Способ изготовления оптического растра - SU1606474A1
Код документа: SU1606474A1
Чертежи


Описание
Изобретение относится к оптической технологии и может быть использовано при изготовлении оптических растров.
Целью изобретения является повышение лучевой стойкости, оптических характеристик растра, постоянства фокусного расстояния и шага растра по всей его поверхности, обеспечение возможности получения растра с шагом менее 0,05 мм.
На фиг. 1 показана принципиальная схема установки для изготовления оптического растра на фиг. 2 - фор-. ма подложки для изготовления растра на цилиндрической поверхности, на фиг. 3 - форма подложки для изготовления плоского растра; на фиг, 4 - форма подложки для изготовления спирального растра; на фиг. 5 - сочетание растра на цилиндрической подложке .
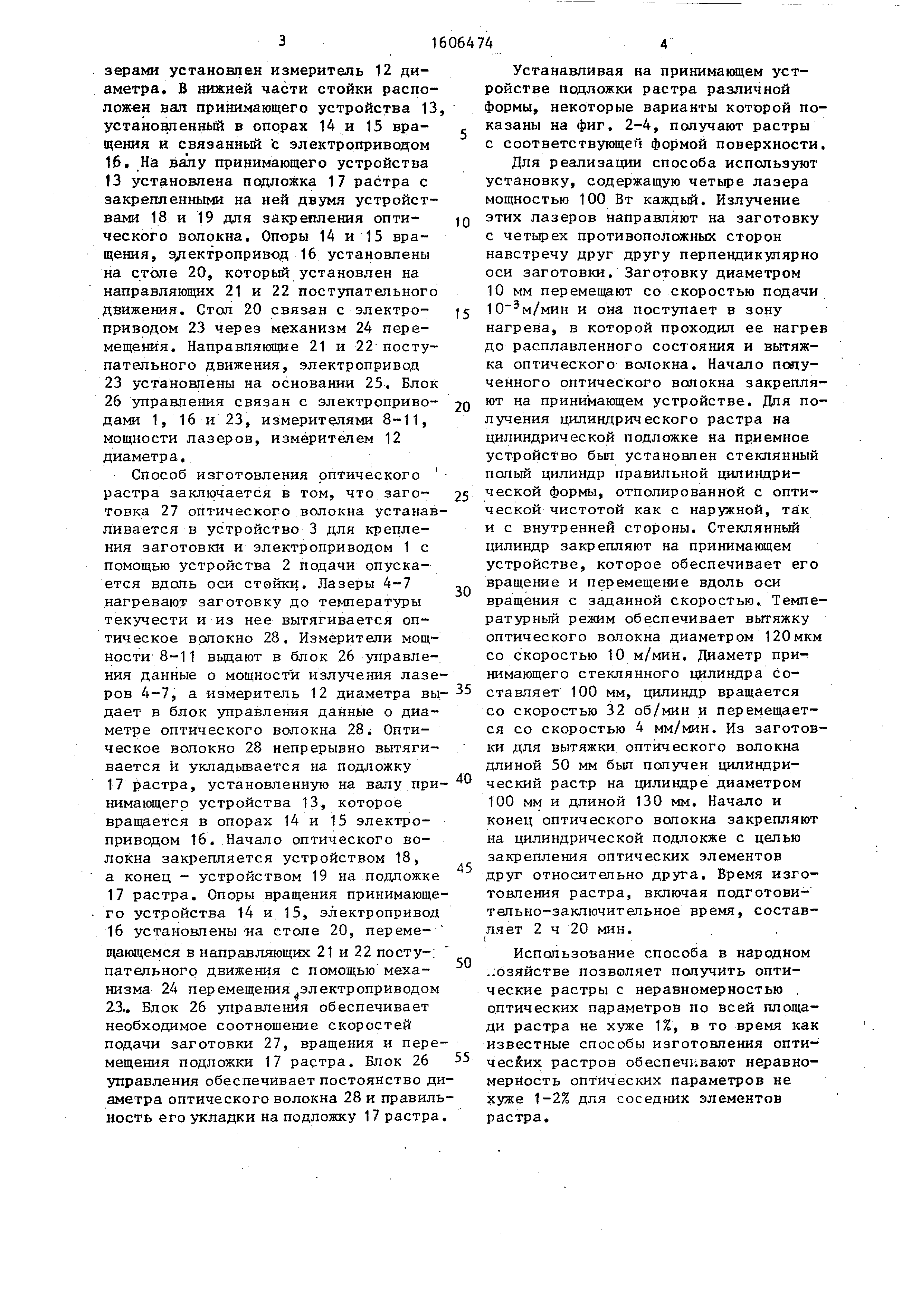
Устройство содержит электропривод 1, связанный с устройством 2 подачи, на котором расположен механизм 3 крепления зaгoтoвra. Устройство подачи 2 установлено вдоль оси стойки . (не показано). Под механизмом 3 1фепления заготовки на стойке закреплены четыре СО лазера 4-7. Оси. лазеров лежат в одной плоскости, перпендикулярной оси стойки, лазеры 4 и 5, 6 и 7 расположены диаметрально противоположно и оптичесга{8 оси их пересекаются в одной точке, которая лежит на оси стойки. Перед каждым лазером на его оси установлены измерители 8-11 мощности, под лаО5
О
установлен измеритель 12 диаметра , В нижней части стойки расположен вал принимающего устройства 13, установпенньй в опорах 14 и 15 вращения и связанный с электроприводом 16, На валу принимающего устройства 13 установлена подложка 17 растра с закрепленными на ней двумя устройствами 18 и 19 для закрепления оптического волокна. Опоры 14 и 15 вращения , э/1ектропривод 16 установлены на столе 20, который установлен на направляющих 21 и 22 поступательного движения. Стол 20 связан с электроприводом 23 через механизм 24 перемещения . Направляющие 21 и 22 поступательного движения, электропривод 23 установлены на основании 25. Блок 26 управления связан с электроприводами 1, 16 и 23, измерителями 8-11, мощности лазеров, измерителем 12 диаметра.
Способ изготовления оптического растра заключается в том, что заготовка 27 оптического волокна устанавливается в устройство 3 для крепления заготовки и электроприводом 1 с помощью устройства 2 подачи опускается вдоль оси стойки. Лазеры 4-7 нагревают заготовку до температуры текучести и из нее вытягивается оптическое волокно 28. Измерители мощности 8-11 вьщают в блок 26 управления данные о мощности излучения лазеров 4-7, а измеритель 12 диаметра выдает в блок управления данные о диаметре оптического волокна 28. Оптическое волокно 28 непрерывно вытягивается и укладьшается на подложку 17 растра, установленную на валу принимающего устройства 13, которое вращается в опорах 14 и 15 электроприводом 16..Начало оптического волокна закрепляется устройством 18, а конец - устройством 19 на подложке 17 растра. Опоры вращения принимающего устройства 14 и 15, электропривод 16 установлены-на столе 20, переме- щающемся в направляющих 21 и 22 посту-; пательного движения с помощью механизма 24 перемещения электроприводом 23., Блок 26 управления обеспечивает необходимое соотношение скоростей подачи заготовки 27, вращения и перемещения подложки 17 растра. Блок 26 управления обеспечивает постоянство диаметра оптического волокна 28 и правильность его укладки на подложку 17 растра
0
5
0
5
0
5
0
5
0
5
Устанавливая на принимающем устройстве подложки растра различной формы, некоторые варианты которой показаны на фиг. 2-4, получают растры с соответствующей формой поверхности.
Для реализации способа используют установку, содержащую четыре лазера мощностью 100 Вт каждьй. Излучение этих лазеров направляют на заготовку с четырех противоположных сторон навстречу друг другу перпендикулярно оси заготовки. Заготовку диаметром 10 мм перемешают со скоростью подачи 10 м/мин и она поступает в зону нагрева, в которой проходил ее нагрев до расплавленного состояния и вытяжка оптического волокна. Начало подученного оптического волокна закрепляют на принимающем устройстве. Для получения цилиндрического растра на цилиндрической подложке на приемное устройство был установлен стеклянный полый цилиндр правильной цилиндрической формы, отполированной с оптической чистотой как с наружной, так и с внутренней стороны. Стеклянный цилиндр закрепляют на принимающем устройстве, которое обеспечивает его вращение и перемещение вдоль оси вращения с заданной скоростью. Температурный режим обеспечивает вьп яжку оптического волокна диаметром 120мкм со скоростью 10 м/мин. Диаметр принимающего стеклянного цилиндра составляет 100 мм, цилиндр вращается со скоростью 32 об/мин и перемещается со скоростью 4 мм/мин. Из заготовки для вытяжки оптического волокна длиной 50 мм был получен цилиндрический растр на цилиндре диаметром 100 мм и длиной 130 мм. Начало и конец оптического волокна закрепляют на цилиндрической подлокже с целью закрепления оптических элементов друг относительно друга. Время изготовления растра, включая подготовительно-заключительное время, составляет 2 ч 20 мин. I
Использование способа в народном .:озяйстве позволяет получить оптические растры с неравномерностью . оптических параметров по всей площади растра не хуже 1%, в то время как известные способы изготовления опти- чесйих растров обеспечивают неравномерность оптических параметров не хуже 1-2% для соседних элементов растра.
«;ff8,10
20 т
л
/J.3l3n 15
m
I
Г
иг.1
2

Реферат
Изобретение относится к оптической технологии и может быть использовано при изготовлении оптических растров. Цель изобретения - повышение лучевой стойкости оптических характеристик растра - постоянства фокусного расстояния и шага растра по всей его поверхности, обеспечение возможности получения растра с шагом менее 0,05 мм. В способе изготовления оптического растра в качестве оптических элементов используют оптическое волокно, непрерывно укладываемое на подложку одновременно с процессом его вытяжки. 5 ил.
Формула
Комментарии