Способ изготовления огнестойкой ориентированно-стружечной плиты - RU2555431C2
Код документа: RU2555431C2
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления огнестойкой плиты из древесных стружек и к огнестойкой плите, сформированной из древесных стружек.
Характеристика предшествующего уровня техники
Ориентированно-стружечная плита, также известная как ОСП, вафельная плита, плита Sterling или плита Exterior и SmartPly, представляет собой широко применяемый композитный древесный продукт, сформированный из древесных стружек (крупноразмерных стружек), слои которого зачастую имеют конкретные ориентации. Что касается внешнего вида, то рассматриваемая плита может иметь шероховатую и пеструю поверхность, содержащую отдельные стружки (каждая из которых в типичном случае имеет длину от 2,5 см до 15 см), неравномерно расположенные одна поперек другой. ОСП являются дешевыми и прочными плитами, и это делает их превосходным строительным материалом.
В большинстве стран есть определенные правила противопожарной безопасности для обеспечения огнестойкости строительных материалов при использовании в помещениях, особенно - при использовании в общественных зданиях. Однако, в связи с огнезащитными веществами, используемыми в настоящее время в промышленности, возникает проблема, заключающаяся в том, что они токсичны для людей и животных. Строительный материал, обработанный этими известными токсичными огнезащитными веществами, неизбежно будет высвобождать часть их в окружающую среду, что делает строительные материалы, обработанные такими токсичными веществами, непригодными для использования в помещениях.
В документе WO 03/099533 предложен способ обеспечения огнезащитных плит типа ОСП. В соответствии с предложенным способом, куски дерева пропитывают огнезащитной композицией перед переработкой их в стружки. Пропитку огнезащитным средством проводят путем применения так называемой пропитки в вакууме под давлением, при которой древесину сначала подвергают воздействию вакуума, после чего добавляют в нее огнезащитную композицию и подвергают воздействию давления, чтобы пропитать куски древесины. Эти пропитанные куски древесины затем перерабатывают в стружки, которые впоследствии используются для производства плит типа ОСП традиционным способом.
В документе WO 01/53621 предложен другой способ изготовления огнезащитных плит типа ОСП. В соответствии с предложенным способом, стружки пропускают через спринклер, где на них разбрызгивается водный раствор минеральной огнезащитной композиции, содержащей сульфат аммония и/или фосфат аммония. После спринклера установлен воздухонагреватель. Затем этот горячий воздух переносит стружки через сушилку. Из этих пропитанных стружек изготавливают огнезащитные плиты типа ОСП.
В документе WO 97/46635 предложена огнезащитная композиция для использования в плитах типа ОСП, причем упомянутая композиция содержит смесь сульфата аммония, буры и тринатрийфосфата. Кроме того, предложены плита типа ОСП, содержащая такую огнезащитную композицию, и способ обеспечения огнезащитной плиты типа ОСП. Способ предусматривает этапы пропитки стружек вышеупомянутой смесью в водном растворе и последующую сушку их до относительной влажности в диапазоне от 1% до 12%. После этой сушки стружки покрывают связующим и формируют из них плиты.
В документе US 2004/0028934 предложен способ огнезащиты плит типа ОСП путем нанесения композиции огнезащитного вещества на необработанные стружки, т.е. стружки, которые не подвергались предварительной сушке. На стружки распыляют огнезащитную композицию, или погружают их в эту композицию. Чтобы облегчить точное нанесение огнезащитного средства, лесоматериалы, используемые для изготовления стружек, взвешивают перед подачей в стружечный станок. Исходя из результата этого взвешивания в сочетании с другими параметрами, можно оценить влагосодержание древесины.
В документе WO 03/099533 предложен еще один способ обеспечения огнезащитных плит типа ОСП, в соответствии с которым из древесного сырья вырабатывают крупноразмерные стружки и пропитывают их придающим огнестойкость веществом, а после пропитки лущат в стружки меньшего размера.
В документе US 2006/0113613 предложены огнезащитная композиция и способ ее производства. Это композиция, содержащая воду, высококонцентрированную щелочь по меньшей мере одну из кислоты лимонной безводной, лимонной кислоты, уксусной кислоты или ее соли, или их комбинацию. Композиция также включает в себя фосфат, а также соль или соединение щелочного металла, содержащую или содержащее по меньшей мере один из катионов лития, натрия и/или калия в комбинации по меньшей мере с одним из анионов ацетата, бикарбоната, карбоната и/или гидроксида. После получения композиции, регулируют значение pH с достижением диапазона примерно от 6,6% до 7,5% путем регулирования количеств высококонцентрированной щелочи и/или соотношения лимонной кислоты и уксусной кислоты, соответственно. Как утверждается, композиция способна поглощать большие количества тепловой энергии и поэтому является особо пригодной в качестве средства обработки поверхности различных объектов.
Однако для того, чтобы надежно и эффективно изготавливать огнестойкие плиты типа ОСП на производственных мощностях массового производства, желательно, например, проводить пропитку стружек в месте, где пропитка не будет мешать проведению остальных технологических этапов, связанных с массовым производством плит типа ОСП, или не будет останавливать проведение этих этапов. Чтобы достичь этого, может оказаться желательной пропитка стружек огнезащитной композицией с очень высокой скоростью и до достаточной степени - но не до слишком большой степени, потому что пропитка и другие технологические этапы могут оказывать негативное влияние на структуру стружек таким образом, что плиты типа ОСП, изготавливаемые из них, окажутся слишком непрочными. Помимо этого, часть огнезащитной композиции может просачиваться из стружек и покрывать их поверхность, так что наносимое впоследствии связующее не будет связывать стружки друг с другом должным образом, что опять приведет к бесполезной и непрочной плите типа ОСП.
Сущность изобретения
Таким образом, задача данного изобретения состоит в том, чтобы разработать усовершенствованный способ изготовления огнестойких плит, сформированных из древесных стружек, который применим в крупносерийном производстве упомянутых плит.
Дополнительная задача данного изобретения состоит в том, чтобы разработать огнестойкую плиту, сформированную из древесных стружек, которая пригодна для использования в качестве строительного материала в помещениях.
В соответствии с данным изобретением, вышеупомянутые и другие задачи решаются посредством способа изготовления огнестойкой плиты из древесных стружек, включающего в себя следующие проводимые в заданном порядке этапы, на которых:
(a) обеспечивают древесные стружки, имеющие относительную влажность в диапазоне между 5% и 25%, предпочтительно - между 5% и 20%, предпочтительнее - между 8% и 20%;
(b) погружают древесные стружки в водный раствор огнезащитной химической композиции;
(c) отделяют древесные стружки друг от друга;
(d) по меньшей мере частично высушивают древесные стружки, тем самым обеспечивая сухие пропитанные древесные стружки;
(e) наносят связующее на древесные стружки; и
(f) формируют плиту заданной формы из стружек.
За счет погружения стружек в водный раствор огнезащитной химической композиции, по существу каждая отдельная древесная стружка в плите делается огнезащитной. Вместе с тем, чтобы достичь эффективной и экономящей время пропитки стружек огнезащитной химической композицией, стружки отделяют друг от друга на технологическом этапе (c). Исследования показали, что время пропитки можно сократить с приблизительно 12 часов до нескольких минут, если это разделение стружек достигается должным образом. Этапы (b)-(d) способа можно воплотить на уже существующем оборудовании для производства, например, ориентированно-стружечных плит, причем этапы (a), (e) и (f) способа можно проводить по методике, известной в области производства плит из древесных стружек. Например, на этапе (a), как правило, режут стружечный кряж на стружки. Таким образом, при погружении в водный раствор огнезащитной химической композиции, стружки поглощают этот водный раствор до тех пор, пока не насытятся. На этапе (d), стружки по меньшей мере частично высушивают, вследствие чего из упомянутых стружек по меньшей мере частично удаляется вода, а огнезащитная химическая композиция остается в пределах стружек. Вследствие этого, стружки пропитываются огнезащитной химической композицией до нанесением связующего на стружки, а из пропитанных стружек формируют плиту заданной формы. На этапе (a) предписывается, чтобы древесные стружки имели относительную влажность в диапазоне между 5% и 25%, предпочтительно - между 5% и 20%, предпочтительнее - между 8% и 20%. Вследствие этого достигается лучшая пропитка древесины огнезащитной химической композицией, потому что в сухой древесине поры древесины закрыты, а древесина, имеющая относительную влажность выше 25%, не способна поглотить много упомянутой огнезащитной химической композиции.
Исследования показали, что при большинстве обычно применяемых пород древесины (например, осины или тополя), пропитка наиболее эффективна, если стружки обладают относительной влажностью в диапазоне между 12% и 17%, который поэтому является наиболее предпочтительным диапазоном относительной влажности стружек, используемой в предлагаемом способе.
Этап (c) отделения стружек друг от друга проводят по существу одновременно с этапом (b) погружения стружек в водный раствор огнезащитной химической композиции, т.е. отделение стружек друг от друга происходит преимущественно в водном растворе огнезащитной химической композиции. Вследствие этого получается, что по существу вся поверхность каждой отдельной стружки подвергается воздействию водного раствора огнезащитной химической композиции, что повышает эффективность пропитки стружек.
В варианте осуществления, этап (c) отделения стружек друг от друга может включать в себя перемешивание смеси стружек и водного раствора огнезащитной химической композиции. Это можно сделать, например, с помощью механических средств перемешивания, известных в данной области техники. Однако исследования неожиданно показали, что эффективность пропитки повышается (например, сокращается время, необходимое для пропитки стружек), если это перемешивание достигается путем посылки пузырьков воздуха через водный раствор огнезащитной химической композиции.
В предпочтительном варианте осуществления, способ дополнительно включает в себя этап, на котором путем измерения определяют, имеют ли обеспечиваемые древесные стружки желаемую относительную влажность в диапазоне между 5% и 25%, предпочтительно - между 5% и 20%, предпочтительнее - между 8% и 20%, или еще предпочтительнее - между 12% и 17%, перед этапом (b).
В предпочтительном варианте, способ дополнительно включает в себя этап, на котором увеличивают относительную влажность стружек, если измерение показывает, что они имеют относительную влажность, которая меньше, чем желаемая, или предварительно сушат стружки, если измерение показывает, что они имеют относительную влажность, которая больше, чем желаемая. Тем самым достигается наличие у стружек оптимальной относительной влажности при погружении в водный раствор огнезащитной химической композиции, т.е. достигается наличие у стружек относительной влажности, которая облегчает наиболее эффективную (быструю) пропитку стружек. Это крайне важно потому, что если достаточно быстрая пропитка стружек невозможна, то пропитка стружек будет оказывать негативное влияние на другие технологические этапы, применяемые при изготовлении плит типа ОСП. Естественно, процесс не ограничивается одной технологической линией подачи стружек, а может предусматривать одну или дополнительные технологические линии подачи.
Когда стружки извлекают из водного раствора огнезащитной химической композиции, стружки смочены, так что связующие, которые обычно используют при изготовлении плит типа ОСП, не будут сцепляться с ними. Поэтому этап (d) сушки древесных стружек включает в себя этап, на котором сушат древесные стружки до относительной влажности в диапазоне между 4% и 10%, предпочтительно - между 4% и 8%, например, до такой относительной влажности, как примерно 6%.
Этап (d) сушки древесных стружек предпочтительно включает в себя этап, на котором сушат древесные стружки таким образом, что просачивание огнезащитной химической композиции из и осаждение на поверхности стружек по существу не происходит или является пренебрежимо малым.
В предпочтительном варианте осуществления, этап (d) сушки древесных стружек включает в себя этап сушки стружек в течение 2 минут - 10 минут, предпочтительно - в течение 2 минут - 8 минут, предпочтительнее - в течение 2 минут - 6 минут, еще предпочтительнее - в течение 3 минут - 4 минут. Исследования показали, что если стружки сушат слишком быстро или при чересчур высокой температуре, то части химической композиции снова просачиваются из стружек и осаждаются на их поверхности. Если это случается, то связующие, наносимые при изготовлении ОСП, окажутся неспособными должным образом сцепляться со стружками, вследствие чего невозможно использовать эти стружки в производстве плит типа ОСП. Исследования показали, что если стружки сушат в течение вышеупомянутых периодов, то можно предотвратить проблемы, связанные с просачиванием частей огнезащитной химической композиции, и оказывается возможным производство плит типа ОСП из таких стружек, которые не являются не выдержавшими стандартизованные испытания на механические напряжения. Вместе с тем, чтобы воплотить этап (d) в массовом производстве плит типа ОСП, медленность сушки следует уравновесить желаемой скоростью всего процесса, что и находит свое отражение в вышеупомянутых предпочтительных интервалах.
В предпочтительном варианте осуществления, водный раствор огнезащитной химической композиции представляет собой ненасыщенный раствор огнезащитной химической композиции. Поэтому устраняются проблемы, связанные с пропиткой слишком большим количеством огнезащитной химической композиции. Эти проблемы заключаются, например, в том, что структура древесных стружек может ослабляться или по меньшей мере разрушаться, приводя к ослаблению стружек. Это вызывает появление слишком непрочных плит типа ОСП, изготовленных из таких стружек.
Водный раствор огнезащитной химической композиции предпочтительно содержит менее 25 мас.% упомянутого раствора, а предпочтительно содержание упомянутого раствора находится в диапазоне между 15 мас.% и 22 мас.%, например, составляет 18,5 мас.%. Испытания, проведенные заявителем, неожиданно показали, что оптимальные результаты достигаются, если используют огнезащитную химическую композицию, соответствующую диапазону между 15 мас.% и 22 мас.%.
В варианте осуществления, этап (b) погружения древесных стружек в водный раствор огнезащитной химической композиции включает в себя подэтап, на котором погружают древесные стружки в водный раствор огнезащитной химической композиции в среднем менее чем на 10 минут, предпочтительно - в среднем на период в диапазоне между 2 минутами и 6 минутами, предпочтительнее - между 3 минутами и 4 минутами. Испытания, проведенные заявителем, неожиданно показали, что когда стружки отделяют друг от друга, например, посредством перемешивания, то эти стружки окажутся достаточно пропитанными огнезащитной химической композицией, если их погружают в упомянутый водный раствор в среднем менее чем на 10 минут, предпочтительно - в среднем на период в диапазоне между 2 минутами и 6 минутами, предпочтительнее - между 3 минутами и 4 минутами. Тем самым создается возможность сбалансировать потребность в поддержании общей производительности завода по производству плит типа ОСП и в пропитке стружек огнезащитной химической композицией.
В предпочтительном варианте осуществления, связующие на основе смол используют отдельно или в сочетании с парафином. Например, плиты могут содержать 95 мас.% древесных стружек и 5 мас.% парафина и смолы.
В предпочтительном варианте осуществления, этап (f) предлагаемого способа дополнительно включает в себя подэтапы, на которых:
- выравнивают стружки так, что они оказываются по существу параллельными друг другу;
- спрессовывают выровненные стружки и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения стружечной плиты, имеющей заданную форму.
В альтернативном варианте, этап (f) дополнительно включает в себя подэтапы, на которых:
- формируют по меньшей мере два слоя стружек, в которых стружки каждого слоя по существу параллельны друг другу;
- размещают слои один поверх другого таким образом, что стружки двух смежных слоев не параллельны друг другу;
- спрессовывают слои стружек и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения слоистой стружечной плиты, имеющей заданную форму.
Слои можно создавать, измельчая древесину в стружки, которые просеивают, а затем ориентируют на ленте транспортера или проволочной сетке. Потом на технологической линии формования изготавливают ковер, в котором слои уложены так, что наружные слои выровнены по оси прочности плиты, а внутренние слои ориентированы поперек нее. Количество укладываемых слоев частично определяется толщиной плиты, и главным образом определяется оборудованием, установленным на производственном участке. Вместе с тем, можно также изменять толщину отдельных слоев, чтобы придавать готовым панелям различные толщины (как правило, 15-сантиметровый слой будет давать толщину плиты, составляющую 15 мм).
В дополнительном варианте осуществления, соответствующем изобретению, этап (f) дополнительно включает в себя подэтапы, на которых:
- смешивают сухие пропитанные стружки с непропитанными стружками;
- выравнивают упомянутую смесь пропитанных и непропитанных стружек так, что они оказываются по существу параллельными друг другу;
- спрессовывают выровненные стружки и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения стружечной плиты, имеющей заданную форму.
Тем самым достигается вариант осуществления, в соответствии с которым возможно изготовление огнестойкой плиты типа ОСП, у которой возгораемость можно сбалансировать для удовлетворения конкретных нормативных требований и при этом обойтись без чрезмерного использования огнезащитной химической композиции.
В дополнительном варианте осуществления, соответствующем изобретению, этап (f) дополнительно содержит подэтапы, на которых:
- формируют по меньшей мере три слоя стружек, в которых стружки каждого слоя по существу параллельны друг другу;
- размещают слои один поверх другого таким образом, что стружки двух смежных слоев не параллельны друг другу;
- формируют два наружных слоя, т.е. верхний слой и нижний слой, из пропитанных стружек и формируют средний слой из непропитанных стружек;
- спрессовывают слои стружек и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения слоистой стружечной плиты, имеющей заданную форму.
Тем самым достигается плита типа ОСП, у которой только наружный слой в каждом месте обработан огнезащитной химической композицией. Этим способом можно достичь огромной экономии огнезащитной химической композиции. При определенных обстоятельствах такой противопожарной защиты должно быть достаточно.
В еще одном альтернативном варианте осуществления, этап (f) дополнительно включает в себя подэтапы, на которых:
- спрессовывают стружки и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения стружечной плиты, имеющей заданную форму.
Тем самым достигается простой способ производства плит, при котором выравнивание не требуется.
В дополнительном варианте осуществления, соответствующем изобретению, этап (f) дополнительно включает в себя подэтапы, на которых:
- смешивают пропитанные древесные стружки с непропитанными древесными стружками;
- спрессовывают смесь пропитанных и непропитанных стружек и связующее под давлением, придавая заданную форму; и
- отверждают упомянутую спрессованную смесь стружек и связующего для получения стружечной плиты, имеющей заданную форму.
Тем самым достигается простой способ производства плит, при котором дополнительно облегчается экономия при использовании огнезащитной химической композиции, потому что используется смесь пропитанных и непропитанных стружек.
В предпочтительном варианте осуществления, 60-70 процентов стружек имеют длину 5-20 см, а остальные 30-40 процентов стружек обычно короче 5 см и действуют как наполнители, когда их спрессовывают, чтобы сформировать плиту.
Ковер помещают в термопресс для прессования стружек и сцепления ее стружек посредством активации нагревом и отверждения смолы, которая нанесена на стружки. Затем можно нарезать из ковров отдельные плиты, придавая им окончательные размеры.
В одном варианте осуществления, связующее представляет собой сульфированную фенолформальдегидную смолу с катализатором отверждения. Однако в предпочтительном варианте осуществления, связующее представляет собой полимерный дифенилметандиизоцианат. В одном варианте осуществления, спрессовывание стружек и связующего под давлением для придания заранее определенной формы проводят при давлении примерно 4200 кПа, а отверждают их при температуре 160 градусов по Цельсию.
В предпочтительном варианте осуществления, этап (d) сушки древесных стружек включает в себя этап, на котором подвергают древесные стружки воздействию струи воздуха, имеющей направление, которое по существу противоположно направлению силы тяжести, действующей на стружки. Вследствие этого, струя воздуха удалит из стружек содержащуюся в них влагу и воду, за счет чего стружки будут становиться все легче и легче. Давление со стороны струи воздуха можно уравновесить таким образом, что оно будет противодействовать силе тяжести, действующей на стружки, так что когда содержание воды в стружках окажется достаточно низким, стружки будут продвигаться дальше в трубе или воронке до тех пор, пока не достигнут уровня, на котором содержание воды в них не станет достаточно низким для дальнейшего продвижения на следующую технологическую позицию, где на стружки наносится связующее. На этих технологических позициях процесс можно сделать полностью безопорным.
В дополнительном альтернативном варианте осуществления изобретения, этап (d) сушки древесных стружек включает в себя этап быстрой сушки древесных стружек.
В одном варианте осуществления, этап (e) нанесения связующего на древесные стружки включает в себя подэтап, на котором распыляют связующее на древесные стружки и/или помещают древесные стружки в связующее.
В предпочтительном варианте осуществления, огнезащитная химическая композиция содержит фосфатное соединение или фосфорный материал. Фосфат может представлять собой, например, фосфат аммония (№ 10124-31-9 по Chemical Abstract Service (CAS) (универсальный номер для идентификации химических веществ)), хотя можно использовать фосфаты других типов, такие, как фосфат калия или натрия. Таким образом, предполагается, что можно использовать фосфатное соединение любого типа. Предпочтительный вариант осуществления изобретения включает в себя фосфат аммония двухосновный (№ 7783-28-0 по CAS). Вместе с тем, предполагается, что можно использовать и другие формы фосфата аммония, такие, одноосновный фосфат аммония (№ 7-722-76-1 по CAS), полифосфат аммония или соединение фосфата аммония какого-нибудь другого типа, такое, как пирофосфат аммония. Химическая структура фосфата аммония двухосновного делает его особенно подходящим для некоторых вариантов осуществления изобретения.
В предпочтительном варианте осуществления, огнезащитная химическая композиция содержит соединение, регулирующее pH. Хотя pH может изменяться в широком диапазоне, pH предложенной композиции предпочтительно поддерживается в пределах диапазона pH примерно от 4 до 9, предпочтительнее - примерно от 4 до 6,5. В предпочтительном варианте осуществления, pH составляет примерно 5,5.
Соединение, регулирующее pH, предпочтительно представляет собой слабую органическую кислоту. Под слабой кислотой понимается кислота, которая диссоциирует не полностью, т.е. она не высвобождает все свои атомы водорода в растворе, выступая в качестве донора лишь некоторой доли ее протонов в раствор. Эти кислоты имеют большее значение константы ионизации (pKa), чем сильные кислоты, которые высвобождают все свои атомы водорода при растворении в воде. Под органической кислотой понимается органическое соединение с кислотными свойствами. Например, органические кислоты могут быть карбоксильными кислотами, кислотность которых связана с их карбоксильной группой -COOH, или, например, сульфокислотами, содержащими группу -SO2OH, которые являются относительно более сильными кислотами. В общем случае, относительная стабильность основания, сопряженного с кислотой, определяет ее кислотность. Придавать кислотность, обычно - слабую, также могут и другие группы: -OH, -SH, энольная группа и фенольная группа. Например, можно было бы использовать любую из следующих кислот: молочную кислоту, уксусную кислоту, муравьиную кислоту, лимонную кислоту, щавелевую кислоту, мочевую кислоту.
Регулирование pH можно также проводить посредством использования надлежащих фосфатных солей или путем добавления в малых количествах сильных кислот, таких, как HCl, или сильных оснований, таких, как NaOH. Особенно подходящим веществом может оказаться лимонная кислота, поскольку она является относительно слабой кислотой, что может заинтересовать покупателей, правительственных чиновников или других лиц, у которых найдутся причины давать отзывы об ингредиентах согласно данному изобретению. Количество кислотного вещества будет зависеть от типа используемого кислотного вещества и может изменяться в широком диапазоне.
В некоторых вариантах осуществления изобретения предусматривается добавление консервирующего вещества для предотвращения роста бактерий или плесени во время транспортировки и/или хранения предложенной композиции. Можно использовать любой подходящий консервант, служащий этой цели. Консервирующее вещество предпочтительно обеспечивает источник бензоат-иона. В некоторых вариантах осуществления, источником бензоат-иона является бензойная кислота, а предпочтительным вариантом выбора является бензоат натрия. Особенно подходящим бензоат натрия может стать потому, что он является существующим в природе консервантом, что может заинтересовать покупателей, правительственных чиновников или других лиц, у которых найдутся причины давать отзывы об ингредиентах согласно данному изобретению. В альтернативном варианте осуществления, в качестве консервирующего вещества можно использовать бронопол (№ 52-51-7 по CAS).
Консервирующее вещество предпочтительно добавляют в количестве, достаточном для ингибирования роста бактерий и плесени в предложенной композиции в течение желаемого периода времени. В вариантах осуществления, в которых используется бензоат натрия, его количество можно изменять в широком диапазоне. Предполагается, что диапазоны можно сдвигать в зависимости от типа используемого консервирующего вещества. Для композиции, которая поддерживается при комнатной температуре и в закрытом контейнере, количество бензоата натрия, находящееся в диапазоне между примерно 0,9% и 2%, преимущественно исключает все бактерии и плесень в течение по меньшей мере одного года.
Помимо этого, источник бензоат-иона работает как ускоритель для огнезащитной композиции, в частности, потому, что он эффективно изменяет поверхностное натяжение водного раствора огнезащитной химической композиции таким образом, что появляется возможность распылять ее равномерно и по всему материалу (в этом случае - по древесным стружкам), на который ее наносят.
В предпочтительном варианте осуществления, содержание фосфатного соединения находится в диапазоне между 5 мас.% и 30 мас.% огнезащитной химической композиции. Хотя в ее состав может входить фосфат аммония в широком диапазоне концентрации, фосфат аммония двухосновный предпочтительно составляет от примерно 2% до примерно 30% предложенной композиции, когда в этой композиции также присутствует водный растворитель. В более предпочтительном варианте, фосфат аммония двухосновный составляет от примерно 9% до примерно 23% предложенной композиции, а в наиболее предпочтительном варианте составляет от примерно 14% до 18% этой композиции. Предполагается, что эти диапазоны можно сдвигать в зависимости от типа используемого вещества, содержащего фосфат.
В одном варианте осуществления, содержание соединения, регулирующего pH, находится в диапазоне между 0,25 мас.% и 10 мас.% огнезащитной химической композиции. В качестве соединения, регулирующего pH, предпочтительно используется лимонная кислота, и она предпочтительно составляет от примерно 0,25 мас.% до примерно 10 мас.% или от 0,25 мас.% до примерно 4 мас.% предложенной композиции, когда в этой композиции также присутствует водный растворитель. В более предпочтительном варианте, лимонная кислота составляет от примерно 0,75 мас.% до примерно 2 мас.% предложенной композиции, а в наиболее предпочтительном варианте она составляет от примерно 0,9 мас.% до 1,1 мас.% этой композиции. Предполагается, что эти диапазоны можно сдвигать в зависимости от типа используемого кислотного вещества.
В еще одном варианте осуществления, содержание консервирующего соединения находится в диапазоне между 0,25 мас.% и 15 мас.% огнезащитной химической композиции. В вариантах осуществления, в которых в качестве консервирующего соединения используют бензоат натрия, его количество можно изменять в широком диапазоне, но предпочтительно бензоат натрия составляет от примерно 0,25 мас.% до примерно 15 мас.% или от примерно 0,25 мас.% до примерно 7 мас.% предложенной композиции, когда в этой композиции также присутствует водный растворитель. В более предпочтительном варианте, бензоат натрия составляет от примерно 0,75 мас.% до примерно 4 мас.% предложенной композиции, а в наиболее предпочтительном варианте он составляет от примерно 0,9 мас.% до 2 мас.% этой композиции. Предполагается, что эти диапазоны можно сдвигать в зависимости от типа используемого консервирующего вещества. Для композиции, которая поддерживается при комнатной температуре и в закрытом контейнере, количество бензоата натрия, находящееся в диапазоне между примерно 0,9% и 2%, преимущественно исключает все бактерии и плесень в течение, по меньшей мере, одного года.
В одном предпочтительном варианте осуществления, огнезащитное химическое соединение содержит в смеси: фосфат аммония, источник цитрат-иона, источник бензоат-иона, при этом присутствует 1 мас.ч. источника цитрат-иона, 12,7-20 мас.ч. фосфата аммония и 0,8-2,2 мас.ч. источника бензоат-иона. Испытания показали, что эта композиция особенно эффективна, когда имеет место объединение ингредиентов в пределах этих диапазонов отношений.
Ингредиенты огнезащитной композиции можно объединять любым способом, подходящим для создания этой композиции. Теперь будет рассмотрен пример одного способа, которым можно объединять ингредиенты для композиции, включающей в себя водный растворитель. Приблизительно 50% водного растворителя можно влить в ванну или другой контейнер подходящих размеров. Фосфат аммония двухосновный можно добавлять при быстром перемешивании, а перемешивание можно продолжать в течение примерно 10-15 минут пока фосфат аммония двухосновный не растворится полностью. Затем можно добавлять лимонную кислоту, продолжая быстрое перемешивание в течение примерно 5 минут. После этого можно добавлять бензоат натрия, продолжая быстрое перемешивание в течение еще 5 минут пока жидкость не станет прозрачной. Затем можно добавлять остальные 50% водного растворителя, продолжая перемешивать раствор в течение приблизительно 5 дополнительных минут. В идеале, композиция будет прозрачной, а ингредиенты полностью растворятся без видимых следов сыпучего вещества. Это лишь один пример того, как можно объединять ингредиенты, и специалисту в данной области техники будет ясно, что существуют многие другие способы смешивания, которыми можно воспользоваться.
Теперь будет рассмотрен пример одного способа, которым можно объединять ингредиенты для композиции, которая по меньшей мере сначала не включает в себя водный растворитель. Фосфат аммония двухосновный можно всыпать в традиционный смеситель для сыпучих материалов и проводить смешивание до тех пор, пока не будут ликвидированы все комки. Затем можно добавлять лимонную кислоту и проводить смешивание в смесителе для сыпучих материалов до тех пор, пока не будут ликвидированы все комки и не произойдет тщательное смешивание друг с другом всех ингредиентов. Затем можно добавлять бензоат натрия и проводить смешивание в смесителе для сыпучих материалов до тех пор, пока не будут ликвидированы все комки и не произойдет тщательное смешивание друг с другом всех ингредиентов. Теперь композицию можно продавать или хранить в этой форме гранул или порошка. В любое желаемое время, гранулированную или порошкообразную смесь можно растворить в водном растворителе. Раствор можно помешивать до тех пор, пока гранулированная или порошкообразная смесь не растворится и не перестанет содержать комки или видимые следы сыпучего вещества, а раствор не станет прозрачным.
Композицию можно использовать в условиях разных типов, но некоторые условия могут сделать композицию особенно эффективной. Например, доказана эффективность нанесения композиции для сушки материалов при температурах на уровне 10 градусов по Цельсию или выше. Вместе с тем, композиция эффективна и тогда, когда ее наносят в альтернативных условиях. В одном варианте осуществления, композицию наносят посредством распыления ее на сухой материал или погружения сухого материала в композицию. Этому материалу предпочтительно дают высохнуть после насыщения композицией. Это лишь один пример того, как можно использовать композицию, и его не следует интерпретировать как ограничение, накладываемое на изобретение.
Кроме того, задача изобретения решается посредством плиты, сформированной из множества древесных стружек, которые спрессованы и сцеплены друг с другом посредством связующего, причем основная часть стружек пропитана огнезащитной химической композицией, при этом упомянутая химическая композиция содержит фосфатное соединение и слабую органическую кислоту в качестве соединения, регулирующего pH. В одном варианте осуществления плиты, фосфатное соединение представляет собой фосфат аммония.
Этим достигается огнезащитная плита, которая не имеет оказываемых на окружающую среду побочных эффектов, вредных для здоровья, как в случаях плит, обработанных огнезащитными композициями, известными в данной области техники. Поскольку фосфат обычно безвреден для здоровья и жизни людей и других млекопитающих, возможные выбросы остаточного фосфата в среду, окружающую плиту, обычно не приводят к причинению какого-либо ущерба для здоровья или жизни млекопитающих. Таким образом, обеспечивается огнестойкая плита, которая может оказаться подходящей для использования в помещениях в качестве строительного материала в жилых домах, офисных зданиях или других зданиях для людей и/или животных.
В одном варианте выполнения плиты, огнезащитная химическая композиция дополнительно содержит консервирующее соединение. В еще одном варианте осуществления плиты, консервирующее соединение является источником бензоат-иона.
В дополнительном варианте выполнения плиты, содержание фосфатного соединения находится в диапазоне между 5 мас.% и 30 мас.% огнезащитной химической композиции.
В варианте выполнения плиты, содержание соединения, регулирующего pH, находится в диапазоне между 0,25 мас.% и 10 мас.% огнезащитной химической композиции.
В варианте выполнения плиты, содержание консервирующего соединения находится в диапазоне между 0,25 мас.% и 15 мас.% огнезащитной химической композиции.
Задача изобретения также решается посредством плиты, сформированной из множества древесных стружек, которые спрессованы и сцеплены друг с другом посредством связующего, причем плита дополнительно содержит огнезащитную химическую композицию, при этом упомянутая огнезащитная химическая композиция содержит в смеси: фосфат аммония, источник цитрат-иона, источник бензоат-иона, причем присутствует 1 мас.ч. источника цитрат-иона, 12,7-20 мас.ч. фосфата аммония и 0,8-2,2 мас.ч. источника бензоат-иона.
Краткое описание чертежей
Дополнительное понимание сущности и преимуществ данного изобретения можно получить при обращении к остальным частям описания и чертежам. Ниже со ссылками на чертежи приводится более подробное пояснение предпочтительных вариантов осуществления изобретения, при этом:
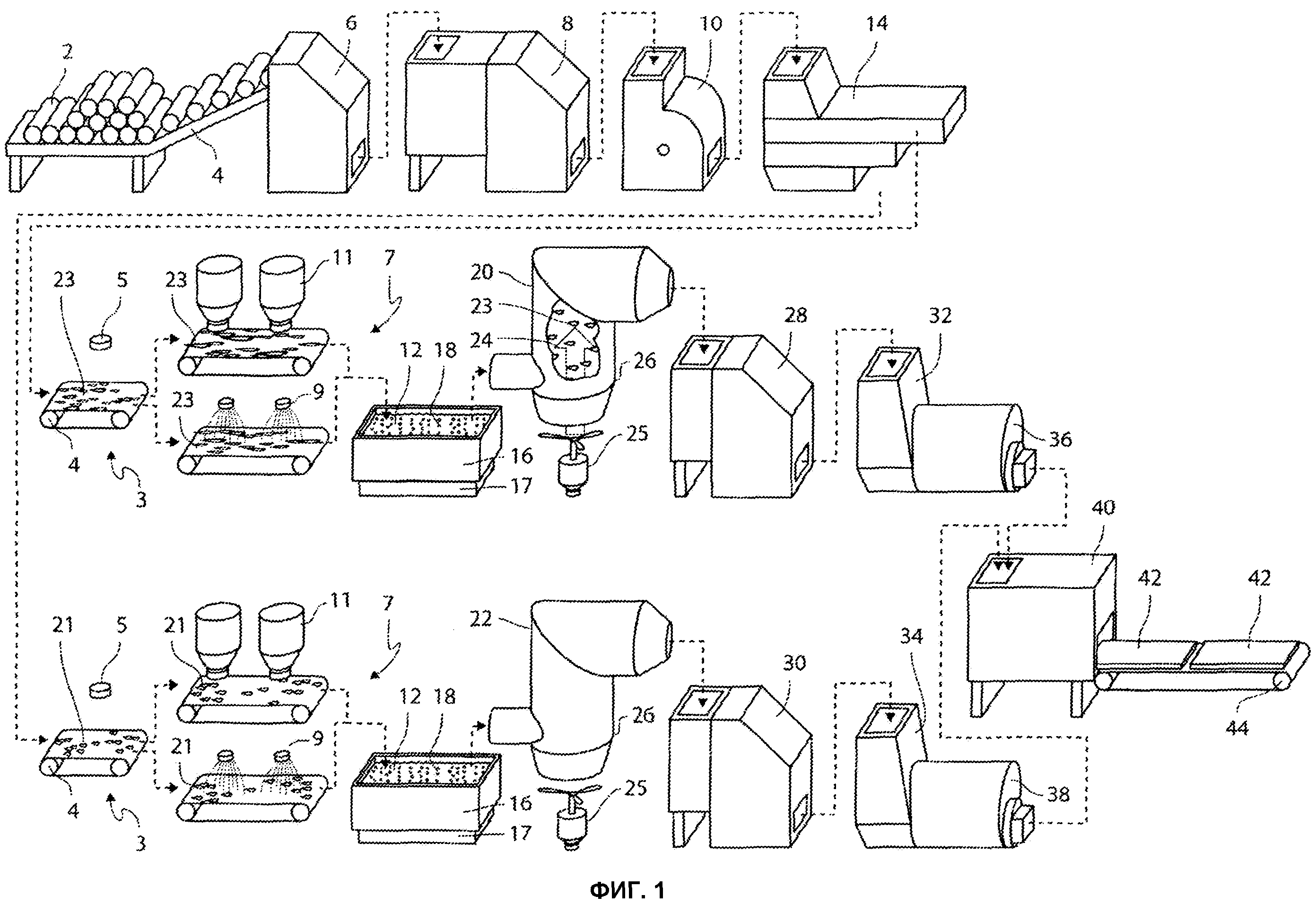
на фиг.1 показан в качестве примера предпочтительный вариант осуществления предлагаемого способа;
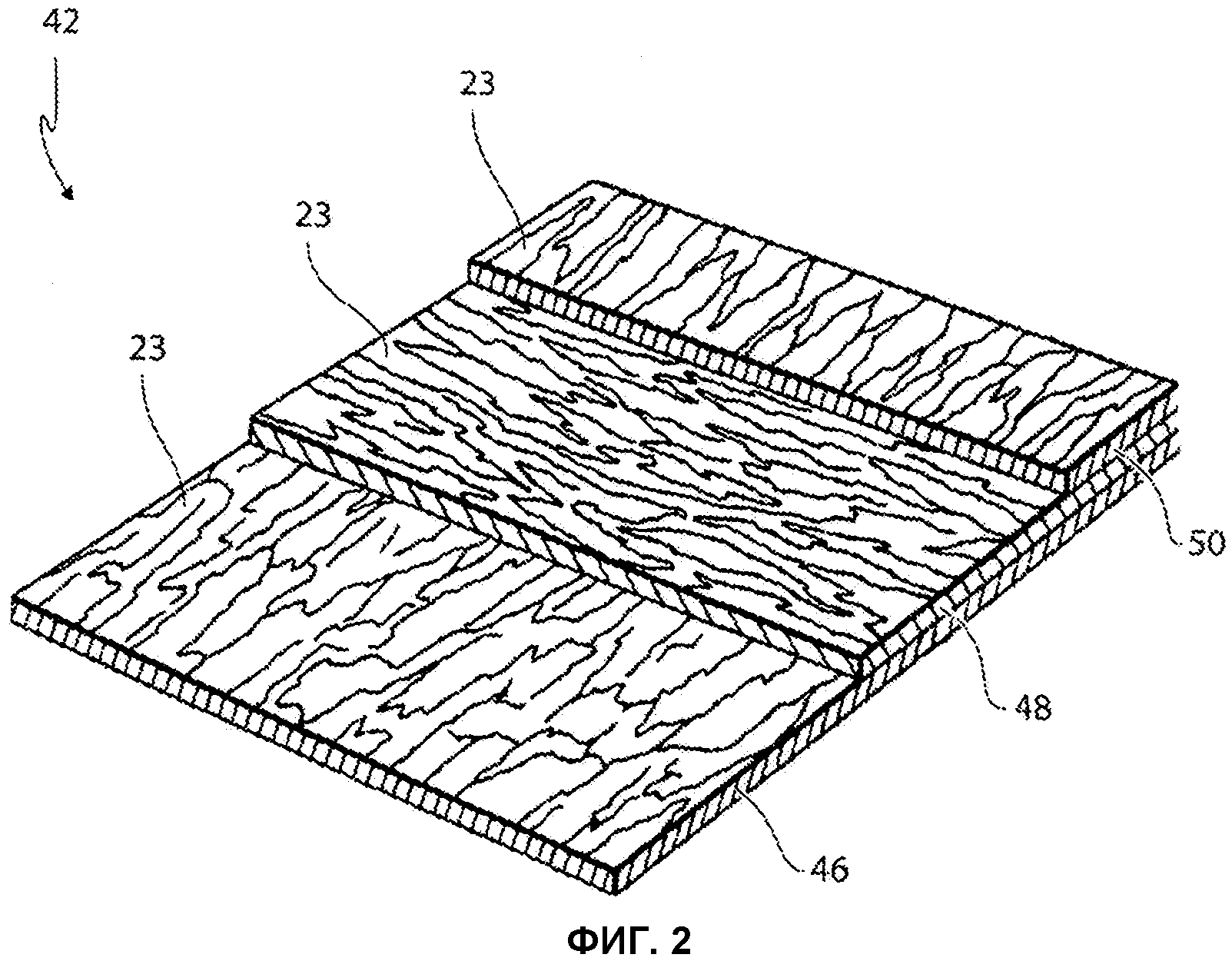
на фиг.2 показан вариант выполнения плиты, соответствующей изобретению; и
на фиг.3 показана схема последовательности операций варианта осуществления способа, соответствующего изобретению.
Подробное описание изобретения
Теперь данное изобретение будет описано подробнее с последующими ссылками на прилагаемые чертежи, на которых показаны возможные варианты осуществления изобретения. Однако изобретение можно осуществить и в других формах, так что не следует считать его сводящимся к излагаемым здесь вариантам осуществления. Эти варианты осуществления представлены скорее для того, чтобы это описание было тщательным и полным, а также полностью передало объем притязания изобретения специалистам в данной области техники. Одинаковые позиции всюду в описании и на чертежах относятся к одинаковым элементам. Таким образом, одинаковые элементы не будут подробно описываться в связи с описанием каждого чертежа.
На фиг.1 схематически показано, как можно воплотить вариант осуществления предлагаемого способа. Сначала древесные кряжи 2 размещают на транспортере 4, который перемещает кряжи 2 в стружечный станок 6 с ножевым барабаном. Стружечный станок 6 с ножевым барабаном строгает кряжи 2 так, что получаются длинные (крупноразмерные) древесные стружки, имеющие элементы волокон, параллельные длине крупноразмерных стружек. Крупноразмерные стружки в форме древесных частиц, получаемые посредством стружечного станка 6 с ножевым барабаном, можно хранить в бункере 8 для хранения до тех пор, пока они не понадобятся, или сразу транспортировать в молотковую дробилку 10, которая дополнительно расщепляет крупноразмерные стружки на более мелкие древесные стружки желаемой средней ширины и длины, в результате чего получаются используемые древесные стружки.
Древесные частицы разделяют на три фракции (или более - по выбору), две из которых используют для формирования слоев многослойной плиты. Третья фракция содержит частицы слишком большого размера, которые непригодны для использования при формировании слоев, и поэтому подвергаются дальнейшему измельчению для формирования полезных частиц. При расположении оборудования, изображенном на фиг.1, древесные частицы сначала пропускаются через сепаратор 14 частиц. Сепаратор 14 частиц предназначен для классификации и разделения древесных частиц на три фракции: мелочь 21, приемлемые стружки (именуемые здесь просто «стружками» 23) и частицы слишком большого размера.
Чтобы гарантировать, что древесные стружки 23 обладают желаемой относительной влажностью в диапазоне между 5% и 25%, предпочтительно - между 5% и 20%, предпочтительнее - между 8% и 20%, или еще предпочтительнее - между 12% и 17%, эти стружки пропускают через технологическую позицию 3 измерения, на которой множество датчиков 5 содержания влаги обнаруживают относительную влажность проходящих древесных стружек 23. В одном варианте осуществления, датчики содержания влаги могут быть емкостными датчиками.
Если измерение показывает, что относительная влажность стружек 23 меньше, чем желаемая относительная влажность, стружки направляют на технологическую позицию 7 обработки, на которой используют множество спринклеров 9 или распылителей для увеличения относительной влажности стружек 23. В одном варианте осуществления, количество воды, которую подают на стружки 23 через множество спринклеров 9 или распылителей, дозируют в зависимости от измеренной относительной влажности.
С другой стороны, если измерение показывает, что стружки 23 имеют относительную влажность, которая больше, чем желаемая, то стружки 23 направляют на технологическую позицию обработки, на которой имеет место предварительная сушка в сушилке 11 для предварительной сушки. В одном варианте осуществления, предварительная сушка включает в себя этап, на котором используют струю нагретого воздуха, а в еще одном варианте осуществления предварительную сушку проводят в зависимости от измерения относительной влажности стружек 23.
Посредством этого достигается наличие оптимальной относительной влажности у стружек 23 до погружения в водный раствор огнезащитной химической композиции.
Затем мелочь 21 и древесные стружки 23 погружают в водный раствор огнезащитной химической композиции 12, при этом мелочь 21 и древесные стружки 23 замачиваются. Водный раствор огнезащитной химической композиции 12 находится в контейнере 16, где перемешивается посредством высвобождения пузырьков 18 воздуха со дна упомянутого контейнера 16. Это перемешивание вызывает отделение стружек 23 друг от друга, вследствие чего по существу все их поверхности подвергаются воздействию водного раствора огнезащитной композиции 12, что снова приводит к очень эффективной пропитке, дающей экономию времени. Пузырьки воздуха можно закачивать в контейнер 16 с помощью воздушного насоса 17. В альтернативных вариантах осуществления, можно воспользоваться перемешивающими средствами другого типа, например, механическими перемешивающими средствами. Когда древесные стружки погружены в водный раствор огнезащитной композиции 12 в течение достаточно длительного времени, например, менее 10 минут, например, в диапазоне между 2 минутами и 6 минутами, например, 3 минуты или 4 минуты, стружки удаляют из водного раствора огнезащитной композиции 12, например, за счет использования транспортерного шнека или других средств (не показаны).
После удаления мелочи 21 и древесных стружек 23 из водного раствора огнезащитной композиции 12, они являются слишком влажными, чтобы из них можно было формировать плиты. Поэтому их последовательно пропускают через дополнительные сушильные устройства 20 и 22, где они по меньшей мере частично сушатся, т.е. сушатся до желаемого уровня относительной влажности. В сушильном устройстве 22 стружки 23 подвергают воздействию струи воздуха, показанной стрелкой 24. Эта струя 24 воздуха имеет направление, которое по существу противоположно направлению действия силы тяжести на стружки 23. За счет этого, струя 24 воздуха будет удалять из стружек 23 содержащуюся в них влагу и воду, вследствие чего стружки 23 становятся все легче и легче. Давление со стороны струи воздуха можно уравновесить таким образом, что оно будет противодействовать силе тяжести, действующей на стружки, так что когда содержание воды в стружках окажется достаточно низким, стружки продвигаются дальше в трубе или воронке до тех пор, пока не достигнут уровня, на котором содержание воды в них не станет достаточно низким для дальнейшего продвижения на технологическую позицию, где на стружки наносится связующее. Струю воздуха может генерировать воздуходувка 25. Сушилка 22 работает аналогично сушилке 20, и поэтому ее более подробное описание приведено не будет. В качестве альтернативы использованию сушильных устройств 20 и 22, стружки можно подвергнуть быстрой сушке. Таким образом, в альтернативном варианте осуществления, сушилки 20 и 22 можно исключить.
Фракции мелочи 21 и стружек 23 после этого сохраняют в их соответствующих бункерах 30 и 28 до тех пор, пока они не понадобятся для формирования плиты. Для рассеивания потока воздуха и выпуска стружек в бункеры 28 и 30 можно использовать гидроциклон (не показан), который также функционирует как буфер. В альтернативных вариантах осуществления, разгружаемые бункеры 28 и 30 являются устанавливаемыми по выбору.
Когда мелочь 21 в виде древесных частиц и стружки 23 понадобятся для формирования плит, их передают из их соответствующих бункеров 30 и 28 в дозирующие бункеры 34 и 32, оперативно связанные со смесителями 38 и 36. Каждый дозирующий бункер 32, 34 служит для выпуска древесных частиц в оперативно связанный с ним смеситель 36, 38 с управляемо постоянной скоростью подачи. Каждый смеситель 36, 38 также скомпонован с возможностью приема связующего (и других добавок, если они желательны) с управляемой скоростью подачи. Смесители 36, 38 тщательно смешивают принимаемые компоненты, формируя смеси связующего и древесных частиц. Скоростями подачи компонентов управляют так, чтобы получать отношения «связующее - древесные частицы», желательные для смесей. Связующее выдают в каждый из смесителей 36 и 38 с помощью обычного смесителя смол (не показан). Этот смеситель смол служит для смешивания отдельных компонентов, образующих связующее, и других компонентов, когда те используются, и отмеривания требуемого количества связующего в смеситель 36 и/или 38. Для приготовления связующего, используемого с целью формирования древесно-стружечных плит согласно данному изобретению, можно воспользоваться любыми из смол и связанных с ними компонентов, применяемых для формирования обычных древесно-стружечных плит. Хотя в смесях мелочи и стружек можно использовать разные отношения «связующее - древесные частицы» (обычно, для смесей, содержащих мелочь, предпочтительными являются малое отношение «связующее - древесные частицы»), имеются миксеры, которые могут одновременно выдавать связующее с разными скоростями подачи. В любом случае, для формирования смесей мелочи и стружек можно использовать множество связующих, а эти смеси можно приготавливать имеющими любое из широкого диапазона отношений «связующее - древесные частицы». Например, для формирования смесей можно использовать связующие на основе мочевиноформальдегидной, фенолформальдегидной, модифицированной меламином мочевинной или диизоцианатной смол, или их комбинаций. Связующее предпочтительно представляет собой полимерный дифенилметандиизоцианат. Тип связующего и отношение «связующее - древесные частицы», выбираемые для смесей мелочи и стружек, обычно определяются целевым использованием конечного продукта, свойствами, желательными для конечного продукта, и процессом, выбираемыми для формирования плиты. В производстве многослойных древесно-стружечных плит, предназначенных для большинства приложений конечного продукта, предусматривающих примерно 8% такого связующего в смеси мелочи, можно использовать связующие на основе фенолформальдегидных смол, и примерно 6% такого связующего в смеси стружек дает удовлетворительное сцепление. При определении на основе сухой массы в печи, общее влагосодержание смеси стружек находится в пределах диапазона примерно от 8% до 13%, и общее влагосодержание смеси мелочи находится в пределах диапазона примерно от 8% до 20%. Если использование одного единственного смесителя смол с целью снабжения связующими для смесей, как мелочи, так и стружки, неудобно или невозможно, можно расположить отдельные смесители смол так, чтобы они выдавали желаемое связующее раздельно в отдельные смесители 36 и 38, которые вырабатывают смеси мелочи и стружки, соответственно.
Приготовленные смеси мелочи 21, покрытой связующим, и стружек 23, покрытой связующим, транспортируют в питающие бункеры, связанные с устройством 40 для спрессовывания древесины, применяемым для формирования ориентированно-стружечных плит 42. Приготовленные смеси мелочи 21, покрытой связующим, и стружек 23, покрытой связующим, транспортируют в устройство 40 для спрессовывания древесины, в котором мелочь 21 и стружки 23 смешивают в желаемом отношении и спрессовывают, придавая заданную форму, а также отверждают, чтобы изготовить плиту 42 из стружек 23 и мелочи 21, имеющих заданную форму. В альтернативном варианте, в производстве плиты 42 можно использовать только стружки 23.
В устройстве 40 для спрессовывания, стружки 23 (а возможно - и мелочь 21) подвергают воздействию необходимых условий давления и температуры для осуществления спрессовывания и отверждения связующего, вследствие чего изготавливается цельное тело плотноупакованной древесно-стружечной плиты 42.
Для формирования древесно-стружечной плиты применим широкий диапазон условий температуры и давления. Условиями давления и температуры спрессовывания можно манипулировать либо для улучшения определенных свойств, либо для получения наилучшей общей совокупности свойств в готовой древесно-стружечной плите. Конкретные температуру и давление, необходимые для придания желаемого набора свойств в многослойной древесно-стружечной плите конкретной конструкции, можно определить эмпирическим путем. Для формирования древесно-стружечной плиты можно использовать температуры до 230 градусов по Цельсию и давления в диапазоне от 15,88 до 22,68 кг/см2(от 35 до 50 килофунтов-сил на квадратный сантиметр (кфн-с/кв.см)). После завершения цикла спрессовывания, который требует от 1 до 10 минут, в зависимости от толщины и желаемой плотности готовой древесно-стружечной плиты, такие плиты кладут на роликовый транспортер 44 для доставки к местам хранения или к дополнительному технологическому оборудованию. В типичном случае, дополнительное технологическое оборудование будет включать в себя кромкообрезные и концевыравнительные пилы для формирования прямых кромок и концов в секциях древесно-стружечных плит, а также пилы для поперечной и продольной резки, посредством которых секции распиливают, придавая лесоматериалам желаемые размеры после предварительной резки. Кроме того, сформированные секции древесно-стружечных плит можно распиливать, получая лесоматериал, имеющий единственный поверхностный слой. Это делают путем пиления сформированной древесно-стружечной плиты главным образом вдоль ее плоскости, в которой измеряют длину и ширину. Например, распиливая сформированную древесно-стружечную плиту под небольшим углом к ее плоскости, в которой измеряют длину и ширину, можно получить лесоматериал, имеющий один-единственный поверхностный слой, со скошенной кромкой для обшивки стен. Поэтому должно быть ясно, что из такой древесно-стружечной плиты можно изготавливать лесоматериалы широкого ассортимента.
Хотя выше описана конкретная компоновка оборудования для изготовления конкретной древесно-стружечной плиты, эти и другие варианты выполнения плиты можно получить и посредством других компоновок. Например, в состав технологической линии можно включать пресс-устройство для предварительного спрессовывания и высокочастотное (ВЧ) нагревательное устройство для предварительного нагрева. Использование устройств для предварительного спрессовывания и предварительного нагрева сокращает общее время спрессовывания, необходимое для формирования плит, особенно в случае производства многослойных древесно-стружечных плит. Кроме того, в состав технологической линии для производства древесно-стружечных плит можно включать устройство для взвешивания ковров и устройство для выбраковывания ковров, обычно предназначенные для того, чтобы снимать с технологической линии некачественно сформированные секции ковров, обнаруживаемые ввиду неправильного веса секций ковров. Снятые или выбракованные секции ковров можно, например, транспортировать посредством транспортера с вертлюгом к устройству для разрушения ковров, а получающийся материал можно возвращать в бункер 8 для хранения влажной крупноразмерной стружки.
Способ может также предусматривать станочное оборудование для выравнивания стружек так, что стружки оказываются, по существу, параллельными друг другу, и/или для формирования по меньшей мере двух слоев стружек, при котором стружки каждого слоя по существу оказываются параллельными друг другу, и станочное оборудование для помещения слоев один поверх другого таким образом, что стружки двух смежных слоев оказываются не параллельными друг другу, вследствие чего изготавливается ориентированно-стружечная плита с пересекающимися слоями стружек.
На фиг.2 показан вариант выполнения ориентированно-стружечной плиты 42, соответствующей изобретению, которая содержит три слоя 46, 48, 50 стружек 23 - два идентичных поверхностных слоя 46 и 50 и один промежуточный слой 48. Кроме того, в иллюстрируемом варианте выполнения показана конфигурация длинной прямоугольной плиты, обычно используемой в качестве отделочного лесоматериала. Вместе с тем, как должно быть абсолютно ясно из всего описания данного изобретения, изображенное количество слоев и конфигурация многослойной древесно-стружечной плиты являются лишь иллюстративными и могут быть изменены в рамках объема притязаний данного изобретения.
Множество древесных стружек 23 спрессованы и сцеплены воедино с помощью связующего (например, так, как описано выше). Плита 42 дополнительно содержит огнезащитную химическую композицию, причем упомянутая композиция содержит фосфатное соединение.
Как изображено на фиг.2, каждый слой 46 состоит по существу из тонких древесных стружек 23, которые имеют длину, в несколько раз большую, чем их ширина, и которые изготовлены так, что их элементы волокон, по существу, параллельны их длине. Хотя древесные стружки 23 являются в общем случае прямыми, они имеют неровный контур. Стружки 23 распределены в каждом слое 46, 48, 50 друг относительно друга так, что их длины соответствуют по существу параллельной ориентации, а сами они проходят в направлении, приближающемся к линии, которая параллельна одному краю слоя 46, 48, 50. Древесные стружки 23 имеют длину в диапазоне примерно от 12 мм до 150 мм, ширину в диапазоне примерно от 2,0 мм до 20,0 мм и толщину в диапазоне примерно от 0,2 мм до 0,6 мм. Слои 46, 48, 50 древесных стружек могут включать в себя древесные частицы, имеющие размеры вне вышеуказанных диапазонов, и обычно включают в себя значительное количество древесной мелочи в качестве заполнителя пустот, которые в противном случае существовали бы в слое 46, 48, 50 из-за неровного контура стружек 23. Слои 46, 48, 50 могут включать в себя примерно до 20% (на основе сухой массы в печи) древесной мелочи без снижения прочности, долговечности и стабильности плиты 42.
Что касается параллельной ориентации стружек 23, то на фиг.2 показаны стружки 23, пересекающие друг друга в структуре, подобной тканому полотну, имеющие усредненное направление, параллельное одному краю слоя 46, 48, 50. В соответствии с данным изобретением, параллельную ориентацию используют для того, чтобы ограничить распределение древесных стружек 23, при котором средний острый угол между пересекающимися стружками составляет менее чем примерно 40 градусов, а усредненное направление стружек параллельно одному краю слоя 46, 48, 50.
Три слоя 46, 48, 50 расположены в структуре плиты, содержащей поперечно ориентированные стружки с наложением слоя на слой. Иными словами, верхний и нижний наружные слои 46 и 50 сформированы имеющими свои стружки 23 параллельными, а центральный слой 48 сформирован имеющим свои стружки 23 перпендикулярными стружкам, образующим наружные слои 46 и 50. Многослойную плиту 42 можно сформировать из любого количества - двух или более - слоев 46, 48, 50. Однако превосходные свойства прочности, долговечности и стабильности достигаются посредством многослойной конструкции, содержащей три или большее нечетное количество слоев ориентированной древесных стружек, расположенных в структуре поперечно ориентированных стружек с наложением слоя на слой. Кроме того, за счет ориентации стружек 23 в многослойной плите, составленной из нечетного количества слоев так, что длины стружек 23 в наружных слоях 46, 50 проходят в направлении размера длины плиты 42, а стружки 23 внутреннего слоя (внутренних слоев) ориентированы поперечно, образуя желаемую структуру плиты, содержащую поперечно ориентированные стружки и с наложением слоя на слой, получаются повышенные пределы прочности при изгибе и растяжении.
В альтернативном варианте осуществления, и верхний слой 50, и нижний слой 46 покрыты поверхностным слоем (не изображен), состоящим по существу из древесной мелочи, распределенной в конкретной неориентированной структуре с постепенно убывающим размером частиц. Мелочь состоит из древесных частиц с неровным контуром, имеющих ширину и толщину, значительном меньшие, чем средняя ширина древесных стружек 23, образующих три слоя 46, 48, 50. Такая древесная мелочь может присутствовать в форме коротких удлиненных частиц, частиц в форме таблеток и/или длинных, тонких частиц волокон древесины. При изготовлении многослойных плит, имеющих внутренние слои, образованные древесными стружками 23, имеющими средние размеры в вышеуказанных диапазонах, для формирования обоих поверхностных слоев (не показаны) используют мелочь, имеющую ширину и толщину, меньшие, чем верхний предел, составляющий примерно 0,50 мм. Эти поверхностные слои могут включать в себя примерно до 30% - на основе сухой массы в печи - древесных частиц слишком большого размера, имеющих ширины и/или толщины, которые больше, чем вышеуказанный верхний предел, без снижения способности к формированию фактуры гладкой поверхности, в частности, если частицы ограничены областью поверхностных слоев у примыкающих наружных слоев 46 и 50, соответственно, или около них.
На фиг.3 показана схема последовательности операций варианта осуществления способа, соответствующего изобретению, причем упомянутый способ включает в себя следующие проводимые в заданном порядке этапы, на которых:
(a) обеспечивают древесные стружки, что иллюстрируется прямоугольником 52;
(b) погружают древесные стружки в водный раствор огнезащитной химической композиции, что иллюстрируется прямоугольником 54;
(c) отделяют древесные стружки друг от друга, что иллюстрируется прямоугольником 56;
(d) по меньшей мере частично высушивают древесные стружки, что иллюстрируется прямоугольником 58;
(e) наносят связующее на древесные стружки, что иллюстрируется прямоугольником 60; и
(f) формируют плиту заданной формы из стружек, что иллюстрируется прямоугольником 62.
Огнезащитная химическая композиция, упоминавшаяся со ссылками на любую из фиг.1-3, предпочтительно является огнезащитной химической композицией (в водном растворе), описанной в разделе «Сущность изобретения», описание которой вследствие этого здесь не повторяется.
Перечень ссылочных позиций
Ниже приводится перечень ссылочных позиций, которые используются в подробном описании изобретения.
2 Кряж
3 Технологическая позиция измерения, предназначенная для измерения относительной влажности
4 Транспортер
5 Датчики содержания влаги
6 Стружечный станок с ножевым барабаном
7 Технологическая позиция обработки, предназначенная для увлажнения стружек
8 Бункер для хранения
9 Спринклеры или распылители
10 Молотковая дробилка
11 Сушилка для предварительной сушки стружек
12 Водный раствор огнезащитной композиции
14 Сепаратор частиц
16 Контейнер для водного раствора огнезащитной композиции 12
17 Воздушный насос
18 Пузырьки воздуха
20, 22 Сушильное устройство
21 Древесная мелочь
23 Древесные стружки
24 Струя воздуха
25 Воздуходувка
26 Воронка или труба
28, 30 Бункеры для хранения
32, 34 Дозирующие бункеры
36, 38 Смесители
40 Устройство для спрессовывания
42 Плита, ориентированно-стружечная плита, древесно-стружечная плита
44 Транспортер
46 Нижний слой плиты
48 Центральный или промежуточный слой плиты
50 Верхний слой плиты
52-62 Этапы способа
Реферат
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению огнестойких плит из древесной стружки. При изготовлении огнестойких плит измеряют относительную влажность древесных стружек. Величина желаемой относительной влажности древесных стружек находится в диапазоне между 5% и 20%, предпочтительно - между 8% и 20%. Увеличивают относительную влажность стружек, если измерение показывает, что они имеют относительную влажность, которая меньше, чем желаемая. Если измерение показывает, что стружки имеют относительную влажность, которая больше, чем желаемая, то стружки сушат. Затем погружают древесные стружки в водный раствор огнезащитной химической композиции. Отделяют древесные стружки друг от друга путем перемешивания смеси стружек и водного раствора огнезащитной химической композиции. По меньшей мере частично высушивают древесные стружки до относительной влажности в диапазоне между 4% и 10%, предпочтительно - между 4% и 8%. Наносят связующее на сухие пропитанные древесные стружки. Формируют плиты заданной формы из стружек. Повышается прочность огнестойких плит. 23 з.п. ф-лы, 3 ил.
Комментарии