесением покрытия устройством 20 для нанесения покрытия. Механический контакт, обеспеченный механизмами 28 протягивания, является приемлемым, поскольку в данной точке системы оптическое волокно покрыто защитным слоем 21, так что механический контакт несущественно влияет на качество волокна, как если бы волокно было непокрытым.
Как обсуждается в настоящем описании, предоставление системы производства оптического волокна, имеющей нелинейную траекторию перед стадией покрытия, имеет много преимуществ. Например, в традиционной системе производства добавление новых или дополнительных компонентов перед устройством нанесения покрытия, таких как механизм 18 дополнительного охлаждения или устройство 20 дополнительного покрытия, означает, что будет необходимо переустанавливать все такие механизмы линейно, что часто требует увеличения высоты системы. С системами производства оптического волокна, описанными здесь, оптическое волокно можно направлять горизонтально или диагонально (например, от вертикали) перед нанесением защитного покрытия, чтобы предоставить большую гибкость не только в установке оборудования, но для дальнейших модификаций, добавлений и модернизаций.
Фиг.2 иллюстрирует другой вариант осуществления системы 108 производства оптического волокна. Как показано на Фиг.2, множество гидродинамических подшипников 116 можно использовать в комбинации с перемещением оптического волокна 114 от заготовки 110 к устройству 120 нанесения покрытия. Тогда как охлаждающий механизм 18 на Фиг.1 предусмотрен после того, как оптическое волокно 14 сформовано из заготовки 10, и перед тем, как оно достигает устройство 20 нанесения покрытия для добавления к нему защитного слоя 21. Фиг.2 обеспечивает вариант осуществления, который исключает стандартный охлаждающий механизм. В частности, вместо стандартного охлаждающего механизма (например, 18 на Фиг.1) гидродинамические подшипники 116 (или 14 или 24 на Фиг.1) могут служить в качестве охлаждающего механизма 118 (а также обеспечить область жидкостного амортизирующего средства, через которую голое оптическое волокно 114 может перемещаться). По мере того как оптическое волокно 114 перемещается через гидродинамические подшипники 116 (описаны здесь позднее), область жидкостного амортизирующего средства на каждом гидродинамическом подшипнике 116 охлаждает голое оптическое волокно 114. Например, ссылаясь на Фиг.2, оптическое волокно 114, выходящее из печи 112, может иметь температуру около 1000-1800°С или менее, когда оно входит в гидродинамические подшипники 116. В некоторых предпочтительных вариантах осуществления оптическое волокно входит в гидродинамические подшипники 116 в точке, где температура волокна составляет менее 1300°С, более предпочтительно менее 1200°С и в некоторых вариантах осуществления менее 1100°С. Поскольку гидродинамический подшипник использует движущийся поток текучей среды, который поддерживает оптическое волокно, оптическое волокно охлаждается с большей скоростью, чем если бы волокно охлаждалось в окружающем неподвижном воздухе, таком как существующий непосредственно снаружи протяжной печи. Чем больше разница температур между оптическим волокном и текучей средой в гидродинамическом подшипнике (который предпочтительно имеет температуру окружающей среды или комнатную температуру), тем больше способность гидродинамического подшипника охлаждать оптическое волокно 114. В другом варианте осуществления текучая среда, выпущенная через гидродинамические подшипники 116, может быть действительно охлаждена, чтобы охлаждать оптическое волокно с еще более высокой скоростью. Текучая среда, связанная с областью жидкостного амортизирующего средства, может обеспечивать достаточное охлаждение оптического волокна 114, так что его можно прямо перемещать в устройство 120 нанесения покрытия и наносить защитный слой на внешнюю поверхность голого оптического волокна 114, чтобы получить покрытое волокно 121. В одном варианте осуществления область жидкостного амортизирующего устройства гидродинамического подшипника 116 может включать текучую среду, которая является нереакционноспособной по отношению к голому оптическому волокну 114 (например, воздух, гелий).
Помимо обеспечения охлаждения схема расположения на Фиг.2, использующая многочисленные гидродинамические подшипники 116, может обеспечить лучшую стабильность при перемещении голого оптического волокна 114 из по существу линейного расположения (Y) в по существу нелинейное расположение (Y+Z). Не намереваясь ограничиваться теорией, имея многочисленные гидродинамические подшипники 116, расположенные по соседству друг с другом, можно легко контролировать точность, необходимую для движения оптического волокна 114 из одной области жидкостного амортизирующего средства к следующей. Конечно, следует понимать, что любое число узлов подшипников (обсуждается здесь позднее), включая один узел подшипника, расположенных в любом порядке, чтобы обеспечить любое число желаемых траекторий, может быть использовано для производства оптических волокон.
Ранее были описаны системы и способы получения оптических волокон в нелинейных траекториях. Как описано здесь, такие системы и способы могут включать введение одного или нескольких узлов подшипников. Фиг.3 иллюстрирует вариант осуществления узла 216 подшипника, который может быть использован для производства оптического волокна, как описано здесь. В варианте осуществления, показанном на Фиг.3, узел 216 подшипника (иногда называемый ″гидродинамический подшипник″) включает первую пластину 230, вторую пластину 232, внутреннюю деталь 236 и, по меньшей мере, одно отверстие 234, по меньшей мере, в первой или во второй пластинах. Первую пластину 230 и вторую пластину 232 можно изготовить из металла, они включают аркообразную внешнюю поверхность 238, 239 и могут располагаться на противоположных друг от друга сторонах. Первая пластина 230 и вторая пластина 232 соединены зажимами (например, болтами 240), чтобы связать пластины 230, 232 вместе так, чтобы текучая среда могла проходить через узел 216 подшипника. Аркообразные внешние поверхности 238, 239 каждой пластины 230, 232 обычно лежат вдоль окружности каждой из соответствующих пластин 230, 232. Первая пластина 230 и вторая пластина 232, каждая, имеют соответствующую внутреннюю 242, 244 и внешнюю поверхности 243, 245, где внутренние поверхности 242, 244 пластин 230, 232 совпадают друг с другом. Углубленная часть 247 простирается, по меньшей мере, частично вокруг внутренних поверхностей 242, 244 либо первой пластины 230, либо второй пластины 232, чтобы обеспечить пространство для потока текучей среды. В другом варианте осуществления углубленная часть может включать множество конфигураций для обеспечения однородного потока в канал 250 поддержки волокна, как обсуждается в настоящем описании позднее.
В иллюстрированном варианте осуществления аркообразные внешние поверхности 238, 239 первой пластины 230 и второй пластины 232, предпочтительно, являются по существу выровненными и образуют область между внешними поверхностями 238, 239 как первой пластины 230, так и второй пластины 232. Данной области придана форма, чтобы получать оптическое волокно так, чтобы оптическое волокно могло перемещаться вдоль данной области без вращения узла подшипника. Данный канал 250 поддержки волокна более ясно проиллюстрирован в варианте осуществления, показанном на Фиг.4 (обсуждается здесь позднее). По меньшей мере, одно отверстие 234 проходит, по меньшей мере, через первую пластину 230 или вторую пластину 232. Как показано на Фиг.3, отверстие 234 первой пластины 230 и второй пластины 232 дает возможность подавать текучую среду (например, воздух, гелий или другой желаемый газ, или жидкость) через узел 216 подшипника так, что данная текучая среда может выходить из узла 216 подшипника в канале 250 поддержки волокна, который образован между первой пластиной 230 и второй пластиной 232 (более ясно видно на Фиг.4 и 5).
Кроме того, как показано в варианте осуществления Фиг.3, узел 216 подшипника может включать внутреннюю деталь 236, расположенную между первой пластиной 230 и второй пластиной 232. Данной внутренней детали 236 (например, прокладке 237) придана форма, чтобы помогать в направлении текучей среды в область между внешними поверхностями 238, 239 первой пластины 230 и второй пластины 232 так, чтобы текучая среда выходила из канала 250 поддержки волокна, имея заданное направление потока. Внутренняя деталь 236 опирается между первой пластиной 230 и второй пластиной 232, чтобы обеспечивать между ними зазор. Внутренняя деталь 236 направляет текучую среду так, чтобы она выходила из канала 250 поддержки волокна, имея заданное направление потока. Если желательно, внутренняя деталь 236 может включать множество штифтов (не показаны) для дальнейшего контроля потока текучей среды путем подавления нерадиального потока. Кроме того, внутренняя деталь 236 служит в качестве уплотняющей части для обеспечения существенного контакта между первой пластиной 230 и второй пластиной 232. Внутренняя деталь может также включать канавки для облегчения входа и выхода оптического волокна так, как проиллюстрировано на Фиг.6 (описывается здесь позднее).
Как показано на Фиг.4, канал 250 поддержки волокна, образованный между внешними поверхностями 238, 239 первой пластины 230 и второй пластины 232, может сходить на конус, где текучая среда выходит между первой пластиной 230 и второй пластиной 232. Однако в другом варианте осуществления канал 250 поддержки волокна может включать, например, параллельную или суженную в обратном направлении форму. Кроме того, отверстие 260 внутри конического канала 250 поддержки волокна варьируется в зависимости от того, где вертикально расположено оптическое волокно 214. Предпочтительно отверстие 260 и канал 250 поддержки волокна сконструированы так, чтобы для конкретных применяемых натяжений и скоростей вытягивания и скоростей потока текучей среды через отверстие 260 оптическое волокно поддерживалось в отделении канала 250 поддержки волокна, который составляет менее 500, более предпочтительно менее 400, еще более предпочтительно менее 300, и наиболее предпочтительно менее 200 микрон по ширине, для волокна, имеющего типичный внешний диаметр 125 микрон. Таким образом, волокно предпочтительно удерживается внутри области канала 250, который составляет от 1 до 2 диаметров волокна, более предпочтительно от 1 до 1,75 диаметров волокна, и наиболее предпочтительно от 1 до 1,5 диаметров волокна. Предпочтительно волокно расположено внутри области указанного канала так, чтобы расстояние между внешним волокном и каждой стенкой составляло от 0,05 до 0,5 диаметра волокна.
Ссылаясь на Фиг.5, длины поверхностей 242 и 244, которые образуют канал 250 поддержки волокна, составляют предпочтительно, по меньшей мере, 0,5 см, более предпочтительно, по меньшей мере, 1 см в длину. В одном варианте осуществления, например, канал 250 поддержки волокна может иметь глубину 1,25 см. Для 125 мкм волокна расстояние поперек канала 250 поддержки волокна может составлять, например, примерно 127 микрон в самой глубокой и самой узкой части между пластинами 230 и 232 и примерно 380 микрон в самой крайней и самой широкой части между пластинами 230 и 232 (немного внутрь от аркообразных внешних поверхностей 238, 239).
Фиг.5 представляет собой увеличенный вид части Фиг.4, который более ясно показывает канал 250 поддержки волокна, имеющий область текучей среды 254, которая контактирует с оптическим волокном 214 по мере его перемещения сквозь узел 216 гидродинамического подшипника и предотвращает существенный контакт оптического волокна с механическими компонентами узла 216 гидродинамического подшипника. Как отмечено на Фиг.5, текучая среда 254 (например, воздух) выходит из канала 250 поддержки волокна изнутри узла 216 подшипника и вокруг оптического волокна 214 и снабжает область текучей среды 254 ниже оптического волокна 214, что приводит к положительному давлению ниже волокна и, таким образом, воздействует и поддерживает нижнюю часть волокна. Давление можно оптимизировать таким образом, чтобы волокно 214 располагалось внутри канала 250 поддержки волокна, образованного между первой пластиной 230 и второй пластиной 232 узла 216 гидродинамического подшипника. В частности, текучая среда 254, выходящая из узла 216 подшипника в канале 250 поддержки волокна (т.е. ниже волокна 214), может иметь постоянную скорость потока текучей среды, которая может удерживать или поддерживать оптическое волокно 214 в определенном положении внутри данного канала 250 поддержки волокна. Обеспечивается достаточно высокое давление текучей среды, чтобы канал 250 поддержки волокна поддерживал оптическое волокно 214 и удерживал оптическое волокно в желательном положении внутри канала 250 поддержки волокна по мере того, как оптическое волокно 214 движется через узел 216 гидродинамического подшипника.
Как можно видеть из Фиг.5, в некоторых предпочтительных вариантах осуществления поверхности 242 и 244 являются предпочтительно сходящими на конус или наклонными для того, чтобы канал 250 поддержки волокна имел более узкую ширину на конце, где поток текучей среды 254 входит в канал 250 поддержки волокна (т.е. внутри аркообразной траектории, образованной волокном 214 по мере его прохода через гидродинамический подшипник). В иллюстрированном варианте осуществления для облегчения рассмотрения сходящий на конус угол был преувеличен на изображении относительно предпочтительного угла сужения отверстия для канала 250 поддержки волокна. В действительности, по меньшей мере, одна и, предпочтительно, обе поверхности 242 и 244 являются наклонными, предпочтительно с углом более 0 и менее 10 градусов, более предпочтительно от 0,3 до 7 градусов и наиболее предпочтительно от 0,4 до 3 градусов, чтобы ширина 260 верхней или внешней части 256 канала 250 поддержки волокна была больше, чем ширина 260 нижней или внутренней части 257 канала 250 поддержки волокна. Например, в таком варианте осуществления первая пластина 230 и вторая пластина 232, образующие данную область, могут быть наклонены под углом от -6 до +6°, соответственно. Альтернативно канал 250 поддержки волокна может иметь любую глубину, ширину или сходящий на конус угол. Используя суженный канал 250 поддержки волокна (как показано, например, на Фиг.4 и 5) и впуская текучую среду в щель, образованную каналом 250 поддержки волокна так, чтобы текучая среда входила в более узкую внутреннюю часть канала 250 поддержки волокна и выходила из более широкой внешней области канала 250 поддержки волокна, подушка из текучей среды, выпущенной через канал 250, будет приводить к тому, что волокна будут самостоятельно располагаться в глубине канала 250. Например, для заданного потока текучей среды, если натяжение протягивания волокна возрастает, волокно будет двигаться вниз в канале 250 до тех пор, пока зазоры между волокном 214 и стенками 242 и 244 канала являются достаточно малыми, чтобы давление в канале 250 было достаточно большим для корректного противодействия новому более высокому натяжению. Если натяжение протягивания волокна уменьшается, волокно будет двигаться вверх внутри канала 250 до тех пор, пока зазоры между волокном 214 и стенками 242 и 244 канала являются достаточно большими, чтобы давление в канале 250 было достаточно малым для корректного противодействия новому более низкому натяжению. Сужение канала 250, таким образом, дает возможность каналу 250 работать с широким диапазоном натяжений вытягивания. В противном случае, если канал 250, как показано, не сходил бы на конус, и натяжение протягивания уменьшилось, волокно двигалось бы вверх и из канала 250 поддержки волокна.
Предпочтительно волокно располагается в области канала 250, которая составляет от 1 до 2 диаметров волокна, более предпочтительно от 1 до 1,75 диаметров волокна, наиболее предпочтительно от 1 до 1,5 диаметров волокна. Посредством расположения волокна в такой относительно узкой области в канале 250 волокно будет центрировать себя в течение операции благодаря эффекту Бернулли. Например, по мере того, как волокно приближается к поверхности 244 и дальше удаляется от поверхности 242, скорость воздуха будет возрастать вблизи поверхности 242 и уменьшаться вблизи поверхности 244. Согласно эффекту Бернулли увеличение скорости текучей среды происходит одновременно с уменьшением давления. В результате более высокое давление, вызванное уменьшенным потоком текучей среды вблизи поверхности 244, будет вгонять волокно назад в центр канала 250. Таким образом, в предпочтительных вариантах осуществления волокно центрируется внутри канала 250 поддержки волокна, по меньшей мере, по существу за счет эффекта Бернулли, благодаря потоку текучей среды, который проходит вокруг волокна, и из канала 250 поддержки волокна, в то время как волокно протягивается. Примечательно, что такое центрирование происходит без использования какого-либо потока текучей среды, который падал бы на волокно с его стороны, например, нет струй потока используемой текучей среды, которые проистекают от боковых стенок 242 или 244. Скорость потока текучей среды, проходящего через щель, предпочтительно, регулируют для поддержания волокна, чтобы волокно полностью располагалось внутри сходящей на конус области щели канала 250. В описываемом в настоящий момент варианте осуществления, поскольку волокно располагается в области канала 250, которая составляет от 1 до 2 диаметров волокна, волокно поддерживается за счет перепада давления, который существует ниже волокна 214 (скорее и в противоположность аэродинамическому сопротивлению, которое также можно использовать для поддержания волокна, если кто-либо выберет такое). За счет поддержания или левитации волокна внутри канала 250 посредством перепада давления текучей среды могут применяться намного более низкие потоки текучей среды, чем при использовании аэродинамического сопротивления для левитации волокна.
В иллюстрированном варианте осуществления поток текучей среды предпочтительно обеспечивается единственным потоком текучей среды, который входит в канал 250 поддержки волокна через более узкую внутреннюю часть канала 250 поддержки волокна и выходит через более широкую внешнюю область канала 250 поддержки волокна. Таким образом, волокно может располагаться полностью внутри щели, образованной каналом 250 поддержки волокна так, что волокно плавает между самой узкой и самой широкой частью щели. Используя сходящий на конус канал 250 поддержки волокна и нагнетая поток текучей среды через область канала 250, таким образом, можно удерживать волокно в области указанной щели, образованной каналом 250 поддержки волокна, где щель имеет ширину, которая на 10-150, более предпочтительно на 15-100 и наиболее предпочтительно примерно на 24-70 микрон больше, чем диаметр волокна, направляемого через канал 250 поддержки волокна. В течение протягивания волокна оно также предпочтительно удерживается внутри области канала, так что расстояние между внешним волокном и каждой стенкой составляет между 0,05 и 0,5 от диаметра волокна.
В некоторых предпочтительных вариантах осуществления канал 250 поддержки волокна снабжен средствами для уменьшения давления под волокном, по мере того как волокно движется наружу от источника потока текучей среды. Такие средства для сброса давления могут достигаться в форме конструкции сходящего на конус канала, как описано выше. Альтернативно, как проиллюстрировано на Фиг.7, одна или несколько щелей 270 могут располагаться на одной или обеих стенках 242, 244, которые образуют канал 250, причем щели 270 расширяются радиально от входа до выхода канала 250, в частности в области канала, где волокно, как подразумевается, располагается в процессе операции протягивания (т.е. где волокно проходит через воздушный подшипник). Поскольку текучая среда будет вытекать из щелей и, таким образом, из канала 250, когда она приходит в контакт с щелевыми каналами, для любого заданного давления текучей среды, приложенного в канале 250, потребуется меньшее давление текучей среды для поддержания оптического волокна выше в канале 250, в котором волокно расположено. Когда волокно находится в более высокой позиции, область щелей в канале 250, которые ниже волокна, будет больше. Наоборот, когда волокно находится в более низкой позиции, область щелей в канале 250, которые ниже волокна, будет меньше. Следовательно, по мере того как натяжение протягивания оптического волокна уменьшается, волокно может все еще удерживаться внутри канала 250, даже если боковые стенки, образующие канал, являются совершенно параллельными друг другу, поскольку по мере того, как волокно движется вверх или наружу внутри канала, больше текучей среды выходит через щели, уменьшая, таким образом, перепад давления ниже волокна, посредством этого заставляя волокно приостанавливать движение вверх в канале. Конечно, изобретение не ограничивается использованием щелей для уменьшения давления, и также могут применяться другие средства для уменьшения давления, например небольшие отверстия, расположенные в ряд и расширяющиеся радиально наружу на поверхностях 242, 244.
В других предпочтительных вариантах осуществления, как проиллюстрировано на Фиг.8, средства для снижения давления, по мере того, как волокно движется наружу в канале 250 от источника потока текучей среды, могут обеспечиваться пористым материалом 272, который позволяет текучей среде удаляться через поверхности боковых стенок 242, 244 канала 250. Такие средства для снижения давления могут достигаться в форме среды пористого металла, такой как образуемая спеканием слоев металлов, так, чтобы пористость удерживалась в металле в процессе спекания. Такая пористая металлическая среда продается, например, Applied Porous Technologies, Tariffville, Коннектикут, США. Поскольку текучая среда будет вытекать из канала через пористый материал 272, то будет меньший поток текучей среды через канал 250 и, таким образом, меньшее давление текучей среды для поддержания оптического волокна 214, чем выше волокно будет располагаться в канале 250. Следовательно, по мере того как натяжение протягивания оптического волокна уменьшается, волокно может все еще удерживаться внутри канала 250, даже если боковые стенки, образующие канал, являются совершенно параллельными друг другу, поскольку по мере того, как волокно движется вверх или наружу внутри канала, текучая среда выходит через пористый металл, таким образом, уменьшая перепад давления ниже волокна, посредством этого заставляя волокно приостанавливать движение вверх в канале.
Гидродинамические подшипники, описанные здесь, дают возможность перемещать оптическое волокно вдоль области жидкостного амортизирующего средства с тем, чтобы предотвратить или по существу предотвратить реальный механический контакт между оптическим волокном и узлом 216 подшипника, например волокно движется внутри канала 250 поддержки волокна без контакта с пластинами 230 или 232. Кроме того, из-за размера и конфигурации данной области гидродинамический подшипник способен поддерживать волокно внутри данной области без механического контакта в диапазоне натяжений протягивания без активного контроля потока текучей среды.
Ссылаясь на Фиг.5, поток текучей среды может быть важен для предотвращения движения оптического волокна 214 в направлении нижней части 257 канала 250 поддержки волокна и контакта с прокладкой 237 или сторонами канала 250 поддержки волокна (внутренними поверхностями 242, 244). Это особенно важно, когда оптическое волокно является все еще голым, для того чтобы качество волокна не подвергалось риску механического контакта с узлом 216 подшипника. Более того, считается, что чем ближе оптическое волокно 214 расположено по отношению к нижней части 257 канала 250 поддержки волокна, тем более высокое давление необходимо внутри канала 250 поддержки волокна для поддержания оптического волокна 214 в желаемой позиции. Очевидно, что сужение в сторонах 242 и 244 канала будет приводить к уменьшению зазоров между сторонами канала и волокном, вызывая данную потребность в более высоком давлении. Другие факторы, оказывающие влияние на положение волокна в канале 250 поддержки волокна, включают натяжение протягивания. Например, волокно, вытягиваемое с натяжением в 200 г, будет плавать внутри канала 250 поддержки волокна ниже, чем волокно, вытягиваемое с натяжением в 100 г, при одинаковом потоке жидкости. По существу важно, чтобы текучая среда, входящая в область гидродинамического подшипника, была достаточной для поддержания оптического волокна в желаемом положении для конкретной используемой скорости протягивания волокна и натяжения протягивания. Например, в варианте осуществления, описанном выше, который использует канал 250 поддержки волокна, имеющий ширину примерно 127 микрон в самой глубокой части между пластинами 230 и 232 и примерно 380 микрон в самой крайней части, скорость потока текучей среды может составлять от 0,5 л/сек до более чем 5 л/сек. Такие конфигурация и поток текучей среды могут приводить к локальным скоростям текучей среды вокруг оптического волокна вплоть до 800 км/час или даже выше. Таким образом, в некоторых вариантах осуществления максимальные скорости текучей среды вокруг волокна, применяемые в канале 250 поддержки волокна, составляют более 100, более 200, более 400 и возможно даже более 600 км/час. В некоторых вариантах осуществления максимальные скорости текучей среды вокруг волокна, применяемые в канале 250 поддержки волокна, были выше 900 км/час. Например, заявители успешно применяли скорость текучей среды 1000 км/час вокруг волокна в канале 250 поддержки волокна. Однако способы, раскрытые в настоящем описании, конечно, не ограничиваются данными скоростями текучей среды, и фактически скорость текучей среды, предпочтительно, может быть выбрана, чтобы вызывать расположение волокна в желаемой позиции внутри канала 250 поддержки волокна в зависимости от условий протягивания (например, скорости протягивания, натяжения протягивания и т.д.) и конструкции гидродинамического подшипника. В другом варианте осуществления скорость потока текучей среды может составлять примерно от 3 до 4 л/сек. Конечно, можно использовать любую скорость текучей среды, достаточную для поддержания оптического волокна в желаемой позиции при заданном натяжении протягивания. Использование таких высоких скоростей потока текучей среды может значительно облегчить охлаждение оптического волокна. Чем больше разница между температурой волокна и температурой текучей среды, выпускаемой через гидродинамический подшипник, и чем выше скорость потока текучей среды, тем большее охлаждение может быть достигнуто. В некоторых вариантах осуществления температура волокна, входящего в гидродинамический подшипник, может быть более чем на 100°С, более чем на 500°С, более чем на 1000°С и даже более чем на 1500°С выше температуры текучей среды, выходящей через и поддерживающей волокно внутри гидродинамического подшипника. Использование такой разницы температур в варианте осуществления, обсужденном выше (т.е. использование гидродинамического подшипника, имеющего канал 250 поддержки волокна, имеющий ширину примерно 127 микрон в самой глубокой части, примерно 380 микрон в самой наружной части, имеющего радиус гидродинамического подшипника (и, таким образом, радиус поворота волокна) примерно 8 см (3 дюйма), скорости потока текучей среды примерно от 0,5 до 5 л/сек или выше), со скоростью протягивания оптического волокна более 20 метров в секунду, волокно, имеющее температуру 1100°С при входе в гидродинамический подшипник, может быть охлаждено вплоть до 1000°С, т.е. примерно до 100°С, используя текучую среду (предпочтительно воздух) комнатной температуры (т.е. примерно 20°С), посредством пропускания волокна через гидродинамический подшипник, чтобы заставить волокно повернуть в направлении 180°. Такое очень значительное охлаждение иллюстрирует способность использования гидродинамического подшипника, такого как описанный здесь, охлаждать волокно более чем на 50, 200, 500, 700°С и даже более чем на 900°С. Возможно еще более значительным является то, что такого охлаждения волокна можно добиться в пределах расстояния волокна (т.е. кругового расстояния, в пределах которого волокно подвергается воздействию жидкостного амортизирующего средства гидродинамического подшипника) менее 3, более предпочтительно менее 2 и наиболее предпочтительно менее 1 метра. Однако могут применяться большие или меньшие расстояния контакта волокно/жидкостное амортизирующее средство в зависимости от желаемых результатов и расположения производственной площади. Значительная охлаждающая способность описанных здесь гидродинамических подшипников делает возможным потенциальное исключение гелиевых охлаждающих средств из процесса протягивания оптического волокна полностью.
Радиус гидродинамических подшипников 16, 24, 116, 216, 316 не является критическим. В некоторых вариантах осуществления гидродинамический подшипник сконструирован, чтобы приводить к радиусу поворота волокна примерно от 8 до 16 см. Можно использовать большие или меньшие радиусы гидродинамических подшипников или можно использовать дополнительные гидродинамические подшипники (такие, как проиллюстрированные на Фиг.2), например, в зависимости от того, желательно ли более сильное охлаждение (в этом случае может быть предпочтительным гидродинамический подшипник большего радиуса) или от ограничений процесса протягивания волокна.
В другом варианте осуществления, показанном на Фиг.6, гидродинамический подшипник 316 может иметь одну или несколько зазубренных частей 370, связанных с аркообразной внешней поверхностью 338 первой пластины и второй пластины (не показано). В другом варианте осуществления, как обсуждалось ранее, конструкция из Фиг.6 может быть включена в качестве отдельной внутренней детали, как описано в отношении Фиг.3. Все еще ссылаясь на Фиг.6, соответствующие зазубренные части 370 на каждой пластине могут позволить более контролируемый вход и/или выход оптического волокна 314. В частности, по мере того как оптическое волокно 314 входит в гидродинамический подшипник, оно проходит между первой пластиной и второй пластиной (как ранее было видно в вариантах осуществления Фиг.4 и 5). На выходе из подшипника волокно может подвергаться воздействию осциллирующих сил, что может быть вызвано рядом причин, вынуждая оптическое волокно приходить в механический контакт с первой пластиной и второй пластиной в данной области. Зазубренные части 370 на пластине(ах) (или отдельной внутренней детали) сводят до минимума или устраняют усилие перемещения, действующее на оптическое волокно, по мере того как оно входит в данную область или выходит из нее, давая возможность оптическому волокну непосредственно входить и/или выходить из части области жидкостного амортизирующего средства, таким образом, в основном обходить осциллирующую гидродинамическую силу. Как показано в варианте осуществления Фиг.6, могут существовать две соответствующие зазубренные части 370, связанные с первой пластиной и второй пластиной (не показано) (или внутренней деталью): одна соответствующая зазубренная часть для обеспечения входа оптического волокна и одна для обеспечения выхода оптического волокна. Как обсуждалось ранее, внутренняя деталь 236 из Фиг.3 может быть конфигурирована с зазубринами Фиг.6, чтобы обеспечить аналогичную производительность. Конечно, может быть использована любая конструкция или расположение пластины(пластин) и/или внутренней детали, которая может свести до минимума или исключить усилие перемещения, действующее на оптическое волокно.
По этой причине узел подшипника, описанный здесь, обладает многими функциями, включая обеспечение нелинейной траектории для производства оптических волокон. В этом отношении узел подшипника можно использовать в любой комбинации со способами перемещения оптического волокна, как предварительно обсуждалось в настоящем описании. Кроме того, следует понимать, что варианты осуществления гидродинамических подшипников, как обсуждалось и было проиллюстрировано здесь, могут использоваться на любой стадии в процессе производства оптического волокна. Делая возможной нелинейную траекторию перед устройством для нанесения покрытия, узлы подшипников и системы производства оптического волокна, включающие данные узлы подшипников, являются особенно гибкими в том, что их компонентами можно легко управлять и осуществлять их замену внутри систем производства оптического волокна, в то же время обеспечивая системы, которые используют меньше пространства, в сравнении с традиционными башнями для вытягивания волокна.
Как обсуждалось в настоящем описании, другие преимущественные функции узлов подшипников и систем производства оптического волокна, включающих такие узлы подшипников, включают новые системы и способы охлаждения оптического волокна, тем самым устраняя дополнительные охлаждающие механизмы и компоненты и далее увеличивая гибкость таких систем. Соответственно системы производства оптического волокна, включающие гидродинамические подшипники, и описанные здесь способы производства оптических волокон обеспечивают много преимуществ перед традиционными системами и способами.
Пример
Оптическое волокно с приблизительным диаметром 125 микрон вытягивали из заготовки оптического волокна, используя традиционный процесс вытягивания волокна, применяя скорость протягивания 20 м/сек, с натяжением протягивания примерно 200 грамм. Голое непокрытое волокно изготовляли, чтобы подвергнуть изменению направления в 180°, направляя волокно через гидродинамический подшипник в соответствии с настоящим изобретением. Использованный гидродинамический подшипник был типа, проиллюстрированного на Фиг.3-5, и демонстрировал канал 250 поддержки волокна, имеющий ширину примерно 127 микрон в самой глубокой части, примерно 380 микрон в самой наружной части, обладая радиусом гидродинамического подшипника (и таким образом, радиусом поворота волокна) примерно 13 см (5 дюймов). Гидродинамический подшипник располагали так, что температура волокна на входе в гидродинамический подшипник составляла примерно 1100°С. Воздух комнатной температуры (т.е. примерно 24°С) пропускали через гидродинамический подшипник. Максимальная скорость текучей среды в области, окружающей оптическое волокно в канале 250 поддержки волокна, составляла примерно 1000 км/час. Температура волокна в точке выхода из гидродинамического подшипника составляла примерно 500°С, демонстрируя, таким образом, значительную охлаждающую способность изобретения. Траектория волокна была успешно развернута на 180° без повреждения оптического волокна.
Специалистам в данной области техники будет очевидно, что можно сделать различные модификации и вариации настоящего изобретения без отхода от сущности и объема настоящего изобретения. Таким образом, подразумевается, что настоящее изобретение охватывает модификации и варианты данного изобретения при условии, что они находятся внутри объема защиты прилагаемых пунктов формулы изобретения и их эквивалентов.
Реферат
Изобретение относится к способам получения оптических волокон путем вытягивания. Техническим результатом изобретения является упрощение конструкции. Способ включает вытягивание оптического волокна из заготовки вдоль первой траектории, которая контактирует с областью жидкостного амортизирующего средства гидродинамического подшипника. Затем волокно перенаправляется вдоль второй траектории, по мере того как волокно вытягивается сквозь указанную область жидкостного амортизирующего средства. 3 н. и 9 з.п. ф-лы, 1 пр., 8 ил.
Формула
вытягивание оптического волокна без покрытия из заготовки вдоль первой траектории;
контактирование указанного оптического волокна без покрытия с областью текучей среды в гидродинамическом подшипнике, причем указанный гидродинамический подшипник содержит канал, указанный канал ограничивается, по меньшей мере, двумя боковыми стенками, причем волокно удерживается внутри области указанного канала, который является достаточным, чтобы вызвать левитацию указанного волокна внутри канала в основном в результате перепада давления, который существует ниже волокна внутри канала, причем указанный перепад давления вызван более высоким давлением, вызванным указанной текучей средой, подаваемой ниже волокна внутри канала, по сравнению с давлением, которое присутствует выше волокна, и
перенаправление указанного оптического волокна без покрытия вдоль второй траектории по мере того, как указанное оптическое волокно без покрытия вытягивают сквозь указанную область жидкостного амортизирующего средства.
вытягивание оптического волокна вдоль первой траектории и одновременно с указанным вытягиванием;
контактирование указанного оптического волокна с областью гидродинамического подшипника, где указанный гидродинамический подшипник включает первую пластину и вторую пластину, которые объединены с образованием области канала, где указанный канал сходит на конус под углом, и текучая среда втекает в указанный канал через вход, таким образом, поддерживая указанное волокно внутри указанной области канала в течение указанной стадии вытягивания, причем более узкая часть канала сконфигурирована, чтобы получать текучую среду для транспортировки через указанный канал, посредством чего создавая высокое давление на стороне входа текучей среды канала относительно давления на стороне выхода текучей среды канала, и посредством этого амортизирующего средства, и доставляя указанное волокно по аркообразной траектории через указанный гидродинамический подшипник; и
перенаправление указанного оптического волокна через указанную аркообразную траекторию и вдоль второй траектории по мере того, как оптическое волокно вытягивают сквозь указанную область жидкостного амортизирующего средства.
вытягивание оптического волокна без покрытия из заготовки вдоль первой траектории и одновременно с указанным вытягиванием;
контактирование указанного оптического волокна без покрытия с текучей средой внутри канала, причем указанный канал ограничивается двумя, по меньшей мере, по существу, параллельными боковыми стенками, причем выбирают давление текучей среды для указанной текучей среды и удерживают волокно внутри области указанного канала, имеющего ширину, при этом указанные давление и ширина достаточны, чтобы заставить указанное волокно центрироваться внутри канала, по меньше мере, по существу, благодаря эффекту Бернулли.
Комментарии