Оптическое волокно с низким затуханием - RU2723407C2
Код документа: RU2723407C2
Чертежи







Описание
[0001] По настоящей заявке испрашивается приоритет, согласно параграфу 119 раздела 35 Свода законов США, в отношении предварительной патентной заявки США № 62/086281, поданной 02 декабря 2014 г., содержание которой рассматривается в качестве основы и во всей своей полноте включается в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к оптическим волокнам с низким затуханием. Настоящее изобретение также относится к способам и системам для изготовления оптических волокон с низким затуханием.
Уровень техники
[0003] В производстве оптических волокон заготовки для оптических волокон нагреваются до температур, значительно превосходящих температуру размягчения стекла, а затем вытягиваются с большим коэффициентом вытяжения, образуя оптические волокна, имеющие 125 мкм в диаметре. Вследствие высоких температур вытяжения, больших коэффициентов вытяжения и высоких скоростей вытяжения, стекло находится далеко от равновесного состояния, и в результате этого получаются волокна с высокой фиктивной температурой. Высокая фиктивная температура является нежелательной в случае волокон, используемых для передачи оптических сигналов, потому что высокая фиктивная температура, как известно, соответствует увеличению затухания сигнала. Для уменьшения затухания сигнала, передаваемого волокном, оказывается желательной модификация условий обработки волокна в целях получения волокон с пониженной фиктивной температурой. Попытки уменьшения фиктивной температуры обнаружили, что медленное охлаждение волокна стабилизирует волокно в состоянии, близком к равновесному состоянию. Продолжительное охлаждение волокна в критическом температурном режиме в области стеклования волокна представляет собой одну стратегию уменьшения фиктивной температуры волокна. Однако степень, в которой фиктивная температура волокно может быть уменьшена в существующих системах обработки волокна при скоростях вытяжения, используемых в изготовлении оптического волокна, является ограниченной, потому что продолжительность выдерживания волокна при температуре в критическом режиме является чрезмерно короткой, составляя менее 0,2 с, чтобы допускать значительную релаксацию структуры стекла. Вследствие короткой продолжительности выдерживания, структура стекла остается далеко от равновесного состояния, и достигается лишь скромное уменьшение фиктивной температуры. Была бы желательной разработка способов обработки волокна, которые обеспечивают производство волокон, имеющих низкую фиктивную температуру.
Сущность изобретения
[0004] Настоящее изобретение предлагает оптическое волокно, имеющее низкое затухание. Данное оптическое волокно представляет собой стеклянное волокно и обрабатывается в условиях, которые обеспечивают более полную структурную релаксацию стекла. Более полная структурная релаксация приводит к снижению фиктивной температуры волокна и уменьшает затухание в волокне.
[0005] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
поддержание температуры оптического волокна между 1000°C и 1700°C в течение периода времени, составляющего, по меньшей мере, 0,5 с, при скорости вытяжения, составляющей более чем 30 м/с.
[0006] Настоящее изобретение распространяется на:
Оптическое волокно, включающее кварцевое стекло, причем вышеупомянутое оптическое волокно имеет фиктивную температуру, составляющую менее 1450°C, и имеет затухание при 1550 нм, составляющее менее 0,18 дБ/км.
[0007] Настоящее изобретение распространяется на:
оптическое волокно, включающее кварцевое стекло, причем вышеупомянутое оптическое волокно имеет затухание менее 0,17 дБ/км при 1550 нм.
[0008] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1700°C, вышеупомянутая первая зона включает первый гидродинамический подшипник, вышеупомянутый первый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения, вышеупомянутый первый гидродинамический подшипник осуществляет вышеупомянутое перенаправление с вышеупомянутого первого направления перемещения на вышеупомянутое второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном.
[0009] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1700°C, вышеупомянутая первая зона включает первый гидродинамический подшипник, вышеупомянутый первый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения, вышеупомянутый первый гидродинамический подшипник осуществляет вышеупомянутое перенаправление с вышеупомянутого первого направления перемещения на вышеупомянутое второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном, в котором вышеупомянутое оптическое волокно поддерживается при второй температуре между 1000°C и 1700°C вдоль вышеупомянутого второго направления перемещения, причем вышеупомянутая вторая температура отличается от вышеупомянутой первой температуры.
[0010] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1700°C, вышеупомянутая первая зона включает первый гидродинамический подшипник, вышеупомянутый первый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения, вышеупомянутый первый гидродинамический подшипник осуществляет вышеупомянутое перенаправление с вышеупомянутого первого направления перемещения на вышеупомянутое второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном, причем вышеупомянутое оптическое волокно поддерживается при второй температуре между 1000°C и 1700°C вдоль вышеупомянутого второго направления перемещения, вышеупомянутая вторая температура отличается от вышеупомянутой первой температуры, и вышеупомянутое оптическое волокно поддерживается при вышеупомянутой первой температуре и вышеупомянутой второй температуре в течение совокупного времени, составляющего более чем 0,5 с.
[0011] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1700°C; и
нагреваемый гидродинамический подшипник, причем вышеупомянутый нагреваемый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном, вышеупомянутый нагреваемый гидродинамический подшипник имеет температуру между 500°C и 1500°C.
[0012] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1700°C, вышеупомянутая первая зона включает первый гидродинамический подшипник, вышеупомянутый первый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения, вышеупомянутый первый гидродинамический подшипник осуществляет вышеупомянутое перенаправление с вышеупомянутого первого направления перемещения на вышеупомянутое второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном, оптическое волокно поддерживается при второй температуре между 1000°C и 1700°C вдоль второго направления перемещения, причем суммарная продолжительность выдерживания оптического волокна, поддерживаемого при первой и второй температурах между 1000°C и 1700°C вдоль первого и второе направлений перемещения, составляет более чем 0,5 с.
[0013] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
вытяжение оптического волокна;
доставку вышеупомянутое оптическое волокно в область обработки, причем вышеупомянутая область обработки включает один или несколько гидродинамических подшипников, расположенных в первой конфигурации, один или несколько вышеупомянутых гидродинамических подшипников не захватывают вышеупомянутое оптическое волокно в вышеупомянутой первой конфигурации; вышеупомянутое оптическое волокно проходит через вышеупомянутую область обработки вдоль первой траектории;
изменение положения одного или нескольких вышеупомянутых гидродинамических подшипников до второй конфигурации, один или несколько вышеупомянутых гидродинамических подшипников захватывают вышеупомянутое оптическое волокно в вышеупомянутой второй конфигурации; причем вышеупомянутый захват осуществляет перенаправление вышеупомянутого оптического волокна с вышеупомянутой первой траектории на вторую траекторию.
[0014] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
вытяжение оптического волокна;
доставку вышеупомянутого оптического волокна в область обработки, причем вышеупомянутая область обработки включает один или несколько гидродинамических подшипников, расположенных в первой конфигурации, один или несколько вышеупомянутых гидродинамических подшипников не захватывают вышеупомянутое оптическое волокно в вышеупомянутой первой конфигурации; вышеупомянутое оптическое волокно проходит через вышеупомянутую область обработки вдоль первой траектории;
изменение положения одного или нескольких вышеупомянутых гидродинамических подшипников до второй конфигурации, причем один или несколько вышеупомянутых гидродинамических подшипников захватывают вышеупомянутое оптическое волокно в вышеупомянутой второй конфигурации; вышеупомянутый захват осуществляет перенаправление вышеупомянутого оптического волокна с вышеупомянутой первой траектории на вторую траекторию,
в котором оптическое волокно имеет продолжительность выдерживания при температурах между 1000°C и 1700°C в течение более чем 0,5 с вдоль одной из вышеупомянутой первой траектории, вышеупомянутой второй траектории и комбинации вышеупомянутой первой траектории и вышеупомянутой второй траектории.
[0015] Настоящее изобретение распространяется на:
устройство для обработки волокна, включающее:
область обработки, поддерживаемую при температуре между 1000°C и 1700°C, причем вышеупомянутая область обработки включает один или несколько гидродинамических подшипников, один или несколько вышеупомянутых гидродинамических подшипников выполнены с возможностью приема и перемещения оптического волокна.
[0016] Настоящее изобретение распространяется на: способ обработки оптического волокна, включающий:
поддержание температуры оптического волокна между 1000°C и 1500°C в течение периода времени, составляющего, по меньшей мере, 0,5 с, при скорости вытяжения, составляющей более чем 30 м/с.
[0017] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
вытяжение оптического волокна из заготовки при скорости вытяжения, составляющей более чем 30 м/с; и поддержание температуры вытягиваемого оптического волокна между 1000°C и 1700°C в течение периода времени, составляющего, по меньшей мере, 0,5 с.
[0018] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
вытяжение оптического волокна из заготовки при скорости вытяжения, составляющей более чем 30 м/с; и поддержание температуры вытягиваемого оптического волокна между 1000°C и 1500°C в течение периода времени, составляющего, по меньшей мере, 0,5 с.
[0019] Настоящее изобретение распространяется на:
оптическое волокно, включающее кварцевое стекло, причем вышеупомянутое оптическое волокно имеет затухание менее 0,18 дБ/км при 1550 нм. Согласно некоторым вариантам осуществления, оптическое волокно имеет затухание, составляющее менее 0,17 дБ/км при 1550 нм. Согласно другим вариантам осуществления, оптическое волокно имеет затухание, составляющее менее 0,16 дБ/км. Согласно следующим вариантам осуществления, оптическое волокно имеет затухание, составляющее менее 0,15 дБ/км. Согласно следующим вариантам осуществления, оптическое волокно имеет затухание, составляющее менее 0,14 дБ/км. Согласно следующим вариантам осуществления, оптическое волокно имеет затухание, составляющее менее 0,12 дБ/км.
[0020] Настоящее изобретение распространяется на:
оптическое волокно, включающее кварцевое стекло, причем вышеупомянутое оптическое волокно имеет фиктивную температуру, составляющую менее 1450°C. Согласно некоторым вариантам осуществления, оптическое волокно имеет фиктивную температуру, составляющую менее 1400°C, и согласно некоторым другим вариантам осуществления оптическое волокно имеет фиктивную температуру, составляющую менее 1300°C.
[0021] Настоящее изобретение распространяется на:
оптическое волокно, включающее кварцевое стекло, причем вышеупомянутое оптическое волокно имеет фиктивную температуру, составляющую менее 1450°C, и затухание при 1550 нм, составляющее менее 0,18 дБ/км.
[0022] Настоящее изобретение распространяется на:
устройство для обработки оптического волокна, включающее:
область обработки, причем вышеупомянутая область обработки выполнена с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения, вышеупомянутая область обработки включает первую зону, выполненную с возможностью поддержания вышеупомянутого оптического волокна при первой температуре между 1000°C и 1500°C, вышеупомянутая первая зона включает первый гидродинамический подшипник, вышеупомянутый первый гидродинамический подшипник выполнен с возможностью перенаправления вышеупомянутого оптического волокна с вышеупомянутого первого направления перемещения на второе направление перемещения, вышеупомянутый первый гидродинамический подшипник осуществляет вышеупомянутое перенаправление с вышеупомянутого первого направления перемещения на вышеупомянутое второе направление перемещения без непосредственного контакта с вышеупомянутым оптическим волокном.
[0023] Настоящее изобретение распространяется на:
устройство для обработки волокна, включающее:
область обработки, поддерживаемую при температуре между 1000°C и 1500°C, причем вышеупомянутая область обработки включает один или несколько гидродинамических подшипников, один или несколько вышеупомянутых гидродинамических подшипников выполненный с возможностью приема и перемещения оптического волокна.
[0024] Настоящее изобретение распространяется на:
способ обработки оптического волокна, включающий:
вытяжение оптического волокна;
доставку вышеупомянутого оптического волокна в область обработки, причем вышеупомянутая область обработки включает один или несколько гидродинамических подшипников, расположенных в первой конфигурации, один или несколько вышеупомянутых гидродинамических подшипников не захватывают вышеупомянутое оптическое волокно в вышеупомянутой первой конфигурации; вышеупомянутое оптическое волокно проходит через вышеупомянутую область обработки вдоль первой траектории;
изменение положения одного или нескольких вышеупомянутых гидродинамических подшипников до второй конфигурации, один или несколько вышеупомянутых гидродинамических подшипников захватывают вышеупомянутое оптическое волокно в вышеупомянутой второй конфигурации; причем вышеупомянутый захват осуществляет перенаправление вышеупомянутого оптического волокна с вышеупомянутой первой траектории на вторую траекторию.
[0025] Дополнительные отличительные признаки и преимущества будут представлены в подробном описании, которое приведено ниже, и отчасти будут легко понятными для специалистов в данной области техники из данного описания или признаны посредством практической реализации вариантов осуществления, которые представлены в приведенных описаниях и формуле изобретения, а также на прилагаемых чертежах.
[0026] Следует понимать, что как предшествующее общее описание, так и следующее подробное описание представляют собой лишь примеры и предназначаются для обеспечения обзора или основы для понимания природы и характера формулы изобретения.
[0027] Сопровождающие чертежи представлены для обеспечения более полного понимания и включаются в настоящее описание в качестве его неотъемлемой части. Данные чертежи иллюстрируют выбранные аспекты настоящего изобретения и совместно с описанием служат для разъяснения принципов и эксплуатации способов, продуктов и композиций, на которые распространяется настоящее изобретение. Отличительные признаки, представленные на чертежах, представляют собой иллюстрации выбранных вариантов осуществления настоящего изобретения и не должны быть обязательно представлены в действительном масштабе.
Краткое описание чертежей
[0028] Хотя данное описание заключается формулой изобретения, конкретно показывающей и четко заявляющей предмет настоящего изобретения, считается, что настоящее изобретения будет более понятным из представленного ниже описания, когда оно рассматривается в сочетании с сопровождающими чертежами, в числе которых:
[0029] фиг. 1 представляет систему для изготовления оптического волокна;
[0030] фиг. 2 представляет гидродинамический подшипник, используемый в системе для изготовления оптического волокна;
[0031] фиг. 3 представляет гидродинамический подшипник на виде сбоку;
[0032] фиг. 4 представляет вариант осуществления системы обработки волокна, имеющей гидродинамические подшипники, которые регулируют скорость охлаждения волокна;
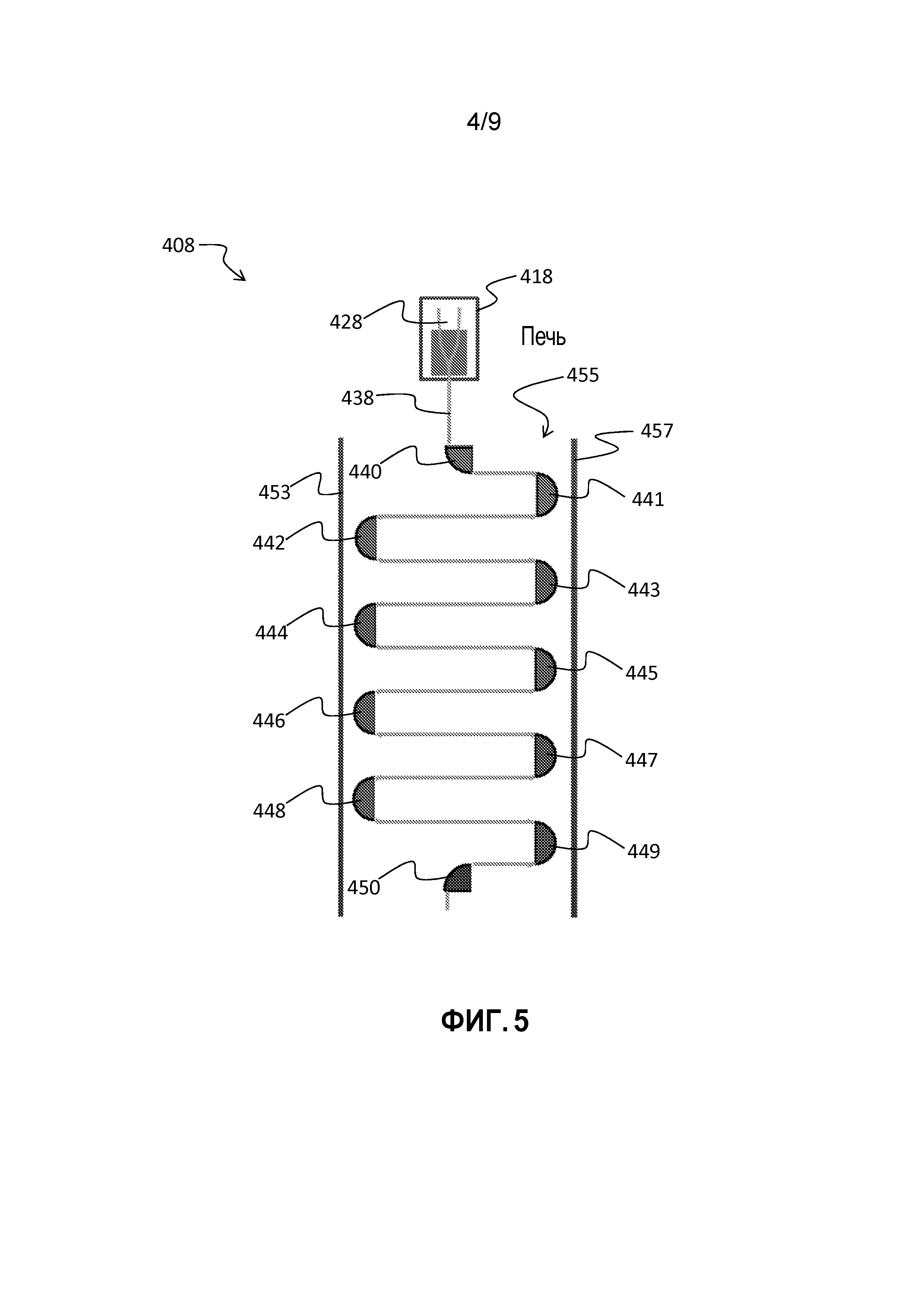
[0033] фиг. 5 представляет вариант осуществления системы обработки волокна, имеющей гидродинамические подшипники, расположенные в нагреваемой области обработки;
[0034] фиг. 6a-6e представляют вариант осуществления процесса захвата оптического волокна гидродинамическими подшипниками и регулирование длины траектории волокна через различные секции области обработки;
[0035] фиг. 7 представляет изменение фиктивной температуры кварцевого волокна в зависимости от продолжительности выдерживания (вплоть до 2 с) волокна в системе обработки, где печи работают при постоянных температурах, составляющих от 900°C до 1300°C;
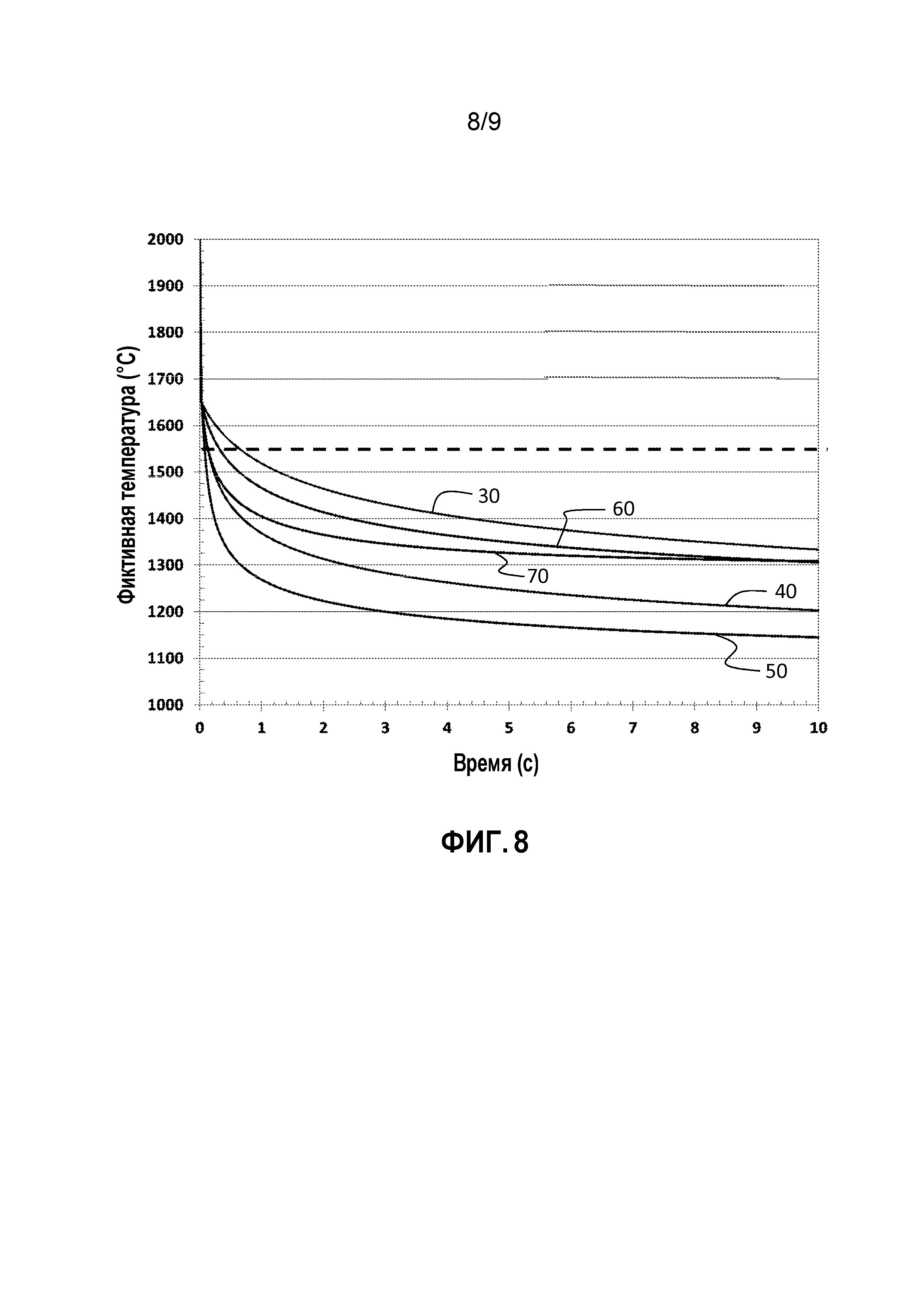
[0036] фиг. 8 представляет изменение фиктивной температуры кварцевого волокна в зависимости от продолжительности выдерживания (вплоть до 10 с) волокна в системе обработки, где печи работают при постоянных температурах, составляющих от 900°C до 1300°C; и
[0037] фиг. 9 представляет затухание в зависимости от длины волны для кварцевых волокон, имеющих различные фиктивные температуры.
[0038] Варианты осуществления, которые представлены на чертежах, являются иллюстративными по своей природе и не предназначаются для ограничения объема подробного описания или формулы изобретения. Насколько это возможно, для обозначения одинаковых или аналогичных деталей на всех чертежах будут использоваться одинаковые условные номера.
Подробное описание
[0039] Далее будут подробно представлены иллюстративные варианты осуществления настоящего изобретения.
[0040] Настоящее изобретение предлагает оптическое волокно, имеющее низкое затухание. Данное оптическое волокно представляет собой стеклянное волокно и обрабатывается в условиях, которые обеспечивают более полную структурную релаксацию стекла. Более полная структурная релаксация приводит к снижению фиктивной температуры волокна и уменьшает затухание в волокне.
[0041] В традиционном производстве волокон формование волокна осуществляется посредством нагревания стеклянной заготовки выше температуры размягчения и вытяжения волокно при больших коэффициентах вытяжения с образованием оптических волокон, имеющих желательный диаметр. Для волокон из кварцевого стекла диаметр заготовки может составлять приблизительно от 100 до 120 мм или более, а стеклянные волокна, вытягиваемые из заготовки, как правило, имеют диаметр, составляющий 125 мкм. Для изготовления волокон из кварцевого стекла заготовка из кварцевого стекла нагревается до температуры выше 2000°C, и волокно вытягивается при скорости, составляющей 10 м/с или более. Вследствие высоких температур вытяжения, больших коэффициентов вытяжения и высоких скоростей вытяжения, структура стекла в волокне из кварцевого стекла находится далеко от равновесия. Без намерения ограничиваться какой-либо теорией, считают, что неравновесная структура волокна из кварцевого стекла представляет собой основную причину, вызывающую затухание сигнала в волокне из кварцевого стекла. Соответственно, считают, что пониженное затухание может быть достигнуто в оптических волокнах посредством модификации условий обработки в целях стабилизации структуры стекла, которая в большей степени приближается к равновесной структуре.
[0042] Для целей настоящего изобретения фиктивная температура будет использована в качестве показателя структуры стекла. Стекла с высокой фиктивной температурой имеют структуры, которые в большей степени отличаются от равновесных, чем в случае стекол с низкой фиктивной температурой. В условиях обработки, которые снижают фиктивную температуру стекла, получаются оптические волокна, имеющие структуры, которые в большей степени приближаются к равновесию. Предполагается, что оптические волокна, имеющие низкие фиктивные температуры, проявляют низкое затухание.
[0043] Фиктивная температура представляет собой температуру, при которой структура стекла находится в состоянии равновесия. Она может быть измерена методами с использованием инфракрасного (ИК) излучения, например, методом, описанным в работе D. L. Kim и M. Tomozawa «Фиктивная температура волокна из кварцевого стекла: повторное исследование», Journal of Non-Crystalline Solids, 2001 г., т. 286, с. 132-138. Как описано в этом документе, фиктивная температура представляет собой среднюю радиальную фиктивную температуру оптического волокна.
[0044] В соответствии с настоящим изобретением, показано, что условия обработки, которая занимает период времени, в течение которого на волокно воздействуют температуры в области стеклования в процессе охлаждения, способствуют релаксации структуры волокна и снижают фиктивную температуру волокна. Область стеклования, как правило, находится в интервале между 1200°C и 1700°C для оптических волокон из кварцевого стекла. Может возникать дополнительная релаксация стекла ниже области стеклования (в области ниже Tg), которая соответствует температурам между 1000°C и 1200°C. Согласно одному варианту осуществления, температурный интервал, в котором охлаждение способствует релаксации структуры стекла для получения оптического волокна с низкой фиктивной температурой, составляет от 1000°C до 1700°C. Согласно еще одному варианту осуществления, данный температурный интервал составляет от 1050°C до 1600°C. Согласно еще одному варианту осуществления, данный температурный интервал составляет от 1100°C до 1500°C.
[0045] Оптические волокна обычно вытягиваются на воздухе. Скорости охлаждения на воздухе обычно превышают 12000°C/с в течение процесса вытяжения, когда волокно находится при температуре выше 1000°C, и в результате этого получается стекло, у которого фиктивная температура составляет более чем 1550°C, а также повышается затухание в оптическом волокне. Согласно некоторым сообщениям предшествующего уровня техники, в которых описывается вытяжение оптического волокна, данное оптическое волокно находится в нагреваемой печи при вытяжении, таким образом, что на оптическое волокно воздействуют температуры между 1200°C и 1700°C в течение менее 0,1 с и в некоторых случаях менее 0,2 с. Настоящее изобретение описывает способы вытяжения оптического волокна, в котором оптические волокна выдерживаются при температурах между 1000°C и 1700°C в течение более чем 0,5 с, согласно некоторым вариантам осуществления, в течение более чем 1 с, согласно некоторым другим вариантам осуществления, и в течение более чем 2 с, согласно следующим вариантам осуществления. Способы согласно настоящему изобретению допускают выдерживание волокна при температурах между 1000°C и 1700°C в течение более чем 0,5 с, или более чем 1 с, или более чем 2 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0046] Фиг. 1 представляет типичную систему для производства оптические волокна предшествующего уровня техники. Система 108 включает заготовку волокна 110, расположенную в печи 112. Заготовка волокна 110 состоит из стекло, такого как кварцевое стекло, и может включать области, имеющие различные составы. Заготовка 110, например, может включать области модифицированного и немодифицированного кварцевого стекла, имеющие составы, соответствующие составам сердцевины и оболочки, которые являются желательными для волокон, вытягиваемых из заготовки. Заготовка волокна 110 нагревается в печи 112, и из нее вытягивается волокно 114. Волокно 114 поступает в зону обработки 130 и начинает охлаждаться. Волокно 114 выходит из зоны обработки 130 и направляется через область охлаждения 118, которая включает ряд гидродинамических подшипников 116. Гидродинамические подшипники 116 дополнительно охлаждают волокно и направляют волокно в блок охлаждения 120, и при этом наносится покрытие, и получается покрытое волокно 121. После выхода из блока охлаждения 120 покрытое оптическое волокно 121 может проходить через другие разнообразные стадии обработки в системе, которые известны в технике (не представлено на чертеже). Вытягивающие механизмы 128 используются для приложения напряжения к оптическому волокну в процессе его вытяжения через систему 108.
[0047] Гидродинамические подшипники описаны в патенте США № 7937971, описание которого включается в настоящий документ посредством ссылки. Далее приводится общее описание конструкции и эксплуатации иллюстративного гидродинамического подшипника. Однако следует понимать, что являются возможными и другие конструкции гидродинамических подшипников, и что преимущества, достигаемые с помощью способов и устройств, описанных в настоящем документе, не ограничиваются конкретной конструкцией гидродинамических подшипников.
[0048] Типичная конструкция гидродинамического подшипника представлена на фиг. 2 и 3. Гидродинамический подшипник 216 на фиг. 2 включает первую пластину 230, вторую пластину 232, внутренний элемент 236 и, по меньшей мере, одно отверстие 234, по меньшей мере, в одной из первой и второй пластин. Первая пластина 230 и вторая пластина 232 могут быть изготовлены из металла и включают дугообразные наружные поверхности 238 и 239, соответственно. Первая пластина 230 и вторая пластина 232 присоединяются с помощью крепежных элементов (например, болтов 240), которые соединяют пластины 230, 232 друг с другом, таким образом, что текучая среда может проходить через подшипниковый блок 216. Дугообразные наружные поверхности 238, 239 каждой пластины 230, 232 обычно располагаются вдоль периферии каждой из соответствующих пластин 230, 232. Первая пластина 230 и вторая пластина 232 в каждом случае имеют соответствующие внутренние 242, 244 и наружные 243, 245 поверхности, причем внутренние поверхности 242, 244 пластин 230, 232 совмещаются друг с другом. Углубленная часть 247 проходит, по меньшей мере, частично вокруг внутренних поверхностей 242, 244 первой пластины 230 или второй пластины 232, образуя полость для движения текучей среды. Согласно еще одному варианту осуществления, углубленная часть может иметь разнообразные конфигурации для обеспечения однородный поток в канал 250 поддержки волокна, как обсуждается далее в настоящем документе.
[0049] Согласно варианту осуществления, проиллюстрированному на фиг. 2, дугообразные наружные поверхности 238, 239 первой пластины 230 и второй пластины 232 предпочтительно являются практически совмещенными и образуют область между наружными поверхностями 238, 239 первой пластины 230 и второй пластины 232. Указанная область выполнена с возможностью приема оптического волокна, таким образом, что оптическое волокно может перемещаться вдоль этой области без вращения подшипникового блока. Данный канал 250 поддержки волокна более четко проиллюстрирован согласно варианту осуществления, представленному на фиг. 3 (обсуждается далее в настоящем документе). По меньшей мере, одно отверстие 234 проходит через, по меньшей мере, одну из первой пластины 230 и второй пластины 232. Как представлено на фиг. 2, отверстие 234 первой пластины 230 и второй пластины 232 позволяет вводить текучую среда (например, воздух, гелий или другой желательный газ или жидкость) через гидродинамический подшипник 216 из отверстия 234 в канал 250 поддержки волокна, который образуется между первой пластиной 230 и второй пластиной 232. Как более подробно описано ниже в настоящем документе, текучая среда, поступающая в канал 250, создает область высокого давления между волокном и поверхностью канала 250. Текучая среда, в сочетании с напряжением, которое управляет вытяжением, своим действием стабилизирует волокно в канале 250 и помещает волокно выше поверхности канала 250 для предотвращения механического контакта волокна с гидродинамическим подшипником. Текучая среда, проходящая через гидродинамический подшипник, может называться в настоящем документе термином «левитирующая текучая среда». Левитирующая текучая среда может представлять собой газ или жидкость. Представительные левитирующие текучие среды включают воздух, азот и инертные газы.
[0050] Кроме того, гидродинамический подшипник 216 может включать внутренний элемент 236, расположенный между первой пластиной 230 и второй пластиной 232. Внутренний элемент 236 (например, прокладка 237) выполняется с возможностью содействия в направлении левитирующей текучей среды в область между наружными поверхностями 238, 239 первой пластины 230 и второй пластины 232, таким образом, что левитирующая текучая среда выходит из канала 250 поддержки волокна, имея заданное направление потока. Внутренний элемент 236 находится между первой пластиной 230 и второй пластиной 232, создавая зазор между ними. Если это желательно, внутренний элемент 236 может включать множество выступов (не представлено на чертеже), чтобы дополнительно регулировать движение текучей среды посредством подавления нерадиального потока. Кроме того, внутренний элемент 236 служит в качестве герметизирующего элемента, который обеспечивает существенный контакт между первой пластиной 230 и второй пластиной 232. Внутренний элемент может также включать бороздки, которые упрощают вход и выход оптического волокна.
[0051] Как представлено на фиг. 3, канал 250 поддержки волокна, образованный между наружными поверхностями 238, 239 первой пластины 230 и второй пластины 232, может сужаться в том месте, где левитирующая текучая среда выходит между первой пластиной 230 и второй пластиной 232. Однако, согласно еще одному варианту осуществления, канал 250 поддержки волокна может иметь, например, параллельную или сужающуюся в обратном направлении форму. Кроме того, отверстие 260 внутри сужающийся канал 250 поддержки волокна является переменным в зависимости от того, где располагается оптическое волокно 214. Предпочтительно отверстие 260 и канал 250 поддержки волокна имеют такую конфигурацию, что для определенных используемых вытягивающих напряжений и скоростей вытяжения и скоростей потока левитирующей текучей среды через отверстие 260 оптическое волокно поддерживается в секции канала 250 поддержки волокна, ширина которого составляет менее 500 мкм, предпочтительнее менее 400 мкм, еще предпочтительнее 300 мкм, и наиболее предпочтительно менее 200 мкм, для волокна, имеющего типичный наружный диаметр, составляющий 125 мкм. Таким образом, волокно предпочтительно удерживается внутри области канала 250, диаметр которого составляет от однократного до двукратного диаметра волокна, предпочтительнее от однократного до 1,75-кратного диаметра волокна и наиболее предпочтительно от однократного до 1,5-кратного диаметра волокна. Предпочтительно волокно располагается внутри области вышеупомянутого канала таким образом, что расстояние между наружной поверхностью волокна и каждой стенки составляет от 0,05-кратного до 0,5-кратного диаметра волокна.
[0052] Согласно варианту осуществления, проиллюстрированному на фиг. 3, для простоты рассмотрения, угол конусности был преувеличен на иллюстрации по сравнению с предпочтительным углом конусности отверстия в канал 250 поддержки волокна. В действительности, по меньшей мере, одна и предпочтительно обе из противоположных поверхностей канал 250 поддержки волокна в каждом случае наклоняются, предпочтительно под углом, составляющим более чем 0° и менее 10°, предпочтительнее между 0,3° и 7°, и наиболее предпочтительно между 0,4° и 3°, таким образом, что ширина 260 верхней или наружной части канала 250 поддержки волокна составляет более чем ширина 260 нижней или внутренней части 237 канала 250 поддержки волокна. Например, согласно такому варианту осуществления, первая пластина 230 и вторая пластина 232, образующие данную область, могут быть наклонены под углом, составляющим -0,6° и +0,6°, соответственно. В качестве альтернативы, канал 250 поддержки волокна может иметь любую глубину, ширину или конусность. Посредством использования сужающегося канала 250 поддержки волокна и введения текучей среды в щель, образованную каналом 250 поддержки волокна, таким образом, что текучая среда поступает в менее широкую внутреннюю часть канала 250 поддержки волокна и выходит из более широкой наружной области канала 250 поддержки волокна, амортизация левитирующей текучей среды, выходящей через канал 250, будет заставлять волокно располагаться в глубине канала 250. Например, для данной скорости потока левитирующей текучей среды, если вытягивающее волокно напряжение увеличивается, волокно будет перемещаться вниз в канале 250 до тех пор, пока зазоры между волокном 214 и стенками канала являются настолько малыми, что давление в области 237 является достаточно высоким, чтобы правильно противодействовать новому повышенному напряжению. Если вытягивающее волокно напряжение уменьшается, волокно будет перемещаться вверх внутри канала 250 до тех пор, пока зазоры между волокном 214 и стенками канала являются настолько большими, что давление в области 237 является достаточно низким, чтобы противодействовать новому пониженному напряжению. Таким образом, сужение канала 250 допускает работу канала 250 в более широком интервале вытягивающих напряжений. В противном случае, показано, что если канал 250 не сужается, и вытягивающее напряжение уменьшается, то волокно может перемещаться вверх из канала 250 поддержки волокна.
[0053] Предпочтительно волокно располагается в области канала 250, диаметр которой составляет приблизительно от однократного до двукратного диаметра волокна, предпочтительнее приблизительно от однократного до 1,75-кратного диаметра волокна, наиболее предпочтительно приблизительно от однократного до 1,5-кратного диаметра волокна. Когда волокно располагается в такой относительно узкой области канала 250, волокно будет центрироваться в процессе работы вследствие эффекта Бернулли (Bernoulli). Например, когда волокно приближается к противоположной поверхности канала 250, скорость левитирующей текучей среды будет увеличиваться вблизи одной поверхности и уменьшаться вблизи другой поверхности. Согласно эффекту Бернулли, увеличение скорости левитирующей текучей среды происходит одновременно с уменьшением давления. В результате этого повышенное давление, вызываемое уменьшением потока левитирующей текучей среды вблизи одной поверхности, будет заставлять волокно возвращаться в центр канала 250. Таким образом, согласно предпочтительным вариантам осуществления, волокно центрируется внутри канал 250 поддержки волокна, по меньшей мере, в основном, посредством эффекта Бернулли, вследствие потока левитирующей текучей среды, которая проходит вокруг волокна и выходит из канала 250 поддержки волокна в процессе вытяжения волокна. Следует отметить, что такое центрирование происходит без необходимости использования какого-либо потока левитирующей текучей среды, который мог бы ударять волокно сбоку, например, здесь отсутствуют струи левитирующей текучей среды, отходящие от боковых стенок канала 250. Скорость потока левитирующей текучей среды, проходящего через щель, предпочтительно регулируется, чтобы поддерживать волокно, таким образом, что волокно располагается полностью внутри сужающейся области щели 250. Согласно варианту осуществления, проиллюстрированному на фиг. 3, поскольку волокно располагается в области канала 250, которая составляет приблизительно от однократного до двукратного диаметра волокна, волокно поддерживается за счет разности давления, которая существует под волокном 214 (в отличие от аэродинамического сопротивления, которое могло бы также использоваться для поддержки волокна, если был бы сделан такой выбор). Посредством поддержки или левитации волокна внутри канала 250 за счет разности давления текучей среды, может использоваться значительно меньший поток текучей среды, чем в случае использования аэродинамического сопротивления для левитации волокна.
[0054] Согласно варианту осуществления, проиллюстрированному на фиг. 3, поток текучей среды предпочтительно обеспечивается посредством единственного потока левитирующей текучей среды, которая поступает в канал 250 поддержки волокна через менее широкую внутреннюю часть канала 250 поддержки волокна и выходит через более широкую наружную область 260 канала 250 поддержки волокна. Таким образом, волокно может располагаться полностью внутри щели, образованной каналом 250 поддержки волокна, таким образом, что волокно плавает между наименее широкой частью и наиболее широкой частью щели. Когда используется сужающийся канал 250 поддержки волокна, и левитирующая текучая среда вводится через область 250, таким образом, оказывается возможным сохранение волокна в области вышеупомянутой щели, образованной каналом 250 поддержки волокна, где щель имеет ширину, которая составляет на 10 мкм - 150 мкм, предпочтительнее на 15 мкм - 100 мкм, и наиболее предпочтительно приблизительно на 24 мкм - 70 мкм более чем диаметр волокна, которое направляется через канал 250 поддержки волокна. В течение процесса вытяжения волокна данное волокно предпочтительно также удерживается внутри области канала, таким образом, что расстояние между наружным волокном и каждой стенкой составляет от 0,05-кратного до 0,5-кратного диаметра волокна.
[0055] Согласно некоторым предпочтительным вариантам осуществления, канал 250 поддержки волокна оборудован приспособлением для уменьшения давления под волокном, когда волокно перемещается наружу из источника потока левитирующей я текучей среды. Такое приспособление для уменьшения давления может присутствовать в форме конструкция сужающегося канала, как описано выше.
[0056] Гидродинамические подшипники позволяют оптическому волокну перемещаться вдоль области амортизации левитирующей текучей среды, таким образом, чтобы полностью или в существенной степени предотвращать фактический механический контакт между оптическим волокном и подшипниковым блоком, когда, например, волокно перемещается внутри канала 250 поддержки волокна, не вступая в контакт с ни с одной из пластин 230 и 232. Кроме того, вследствие размера и конфигурации данной области, гидродинамический подшипник является способным поддерживать волокно внутри области без механического контакта во всем интервале вытягивающих напряжений без активного регулирования потока левитирующей текучей среды.
[0057] Поток левитирующей текучей среды может иметь значение для предотвращения перемещения оптического волокна 214 ко дну канала 250 поддержки волокна и его вступления в контакт с прокладкой 237 или сторонами канала 250 поддержки волокна. Это имеет особенно большое значение, когда оптическое волокно остается непокрытым, таким образом, что качество волокна не ухудшается посредством механического контакта с гидродинамическим подшипником или каналом 250. Кроме того, считают, что чем ближе оптическое волокно 214 располагается по отношению ко дну канала 250 поддержки волокна, тем выше давление, которое должно присутствовать внутри канала 250 поддержки волокна, чтобы поддерживать оптическое волокно 214 в желательном положении. Оказывается очевидным, что сужение сторон канала будет приводить к уменьшению зазоров между сторонами канала и волокном, вызывая необходимость этого повышенного давления.
[0058] Другие факторы, которые воздействуют на положение волокна внутри канала 250 поддержки волокна, включают вытягивающее напряжение. Например, волокно, вытягиваемое при напряжении 200 г, будет плавать ниже внутри канала 250 поддержки волокна, чем волокно, вытягиваемое при напряжении 100 г, при одинаковом потоке текучей среды. По существу, важно, чтобы поток левитирующей текучей среды, который выходит из области гидродинамического подшипника, был достаточным для поддержания оптического волокна в желательном положении для определенной скорости вытяжения волокна и используемого вытягивающего напряжения.
[0059] Например, согласно варианту осуществления, в котором используется канал 250 поддержки волокна, имеющий ширину, составляющую приблизительно 127 мкм в наиболее внутренней секции между пластинами 230 и 232 и приблизительно 380 мкм в наиболее наружной секции, скорость потока левитирующей текучей среды может составлять от приблизительно 0,5 л/с до более чем 5 л/с. В результате такой конфигурации и потоке левитирующей текучей среды могут получаться локальные скорости текучей среды вокруг оптического волокна, составляющие до 800 км/ч или более. Таким образом, согласно некоторым вариантам осуществления, максимальные скорости левитирующей текучей среды вокруг волокна, используемого в канале 250 поддержки волокна, составляют более чем 100 км/ч, более чем 200 км/ч, более чем 400 км/ч и, возможно, даже более чем 600 км/ч. Согласно некоторым вариантам осуществления, максимальные скорости левитирующей текучей среды вокруг волокна, используемого в канале 250 поддержки волокна, могут составлять более чем 900 км/ч. Однако способы, описанные в настоящем документе, разумеется, не ограничиваются данными скоростями, и, по существу, скорость предпочтительно может быть выбрана таким образом, чтобы в результате этого волокно занимало желательное положение внутри канала 250 поддержки волокна, в зависимости от условий вытяжения (например, скорости вытяжения, вытягивающего напряжения и т. д.) и конструкции гидродинамического подшипника. Согласно еще одному варианту осуществления, скорость потока левитирующей текучей среды может составлять от приблизительно 3 л/с до приблизительно 4 л/с. Разумеется, может использоваться любая скорость потока левитирующей текучей среды, достаточная для поддержания оптического волокна в желательном положении при данном вытягивающем напряжении.
[0060] Согласно некоторым вариантам осуществления, скорость, с которой вытягивается оптическое волокно, составляет более чем 10 м/с, согласно другим вариантам осуществления, скорость составляет более чем 20 м/с, согласно другим вариантам осуществления, скорость составляет более чем 30 м/с, согласно другим вариантам осуществления, скорость составляет более чем 40 м/с, согласно другим вариантам осуществления, скорость составляет более чем 50 м/с, и согласно другим вариантам осуществления, скорость составляет более чем 60 м/с.
[0061] Один из недостатков системы 108, представленной на фиг. 1, заключается в том, что скорость охлаждения волокна является высокой, когда используются высокие скорости вытяжения, желательные для изготовления. Скорости охлаждения, составляющие 12000°C/с или более, возникают в условиях, которые обычно используются для изготовления оптических волокон, то есть в течение процесса вытяжения, когда волокно находится при температуре выше 1000°C. Высокие скорости охлаждения приводят к волокнам, имеющим высокие фиктивные температуры (приблизительно 1500°C) и высокое затухание.
[0062] Возможная стратегия уменьшения скорость охлаждения включает увеличение температуры в зоне обработки 130 до уровня, более приближенного к температуре волокна при его поступлении в зону обработки 130. Снижение разности температур между зоной обработки 130 и печью 112 приводит к снижению скорости охлаждения волокна. В принципе, зона обработки 130 может включать температурный градиент, который обеспечивает постепенное охлаждение волокна от температуры его поступления (1500°C или выше) до менее высоких температур, таким образом, чтобы продолжительность выдерживания волокна в интервале от 1000°C до 1700°C была достаточно большой для достижения структурной релаксации, требуемой для снижения фиктивной температуры, как описано в настоящем документе. В качестве альтернативы, система обработки волокна может включать множество зон обработки, работающих при постепенно уменьшающихся температурах для охлаждения волокна с одновременным увеличением продолжительности выдерживания волокна в предпочтительном температурном интервале от 1000°C до 1700°C.
[0063] Несмотря на принципиальную реализуемость, практическое осуществление стратегий регулируемого охлаждения волокна, которые включают регулирование условий в зоне обработки 130, является затруднительным. В целях регулирования охлаждения волокна для максимального упрощения структурной релаксации, требуемой для достижения низкой фиктивной температуры, необходимо максимально увеличивать период времени, в течение которого температура волокна находится в предпочтительном температурном интервале от 1000°C до 1700°C, определенном в настоящем документе. Когда система обработки волокна предшествующего уровня техники, представленная на фиг. 1, работает при промышленных скоростях вытяжения, период времени, в течение которого температура волокна находится в температурном интервале от 1200°C до 1700°C, является ограниченным и составляет приблизительно 0,2 с. Данный период времени является чрезмерно коротким, чтобы обеспечивать значительную структурную релаксацию стекла, и, соответственно, фиктивная температура волокна, изготовленного в данной системе, является высокой, составляя приблизительно 1500°C. В целях увеличения продолжительности выдерживания между 1000°C и 1700°C необходимо регулирование температуры в зоне обработки 130, чтобы уменьшалась скорость охлаждения. Как отмечено выше в настоящем документе, для надлежащего регулирования температуры требуется более постепенное уменьшение температуры волокна, чтобы обеспечивалась достаточная продолжительность выдерживания волокна в температурном интервале от 1000°C до 1700°C. Однако когда уменьшение температуры становится более постепенным, длина зоны обработки 130 увеличивается. Чтобы обеспечивалось постепенное регулируемое охлаждение, необходимое для уменьшения фиктивной температуры волокна до уровня значительно ниже приблизительно 1500°C при промышленных скоростях вытяжения, требуемая длина зоны обработки 130 должна превышать вертикальное расстояние от пола до потолка, доступное в большинстве производственных помещений. Модификация существующих помещений для обеспечения увеличения вертикального расстояния привела бы к увеличению стоимости производства в необоснованной степени. Альтернативный подход к уменьшению скорости вытяжения в существующих пределах вертикального расстояния также является нежелательным, потому что он приводит к повышению себестоимости посредством снижения производительности.
[0064] Внедрение гидродинамических подшипников в систему обработки волокна является преимущественным, потому что они обеспечивают перенаправление волокна в процессе обработки в горизонтальном или другом невертикальном направлении. Посредством внедрения гидродинамических подшипников в систему длина траектории, доступная для обработки волокна, может быть увеличена без необходимости увеличения вертикального расстояния в помещении. В системе 108, представленной на фиг. 1, гидродинамические подшипники 116 перенаправляют непокрытое волокно 114 с вертикального направления на более приближенное к горизонтальному направление, когда непокрытое волокно 114 выходит из зоны обработки 130. В конфигурации, представленной на фиг. 1, гидродинамические подшипники 116 доставляют непокрытое волокно 114 в блок охлаждения 120. В альтернативной конфигурации система обработки волокна может модифицироваться и включать вторую зона обработки, параллельную зоне обработки 130, и подшипник для волокна может перенаправлять волокно в вертикально восходящем направлении, чтобы доставлять волокно во вторую зону обработки в целях дополнительного увеличения длины траектории охлаждения в попытке уменьшения скорости охлаждения в достаточной степени для производства волокон, имеющих меньшую фиктивную температуру.
[0065] Однако в конфигурации системы, которая представлена на фиг. 1, гидродинамические подшипники 116 противодействуют достижению цели получения волокон, имеющих низкую фиктивную температуру. Вместо обеспечения регулируемого охлаждения с низкими скоростями, гидродинамические подшипники 116, которые представлены на фиг. 1, способствуют быстрому охлаждению волокна. Когда оптическое волокно 114 перемещается над гидродинамическими подшипниками 116, область амортизации левитирующей текучей среды на каждом гидродинамическом подшипнике 116 способствует охлаждению оптического волокна 114. Поскольку поток левитирующей текучей среды, используемый в гидродинамическом подшипнике для опоры и поддержки волокна, находится в движении, оптическое волокно охлаждается со скоростью, которая превышает скорость охлаждения волокна в неподвижном воздухе при комнатной температуре. Чем больше разность температур между оптическим волокном и левитирующей текучей средой в гидродинамическом подшипнике, тем выше способность охлаждения оптического волокна 114 левитирующей текучей средой подшипника. В конфигурации, представленной на фиг. 1, левитирующая текучая среда, поступающая в гидродинамические подшипники 116, представляет собой воздух или инертный газ при комнатной температуре. Как описано выше в настоящем документе, в целях поддержки и левитации волокна для предотвращения механического контакта волокна с гидродинамическим подшипником, используется высокая скорость левитирующей текучей среды, поступающей в канал 250. Использование такой высокой скорости потока левитирующей текучей среды в значительной степени увеличивает скорость охлаждения волокна в процессе конвекции. Чем больше разность между температурой волокна и температурой левитирующей текучей среды, поступающей в гидродинамический подшипник, и чем выше скорость потока левитирующей текучей среды, тем выше скорость охлаждения волокна.
[0066] В системах обработки волокон предшествующего уровня техники левитирующая текучая среда, подаваемая гидродинамическими подшипниками, находится при комнатной температуре, и волокно, которое выходит из зоны обработки и поступает в блок гидродинамических подшипников, находится при температуре, как правило, составляющей 500°C или более, и типичнее при температуре, составляющей 1000°C или более. При типичных скоростях вытяжения волокон и типичных скоростях левитирующей текучей среды через гидродинамический подшипник уменьшение температура волокна может составлять от нескольких сот до более чем 1000°C на траектории длиной от 1 до 2 м, которую проходит волокно над гидродинамическим подшипником. Высокие скорости охлаждения волокна, обеспечиваемые гидродинамическими подшипниками, описанными в литературе предшествующего уровня техники, рассматриваются в качестве преимущества, потому что они могут упрощать системы обработки волокон посредством устранения необходимости гелиевых охлаждающих устройств.
[0067] Хотя в литературе предшествующего уровня техники было признано в качестве преимущества быстрое охлаждение волокна с помощью гидродинамических подшипников, в настоящем изобретении признано, что период времени, в течение которого происходит охлаждение волокна, является значительно короче, чем период времени, требуемый для обеспечения структурной релаксации, необходимой для достижения низкой фиктивной температуры волокна и производства волокон с низким затуханием. Настоящее изобретение предлагает новую систему обработки, выполненную с возможностью получения волокон, имеющих низкие фиктивные температуры. Данная система включает гидродинамические подшипники для изменения траектории волокна, проходящего через систему обработки, и выполнена с возможностью увеличения продолжительности выдерживания волокна при температурах в интервале от 1000°C до 1700°C до более чем 0,5 с, согласно некоторым вариантам осуществления, до более чем 1 с, согласно некоторым другим вариантам осуществления, до более чем 2 с, согласно другим вариантам осуществления, до более чем 5 с согласно другим вариантам осуществления и до более чем 10 с согласно следующим вариантам осуществления. Увеличение продолжительности выдерживания может быть достигнуто при скорости вытяжения волокна, составляющей более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0068] Система согласно настоящему изобретению превосходит систему предшествующего уровня техники, представленную на фиг. 1, в двух аспектах, которые имеют значение для цели получения волокон, имеющих низкую фиктивную температуру. Во-первых, температура левитирующей текучей среды, поступающей в гидродинамические подшипники, является значительно ниже температуры волокна, которое захватывает гидродинамический подшипник. Во-вторых, гидродинамические подшипники находятся в среде, имеющей комнатную температуру за пределами зоны термической обработки. Оба фактора приводят к быстрому охлаждению волокна вследствие большой разности температур между гидродинамическим подшипником и волокном.
[0069] В системе согласно одному варианту осуществления настоящего изобретения левитирующая текучая среда, поступающая в гидродинамические подшипники, нагревается и уменьшает разность температур между левитирующей текучей средой и волокном. Согласно еще одному варианту осуществления, гидродинамические подшипники находятся в печи или другой нагреваемой области обработки, в которой они поддерживаются при высокой температуре. Эти два варианта осуществления могут также сочетаться друг с другом. Согласно всем вариантам осуществления, задача заключается в том, чтобы регулировать скорость охлаждения волокна для обеспечения достаточной продолжительности выдерживания волокна в области стеклования волокна. В случае волокон на основе диоксида кремния предпочтительная температурная область находится в интервале от 1000°C до 1700°C, или в интервале от 1050°C до 1600°C, или в интервале от 1100°C до 1500°C, или в интервале от 1100°C до 1400°C. Посредством конфигурирования системы обработки, которая обеспечивает достаточную продолжительность воздействия на волокна температуры в предпочтительном интервале, скорость охлаждения может регулироваться для обеспечения более полной релаксации структуры волокна. Структура волокна в большей степени приближается к равновесной структуре, и фиктивная температура волокна уменьшается.
[0070] Фиг. 4 представляет в разрезе систему обработки волокна, которая включает множество гидродинамических подшипников, технологически соединенных с протяжной печью. Система 308 включает протяжную печь 318 с заготовкой 328 волокна. Волокно 338 вытягивается из заготовки 328 и перемещается через ряд гидродинамических подшипников 340-350. Перемещение осуществляется под действием напряжения, которое создает механизм вытяжения (не представлено на чертеже). Направление движения волокна в процессе перемещения может называться в настоящем документе термином «направление перемещения волокна». Направление перемещения волокна может изменяться вдоль траектории волокна через систему обработки. Гидродинамические подшипники могут перенаправлять волокно с одного направления перемещения на другое направление перемещения.
[0071] Гидродинамические подшипники могут иметь конструкцию, представленную на фиг. 2 и 3, и в них поступает левитирующая текучая среда, которая подвергается нагреванию. Нагревание левитирующей текучей среды уменьшает разность температур между волокном и гидродинамическим подшипником. Как видно на фиг. 4, ряд гидродинамических подшипников 340-350 включает гидродинамические подшипники, в которые поступают левитирующие текучие среды, имеющие различные температуры. Температуры, представленные на фиг. 4 для каждого гидродинамического подшипника, соответствуют приблизительной температуре волокна, которое проходит через гидродинамический подшипник. Температура левитирующей текучей среды может от температуры волокна и регулируется для обеспечения желательной температуры волокна в определенном положении внутри системы обработки. Температура волокна на различных гидродинамических подшипниках может регулировать скорость охлаждения волокна в целях упрощения структурной релаксации и получения волокон, имеющих низкую фиктивную температуру.
[0072] Температуры, приведенные на фиг. 4, являются иллюстративными и представляют постепенное уменьшение температуры волокна, в котором разность температур между соседними гидродинамическими подшипниками составляет 30°C. Волокно 338 может выходить из протяжной печи 318 при температуре выше 1650°C и направляться на гидродинамический подшипник 340, который выполнен с возможностью охлаждения волокна до 1350°C. Гидродинамический подшипник 340 направляет волокно 338 на гидродинамический подшипник 341, который дополнительно охлаждает волокно до 1320°C. Этот процесс продолжается, и волокно регулируемым образом охлаждается постепенными шагами до температуры, составляющей 1050°C на гидродинамическом подшипнике 350. После выхода с гидродинамического подшипника 350 волокно может направляться на дополнительные гидродинамические подшипники для дополнительного регулируемого охлаждения или в другие технологические блоки (например, охлаждающие блоки, измерительные блоки или намоточные блоки).
[0073] Данное описание не ограничивается определенной разностью температур между соседними гидродинамическими подшипниками и распространяется, в общем, на любые изменения температуры в ряду гидродинамических подшипников. Согласно одному варианту осуществления, изменение температуры в ряду гидродинамических подшипников уменьшается в направлении вытяжения волокна. Разность температур между соседними гидродинамическими подшипниками может быть постоянной или переменной. Переменная или постоянная разность температур между соседними гидродинамическими подшипниками может находиться в интервале от 5°C до 100°C, или в интервале от 10°C до 80°C, или в интервале от 15°C до 60°C, или в интервале от 20°C до 40°C.
[0074] Число гидродинамических подшипников в системе обработки волокна, которая подает нагреваемую левитирующую текучую среду, может составлять два или более, или четыре или более, или шесть или более, или восемь или более, или десять или более.
[0075] Число, положение и температура левитирующей текучей среды гидродинамических подшипников могут изменяться для регулирования периода времени, в процессе вытяжения волокна, в течение которого температура волокна находится в температурном интервале от 1000°C до 1700°C для данной скорости вытяжения непрерывном процессе производства. Согласно одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, составляет, по меньшей мере, 0,5 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, составляет, по меньшей мере, 1,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, составляет, по меньшей мере, 2,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, составляет, по меньшей мере, 5,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно следующему варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, составляет, по меньшей мере, 10,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0076] Число, положение и температура левитирующей текучей среды гидродинамических подшипников могут изменяться для регулирования периода времени, в течение которого температура вытягиваемого волокна находится в температурном интервале от 1100°C до 1700°C для данной скорости вытяжения в процессе непрерывного производства. Согласно одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1100°C до 1700°C, составляет, по меньшей мере, 0,5 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1100°C до 1700°C, составляет, по меньшей мере, 1,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1100°C до 1700°C, составляет, по меньшей мере, 2,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1100°C до 1700°C, составляет, по меньшей мере, 5,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно следующему варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1100°C до 1700°C, составляет, по меньшей мере, 10,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0077] Число, положение и температура левитирующей текучей среды гидродинамических подшипников могут изменяться для регулирования периода времени, в процессе вытяжения волокна, в течение которого температура волокна находится в температурном интервале от 1200°C до 1700°C для данной скорости вытяжения непрерывном процессе производства. Согласно одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1200°C до 1700°C, составляет, по меньшей мере, 0,5 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1200°C до 1700°C, составляет, по меньшей мере, 1,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1200°C до 1700°C, составляет, по меньшей мере, 2,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно еще одному варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1200°C до 1700°C, составляет, по меньшей мере, 5,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с. Согласно следующему варианту осуществления, период времени, в течение которого температура волокна находится в интервале от 1200°C до 1700°C, составляет, по меньшей мере, 10,0 с для скоростей вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0078] Фиг. 5 представляет в разрезе систему обработки волокна, которая включает множество гидродинамических подшипников, технологически соединенных с протяжной печью. Система 408 включает протяжную печь 418 с заготовкой 428 волокна. Волокно 438 вытягивается из заготовки 428 и перемещается через ряд гидродинамических подшипников 440-450. Перемещение осуществляется под действием напряжения, которое создает механизм вытяжения (не представлено на чертеже). Согласно варианту осуществления, представленному на фиг. 5, гидродинамические подшипники содержатся внутри нагреваемой области 455 траектории обработки и превращаются в нагреваемые гидродинамические подшипники. Нагреваемая область определяется границами 453 и 457. Согласно одному варианту осуществления, нагреваемая область 455 представляет собой область внутри печи.
[0079] Гидродинамические подшипники 440-450 могут иметь конструкцию, представленную на фиг. 2 и 3, и могут быть изготовлены из стали или других металлов, известных в технике и функционирующих в условиях высокой температуры. Размещение гидродинамических подшипников 440-450 в нагреваемой области 455 поддерживает гидродинамические подшипники 440-450 при повышенных температурах и обеспечивает регулируемое охлаждение волокна 438 по мере его прохождения вдоль технологического пути из протяжной печи 418. Левитирующая текучая среда, поступающая в один или несколько гидродинамических подшипников, может необязательно нагреваться, чтобы обеспечивать дополнительную степень регулирования температуры волокна. Температура левитирующей текучей среды, поступающей в любой из гидродинамических подшипников, может быть такой же или отличаться от температуры нагреваемой области 455 вблизи гидродинамического подшипника. Согласно определенным вариантам осуществления, температура левитирующей текучей среды, поступающей, по меньшей мере, в один из гидродинамических подшипников, составляет более чем температура нагреваемой области 455 вблизи гидродинамического подшипника. Температура левитирующей текучей среды, поступающей в гидродинамический подшипник, может составлять более чем температура волокна 438 во время его выхода из протяжной печи 418. Согласно другим вариантам осуществления, температура левитирующей текучей среды, поступающей, по меньшей мере, в один из гидродинамических подшипников, составляет менее температура нагреваемой области 455 вблизи гидродинамического подшипника.
[0080] Нагреваемая область 455 поддерживается при температуре менее температуры волокна 438 во время его выхода из протяжной печи 418 и обеспечивает регулируемое охлаждение волокна 438 в процессе его перемещения вдоль технологического пути. Температура нагреваемой области 455 может составлять менее 1500°C, или менее 1450°C, или менее 1400°C, или менее 1350°C, или менее 1300°C, или менее 1250°C, или менее 1200°C, или менее 1150°C, или менее 1100°C, или менее 1050°C. Температура нагреваемой области 455 может быть однородной или неоднородной. Согласно одному варианту осуществления, нагреваемая область 455 включает градиент температуры. Температура может достигать максимума в точке входа волокна 438 в гидродинамический подшипник 440 и может непрерывно уменьшаться в направлении гидродинамического подшипника 450. Температурный градиент может иметь максимальную температуру вблизи гидродинамического подшипника 440 и минимальную температуру вблизи гидродинамического подшипника 450. Максимальная температура может составлять более чем 1250°C, или более чем 1300°C, или более чем 1350°C, или более чем 1400°C, или более чем 1450°C, или между 1250°C и 1500°C, или между 1300°C и 1450°C. Минимальная температура может составлять более чем 1000°C, или более чем 1050°C, или более чем 1100°C, или более чем 1150°C, или более чем 1200°C, или между 1000°C и 1300°C, или между 1050°C и 1250°C, или между 1100°C и 1200°C.
[0081] Число гидродинамических подшипников в нагреваемой области 455 может составлять два или более, или четыре или более, или шесть или более, или восемь или более, или десять или более.
[0082] Нагреваемая область 455 может включать множество температурных зон, где все зоны имеют различные температуры или включают различные интервалы температур. Температурные интервал различных зон могут перекрываться. Каждая зона может включать один или несколько гидродинамических подшипников. Согласно одному варианту осуществления, нагреваемая область 455 включает две или более температурных зон, где каждая температурная зона включает гидродинамический подшипник. Согласно еще одному варианту осуществления, нагреваемая область 455 включает четыре или более температурных зон, где каждая температурная зона включает гидродинамический подшипник. Согласно еще одному варианту осуществления, нагреваемая область 455 включает шесть или более температурных зон, где каждая температурная зона включает гидродинамический подшипник. Согласно еще одному варианту осуществления, нагреваемая область 455 включает восемь или более температурных зон, где каждая температурная зона включает гидродинамический подшипник. Согласно следующему варианту осуществления, нагреваемая область 455 включает десять или более температурных зон, где каждая температурная зона включает гидродинамический подшипник.
[0083] Разность температур между соседними зонами может быть однородной или неоднородной. Разность температур между соседними зонами может составлять менее 100°C, или менее 80°C, или менее 60°C, или менее 40°C, или менее 20°C.
[0084] После выхода из гидродинамического подшипника 450 волокно может направляться на дополнительные гидродинамические подшипники для дополнительного регулируемого охлаждения или в другие технологические блоки (например, охлаждающие блоки, измерительные блоки или намоточные блоки).
[0085] Температура нагреваемого гидродинамического подшипника может соответствовать температуре, составляющей нагреваемую область или температурную зону, в которой располагается нагреваемый гидродинамический подшипник. Температура нагреваемого гидродинамического подшипника может составлять, по меньшей мере, 500°C, или, по меньшей мере, 750°C, или, по меньшей мере, 1000°C, или, по меньшей мере, 1250°C, или находиться в интервале от 500°C до 1500°C, или в интервале от 750°C до 1250°C, или в интервале от 850°C до 1150°C.
[0086] Размещение гидродинамических подшипников, как описано в настоящем документе, обеспечивает улучшенное регулирование скорости охлаждения волокна. Скорость охлаждения может устанавливаться на меньшем уровне, чем скорость охлаждения, связанная с системами предшествующего уровня техники (такими как система представленный на фиг. 1), и уменьшение скорости охлаждения обеспечивает производство волокон, имеющих менее высокую фиктивную температуру, чем является возможным в случае систем предшествующего уровня техники. Скорость охлаждения может регулироваться посредством регулирования температуры левитирующей текучей среды, поступающей в гидродинамические подшипники, температуры самих гидродинамических подшипников путем непосредственного размещения гидродинамических подшипников в нагреваемых областях технологической траектории комбинированным способом.
[0087] Гидродинамические подшипники также изменяют траекторию волокна через система обработки. В частности, траектория может быть модифицирована для увеличения продолжительности времени, в течение которого волокно находится при определенной температуре или в пределах определенной температурной области или зоны системы обработки. В системах предшествующего уровня техники направление перемещения волокна через систему обработки является вертикальным и проходит через зону термической обработки (например, зону обработки 130 на фиг. 1), и осуществляется охлаждение от температуры, составляющей приблизительно 1550°C или более на выходе из протяжной печи до температуры, составляющей приблизительно 1000°C вдоль вертикальной технологической траектории непосредственно после протяжной печи. Для фиксированной скорости вытяжения вертикальная технологическая траектория сокращает до минимума время, в течение которого температура волокна находится в пределах температурного интервала выше 1000°C. При типичной скорости изготовления путем вытяжения продолжительность выдерживания волокна в температурном интервале от 1000°C до 1700°C составляет 0,2 с или менее. Короткая продолжительность выдерживания приводит к быстрому охлаждению волокна и производит волокна с высокой фиктивной температурой.
[0088] Настоящее изобретение определяет преимущество увеличения продолжительности выдерживания волокна в температурном интервале от 1000°C до 1700°C. Размещение гидродинамических подшипников, работающих с нагреваемыми левитирующими текучими средами и/или в нагреваемых областях системы обработки, может увеличивать продолжительность выдерживания волокна в определенных температурных режимах. Гидродинамические подшипники обеспечивают перенаправление волокна с одного направления перемещения на другое направление перемещения вдоль технологической траектории. Согласно варианту осуществления, представленному на фиг. 5, например, гидродинамический подшипник 440 перенаправляет волокно 438 с вертикального направления перемещения (когда волокно 438 выходит из протяжной печи 418) на горизонтальное направление перемещения (когда волокно 438 поступает на гидродинамический подшипник 441). Гидродинамический подшипник 441 принимает волокно 438 в первом горизонтальном направлении перемещения и перенаправляет его на второе горизонтальное направление перемещения. Первое горизонтальное направление перемещения представляет собой горизонтальное направление, проходящее от выхода гидродинамического подшипника 440 до входа гидродинамического подшипника 441, и второе горизонтальное направление перемещения представляет собой горизонтальное направление, проходящее от выхода гидродинамического подшипника 441 до входа гидродинамического подшипника 442. Второе горизонтальное направление перемещения является параллельным по отношению к первому горизонтальному направлению перемещения, но не коллинеарным с ним.
Посредством регулирования разделения между гидродинамическими подшипниками 441 и 442 оказывается возможным регулирование длины технологической траектории вдоль второго горизонтального направления, а также периода времени, в течение которого волокно 438 находится при температурах, существующих в верхней части нагреваемой области 455. Продолжительный период времени обеспечивает более полную структурную релаксацию волокна при температуре, связанной со вторым горизонтальным направлением перемещения, и, следовательно, достигает цели снижения фиктивной температуры волокна, изготавливаемого в системе 408. Последовательные гидродинамические подшипники в нагреваемой области 455 аналогичным образом осуществляют перенаправление волокна 438 с одного направления перемещения на другое направление перемещения и аналогичным образом обеспечивают увеличение продолжительности выдерживания волокна при температурах нагреваемой области 455 вблизи каждого из гидродинамических подшипников. Объединенная продолжительность выдерживания волокна при температурах в интервале от 1000°C до 1700°C в процессах, имеющих два или более направлений перемещения, может составлять, по меньшей мере, 0,5 с, или, по меньшей мере, 1,0 с, или, по меньшей мере, 2,0 с, или, по меньшей мере, 4,0 с, или, по меньшей мере, 6,0 с, или, по меньшей мере, 8,0 с, или, по меньшей мере, 10,0 с вдоль любого направления перемещения и/или любого сочетания двух или более направлений перемещения.
[0089] Увеличение длины технологической траектории в ряду из одной или нескольких нагреваемых областей с регулируемой температурой обеспечивает замедленное охлаждение волокна при данной скорости вытяжения по отношению к вертикальной технологической траектории, имеющейся в системах предшествующего уровня техники. Замедленное охлаждение способствует более полной структурной релаксации волокна и приводит к получению волокон, имеющих менее высокую фиктивную температуру. Длина траектории, температурный профиль в нагреваемой области, число гидродинамических подшипников и интервал между, и/или температура левитирующей текучей среды, поступающей в гидродинамические подшипники, могут быть выполнены с возможностью регулирование период времени, в течение которого температура волокна находится в интервале от 1000°C до 1700°C, или от 1050°C до 1600°C, или от 1100°C до 1550°C, или от 1100°C до 1500°C при данной скорости вытяжения. Период времени для любого из вышеупомянутых температурных интервалов может составлять, по меньшей мере, 0,5 с, или, по меньшей мере, 1,0 с, или, по меньшей мере, 2,0 с, или, по меньшей мере, 4,0 с, или, по меньшей мере, 6,0 с, или, по меньшей мере, 8,0 с, или, по меньшей мере, 10,0 с при данной скорости вытяжения. Периоды времени, указанные в настоящем документе для волокон в температурных интервалах, указанных в настоящем документе, могут быть достигнуты при скоростях вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0090] Хотя вариант осуществления, проиллюстрированный на фиг. 5 представляет вертикальное и горизонтальное направления перемещения волокна, он является иллюстративным, и настоящее изобретение распространяется на любые направления перемещения, включая направления, которые не являются ни горизонтальными, ни вертикальными и/или образуют произвольные углы по отношению к направлению пола производственного помещения. Гидродинамические подшипники могут перенаправлять волокно с первого направления перемещения на второе направление перемещения, причем угол между первым и второе направлениями перемещения является произвольным.
[0091] Настоящее изобретение дополнительно распространятся на способы расположения гидродинамических подшипников в технологической системе. Данные способы могут быть пригодными для использования, например, в процессе инициирования или в процессе регулирования. Фиг. 6a-6e иллюстрируют вариант осуществления расположения гидродинамических подшипников и регулирования длины траектории волокна в различных секциях области обработки. Компоненты системы, представленной на фиг. 6a-6e, соответствуют компонентам, представленным на фиг. 4 и 5 и включают протяжную печь, заготовку волокна, гидродинамические подшипники и оптическое волокно. Механизм вытяжения (не представлено на чертеже) также присутствует. Фиг. 6a представляет исходное состояние системы, в которой оптическое волокно вытягивается или перемещается в вертикальном направлении. Гидродинамические подшипники располагаются на расстоянии от оптического волокна и не захватывают оптическое волокно. На фиг. 6b гидродинамические подшипники перемещаются для захвата оптического волокна. Изменение положения гидродинамических подшипников включает перевод гидродинамических подшипников и допуск левитирующей текучей среды к воздействию на положение оптического волокна. Следующий перевод гидродинамических подшипников представлен на фиг. 6c, и траектория оптического волокна перенаправляется с вертикального направления перемещения для включения множества сегментов, имеющих различные направления перемещения, как представлено на чертеже. Последующее движение гидродинамических подшипников и регулирование длины технологической траектории между гидродинамическими подшипниками проиллюстрировано на фиг. 6d и фиг. 6e.
[0092] Фиг. 7 иллюстрирует смоделированное изменение фиктивной температуры волокна в зависимости от продолжительности выдерживания в печах, установленных на различные температуры для кварцевых волокон, обработанных в системе вытяжения волокна в соответствии с настоящим изобретением. Продолжительность выдерживания при определенной температуре или в определенном температурном интервале может регулироваться посредством изменения расположения, промежутка и числа гидродинамических подшипников, как описано в настоящем документе. Многочисленные возможные конфигурации системы могут использоваться для достижения желательной продолжительности выдерживания. В данной модели волокно считалось выходящим из протяжной печи в момент времени t=0,02 с и поступающим в печь в момент времени 0,03 с (представлено штриховой линией 10). Температура волокна при его поступлении в печь составляла приблизительно 1650°C. В данной модели нагреваемая область печи поддерживалась при постоянной температуре. Кривые 30, 40, 50, 60, и 70 представляют изменения фиктивной температуры волокна в зависимости от времени выдерживания в печи для печей, работающих при постоянных температурах, составляющих 900°C, 1000°C, 1100°C, 1200°C и 1300°C; соответственно. Результаты показывают, что фиктивная температура волокна уменьшается при увеличении времени выдерживания в печи. Штриховая линия 20 отмечает продолжительность выдерживания, составляющую приблизительно 0,2 с, в печах, в которых устанавливается каждая из постоянных рабочих температур. Продолжительность выдерживания, составляющая приблизительно 0,2 с, является типичной для системы обработки волокна предшествующего уровня техники. Данные, представленные на фиг. 7, показывают, что фиктивная температура волокна продолжает уменьшаться при увеличении продолжительность выдерживания в печи, превышающего 0,2 с. Для продолжительности выдерживания, составляющей 2 с, фиктивная температура волокна составляет менее фиктивной температуры волокна, наблюдаемая при продолжительности выдерживания, составляющей 0,2 с, на 100°C или более. Фиг. 8 представляет продолжение данных, представленных на фиг. 7, при продолжительности выдерживания, составляющей вплоть до 10 с для каждой температуры печи. Кривые данных и метки, представленные на фиг. 8, соответствуют данным и меткам, представленным на фиг. 7.
[0093] Фиг. 9 представляет вклад рэлеевского рассеяния в затухание в зависимости от длины волны для кварцевых волокон, обработанных в соответствии с настоящим изобретением. Оптические волокна имели фиктивные температуры, составляющие от 900°C до 1400°C с шагом 50°C. В качестве сравнения представлены кривые данных для волокон, имеющих фиктивные температуры (1550°C и 1500°C), соответствующие системам обработки волокон предшествующего уровня техники. Индивидуальные кривые данных не маркированы, но представлены в порядке уменьшения фиктивной температуры, как указано в примечании. Эти данные демонстрируют уменьшение затухания при уменьшении фиктивной температуры волокна. Наименьшее затухание наблюдалось в волокне, имеющем фиктивную температуру 900°C, и наибольшее затухание наблюдалось в волокне, имеющем фиктивную температуру 1550°C. Промежуточные уровни затухания наблюдались в волокнах, имеющих фиктивные температуры между 900°C и 1500°C. Наблюдалось уменьшение затухания в указанном диапазоне длины волны при уменьшении фиктивной температуры волокна.
[0094] Фиктивная температура кварцевых волокон, изготовленных в соответствии со способами настоящего изобретения, может составлять менее 1450°C, или менее 1400°C, или менее 1350°C, или менее 1300°C, или менее 1250°C, или менее 1200°C, или менее 1150°C, или менее 1100°C. Затухание кварцевых волокон, изготовленных в соответствии со способами настоящего изобретения, при 1550 нм может составлять менее 0,18 дБ/км, или менее 0,17 дБ/км, или менее 0,16 дБ/км, или менее 0,15 дБ/км, или менее 0,14 дБ/км, или менее 0,13 дБ/км, или менее 0,12 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1450°C, и затухание при 1550 нм, составляющее менее 0,18 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1400°C, и затухание при 1550 нм, составляющее менее 0,17 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1350°C, и затухание при 1550 нм, составляющее менее 0,16 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1300°C, и затухание при 1550 нм, составляющее менее 0,15 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1250°C, и затухание при 1550 нм, составляющее менее 0,14 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1250°C, и затухание при 1550 нм, составляющее менее 0,13 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1250°C, и затухание при 1550 нм, составляющее менее 0,12 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1250°C, и затухание при 1550 нм, составляющее менее 0,12 дБ/км. Согласно одному варианту осуществления, волокно имеет фиктивную температуру, составляющую менее 1250°C, и затухание при 1550 нм, составляющее менее 0,10 дБ/км. Волокна, имеющие данные фиктивные температуры и/или значения затухания, могут быть получены способами, описанными в настоящем документе, при скоростях вытяжения, составляющих более чем 10 м/с, или более чем 20 м/с, или более чем 30 м/с, или более чем 40 м/с, или более чем 50 м/с, или более чем 60 м/с.
[0095] Настоящее изобретение распространяется на оптические волокна, изготовленные любым из способов, описанных в настоящем документе.
[0096] Если четко не определяется иное условие, никаким образом не предусматривается, чтобы какой-либо любой способ, описанный в настоящем документе, истолковывался как требующий, чтобы его стадии осуществлялись в определенной последовательности. Соответственно, в том случае, где заявляемый способ фактически не определяет последовательность выполнения соответствующих стадий, или иным образом в формуле изобретения или описаниях не предусматривается, что стадии должны быть ограничены определенной последовательностью, никаким образом не предусматривается, чтобы выполнялась какая-либо определенная последовательность.
[0097] Для специалистов в данной области техники является очевидным, что разнообразные модификации и вариации могут быть произведены без отклонения от идеи и выхода за пределы объема проиллюстрированных вариантов осуществления. Поскольку модификации, комбинации, субкомбинации и вариации описанных вариантов осуществления, которые заключают в себе идею и сущность проиллюстрированных вариантов осуществления могут быть представлены специалистам в данной области техники, данное описание следует истолковывать как включающее весь объем прилагаемой формулы изобретения и соответствующих эквивалентов.
Реферат
Группа изобретений относится к способу снижения фиктивной температуры оптического волокна, оптическому волокну, устройствам для обработки оптического волокна. Техническим результатом является снижение фиктивной температуры. Способ снижения фиктивной температуры оптического волокна включает этап, на котором температуру оптического волокна поддерживают между 1000°C и 1700°C в течение периода времени, составляющего по меньшей мере 0,5 с. При этом скорость вытяжения составляет более 30 м/с. Устройство для обработки оптического волокна содержит нагреваемую область обработки, выполненную с возможностью приема оптического волокна, перемещаемого в первом направлении перемещения. Область обработки включает в себя первую зону, выполненную с возможностью поддержания оптического волокна при первой температуре между 1000°C и 1700°C. По первому варианту первая зона включает в себя первый пневмогидравлический подшипник, выполненный с возможностью перенаправления оптического волокна с первого направления перемещения на второе направление перемещения. Первый пневмогидравлический подшипник осуществляет перенаправление с первого направления перемещения на второе направление перемещения без непосредственного контакта с оптическим волокном. По второму варианту устройство содержит область обработки, которая включает в себя один или более нагреваемых пневмогидравлических подшипников, которые выполнены с возможностью приема и перемещения оптического волокна. По третьему варианту нагреваемый пневмогидравлический подшипник имеет температуру между 500°C и 1500°C. Также группа изобретений включает оптическое волокно, выполненное по способу снижения фиктивной температуры оптического волокна. 5 н. и 22 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ вытягивания оптического волокна и устройство для его осуществления
Печь для формования оптических волокон и способ соединения заготовок оптических волокон
Комментарии