Способ получения одномодового волоконного световода - RU2164698C2
Код документа: RU2164698C2
Чертежи


Описание
Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также при конструировании датчиков физических величин (волоконных датчиков давления, температуры, гироскопов и т.д.).
Известен способ получения одномодового волоконного световода, сохраняющего поляризацию излучения [1]. В известном способе вначале MCVD-методом изготавливают исходную цилиндрическую заготовку световода, содержащую круглую сердцевину, отражающую оболочку и внешнюю защитную кварцевую оболочку, образованную опорной кварцевой трубой. Затем с двух диаметрально противоположных сторон этой заготовки прорезают два паза полукруглой формы на глубину 1 - 2 мм, после чего заготовку помещают внутрь опорной кварцевой трубы и сплавляют их на тепломеханическом станке. После сплавления прорезанные пазы превращаются в два сквозных отверстия, которые проходят по всей длине вновь полученной заготовки. После этого заготовку помещают в травильный раствор с целью формирования полученных отверстий большего диаметра. Затем в растравленные отверстия вставляют два нагружающих стержня, состоящих из материала, обладающего температурным коэффициентом линейного расширения большим, чем соответствующий коэффициент кварцевого стекла, из которого состоят опорные трубы, используемые для изготовления заготовки и ее последующего "жакетирования". После этого полученную таким образом cборную заготовку сплавляют на тепломеханическом станке с последующей вытяжкой световода из заготовки на установке вытяжки световодов или сразу проводят вытяжку из сборной заготовки световода без предварительного сплавления на тепломеханическом станке.
Одним из недостатков известного способа изготовления одномодового волоконного световода является то обстоятельство, что при нарезании пазов на цилиндрической поверхности исходной заготовки очень часто образуются сколы на границе поверхности заготовки и пазов, а также из-за несоосности расположения жилы в заготовке расстояние внутренней поверхности пазов находятся на неодинаковом расстоянии до центра световедущей жилы. Наличие сколов при нарезании пазов приводит затем к образованию раковины на внутренней поверхности отверстий при их травлении в растворе, а это в свою очередь приводит к образованию воздушных полостей в световоде "PANDA", которые существенно ухудшают технические характеристики световода. Неодинаковость расстояния внутренней поверхности пазов до центра световедущей жилы приводит к нарушению симметрии расположения нагружающих стержней относительно световедущей жилы, что также ухудшает технические характеристики световода "PANDA".
Другими недостатками известного способа изготовления одномодового волоконного световода является то, что при предварительном сплавлении сборной заготовки с вставленными внутрь нагружающими стержнями и последующей вытяжки из нее световода не удается достигнуть нужной величины двулучепреломления в световоде "PAVDA" из-за того, что разница в температурных коэффициентах линейного расширения материала нагружающего стержня и чистого кварцевого стекла, из которого состоит заготовка, является недостаточной для достижения нужной величины двулучепреломления. Увеличение легирования кварцевого стекла нагружающего стержня с целью повышения температурного коэффициента линейного расширения приводит к растрескиванию заготовки при сплавлении ее с нагружающими стержнями. При вытяжке световода из сборной заготовки без предварительного сплавления ее с нагружающими стержнями возможно получение нужной величины двулучепреломления в световоде "PANDA", но при вытяжке световода таким образом внутри световода очень большая вероятность образования воздушных пузырьков на границе нагружающий стержень - внутренняя поверхность растравленных отверстий в заготовке, что приводит к возникновению межмодовой поляризационной связи мод излучения, что в свою очередь приводит к значительному ухудшению свойств световода, сохранять линейное состояние поляризации распространяющегося по нему излучения. Таким образом, из-за образования при вытяжке световода из заготовки воздушных пузырьков уменьшается количество выхода годных для использования световодов, что в конечном счете увеличивает их цену.
Целью данного изобретения является повышение технологичности изготовления световодов "PANDA", что в конечном счете приводит к снижению их стоимости при производстве за счет увеличения процента выхода световодов, обладающих заданными эксплуатационными характеристиками.
Указанная цель достигается тем, что перед нарезанием пазов осуществляют плоскую шлифовку двух диаметрально противоположных сторон заготовки по всей ее длине с шириной плоской поверхности 1 - 2 мм и одинаковым расстоянием от плоскости шлифовки до центра световедущей жилы на концах заготовки, первое травление осуществляют до получения диаметра внутренних отверстий 2 - 2,5 мм, после чего производят перетяжку заготовки до получения ее диаметра ≅ 9,7 мм, затем производят второе травление отверстий в заготовке до диаметра ≅3 мм, после чего заготовку, сплавленную с нагружающими стержнями в сплошной цилиндрический стержень, помещают во вторую кварцевую трубу с внутренним диаметром, равным диаметру заготовки.
Снижение стоимости при производстве световодов "PANDA", обладающих заданными эксплуатационными характеристиками, происходит за счет уменьшения бракованных заготовок из-за растрескивания при предварительном сплавлении заготовок с нагружающими стержнями за счет того, что вероятность растрескивания заготовки при сплавлении ее с нагружающими стержнями диаметром ≅3 мм практически равна нулю. Снижение стоимости световодов достигается также за счет повышения процента выхода световодов, обладающих заданными характеристиками по сохранению линейного состояния поляризации оптического излучения, за счет повышения симметрии расположения нагружающих стержней относительно световедущей жилы и исключения раковины при травлении сквозных отверстий из-за вновь введенной перед нарезанием пазов в заготовке операции плоской шлифовки заготовки с двух диаметрально противоположных сторон. Снижение стоимости одномодовых световодов, предназначенных для работ в диапазоне длин волн 0,6 - 1,6 мкм и имеющих апертуру в диапазоне 0,12 - 0,23 достигается за счет изготовления универсальных заготовок, с апертурами в указанном выше диапазоне, а выбор рабочей длины световода происходит за счет соответствующего выбора внешнего диаметра второй кварцевой трубы, в которую помещается сплавленная с нагружающими стержнями в сплошной стержень заготовка перед вытяжкой световода. Таким образом, для изготовления одномодового световода с заданной апертурой на рабочие длины волн в диапазоне 0,6 мкм÷1,6 мкм требуется изготовление не целого ряда исходных заготовок, а одной универсальной заготовки с фиксированными геометрическими параметрами. Подбор нужной рабочей длины волны излучения для одномодового световода в этом случае осуществляется с помощью подбора внешнего диаметра второй кварцевой трубы, что на практике значительно сокращает затраты на изготовление одномодовых световодов. Кроме того, вторая труба при вытяжке световода повышает прочность, что также приводит к увеличению процента выхода годных световодов.
Сущность изобретения поясняется чертежами.
На фиг. 1,3 - 12 показана последовательность технологических операций при изготовлении световода "PANDA"; на фиг. 2 - конструкция поперечного сечения световода "PANDA".
Световод "PANDA"
по предлагаемому способу
изготавливается следующим образом. Для изготовления
исходной цилиндрической заготовки световода используются стандартные
кварцевые трубы с внешним диаметром 20 мм и толщиной
стенки 2 мм. Внутри
опорной кварцевой трубы методом парафазного синтеза
(MCVD-метод) осуществляют формирование профиля показателя преломления
световода путем осаждения слоев кварцевого стекла,
содержащего различные
химические добавки. Осаждение слоев осуществляется на
внутреннюю поверхность опорной кварцевой трубы путем нагрева ее с
внешней стороны газовой горелкой тепломеханического
станка. После осаждения
слоев опорная кварцевая труба схлапывается в сплошной
цилиндрической стержень 1 (фиг. 1). Этот стержень представляет собой
исходную заготовку для световода "PANDA". Исходная
заготовка содержит
световедущую жилу 2. При использовании стандартных
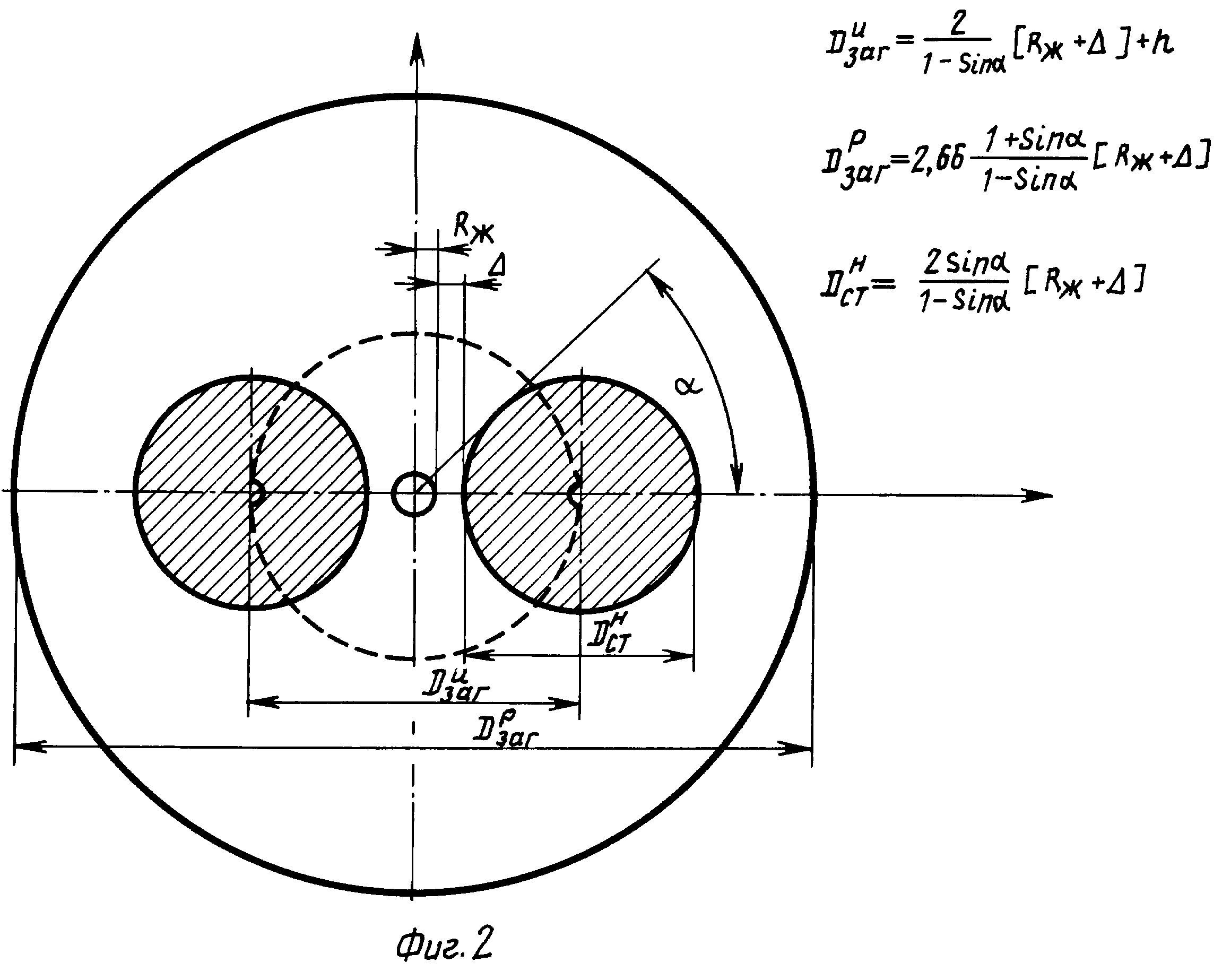
кварцевых труб диаметр исходной заготовки получается по формуле Dзаги=12. На фиг. 2 показана конструкция
поперечного сечения
заготовки для одномодового световода "PANDA" и
соотношения, которые определяют геометрические параметры основных
элементов ее конструкции. Для расчета конструкции поперечного
сечения заготовки
световода "PANDA" используют следующие
соотношения:

где Dзаги - диаметр исходной заготовки;
Dзагр - диаметр заготовки для световода "PANDA";
Dстн - диаметр нагружающего стержня;
Rж - радиус световедущей жилы в исходной заготовке;
Δ- расстояние нагружающего стержня до световедущей жилы;
h - глубина нарезаемых пазов в исходной заготовке.
Известно, что для достижения максимальной величины двулучепреломления в световоде "PANDA" конструкция заготовки должна иметь следующие параметры 2α = 90°, Δ = Rж. Исходя из приведенных выше соотношений для Dзаги=12 мм, световедущая жила должна иметь диаметр в исходной заготовке 2Rж=1,65 мм, а диаметр нагружающих стержней Dстн=7,7 мм.
После изготовления исходной заготовки на ее боковой поверхности с двух диаметрально противоположных сторон на плоскошлифовальном станке алмазным кругом по всей длине заготовки формируют две плоские поверхности 3 (фиг. 3) шириной h1=1 - 2 мм с обеспечением равного расстояния H этих поверхностей до центра световедущей жилы на концах исходной заготовки. Одинаковое расстояние H плоских поверхностей до центра световедущей жилы необходимо для обеспечения симметричности расположения нагружающих стержней относительно центра световедущей жилы. После формирования по всей длине исходной заготовки плоских поверхностей на их поверхности на плоскошлифовальном станке алмазным кругом по всей длине заготовки прорезают два полукруглых паза шириной и глубиной h=1 - 2 мм. Нарезание паза на плоской поверхности значительно уменьшает количество сколов исходной заготовки на границе заготовка - паз по сравнению с ранее известным случаем нарезания пазов на круглой поверхности исходной заготовки. Наличие сколов на границе заготовка - паз впоследствии приводит к образованию раковин на внутренней поверхности сквозных отверстий заготовки для световода "PANDA" при их травлении, что крайне нежелательно, так как воздушные полости, которые образовываются в световоде "PANDA" из-за наличия этих раковин, приводят к ухудшению прочности световодов "PANDA", а также к ухудшению технических характеристик световодов по сохранению поляризации канализируемого оптического излучения.
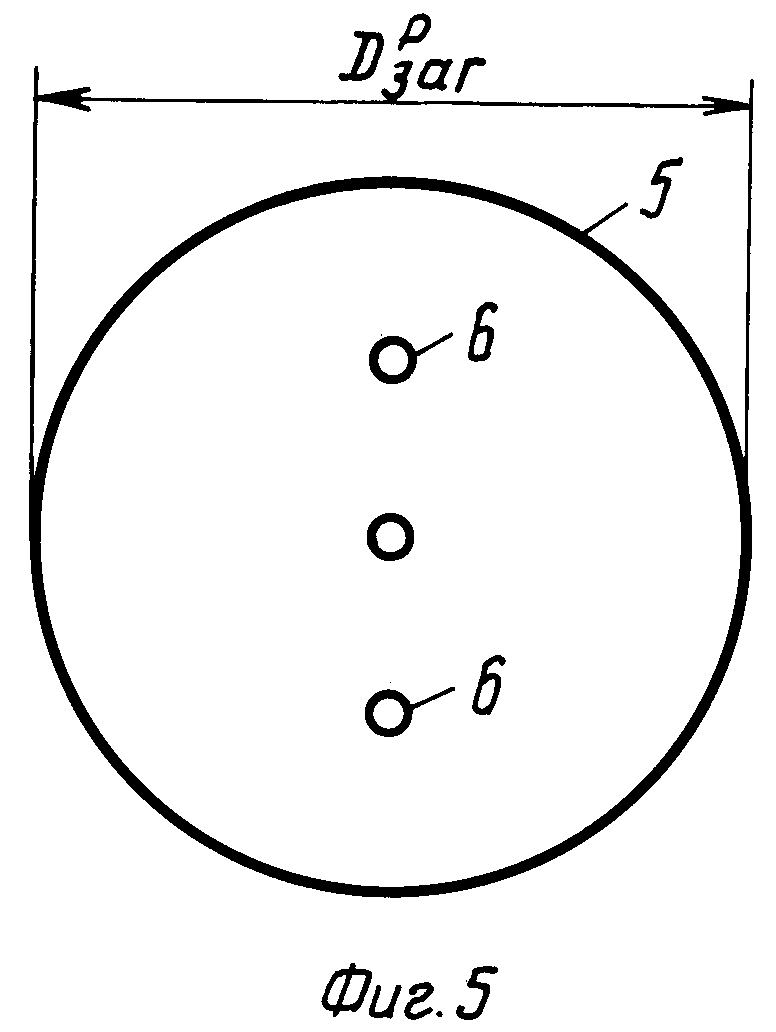
После нарезания пазов заготовку помещают внутрь первой кварцевой трубы и на тепломеханическом станке по изготовлению заготовок сплавляют их (процесс "жакетирования" заготовки). После операции "жакетирования" исходной заготовки с прорезанными в ней пазами вновь полученная заготовка 5 содержит два сквозных отверстия 6. Согласно приведенным выше соотношениям диаметр заготовки со сквозными отверстиями должен иметь значение Dзагр=25 мм. В случае, если ширина и глубина прорезанного паза h<1 мм, в процессе "жакетирования" исходной заготовки может произойти полное исчезновение (заплавление) сквозных отверстий. В случае же, если h>2 мм, при "жакетировании" заготовки образовавшиеся сквозные отверстия во вновь полученной заготовке могут иметь неправильную, т.е. некруговую форму, что крайне нежелательно, так как в конечном счете конструкция световода "PANDA" будет отличаться от идеальной. При выборе h в диапазоне h=1 - 2 мм обеспечивается при "жакетировании" исходной заготовки наличие двух сквозных отверстий и за счет действия сил поверхностного натяжения при сплавлении заготовки с кварцевой трубой эти отверстия будут иметь круглую форму.
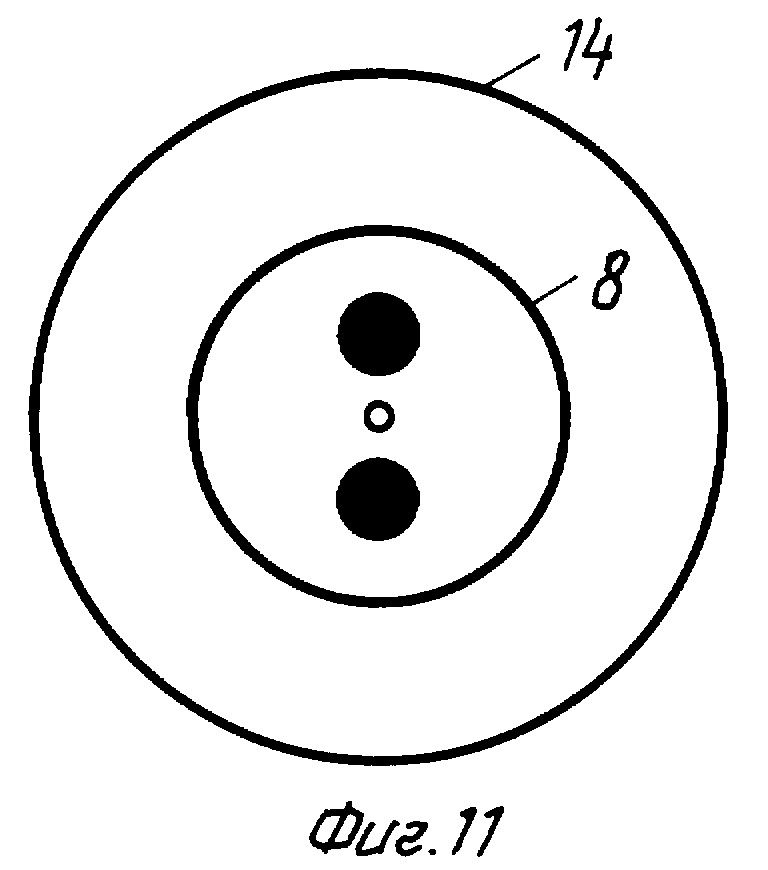
После сплавления исходной заготовки с первой кварцевой трубой поверхность образовавшихся сквозных отверстий подвергают травлению с помощью фтористо-водородной кислоты HF. После травления отверстий они имеют диаметр 2 - 2,5 мм, после чего заготовка с помощью тепломеханического станка перетягивается в заготовку 8 (фиг. 7), имеющую диаметр ≅9,7 мм и содержащую световедущую жилу 9 и два сквозных отверстия 10. Предварительное растравливание отверстий до диаметра 2 - 2,5 мм связано с тем, что при перетяжке заготовки с диаметром сквозных отверстий < 2 мм может произойти исчезновение (заплавление) отверстий, а при диаметре сквозных отверстий > 2,5 мм в процессе перетяжки заготовки они могут потерять круговую форму, т.е. выбор диаметра отверстий заготовки в диапазоне значений 2 мм ÷ 2,5 мм обеспечивает их надежное сохранение и при этом их форма остается круговой.
После перетяжки заготовки внутреннюю поверхность сквозных отверстий вновь подвергают травлению фтороводородной кислотой до получения их диаметра Dотв≅3 мм, после чего в них вставляют стержни 12 (фиг. 9), после чего на тепломеханическом станке заготовка с помещенными в отверстия нагружающими стержнями 12 (фиг. 10) сплавляется в сплошной цилиндрический стержень. Для достижения величины двулучепреломления в световоде "PANDA" на уровне B= 5·10-4 материал нагружающих стержней должен в достаточной степени отличаться по коэффициенту температурного расширения от чистого кварцевого стекла. Нагружающие стержни, как и исходные заготовки, изготавливаются MCVD-методом, причем материал стержня формируется с помощью осаждения кварцевого стекла, легированного окисью бора, которая значительно увеличивает температурный коэффициент линейного расширения кварцевого стекла. При достижении в световедущей жиле световода величины двулучепреломления B=5·10-4 разница в коэффициентах линейного расширения материала заготовки и нагружающих стержней такова, что практически становится невозможным сплавление заготовки диаметром 25 мм с нагружающими стержнями диаметром Dстн =7,7 мм из-за последующего растрескивания заготовки, сплавленной в сплошной стержень. Вероятность растрескивания заготовки после сплавления уменьшается с уменьшением диаметра нагружающих стержней и практически становится равной нулю при Dстн≅3 мм.
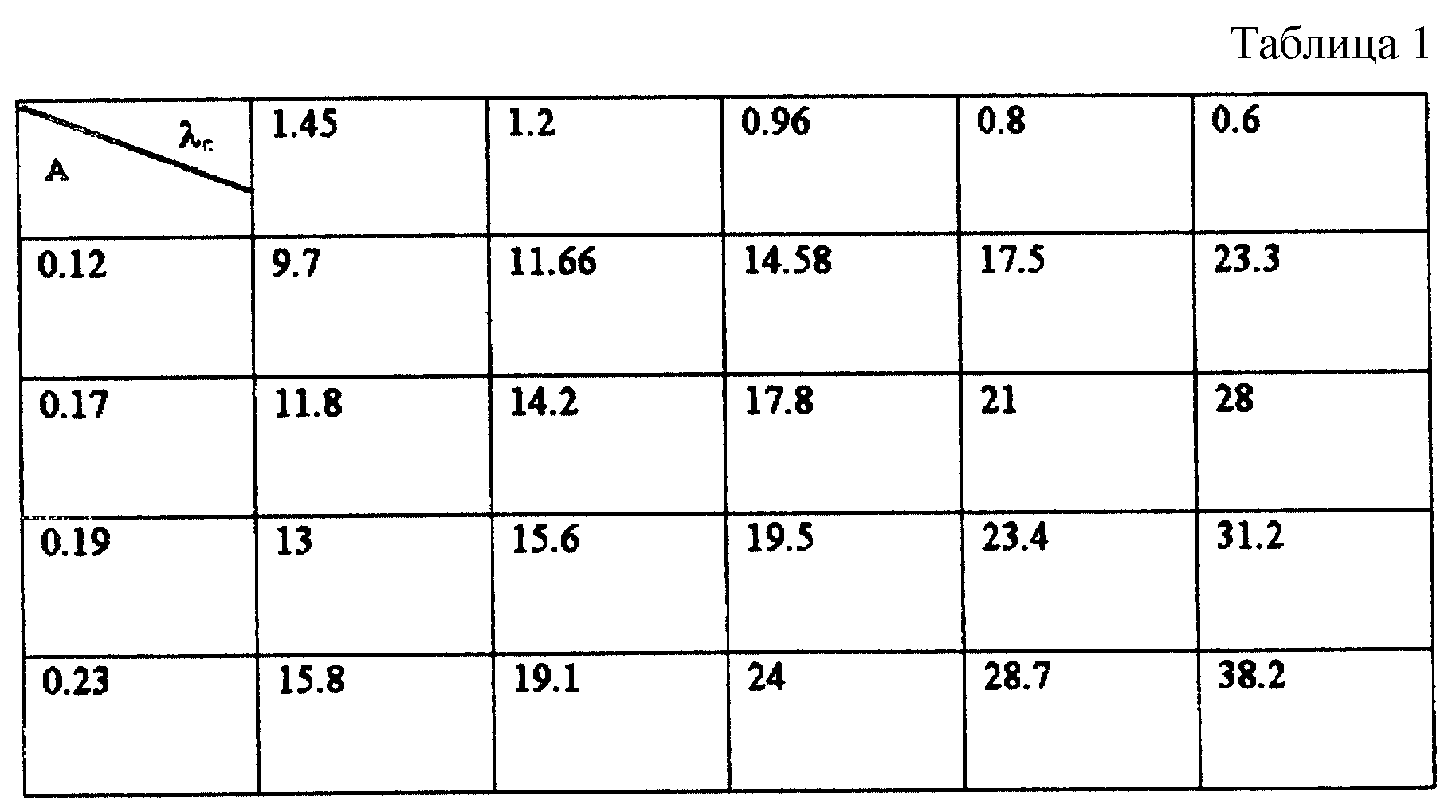
Для самых различных применений требуются световоды для работы на длинах волн λ=0.63 мкм;λ =0.85 мкм;λ=1.06 мкм; λ=1.3 мкм;λ=1.55 мкм и в основном двумя стандартными диаметрами кварцевой нити 125 мкм и 80 мкм. Для согласования с различными элементами на основе одномодовых волоконных световодов световоды "PANDA", выполняющие роль линии передачи, должны иметь и различную апертуру
Литература
1. А.М. Курбатов Патент РФ
N 2043313, 1995 г.
Реферат
Способ изготовления одномодового волоконного световода включает выполнение на наружной поверхности цилиндрической заготовки пазов полукруглой формы глубиной 1-2 мм, помещение ее в первую кварцевую трубу, сплавление первой трубы с заготовкой, первое травление внутренних отверстий заготовки в травильном растворе, установку нагружающих стержней во внутренние отверстия заготовки, сплавление их с заготовкой в сплошной цилиндрический стержень и вытягивание световода. Перед нарезанием пазов осуществляют плоскую шлифовку двух диаметрально противоположных сторон заготовки по всей ее длине с шириной плоской поверхности 1-2 мм и одинаковым расстоянием от плоскости шлифовки до центра световедущей жилы на концах заготовки. Первое травление осуществляют до получения диаметра внутренних отверстий 2-2,5 мм, после чего производят перетяжку заготовки до получения ее диаметра ≅ 9,7 мм. Затем производят второе травление отверстий в заготовке до диаметра ≅ 3 мм. Сплошной цилиндрический стержень помещают во вторую кварцевую трубу. Обеспечены повышение технологичности изготовления и снижение стоимости. 2 табл., 12 ил.

Комментарии