Труба больших размеров из кварцевого стекла, заготовка больших размеров из кварцевого стекла, процесс их изготовления и оптическое волокно из кварцевого стекла - RU2096355C1
Код документа: RU2096355C1
Чертежи







Описание
Настоящее изобретение относится к трубе больших размеров из кварцевого стекла, имеющей большой диаметр и толстые стенки, и к заготовке для вытяжки оптического волокна, обладающего низкой эксцентричностью и превосходными передающими характеристиками, пригодной для массового производства с низкими издержками. Более конкретно оно относится к заготовке больших размеров из кварцевого стекла, изготовляемой путем объединения в единое целое трубы из синтетического кварцевого стекла со стеклянным стержнем сердцевины оптического одномодового волокна методом размещения стержня в трубе, а также к процессу их изготовления, и к оптическому волокну, полученному из заготовки.
В течение нескольких лет оптические волокна из кварцевого стекла (которые далее именуются просто
оптическими волокнами) и более конкретно одномодовые оптические волокна находят практическое применение и используются в больших количествах. Оптические волокна изготовляют главным образом способом
OVD (осевое осаждение из парогазовой смеси), способом VAD, (наружное осаждение из парогазовой смеси) [1] и способом MCVD (модифицированное химическое осаждение из парогазовой смеси) [2]
На
долю полученной такими способами продукции приходится большая часть мирового рынка волокон. Однако область применения оптических волокон расширяется, и в настоящее время волокна используются не только
в дальних линиях связи, но и в системах связи общего использования. Поэтому в ближайшем будущем можно ожидать дальнейшего роста потребности в оптических волокнах. Предполагается, однако, что
производительность и издержки производства будут, каждый со своей стороны, накладывать ограничение, пока оптические волокна изготовляются тремя обычными способами производства, перечисленными выше.
В связи с тем, что с начала исследований в области оптических волокон прошло 20 лет, изучение их характеристик передачи и надежности в сущности завершено. Поэтому кажется затруднительным разрабатывать новый экономичный процесс, обеспечивающий массовое производство без ухудшение характеристик передачи и надежности.
Массовое производство можно организовать при увеличении размеров заготовок и производительности отдельного устройства. Кроме того, одновременно ожидается дальнейшее снижение издержек производства, поскольку будут значительно снижены затраты на контроль качества и недопущение изготовления некондиционной продукции. Три основных процесса, перечисленные выше, обеспечивают получение высококачественных оптических волокон, однако, учитывая, что первоначально они были маломасштабными лабораторными процессами, они не могут удовлетворить потребности в дешевом массовом производстве, поскольку не расчитаны на наращивание масштабов. Этот факт можно подтвердить конкретными данными: одна заготовка, полученная способом MVCD, может дать оптическое волокно длиной всего от 15 до 30 км, а заготовка, полученная способом VAD или OVD, может дать оптическое волокно длиной от 100 до 200 км.
Три описанных выше способа являются в действительности наилучшими для производства передающей части волокна. Однако одновременное изготовление оболочки в ходе единого производственного процесса далеко от совершенства как с точки зрения снижения издержек производства, так и повышения производительности. Одним из наиболее совершенных методов производства считается раздельное изготовление оболочки, на которую приходится до 80% и более от площади поперечного сечения световода, экономичным и эффективным способом, и объединения его с упоминавшимися выше тремя обычными способами, например, как при изготовлении градиентного волокна или одномодового волокна. Процесс, основанный на приведенной выше концепции, уже находит применение, например, как процесс синтезирования и осаждения оболочки способом OVD на стеклянный стержень сердцевины, полученный способом VAD. Недостатком этого процесса, однако, является низкая эффективность синтетического осаждения слоя оболочки на стеклянный стержень сердцевины, поскольку для этого использовались тонкие и короткие стеклянные стержни. Кроме того, этот процесс был недешев и далеко не пригоден для массового производства, поскольку требовал синтезирование каждого из стеклянных стержней сердцевины.
В соответствии с этим авторы настоящего изобретения провели дальнейшие исследования, касающиеся проблем, описанных выше. В результате было обнаружено, что эти проблемы можно решить путем организации эффективного производства только слоя оболочки отдельно от стеклянного стержня сердцевины и завершающего интегрирования его со стержнем, изготовленным с помощью хорошо известного технического метода. Было выяснено, что для такого процесса лучше всего подходит размещение стержня в трубе.
Однако в процессе размещения стержня в трубе остаются проблемы, которые необходимо решить. При обычном процессе размещения стержня в трубе у обычных труб из кварцевого стекла наружный диаметр равен всего 15 30 мм при толщине стенок от 1 до 6 мм, более того, точность соблюдения размеров настолько мала, что допускает отклонение наружного диаметра в пределах до 10% и толщины стенок до 20 30% Однако при размещении стеклянных стержней сердцевины в такой трубе в соответствии с применяемым процессом требовался зазор в несколько миллиметров, зависящий от длины и размера труб, позволяющий избежать контакта стержня с внутренней стенкой стеклянной трубы. Можно видеть, что эти недостатки, т. е. слишком малый диаметр трубы, низкая точность размеров и необходимость в большом зазоре, вызывают в своем сочетании децентровку заготовки. Это влечет за собой значительную эксцентричность оптического волокна. Считается, что техника размещения стержня в трубе не имеет преимуществ при производстве оптического волокна, учитывая потери на стыках одномодовых оптических волокон в общем объеме работ по соединению множества стержней.
Поскольку свойства стеклянных стержней сердцевины, вставленных в трубу из кварцевого стекла, различаются даже при соблюдении определенных условий изготовления, а также варьируются в зависимости от назначения волокна, его пользователя и процесса производства, необходимо производить высокоточные трубы из кварцевого стекла различных размеров. Изготовление таких различных видов труб из кварцевого стекла различного размера путем шлифования и т. п. требует больших затрат рабочего времени и не отвечает требованиям экономичного массового производства. Рассматривалась возможность использования в качестве способа изготовления различных видов труб из кварцевого стекла процесса горячего волочения. Однако поскольку небольшие отклонения размеров формованной трубы при ее волочении увеличиваются в большой степени, трудно получить трубу с точными заданными размерами.
В дополнение к перечисленным проблемам при использовании процесса размещения стержня в трубе возникают такие проблемы, как образование пузырьков и включений примесей на поверхности сваривания внутренней поверхности стенки трубы из кварцевого стекла и наружной поверхности стеклянного стержня сердцевины. Эта проблема связана не только с атмосферой и способом очистки, применяемыми при размещении стержня в трубе, но и зависит от отделки внутренней поверхности трубы из кварцевого стекла.
В свете перечисленных выше обстоятельств авторы настоящего изобретения ввели интенсивный поиск путей решения указанных проблем. В результате выяснилось, что три хорошо освоенных процесса могут быть модифицированы для того, чтобы увеличить заготовку путем объединения толстостенной трубы большого диаметра из кварцевого стекла со стеклянным стержнем сердцевины световода методом размещения стержня в трубе. Этот модифицированный процесс позволяет получить заготовки больших размеров улучшенного качества в отношении эксцентричности и тому подобного при использовании для волочения одномодового оптического волокна. В то же время процесс дешев и пригоден для массового производства. Перечисленные выше проблемы, связанные с техникой размещения стержня в трубе, решаются за счет использования для производства предварительно обработанных труб большого размера из кварцевого стекла, высокоточного промышленного оборудования, включающего сначала сверление слитка из кварцевого стекла больших размеров или трубчатой стеклянной заготовки перфоратором сверлильного станка с полым сверлом /товарное наименование выполнено Техническим институтом Уэда/, радиально-шлифовальной машины или высокоточного хонингования, затем механическое шлифование, сверление и полировку внутренней и наружной поверхностей полученной трубы для получения высокой точности трубы по размерам, удаление с поверхности пятен, зачистка деформаций и придание поверхности шероховатости путем протравливания фтористоводородной кислотой, кроме того, возможно сверление полученной трубной заготовки из кварцевого стекла путем прессования горячего графитового сверла (упоминаемого ниже как "процесс впрессовывания горячего графитового сверла") с последующей термообработкой полученной исходной трубы из кварцевого стекла методом безинструментального волочения, заключительное введение в полученную черновую трубу из кварцевого стекла указанного стержня сердцевины световода с получением сплошной заготовки методом размещения стержня в трубе. Эти процессы позволяют изготовить заготовку, из которой можно получить высококачественное оптическое волокно длиной до 3 тыс. км. Наилучших свойств оптического волокна можно добиться при использовании в качестве сырья синтетического кварцевого стекла, осушенного и очищенного от всех посторонних включений и примесей, а также с контролируемым показателем преломления. Настоящее изобретение основывается на указанных результатах исследований.
Наиболее близким к предложенному техническому решению по технической сущности и достигаемому результату
является способ изготовления трубы большого диаметра из кварцевого стекла, с внешним диаметром 50 300 мм, отношением внешнего диаметра к внутреннему 1,2 7 и толщиной стенки более 100 мм [3]
Целью настоящего изобретения является получение высокоточной толстостенной трубы большого размера из кварцевого стекла.
Другой целью настоящего изобретения является получение заготовок большего размера из кварцевого стекла, обеспечивающих массовое производство оптических волокон при низких издержках.
Другой целью настоящего изобретения является получение высокоточных заготовок большего размера из кварцевого стекла, позволяющих производить качественные оптические волокна.
Еще одной целью настоящего изобретения является получение качественных оптических волокон, изготовленных из высокоточных заготовок большого размера из кварцевого стекла.
Другой целью настоящего изобретения является создание способа изготовления упомянутой высокоточной толстостенной трубы большего размера из кварцевого стекла. Другой целью настоящего изобретение является создание способа изготовления заготовки большого размера из кварцевого стекла с использованием упомянутой трубы большого размера из кварцевого стекла.
Для достижения этих целей в соответствии с настоящим изобретением предлагается заготовка большого размера, имеющая низкую эксцентричность при слабом образовании пузырьков на поверхности сваривания стержня и трубы, обеспечивающая снижение издержек производства и повышение производительности, которая может быть использована для изготовления качественных оптических волокон.
На фиг. 1 представлен горизонтальный поперечный разрез трубы большого размера из кварцевого стекла в соответствии с
настоящим изобретением;
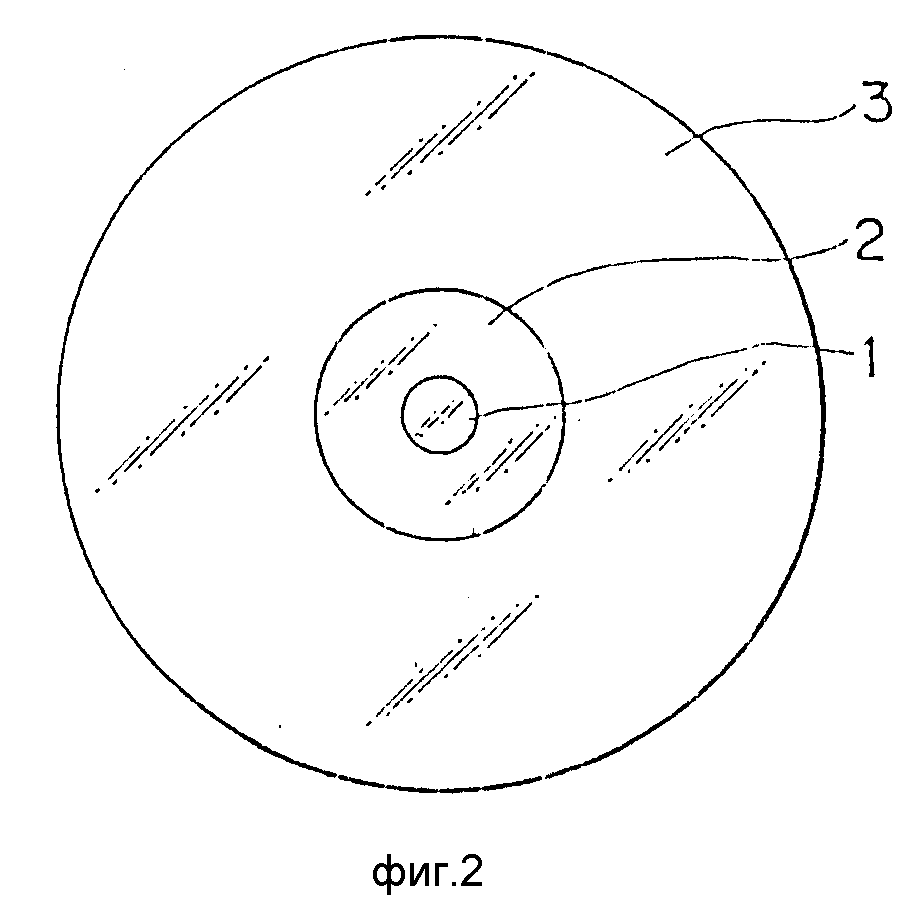
на фиг. 2 горизонтальный поперечный разрез заготовки большого размера из кварцевого стекла для волочения одномодового волокна, изготовленной в соответствии с настоящим
изобретением с использованием трубы большого размера из кварцевого стекла;
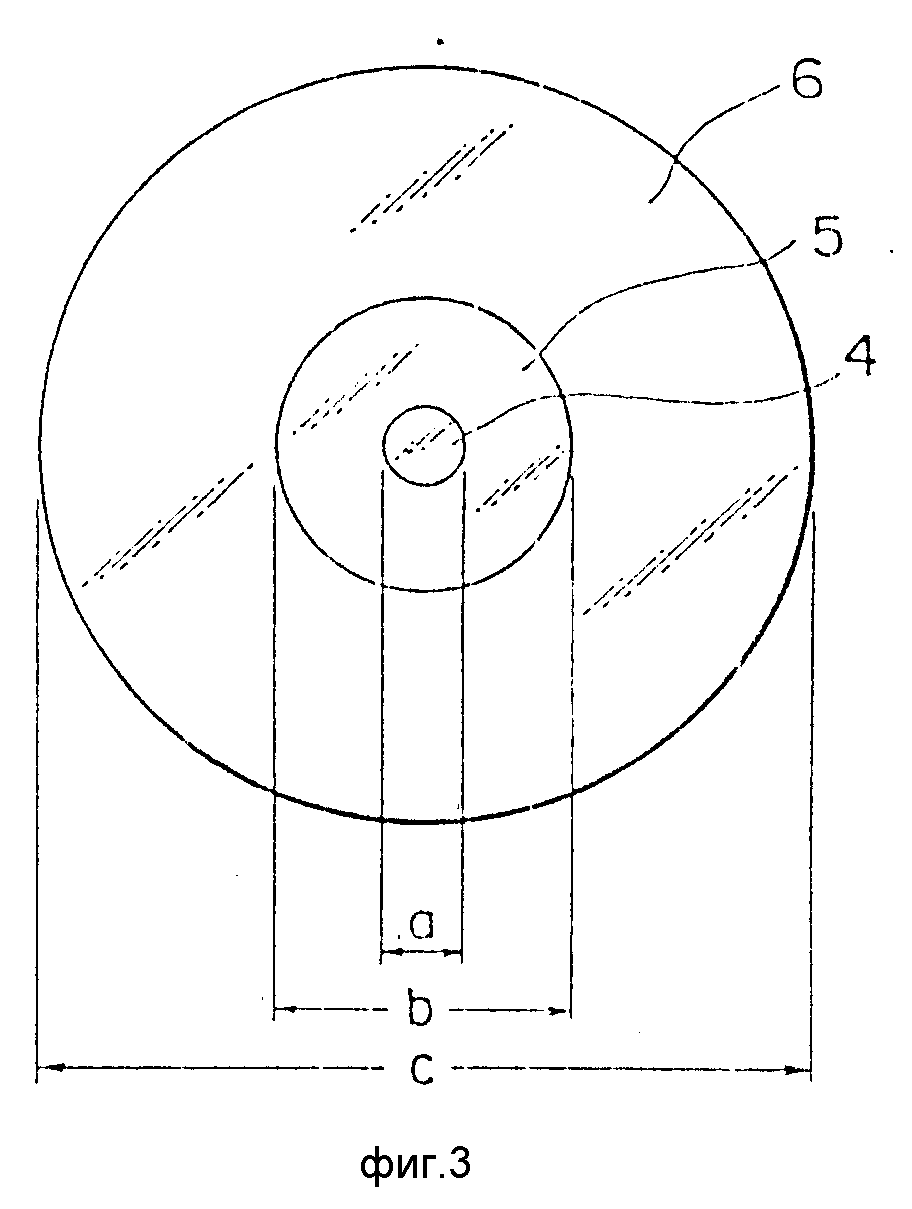
на фиг. 3 схематическое изображение в горизонтальном поперечном разрезе оптического волокна, изготовленного из
заготовки для одномодового волокна, показанной на фиг. 2;
на фиг. 4 схема распределения коэффициента преломления и интенсивности света в одномодовом волокне;
на фиг. 5 схематическое
изображение с частичным вертикальным разрезом способа изготовления трубы большого размера из кварцевого стекла с использованием перфоратора с полым сверлом, который является предпочтительным вариантом
реализации изобретения;
на фиг. 6 схематическое изображение способа изготовления трубы большого размера из кварцевого стекла с использованием процесса прессования сверла из горячего графита,
который является другим предпочтительным вариантом реализации изобретения;
на фиг. 7 схематическое изображение способа изготовления термообработанной трубы большого размера из кварцевого
стекла с использованием безынструментального метода волочения предварительно обработанной трубы из кварцевого стекла, что также является еще одним предпочтительным вариантом реализации изобретения.
Настоящее изобретение относится к трубе большого размера из кварцевого стекла наружным диаметром от 50 до 200 мм, толщиной стенки 10 мм и более, с отношением наружного диаметра к внутреннему от 1,1 до 7,0 и с отклонениями по толщине стенок 2% или менее, заготовки большого размера из кварцевого стекла, полученной методом размещения стержня в трубе, заключающемся в соединении полученной трубы из кварцевого стекла со стержнем из оптического стекла в единое целое, и к оптическому волокну, полученному волочением этой заготовки. Полученная заготовка изготавливается с помощью прецесса, включающего механическое высокоточное шлифование наружной поверхности или наружной и внутренней поверхности трубной заготовки из кварцевого стекла с доводкой шероховатости внутренней поверхности до 20 мкм или менее с использованием метода размещения стеклянного стержня сердцевины световода. Применяемые здесь термины имеют следующие значения.
/1/ "Труба большого размера из кварцевого стекла" относится к трубчатому изделию из кварцевого стекла, включающему трубы из природного кварцевого стекла и синтетического кварцевого стекла, изготовленному для размещения стержня в трубе.
/2/ "Трубная заготовка из кварцевого стекла" относится к заготовке больших размеров из кварцевого стекла в виде длинных цилиндрических слитков или трубчатых изделий большого размера из кварцевого стекла, изготовленных из имеющего высокую степень частоты природного кварцевого стекла или синтетического кварцевого стекла, и к кварцевому стеклу, наружная поверхность которого предварительно подвергнута черновой очистке до его доводке до нужного размера.
В случае синтетического кварцевого стекла группы OH и показатель преломления (n) контролируются
в соответствии с заданным качеством продукции. Разница показателя преломления (Δn) удерживается в пределах 0,02%
/3/ "Черновая труба из кварцевого стекла" относится к трубе большого
размера из кварцевого стекла, имеющей заданные размеры, полученные путем механического шлифования и перфорирования цилиндрической трубной заготовки из кварцевого стекла перфоратором с полым стеклом,
или путем перфорирования и придания трубчатой формы этой же трубной заготовки процессом прессования горячего графитового сверла, или путем синтезирования кварцевого стекла в трубчатой форме с
последующим грубым шлифованием ее наружной и внутренней поверхностей.
/4/ "Предварительно обработанная труба из кварцевого стекла" относится к трубе большого размера из кварцевого стекла с точно определенными наружным и внутренними диаметрами, не допускающими отклонения толщины стенок от заданного значения более чем на 2% и в которой шероховатость внутренней поверхности после протравливания фтористоводородной кислотой не превышает 20 мкм.
/5/ "Термообработанная труба из кварцевого стекла" относится к трубе больших размеров из кварцевого стекла, полученной после термообработки, нагрева и волочения или нагрева и волочения под давлением в соответствии с методом безынструментального волочения предварительно обработанной трубы из кварцевого стекла, соответственно этот термин относится к трубе из синтетического кварцевого стекла с термообработанной поверхностью и/или к трубе с диаметром, отличающимся от диаметра предварительно обработанной трубы из кварцевого стекла.
/6/ "Отклонение толщины" означают величину, выражаемую формулой:
[(tmax tmini)/(tmax + tmini)/2] • 100
(%),
где tmax максимальная толщина стенки трубы и tmini - минимальная толщина стенки трубы, значения которых определяют путем измерения толщины (t) на участке трубы
больших размеров из кварцевого стекла заранее установленной длины, например, в пяти или более точках в продольном направлении или путем вращения полученной трубы и измерения ее при этом через
интервалы по 50 100 мм, представляя максимальное значение как процентное по всей длине.
/7/ "Безынструментальный способ волочения" относится к способу, включающему нанесение расплава, образующего глухой конец на предварительно обработанной трубе из кварцевого стекла и притягиванием трубы тянущими роликами вниз через зону нагрева с компьютерным управлением. Таким образом предварительно обработанную трубу из кварцевого стекла можно подвергнуть безконтактной термообработке, нагреву и волочению или нагреву и волочению под давлением.
/8/ "Стеклянный стержень сердцевины оптического волокна" относится к стеклянному стержню, служащему световодом, состоящим из собственно сердцевины и оптической осажденной части, включая сердцевину с достаточной нанесенной синтезированной оболочкой для световода, такого как одномодовый световод или многомодовый световод, используемому в системах связи общего назначения, требующих высокого качества, или, кроме того, плакированная сердцевина, помещенная в оболочку, синтезированную методом OVD, или в трубу из кварцевого стекла, и не позволяющая вытягивать волокно до стандартных значений.
Труба из кварцевого стекла, предназначенная для использования в процессе размещения стержня в трубе, является трубой больших размеров из числа упоминавшихся выше труб больших размеров из кварцевого стекла, наружный диаметр которых составляет от 50 до 300 мм, а кварцевое стекло, из которого она изготовлена, удовлетворяет требованиям, предъявляемым к трубам, служащим оболочкой оптических волокон. Труба большого диаметра из кварцевого стекла и с толстыми стенками может демонстрировать уменьшенные отклонения по размерам. Эксцентричность оптического волокна, вытянутого из крупной заготовки, полученной методом размещения стержня в трубе, может быть уменьшена, причем в условиях высокоэффективного массового производства с низкими издержками.
Чем больше будет наружный диаметр или отношение наружного диаметра к внутреннему, тем более точно может быть изготовлено оптическое волокно, поскольку абсолютное значение в большой степени зависит от толщины стенок трубы. И наоборот, чем меньше наружный диаметр или отношение наружного диаметра к внутреннему, тем больше возрастает погрешность, в результате чего требуется высокая точность размера опорной трубы, соприкасающейся с сердцевиной, при использовании метода и тонкостенной трубы небольшого диаметра в случае создания нескольких оболочек.
На фиг. 1 и 2 соответственно показан горизонтальный поперечный разрез трубы большого диаметра из кварцевого стекла и крупной заготовки из кварцевого стекла, являющийся предметом настоящего изобретения.
На фиг. 1 Do обозначает наружный диаметр и Di внутренний диаметр. На фиг. 2 позицией 1 обозначен стеклянный стержень сердцевины, позицией 2 слой оболочки и позицией 3 обжатая труба большого размера из кварцевого стекла.
На фиг. 3 показано горизонтальное схематическое изображение в поперечном разрезе, иллюстрирующее оптическое волокно, например, одномодовое волокно, вытянутое из упомянутой выше крупной заготовки кварцевого стекла. На фиг. 3 позицией 4 обозначена сердцевина, позицией 5 слой оптической оболочки и позицией 6 слой наружной оболочки, в то время как "а" показывает диаметр сердцевины /d core/, "b" -диаметр оптической оболочки /d cladi/ и "c" наружный диаметр оптического волокна /d clado/, например 125 мкм.
Распределение показателя преломления и интенсивности света в полученном одномодовом волокне показано на фиг. 4.
На фиг. 4 оптическая оболочка является частью, где световая энергия выходит за пределы диаметра сердцевины /d coreo/. Диаметр оптической оболочки /d cladi/ включает поэтому слой оболочки, синтезированный одновременно и вместе с сердцевиной. Величина диаметра оптической оболочки будет варьироваться в зависимости от таких условий, как профиль распределения показателя преломления в сердцевине, разница в показателе преломления / (Δn) /, область применения волокна. Величина, полученная умножением фактических результатов на показатель надежности, используется обычно в качестве диаметра оптической оболочки. Стержень сердцевины из оптического кварцевого стекла в данном изобретении представляет собой пруток из кварцевого стекла с оптической оболочкой, показанной на фиг. 4.
Как упоминалось выше, в связи с тем что оптическое волокно в соответствии с настоящим изобретением вытягивают из крупной заготовки, отношение d clado/d cladi наружного диаметра /d clado/ оптического волокна /на фиг. 3/ к диаметру оптической оболочки /d cladi/ примерно пропорционально отношению Do /Di наружного диаметра /Do/ к внутреннему диаметру /Di/ трубы большого размера из кварцевого стекла /фиг. 1/, из которой изготавливают крупную заготовку /фиг. 2/. В соответствии с этим необходимо конструировать оптические волокна, руководствуясь значением Do/Di. Например, если предположить, что диаметр сердцевины одномодового волокна /для диапазона длин волн 1,3 мкм/ равен 9 мкм, диаметр многомодового волокна градиентного типа равен 50 мкм и наружный диаметр оптического волокна равен 125 мкм, Do/Di получает значения, приведенные в табл. 1.
В соответствии с табл. 1, например, Do/Di становится равным 2,5 или менее и в случае, если волокно является многомодовым волокном, доля синтезированной одновременно с сердцевиной оболочки по отношению к сердцевине равна 5 30% Поэтому диаметр оптической оболочки /d cladi/ волокна, имеющего, например, 20% оболочки, равен 60 мкм и Do/Di 2,08. Если волокно одномодовое, то для получения практически применимого волокна требуется, чтобы Do/Di было ниже 7. То есть распределение мощности в полосе 1,3 мкм /таких как согласованные волокна с покрытием, deplest волокна/, полосе 1,55 мкм и типы смещения дисперсии соответственно принимаются равными примерно 20 мкм или менее. Отношение d cladi / d core 3 или более, т.е. Do/Di 4,63 применяется как практические диапазоны, принимаемые во внимание для показателя надежности. Do/Di будет также иметь меньшее значение при использовании в заготовке двойной или тройной оболочки. Выбор значения Do/Di в диапазоне от 1,1 до 7 является необходимым условием для получения практически применимых волокон. Вполне естественно, что между кварцевой трубой и стержнем сердцевины в случае, если труба из кварцевого стекла предназначена для процесса размещения в ней стержня, могут иметься зазоры, поскольку Do/Di является отношением для заготовки.
При изготовлении трубы большого размера из кварцевого стекла из заготовки из кварцевого стекла могут быть использованы различные известные процессы обработки кварца природного происхождения. Так, могут оказаться полезными процесс вытягивания из расплава и процесс формовки в форме. Однако с помощью процесса вытягивания из расплава трудно осуществлять формовку трубы большого диаметра. В случае использования процесса вытягивания из расплава жаропрочной материал тигля при плавлении материала в течение многих часов оказывается в контакте с расплавленным стеклом, в результате чего путем диффузии примеси из жаропрочного материала переходят во внутреннюю и наружную поверхности кварцевого стекла. Такие примеси оказывают отрицательное воздействие, снижая прозрачность оптического волокна. Поэтому возникает необходимость в удалении загрязненной части сердцевины, когда труба, служащая оболочкой, входит в контакт с сердцевиной.
Для изготовления труб большого размера из кварцевого стекла в соответствии с настоящим изобретением рекомендуются следующие три способа.
Первый способ включает два этапа. На первом этапе готовится цилиндрическая заготовка из кварцевого стекла. На втором этапе заготовку подвергают или механическому сверлению, используя для этого перфоратор с полым сверлом, показанный на фиг. 5, чтобы получить отверстие в центре, или же для получения отверстия в течение короткого времени впрессовывают горячее графитовое сверло.
Второй рекомендуемый способ, при котором на сердечник из жаропрочного материала наносится мелкодисперсный пористый кремнистый порошок, после чего сердечник удаляется, а нанесенный материал подвергают осушению и оплавлению с целью стеклообразования.
Третий способ заключается в непосредственной формовке перфорированного дисперсного материала способом VAD с последующим оплавлением осушенного осажденного материала с целью стеклообразования.
На фиг. 5 позицией 7 обозначена цилиндрическая трубная заготовка из кварцевого стекла, позицией 8 полое сверло и позицией 9 наждачный порошок. На фиг. 6 схематически показан процесс впресcовывания горячего графитового сверла, где позицией 10 обозначена цилиндрическая трубная заготовка из кварцевого стекла, позицией 11 графитовое сверло, позицией 12 черновая труба из кварцевого стекла и позицией 13 нагревательное устройство. При значительной первоначальной погрешности в значении толщины стенок трубы из кварцевого стекла последующий нагрев и волочение вызывают относительное увеличение погрешности. Поскольку применение многослойной оболочки также ведет к увеличению погрешности, возникает острая необходимость в тщательном соблюдении размеров.
С высокой точностью черновую трубу из кварцевого стекла можно получить из трубной заготовки из кварцевого стекла с помощью механического шлифования. При увеличении объема кварцевого стекла становится возможным механическое шлифование и точное шлифование с использованием, в частности, хорошо известных станков. Однако механическая обработка с высокой точностью может быть возможна только ценой появления различных дефектов, таких как микротрещины, волосные трещины, напряжения от механической обработки и т. п. которые остаются на обработанной поверхности, вызывая возникновение пузырьков на внутренней поверхности раздела при интегрировании путем размещения стержня в трубе. Для решения указанных проблем применяются высокоточное механическое полирование, огневое полирование внутренней поверхности или формирование на внутренней поверхности специального стеклянного слоя, позволяющие добиться шероховатости внутренней поверхности порядка 0,01 мм.
Однако эти способы обработки настолько трудоемки, что почти невозможно организовать массовое производство труб из кварцевого стекла больших размеров (большого диаметра, толстостенных или большой длины). Выяснено, однако, что полирование внутренней поверхности черновой трубы из высокочистого кварцевого стекла можно выполнить, используя высокоточный хонинговальный станок.
С помощью этого процесса из черновой трубы из кварцевого стекла наружным диаметром 50 мм или более и длиной приблизительно 3000 мм можно получить прямую трубу с высокой степенью округлости поперечного сечения. В соответствии с этим поверхность полученной трубы должна быть подвергнута отделке путем механического полирования со сменой шлифовального камня или варьированием зерна абразивных порошков, с тем чтобы удалить трещины, волосные трещины, деформации, вызванные напряжением, и тому подобное, с последующим травлением фтористоводородной кислотой с целью снятия концентрированных напряжений.
Затем труба подвергается ультразвуковой промывке с целью удаления с поверхности загрязнений, после чего шероховатость внутренней поверхности доводится до 20 мкм или менее. Иными словами, обработка нагревом может сделать поверхность трубы гладкой за счет удаления острых неровностей, возникающих в ходе механического шлифования, снимает напряжения и ограничивает образование пузырьков.
Эксперимент, проводимый авторами изобретения, показал, что шероховатость внутренней поверхности после шлифования превышает 20 мкм, и такие повреждения не могут быть удалены или сняты нагревом или волочением, а на внутренней поверхности раздела при этом образуются пузырьки в процессе интеграции при размещении стержня в трубе. Предпочтительным средством отделки внутренней поверхности трубы из кварцевого стекла является высокоточный процесс хонингования, который применим или в случае, когда цилиндрическая трубная заготовка из кварцевого стекла подвергается механическому сверлению перфоратором с полым сверлом или тому подобным с целью получения канала в центре, или применяется на черновой трубе из кварцевого стекла, полученной путем грубого механического шлифования внутренней и наружной поверхностей крупной трубной заготовки из кварцевого стекла в соответствии с процессом OVD или подобным ему.
В результате зазор между трубой из кварцевого стекла и стеклянным стержнем сердцевины может быть уменьшен. При таком подходе черновая труба, внутренняя поверхность которой подвергнута шлифованию и механическому полированию на высокоточном хонинговальном станке, подвергается шлифованию по периферии, чтобы отклонения толщины стенок не превышали 2% Если отклонения стенок по толщине оказываются в этих пределах, увеличения отклонения при волочении можно избежать и поэтому эксцентричность волокна не ухудшается.
При способе впрессовывания горячего графитового сверла цилиндрическую трубную заготовку из кварцевого стекла нагревают и по центру заготовки впрессовывают графитовое сверло. Применение такого способа получения канала обладает тем преимуществом, что позволяет легко получить трубу больших размеров из кварцевого стекла с шероховатостью внутренней поверхности 20 мкм, а практически всего несколько мкм, без шлифования или полирования внутренней поверхности трубы из кварцевого стекла. Если наружный диаметр трубной заготовки из кварцевого стекла превышает 50 мм, эксцентричность канала и прямолинейность трубы могут быть заметно улучшены.
Соответственно, если для получения канала в цилиндрической трубной заготовке из кварцевого стекла наружным диаметром 50 мм или более применить процесс горячего впрессовывания графитового сверла, из нее можно получить прямую цилиндрическую трубу наружным диаметром 300 мм или более и длиной приблизительно 3000 мм, поперечное сечение которой обладает превосходной округлостью в любой точке по ее длине.
Условия шлифования по внешней периферии не являются столь же жесткими, как и в случае внутренней периферии, поскольку внешняя периферия подвергается непосредственному нагреву в зоне нагревания. Тем не менее шероховатость поверхности внешней периферии следует контролировать, не допуская, чтобы она превышала 200 мкм, предпочтительно 100 мкм или менее, и используя травление фтористоводородной кислотой для удаления или снятия частей с концентрацией высоких напряжений, поскольку их качество оказывает влияние на стойкость к образованию трещин в конечной продукции, т. е. оптического волокна. При контролировании шероховатости поверхности могут быть использованы хорошо освоенные способы механической обработки слитков из полупроводниковых материалов и различных типов керамических материалов, такие как стандартное периферийное шлифование или процесс с использованием круглошлифовального станка.
После перечисленных процессов прошедшая механическую обработку поверхность подвергается чистовой обработке полированием, чтобы отклонения толщины стенок не превышали 2% и травлению фтористоводородной кислотой, чтобы получить предварительно обработанную трубу из кварцевого стекла с шероховатостью внутренней поверхности 20 мкм или менее. Предварительно обработанная трубка из кварцевого стекла объединяется со стеклянным стержнем сердцевины методом размещения стержня в трубе, чтобы получить оптическое волокно.
Характеристики стеклянного стержня сердцевины могут варьироваться даже в случае его изготовления в одинаковых условиях и зависят от технических требований к волокну, от условий пользователя или методов производства.
В соответствии с этим с помощью процесса нагрева и волочения могут изготавливаться многие виды труб из кварцевого стекла различных размеров, с тем чтобы обеспечить соответствие предварительно обработанной трубы из кварцевого стекла стеклянному стержню сердцевины. В этом процессе горячей обработки для недопущения адгезии примесей применяется процесс безынструментального волочения.
Фиг. 7 схематически иллюстрирует процесс безынструментального волочения, на котором позицией 14 обозначена предварительно обработанная труба из кварцевого стекла, позицией 15 источник нагрева, позицией 16 тянущие валки, позицией 17 глухой конец трубы, позицией 18 -термообработанная труба из кварцевого стекла и позицией 19 датчик.
Для получения нужных размеров с высокой точностью в ходе этого процесса должны быть применены волочение и внутреннее давление. Давление
должно варьироваться в зависимости от размеров толщины стенок предварительно обработанной трубы, вязкости стекла при нагреве и степени вытяжки, для получения размеров с высокой точностью процесс
должен осуществляться таким образом, чтобы отношение (Do/Di)/(do/di) находилось в пределах от 1,0 до 1,5, причем Do и Di представляют
наружный и внутренний диаметр предварительно обработанной трубы из синтетического кварцевого стекла соответственно, а do и di представляют наружный и внутренний диаметр
термообработанной трубы соответственно. Если указанное отношение оказывается меньше 1,0, возможно деформация трубы при термообработке, а если отношение превысит 1,5, погрешность в толщине стенок
становится настолько большой, что при определенных температурных условиях возможен разрыв трубы. Поэтому точность размера трубы из кварцевого стекла не может быть обеспечена, если отношение выходит за
указанные пределы. В частности, если отношение приближается к 1,5, отклонения в толщине стенок должны в точности соответствовать диапазону до 2%
Термообработка труб диаметром 50 300 мм должна
осуществляться в диапазоне температур от 1600oC до 3000oC, предпочтительно от 1600oC до 3000oC. Если термообработка осуществляется при более низких, чем
указанные, температурах, предварительно обработанная труба из кварцевого стекла не будет в достаточной степени размягчена, если она осуществляется при более высоких, чем указанные, температурах,
качество предварительно обработанной трубы может ухудшаться или она может начать плавиться. В любом случае невозможно будет обеспечить высокую точность по размерам. Отношение Do/Di или do/di представляет толщину слоя оболочки одномодового оптического волокна. У оптического волокна с одной оболочкой указанное отношение должно быть в диапазоне от 2 до
7, у оптического волокна с двумя или несколькими оболочками указанное отношение должно составлять от 1,1 до 3.
Полученная таким образом труба из кварцевого стекла подвергается термообработке в диапазоне высоких температур от 1600o до 2400o, так что различные дефекты, такие как неровности и деформации поверхности, связанные со шлифованием, могут быть удалены или ослаблены. В частности, чем больше будет деформация при термической прокатке, тем больше становится поверхность царапин, трещин и язвин, так что уменьшается глубина этих выемок и исчезают их острые углы.
В соответствии с этим можно отказаться от некоторых процессов, не пригодных для применения в массовом производстве, но необходимых при производстве труб из кварцевого стекла, применяемых в процессе размещения стержня в трубе, таких как процесс формирования на внутренней поверхности специального стеклянного слоя.
Таким образом, требующуюся трубу большого размера из кварцевого стекла можно успешно получить путем термической деформации высокоточной предварительно обработанной трубы большого размера из кварцевого стекла.
Способ изготовления из природного кварцевого стекла в соответствии с настоящим изобретением включает этапы выбора качественных частей глыбы из природного хрусталя с последующим отбором центральных частей путем удаления периферийных частей каждой хрустальной глыбы и дроблением глыб в части одинаковых размеров с удалением примеси посредством химической обработки после удаления посторонних включений. Затем обработанный таким образом материал перерабатывается хорошо известными обычными способами, такими как способ вытягивания из расплава или способ формовки в форме, находящими широкое применение в течение длительного времени.
Однако в качестве наилучшего способа изготовления трубной заготовки из кварцевого стекла предлагается процесс Verneuil с использованием пламени кислородно-водородной горелки как наилучший способ получения материала из кварцевого стекла для оптического волокна с наименьшим количеством загрязнений.
В соответствии с этим стеклянные слитки, полученные этим процессом, часто используются как подложки фотошаблона для полупроводников и как оптические элементы экспонирующих устройств. Плазменная обработка, являющаяся модификацией процесса Verneuil, предназначена для производства изделий специального назначения, таких как стекло для сердцевины оптических волокон с высокой степенью частоты, поскольку он требует большого количества электроэнергии и является поэтому дорогостоящим процессом. В отличие от двух упомянутых процессов известен другой процесс, свободный от перечисленных недостатков и пригодный для производства заготовок в соответствии с настоящим изобретением, который заключается в нанесении пористого мелкодисперсного материала на вращающуюся подложку (мишень) путем продувки газообразного материала при снижении температуры пламени, осушении мелкодисперсного материала и, наконец, остекловывании обработанного мелкодисперсного материала. Один из таких процессов, т. е. способ VAD, позволяет получить, по существу, сплошную цилиндрическую заготовку из кварцевого стекла. Другой процесс, т. е. способ OVD, позволяет непосредственно синтезировать трубчатые изделия из стекла.
Трубная заготовка из синтетического кварцевого стекла, предназначенная для использования в соответствии с настоящим изобретением, изготавливается предпочтительно из пористого мелкодисперсного материала, поскольку группы OH и показатель преломления могут контролироваться по желанию, чтобы отвечать требованиям, зависящим от того, какую часть стеклянного стержня сердцевины, применяемого в процессе, составляет оболочка. Заготовка с большой апертурой, имеющая диаметр 75 мм или менее, может быть непосредственно получена не только из трубы из кварцевого стекла диаметром приблизительно 75 мм, но или путем повторного волочения более крупной заготовки, или непосредственным изготовлением заготовки с нужным наружным диаметром путем одновременного выполнения волочения с объединением трубы из кварцевого стекла и стеклянного стержня сердцевины методом размещения стержня в трубе.
Выбор диаметра поля моды, верхней критической длины волны и дисперсии важен для одномодового стеклянного стержня сердцевины. При достигнутом в последнее время повышении качества часто бывает достаточно найти разбросанные характеристики значения рассеяния, когда изготовленные стеклянные стержни сердцевины используются так, как они получены. В соответствии с этим желательно сначала проверить толщину оболочки стеклянного сердца сердцевины перед нанесением наружной оболочки и затем выполнить ее точную доводку путем травления и тому подобного перед тем, как разместить в заготовке стержень.
На крупных заготовках из кварцевого стекла можно осуществлять высокоточную доводку в связи с широким диапазоном регулирования.
Пример 1. Крупнопористый кварцевый материал был изготовлен методом осевого осаждения из паровой фазы /VAD/, включающим испарение SiCl4, рамный гидролиз газообразного SiCl4 в пламени кислородно-водородной горелки с целью получения мелкодисперсного SiO2, осаждение его на вращающийся кварцевый стержень. Полученный мелкодисперсный материал осушали путем его нагрева в смешанной газовой среде He и Cl в электрической нагревательной печи с последующей зонной плавкой при температуре 1550oC для получения оплавленного стекла. Таким образом была получена крупная цилиндрическая трубная заготовка из кварцевого стекла. Периферийная часть слитка из кварцевого стекла была приблизительно такой, чтобы выполнить доводку размеров после обрезки обоих концов на радиально-шлифовальном станке, оборудованном шлифовальным камнем N 80, после чего в его середине полым сверлом, также снабженным шлифовальным камнем N 80, был просверлен канал. Таким образом была получена черновая труба из синтетического стекла весом приблизительно 10 кг наружным диаметром 94 мм, внутренним диаметром 30 мм при отношении наружного диаметра к внутреннему, равном 3,13, с толщиной стенок 32 мм и длиной 730 мм.
Внутреннюю поверхность полученной черновой трубы полностью подвергали механической обработке по всей длине, использовав для этого автоматический продольный хонинговальный станок для высококачественной отделки с целью получить в результате длинную трубу с отверстием, обладающим в поперечном сечении высокой степенью округлости, просверленным прямо в продольном направлении. Степень полирования постепенно увеличивали, меняя абразивные камни вплоть до N 800. Внешнюю периферию трубы после этого шлифовали на периферийном шлифовальном станке с ЧПУ, так чтобы центр наружной окружности мог совпадать с центром внутренней окружности. После того как было установлено, что отклонение толщины стенок не превышают 2% наружную периферию зачистили камнем N 140. В процессе проверки поверхности трубу протравливали в ванне с фтористоводородной кислотой при ее концентрации от 5 до 30% Этот этап необходим для удаления поверхностных дефектов и снятия поверхностных напряжений, связанных с механической обработкой. В результате завершающей промывки протравленной трубы чистой водой была получена предварительно обработанная труба из синтетического кварцевого стекла. Полученная таким образом предварительно обработанная труба имела наружный диаметр 91,5 мм, внутренний диаметр 32,4 мм при отношении наружного диаметра к внутреннему Do/Di, равном 2,82, с толщиной стенок 29,55 мм, длиной 730 мм и весом 9,2 кг. Отклонение толщины стенок /tmax tmini/ составило 0,48 мм/1,62%/. Кроме того, поверхность проверили на шероховатость, проведя измерителем шероховатости контактного типа на 8 мм в продольном направлении, причем обнаружили, что Rmax для внутренней поверхности равно 4,8 мкм, а для наружной поверхности 53 мкм.
Отдельно способом VAD был изготовлен одномодовый стеклянный стержень сердцевины для длины волны 1,3 мкм с разницей показателя преломления / (Δn) / между сердцевиной и оболочкой равной 0,343% Этот стеклянный стержень сердцевины имел наружный диаметр 54,5 мм, включая соединенную с ним оболочку, и длину 455 мм. Стержень подвергли горячему волочению до наружного диаметра 30,1 мм, использовав для этого автоматический волочильный станок, оборудованный регулятором наружного диаметра, и верхняя критическая длина волны была установлена равной 1,25 мкм. После слабого протравливания поверхности от стержня резкой выплавлением был отрезан кусок длиной 730 мм. Полученный таким образом стеклянный стержень сердцевины аккуратно вставили в упоминавшуюся выше предварительно обработанную трубу из синтетического кварцевого стекла и закрепили в ней, закрепив его с центром стеклянной трубы. Оба конца полученной сборки соединили со сплошным кварцевым материалом и вращали с целью выпрямления различных искривлений или изгибов. Затем эту сборку ввели с верхней стороны в вертикальную электрическую нагревательную печь, чтобы оплавить передний конец при температуре 2180oC, снизив в ней давление с помощью вакуумного насоса. Сборку стержня и трубы перемещали после этого с меняющейся скоростью при раздельном контролировании температуры в диапазоне от 2000oC до 2400oC и при разряжении в диапазоне от 200 до 1000 мм водного столба, чтобы исследовать образование пузырьков на поверхности раздела. Заготовка была получена при медленном перемещении всего блока со скоростью 2 мм/мин, так что воздушных пузырьков возникать не могло. Таким образом при стабильных условиях была получена заготовка диаметром 90,2 мм, длиной 595 мм и весом 8,3 кг. Из нее может быть получено волокно длиной около 300 км. Часть полученной заготовки подвергли горячему волочению до наружного диаметра 50 мм, после чего подвергли обследованию с использованием анализатора заготовки. Изменение показателя преломления на поверхности раздела между слоем оболочки и стержнем не превысило 0,01% а эксцентричность составила 0,153 мм /0,34%/.
Затем из заготовки на волочильном станке вытянули волокно длиной около 5 км и наружным диаметром 125 мкм. Характеристики полученного волокна измеряли через каждый 1 км длины с целью получения средних значений, причем эксцентричность составила 0,22 мкм, верхняя критическая длина волны 1,285 мкм, потери на распространение при длине волны 1,3 мкм 0,355 дБ/км и потери, обусловленные группами OH при длине волны 1,38 мкм 0,86 дБ/км. Было признано, что продукция обладает превосходными характеристиками для одномодового оптического волокна.
Пример 2. Таким же способом, который описан в примере 1, была получена предварительно обработанная труба из синтетического кварцевого стекла наружным диаметром 93,5 мм /Do/, внутренним диаметром 31,6 мм /Di/, отношением наружного диаметра к внутреннему 2,96, толщиной стенок 30,95 мм при отклонении толщины стенок /tmax tmini/ 0,42 мм /1,36%/, длиной 700 мм и весом 9 кг.
После этого поверхность проверили на шероховатость, проведя измерителем шероховатости контактного типа на 8 мм в продольном направлении, причем обнаружили, что Rmax для внутренней поверхности равно 8,5 мкм, а для наружной поверхности 68 мкм.
Предварительно обработанную трубу из синтетического кварцевого стекла нагрели затем до 2200oC в вертикальной нагревательной печи для того, чтобы заварить нижний конец, и подвергли горячему волочению под давлением, как показано на фиг. 6, обдувая трубу снаружи и изнутри инертным газом. Таким образом получили пять видов термообработанных труб из синтетического кварцевого стекла, показанных в табл. 2. Обнаружено, что в результате термообработки шероховатость внутренней поверхности Rmax значительно снизилась.
Отдельно способом VAD изготовили одномодовый стеклянный стержень сердцевины с разницей показателя преломления / (Δn) /равной 0,335% Стеклянный стержень подвергли обработке, чтобы привести его соответствие с каждым из пяти типов термообработанных труб из синтетического кварцевого стекла, приведенных в табл. 2 в качестве оболочки. В соответствии с этим наружную периферию стержней протравили и для получения стеклянных стержней сердцевины, перечисленных в табл. 2, их подвергли горячему волочению. Каждый стеклянный стержень вставили в соответствующую термообработанную трубку из синтетического кварцевого стекла, чтобы получить сборку типа стержень в трубе, а затем подвергли горячему интегрированию в электрической нагревательной печи для получения заготовки. Никаких различий в показателе преломления между слоем оболочки и стержнем при измерении анализатором оболочки не обнаружено.
Из заготовки диаметром 62 мм N 3 из табл. 2 было получено черновое оптическое волокно диаметром 125 мкм. Измерение характеристик волокна показало, что удалось получить высококачественное оптическое волокно с верхней критической длиной волны 1,245 мкм, потерями на распространение при длине волны 1,3 мкм 0,334 дБ/км и эксцентричностью 0,32 мкм.
Пример 3. Заготовку больших размеров из пористого мелкодисперсного материала, полученную методом осевого осаждения из парогазовой среды /VAD/, подвергли осушению и остекловыванию в соответствии с процессом, описанным в примере 1. Полученный продукт осушили нагревом, остекловали и подвергли грубому шлифованию таким образом, как описано в примере 1, чтобы получить цилиндрическую трубную заготовку из кварцевого стекла /слиток/ длиной примерно 820 мм и наружным диаметром 96 мм.
В центре слитка процессом впрессовывания графитового сверла было получено отверстие. Более высокой точности размеров удалось добиться путем периферийного шлифования с последующим травлением раствором фтористоводородной кислоты. После этого черновая труба из синтетического кварцевого стекла весом около 11,5 кг имела наружный и внутренний диаметры, равные 101 мм и 40 мм соответственно, отношение наружного диаметра к внутреннему составило 2,525, а длина трубы 775 мм. Поскольку внутренняя поверхность просверленной трубы была оплавлена при впрессовывании горячего углеродного сверла, не наблюдалось никаких дефектов, таких как трещины, вызванные механическими ударными повреждениями при шлифовании, волосные трещины, напряжения, вызванные механической обработкой, и тому подобное.
Внутреннюю поверхность указанной предварительно обработанной трубы из кварцевого стекла подвергли механическому полированию на хонинговальном станке, меняя номер абразивного материала на каждом участке длиной 150 мм. Механически отполированную поверхность подвергли затем травлению раствором фтористоводородной кислоты, чтобы получить образцы, перечисленные в табл. 3. В предварительно обработанные трубы из кварцевого стекла вставили стеклянные стержни сердцевины диаметром 38 мм для получения сборки заготовки таким же способом, который применен в примере 1. Таким же образом велось наблюдение за поверхностями раздела, а полученные результаты приведены в табл. 3.
Пример 4. Заготовку больших размеров из пористого мелкодисперсного материала, полученную методом наружного осаждения из парогазовой среды /OVD/, осушили, подвергли обработке с целью регулирования показателя преломления и остекловыванию для получения трубной заготовки из синтетического кварцевого стекла. Обе периферии заготовки из кварцевого стекла были разделены и ее наружную поверхность подвергли грубому шлифованию периферийным шлифовальным станком со шлифовальным камнем N 80 с целью получения, по существу, заданного наружного диаметра. Внутреннюю поверхность полученной трубы полностью отполировали на хонинговальном станке со шлифовальным камнем N 80. Степень отполированности постепенно повышали, заменяя шлифовальный камень и работая соответственно с N 140, N 400 и N 800. Затем обработанную таким образом трубу исследовали на отклонения стенок по толщине, проведя ультразвуковым толщинометром на 50 мм в продольном направлении и выходя в 8 точек измерения в каждой окружности. Полученное таким образом значение погрешности толщины рассчитали на ЭВМ.
После этого наружную периферию трубы отшлифовали на периферийном щлифовальном станке с ЧПУ. Когда было подтверждено, что отделка трубы позволила довести толщину стенок до заданных значений отклонения, трубу протравили в растворе фтористоводородной кислоты. Предварительно обработанная труба больших размеров из синтетического кварцевого стекла представляла собой крупный цилиндр из кварцевого стекла наружным диаметром 164 мм, внутренним диаметром 58,9 мм, отношением наружного диаметра к внутреннему Do/Di 2,78, толщиной стенок 52,55 мм при отклонении толщины 440 мкм /0,84%/, длиной 1870 мм и весом около 75 кг. Шероховатость внутренней поверхности этой предварительно обработанной трубы Rmax составила 3,5 мкм, а наружной 77 мкм.
Отдельно способом VAD были изготовлены большие стержни из кварцевого стекла для одномодового волокна, предназначенные для использования в сочетании с предварительно обработанными трубами из синтетического кварцевого стекла, описанными выше. Из числа этих стержней отобрали три стержня со сходными характеристиками. Был рассчитан диаметр сердцевины, необходимый для того, чтобы стеклянные стержни сердцевины подошли к предварительно обработанным трубам из синтетического кварцевого стекла, и с целью подгонки диаметра стержня часть оболочки протравили. Полученные три стеклянных стержня сердцевины соединили плавлением, подвергли волочению до приблизительно одинакового наружного диаметра /55 мм/, протравили, после чего всю поверхность подвергли огневому полированию.
Полученный таким образом стеклянный стержень сердцевины вставили в предварительно обработанную трубу большого размера из синтетического кварцевого стекла и зафиксировали в ней. Полученную таким образом сборку нагревали до температуры в диапазоне от 2000oC до 2400oC в вертикальной электрической нагревательной печи для плавления и размягчения ее начиная с нижнего конца при одновременном ее перемещении при контролируемых температуре и степени разрежения в пределах от 200 мм до 1000 мм водного столба. Неадекватная температура или слишком быстрое перемещение могут вызвать возникновение воздушных пузырьков на внутренней поверхности раздела. В соответствии с этим систему сначала подвергли волочению для получения на первом этапе диаметра около 50 мм, так чтобы по границе раздела произошло достаточное сваривание. Затем получали диаметры 75 мм, 100 мм, 125 мм и 150 мм, получив таким образом всего 5 типов заготовок. Пять полученных в конечном счете заготовок имели максимальный наружный диаметр 152 мм и в целом весили 71 кг. Это количество соответствовало первичному оптическому волокну длиной 2600 км.
Характеристики полученной заготовки исследовали дополнительно. В качестве образца была выбрана заготовка диаметром 50 мм. Характеристики
сердцевины изучали с помощью анализатора и выяснили, что у заготовки отсутствует ступенчатое различие и имеется только шов с приблизительно 0,008% изменением показателя преломления на поверхности
раздела между сердцевиной и слоем оболочки, а смещение центра сердечника относительно слоя оболочки составляет 0,28%
Заготовку диаметром 50 мм подвергли волочению на станке для волочения
оптического волокна, получив волокно наружным диаметром 125 мкм ± 0,5 мкм. Обнаружено, что полученное черновое оптическое волокно имеет следующие характеристики пропускания: эксцентричность 0,
11 мкм, верхняя критическая длина волны 1,270 мкм, потери на распространение при длине волны 163 мкм - 0,361 дБ/км, потери, обусловленными группами OH, при длине волны 1,38 мкм - 0,65 дБ/км.
Пример 5. Заготовку большого размера из пористого мелкодисперсного материала, полученную методом наружного осаждения из парогазовой среды /OVD/, осушили, подвергли обработке с целью регулирования показателя преломления и остекловыванию способом, аналогичным описанному в примере 4 для получения трубной заготовки из синтетического кварцевого стекла. Затем внутреннюю и наружную периферийные части полученного продукта подвергли механическому шлифованию, получив 4 черновых трубы из синтетического кварцевого стекла.
После того как внутренний диаметр полученной черновой трубы с помощью высокоточного хонинговального станка был доведен до 32 мм, осевые линии внутреннего и наружного диаметров искусственно сместили. Затем наружную поверхность отшлифовали, доведя наружный диаметр до 100 мм при отношении наружного диаметра к внутреннему Do/Di, равном 3,125. В заключение трубу подвергли чистовой отделке, протравив раствором фтористоводородной кислоты и промыв водой. Измеренное отклонение толщины стенок полученной предварительно обработанной трубы из синтетического кварцевого стекла показано в табл. 4.
Указанную предварительно обработанную трубу из синтетического кварцевого стекла подвергли волочению в диапазоне давлений от 0 до 100 мм водного столба и нагрели до 2200oC в электрической нагревательной печи, чтобы исследовать изменения размеров, вызванные обработкой.
Полученные результаты приведены в табл. 4.
Условие А: внутреннее давление подобрано равным наружному давлению.
Как показано в табл. 4. предварительно обработанная труба из кварцевого стекла с большой погрешностью обнаруживает увеличение погрешности при обработке с увеличенным соотношением давлений и увеличенной кратностью волочения. В частности, соотношение давлений ведет к быстрому увеличению отклонений по толщине стенок трубы из кварцевого стекла. Предварительно обработанная труба с отклонением, превышающим 3,9% подвергалась ассиметричной деформации при нестабильных условиях в начале и быстро расширилась вплоть до разрушения в печи.
Стеклянный стержень сердечника оптического волокна вставили в одну /N 13/ из термообработанных труб из синтетического кварцевого стекла, изготовленную при условии В, т. е. в трубу из кварцевого стекла, полученную из предварительно обработанной трубы с отклонением по толщине стенки в пределах 1,8% и доведенную до отклонения по толщине стенки в пределах 2% путем горячего волочения под давлением. Затем с помощью процесса размещения стержня в трубе получили заготовку. С помощью обследования анализатором заготовки обнаружено, что у этой заготовки разница показателя преломления между слоем оболочки и стержнем составляет всего 0,010% или менее, а эксцентричность после волочения равна 0,45 мкм. Можно видеть, что заготовка может быть успешно использована для получения одномодового оптического волокна.
Пример 6. В центре крупной цилиндрической трубной заготовки из природного кварцевого стекла, полученной процессом Verneil с использованием пламени кислородно-водородной горелки, просверлили канал путем впрессовывания горячего графитового сверла таким же образом, как описано в примере 3.
Наружную периферию полученного продукта подвергли механическому шлифованию и отделке с последующим травлением раствором фтористоводородной кислоты, промывкой водой и просушиванием, чтобы получить предварительно обработанную трубу из кварцевого стекла наружным диаметром 175 мм, внутренним диаметром 60 мм, отношением наружного диаметра к внутреннему 2,916, длиной 3 м и весом 150 кг. Среднее отклонение толщины стенок в продольном направлении, отобранное через интервалы по 50 мм, оказалось равным 0,3 мм, что удовлетворяет заданным условиям.
Кроме того, датчиком контактного типа для измерения шероховатости компактных материалов обследовали поверхность, обнаружив, что в концевой части трубы Rmax 0,8 мкм для внутренней поверхности и < 95 мкм для наружной поверхности. Стержень одномодового оптического волокна, имеющий оболочку частично для использования длины волны 1,3 мкм, изготовленный способом VAD, вставили в упоминавшуюся выше предварительно обработанную трубу из кварцевого стекла и поместили в вертикальную электрическую печь. Концы стержня были приварены при температуре 2250oC при пониженном атмосферном давлении. Метод размещения стержня в трубе был применен для получения заготовки максимальным наружным диаметром 160 мм при условиях, когда степень разряжения и наружный диаметр первоначальной вытяжки вставили от 200 до 1000 мм водного столба и 50 мм соответственно, а температура, скорость перемещения и степень разряжения менялись в зависимости от состояния при плавлении поверхности раздела между стержнем сердцевины и предварительно обработанной трубой из кварцевого стекла.
Упомянутая выше заготовка, вытянутая до первоначального диаметра 50 мм, и обследованная анализатором заготовки имела эксцентричность 0,52% и разницу показателя преломления приблизительно 0,005% при несколько более низком значении показателя для трубы. Указанную заготовку подвергли волочению на волочильном станке, получив оптическое волокно диаметром 125 мкм при эксцентричности 0,41 мкм и оптических потерях 0,346 дБ/км при длине волны 1,3 мкм. Можно считать поэтому, что заготовка вполне пригодна для изготовления одномодового оптического волокна.
Пример 7. В центре цилиндрической трубной заготовки из высокочистого природного кварцевого стекла просверлили канал путем впрессовывания горячего графитового сверла таким же образом, как описано в примере 6.
Наружную периферию с осевой линией наружного диаметра, совмещенной с осью внутреннего диаметра, отшлифовали, подтвердив точность ее размеров, подвергли травлению раствором фтористоводородной кислоты, промыли водой и просушили. Обработанную таким образом трубу из кварцевого стекла наружным диаметром 150 мм, внутренним диаметром 62 мм, отношением наружного к внутреннему диаметру 2,42 и длиной 2500 мм измерили в продольном направлении через интервалы по 50 мм, получив значение отклонения толщины стенок 0,35 мм /0,79% /, шероховатость Rmax внутренней поверхности менее 1 мкм и 85 мкм наружной поверхности.
Изучение указанного кварцевого стекла в полосе поглощения 2,7 мкм инфракрасным спекрометром показало среднее содержание группы OH, равное 166 частей/млн.
Трубу из кварцевого стекла поместили в вертикальную электрическую печь с температурой 2250oC, чтобы заварить нижний конец трубы. Волочение осуществляли под давлением, контролируемым воздухом с верхнего конца, с целью получения термообработанной трубы из кварцевого стекла наружным диаметром соответственно 50 мм и 125 мм. Размеры каждой термообработанной трубы из кварцевого стекла приведены в табл. 5.
Стержень одномодового оптического волокна, выполненный способом VAD, интегрировали с термообработанной трубой из кварцевого стекла наружным диаметром 100 мм, использовав метод размещения стержня в трубе. При начале волочения были изготовлены три вида термообработанных труб наружным диаметром соответственно 50 мм, 75 мм и 96 мм. Каждую заготовку разрезали в продольном направлении и отшлифовали с целью нахождения пузырьков на поверхности сваривания внутренней поверхности трубы из кварцевого стекла и наружной поверхности стержня сердцевины. Однако пузырьков почти не наблюдалось. Оптическое волокно, вытянутое из описанной выше заготовки диаметром 50 мм, продемонстрировало эксцентричность 0,27 мкм и оптические потери 0,347 дБ/км при длине волны 1,3 мкм.
В свете приведенного описания возможны многочисленные модификации и варианты настоящего изобретения и в рамках прилагаемой формулы изобретения изобретение может применяться в форме, отличающейся от данных конкретных описаний.
Реферат
Труба из кварцевого стекла, изготовленная путем механической обработки трубной заготовки из природного или синтетического кварцевого стекла, наружным диаметром 50 - 300 мм, отношением наружного диаметра к внутреннему от 1,1 до 7, с толщиной стенок 10 мм или более и отклонением толщины стенок 2% или менее, заготовка большого размера из кварцевого стекла, в которой методом размещения стержня в трубе объединены в единое целое труба больших размеров из кварцевого стекла и стеклянный стержень сердцевины для оптического волокна, и способ изготовления заготовки большого размера из кварцевого стекла с помощью механической обработки на высокоточном станке, т.е. интегрирование стержня сердцевины для оптического волокна, как стержня в процессе обработки, с трубой из кварцевого стекла, диаметр которой контролируется путем нагрева, горячего волочения или горячего волочения с давлением с использованием способа безынструментального волочения. 3 с. и 3 з.п. ф-лы, 5 табл., 7 ил.

Формула
Do / Di) / (do / di) 1,0 1,5,
где Do, Di соответственно наружный и внутренний диаметры предварительно обработанной трубы из кварцевого стекла;
do, di соответственно внешний и внутренний диаметры термически обработанной трубы из кварцевого стекла, полученной из предварительно обработанной трубы из кварцевого стекла.
Комментарии