Устройство обработки листового стекла - RU2693719C1
Код документа: RU2693719C1
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству обработки листового стекла, такого как оконное листовое стекло автомобилей и листовое стекло для других применений, из необработанного листового стекла и шлифовки наружных кромок вырезанного листового стекла.
Кроме того, настоящее изобретение относится к устройству обработки листового стекла, в котором устройство разметки листового стекла, устройство ломки изгибом листового стекла и устройство шлифовки листового стекла соединены посредством устройства транспортировки, или устройство разметки и ломки изгибом листового стекла и устройство шлифовки листового стекла соединены посредством устройства транспортировки, и в котором листовое стекло, непрерывно вырезаемое устройством ломки изгибом или устройством разметки и устройством ломки изгибом, последовательно подается в устройство шлифовки посредством устройства транспортировки с целью непрерывной шлифовки наружных кромок листового стекла, а отшлифованное листовое стекло последовательно выгружается.
Помимо этого, настоящее изобретение относится к устройству обработки листового стекла, в котором устройство разметки и устройство ломки изгибом или устройство разметки и ломки изгибом, а также устройство шлифовки и устройство транспортировки листового стекла действуют под управлением средств ЧПУ.
Уровень техники
Из патентных документов 1 и 2 известно устройство обработки листового стекла, сконструированное таким образом, что устройство ломки изгибом и устройство шлифовки соединены устройством присасывания и транспортировки, а листовое стекло, непрерывно вырезаемое устройством ломки изгибом, последовательно подается в устройство шлифовки, в котором его наружные кромки непрерывно подвергаются шлифовке, и непрерывно выгружается.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-B-1994-75819
Патентный документ 2: JP-А-1996-231238
Краткое изложение сущности изобретения
Задачи, решаемые в изобретении
В устройстве обработки листового стекла, описанном патентных документах 1 и 2, каждый раз по завершении шлифовки листового стекла, которое подается на рабочий стол, соответствующий шлифовальной головке и размещается на нем, шлифовальная головка отдаляется от рабочего стола, возвращается в положение готовности и остается в положении готовности. После удаления листового стекла с рабочего стола и поступления следующего листового стекла на рабочий стол шлифовальная головка перемещается в сторону рабочего стола и начинает шлифовку наружных кромок следующего листового стекла. В результате, каждый раз, когда листовое стекло поступает на рабочий стол и удаляется с него, шлифовка прерывается, что затрудняет достижение высокой производительности.
Настоящее изобретение создано с учетом описанных особенностей, и в его основу положена задача создания устройства обработки листового стекла, которое позволяет достигнуть высокой производительности.
Средства решения задач
Устройство обработки листового стекла согласно настоящему изобретению содержит шлифовальную головку, прикрепленную к боковой стороне канала транспортировки листового стекла на участке шлифовки; и два последовательно расположенных шлифовальных рабочих стола, параллельно проходящих в направлении транспортировки листового стекла и независимо друг от друга совершающих вращение с регулировкой угла по оси X параллельно направлению транспортировки листового стекла и по оси Y перпендикулярно ему, при этом оба шлифовальных рабочих стола приспособлены попеременно продвигаться в положение, соответствующее шлифовальной головке, и возвращаться из него и совершать движение в плоскости полярных координат относительно шлифовальной головки, чтобы побуждать шлифовальную головку выполнять шлифовку листового стекла при продвижении, а шлифовальная головка приспособлена продолжать шлифовку листового стекла на непрерывной основе по мере попеременного повторения операции, при этом, когда один из шлифовальных рабочих столов, на котором размещено листовое стекло, позволяет выполнять шлифовку листового стекла шлифовальной головкой, другой из шлифовальных рабочих столов, отходит из положения, соответствующего шлифовальной головке, чтобы удалить уже отшлифованное листовое стекла и принять следующее листовое стекло для новой шлифовки.
В устройстве обработки листового стекла согласно настоящему изобретению, по меньшей мере, один из двух шлифовальных рабочих столов может быть приспособлен совершать движение в плоскости полярных координат относительно шлифовальной головки, а в одном из предпочтительных примеров оба шлифовальных рабочих стола приспособлены совершать движение в плоскости полярных координат относительно шлифовальной головки.
Кроме того, устройство обработки листового стекла согласно настоящему изобретению содержит шлифовальную головку; и два шлифовальных рабочих стола, между которыми с передней и задней сторон в направлении транспортировки помещается шлифовальная головка и которые способны независимо друг от друга перемещаться по оси X в направлении транспортировки и независимо друг от друга совершать вращение с регулировкой угла, при этом оба шлифовальных рабочих стола приспособлены попеременно продвигаться в положение, соответствующее шлифовальной головке, и совершать движение в плоскости полярных координат относительно шлифовальной головки, а шлифовальная головка приспособлена продолжать шлифовку листового стекла на непрерывной основе по мере попеременного повторения операции, в процессе выполнения шлифовки шлифовальной головкой за счет движения в плоскости полярных координат одного из шлифовальных рабочих столов, удерживающих листовое стекло относительно шлифовальной головки, другой из шлифовальных рабочих столов отходит из положения, соответствующего шлифовальной головке, чтобы удалить уже отшлифованное листовое стекла и принять следующее листовое стекло для шлифовки.
В устройстве обработки листового стекла согласно настоящему изобретению оба рабочих стола на участке шлифовки независимо друг от друга действуют под управлением средств ЧПУ и попеременно совершают координатное перемещение под управлением средств ЧПУ относительно одной общей шлифовальной головки, чтобы тем самым выполнять шлифовку.
Кроме того, в устройстве обработки листового стекла согласно настоящему изобретению оба рабочих стола могут быть приспособлены независимо друг от друга действовать под управлением средств ЧПУ, и с помощью таких двух рабочих столов может выполняться шлифовка листового стекла различных размеров и форм обоими рабочими столами.
Помимо этого, поскольку в устройстве обработки листового стекла согласно настоящему изобретению оба рабочих стола способны совершать движение под управлением средств ЧПУ, становится возможной доставка листового стекла до рабочего стола с высокой точностью позиционирования во взаимодействии с устройством транспортировки листового стекла, которое может быть рассчитано на транспортировку листового стекла также под управлением средств ЧПУ, в результате чего обеспечивается точная доставка листового стекла в соответствии с контуром шлифовки листового стекла.
Преимущества изобретения
Согласно настоящему изобретению может обеспечиваться устройство обработки листового стекла, в котором, когда один рабочий стол шлифует листовое стекло, совершая координатное перемещение во взаимодействии со шлифовальной головкой, другой рабочий стол бездействует в исходном положении с целью доставки листового стекла, а по завершении шлифовки листового стекла на одном рабочем столе, другой рабочий стол продвигается в сторону шлифовальной головки, и шлифовальная головка продолжает шлифовку, в результате чего шлифовальная головка на постоянной основе продолжает шлифовку листового стекла попеременно на обоих рабочих стола и не прекращает шлифовку, позволяя тем самым достигать высокой производительности.
Кроме того, поскольку согласно настоящему изобретению листовое стекло на обоих рабочих столах шлифуется одной шлифовальной головкой, листовое стекло на обоих рабочих столах не имеет отклонений размеров после шлифовки, в результате чего его окончательные размеры являются постоянными.
Краткое описание чертежей
На фиг. 1 показан вид спереди предпочтительного первого варианта осуществления настоящего изобретения;
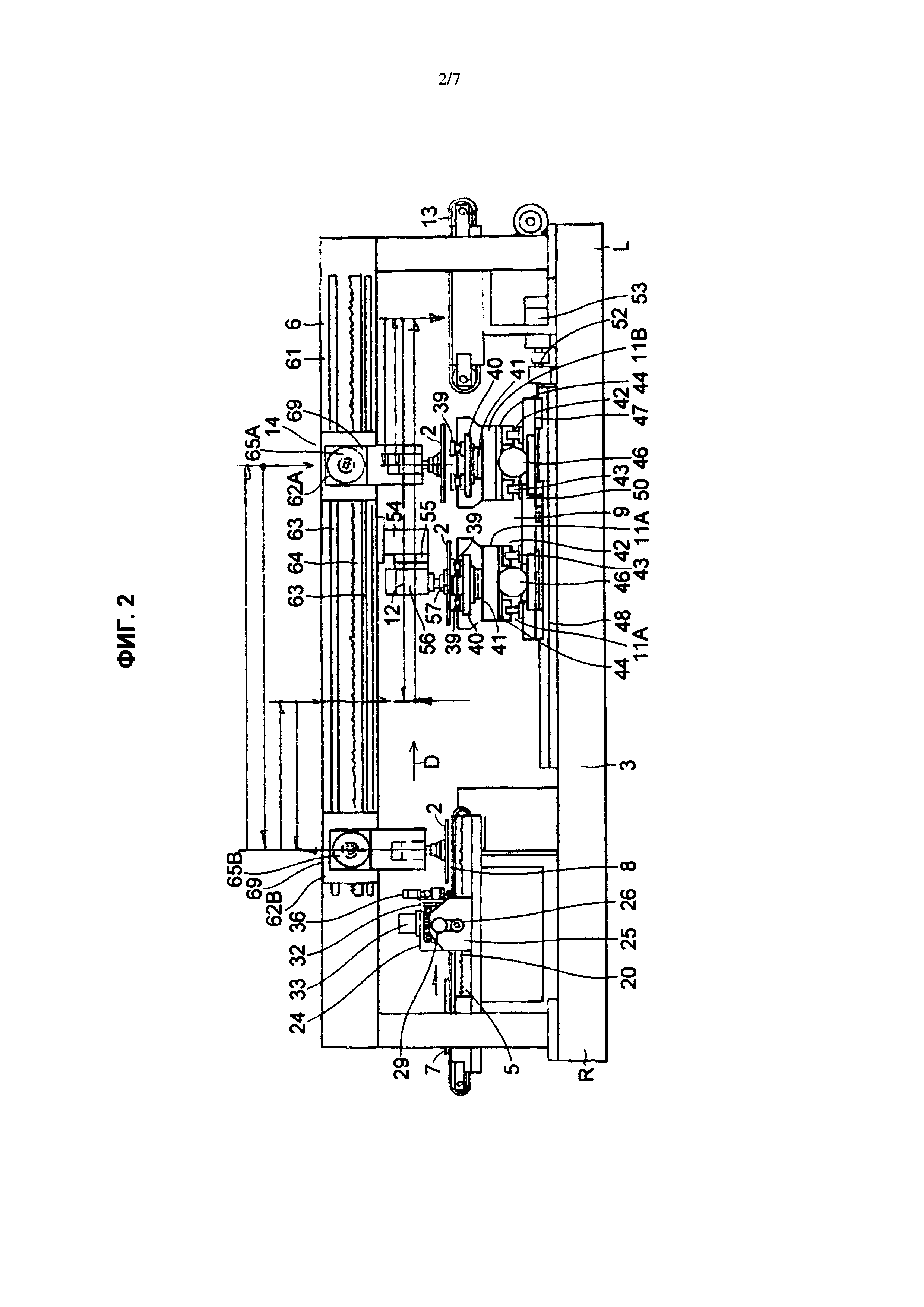
На фиг. 2 показан пояснительный вид сзади варианта осуществления, проиллюстрированного на фиг. 1;
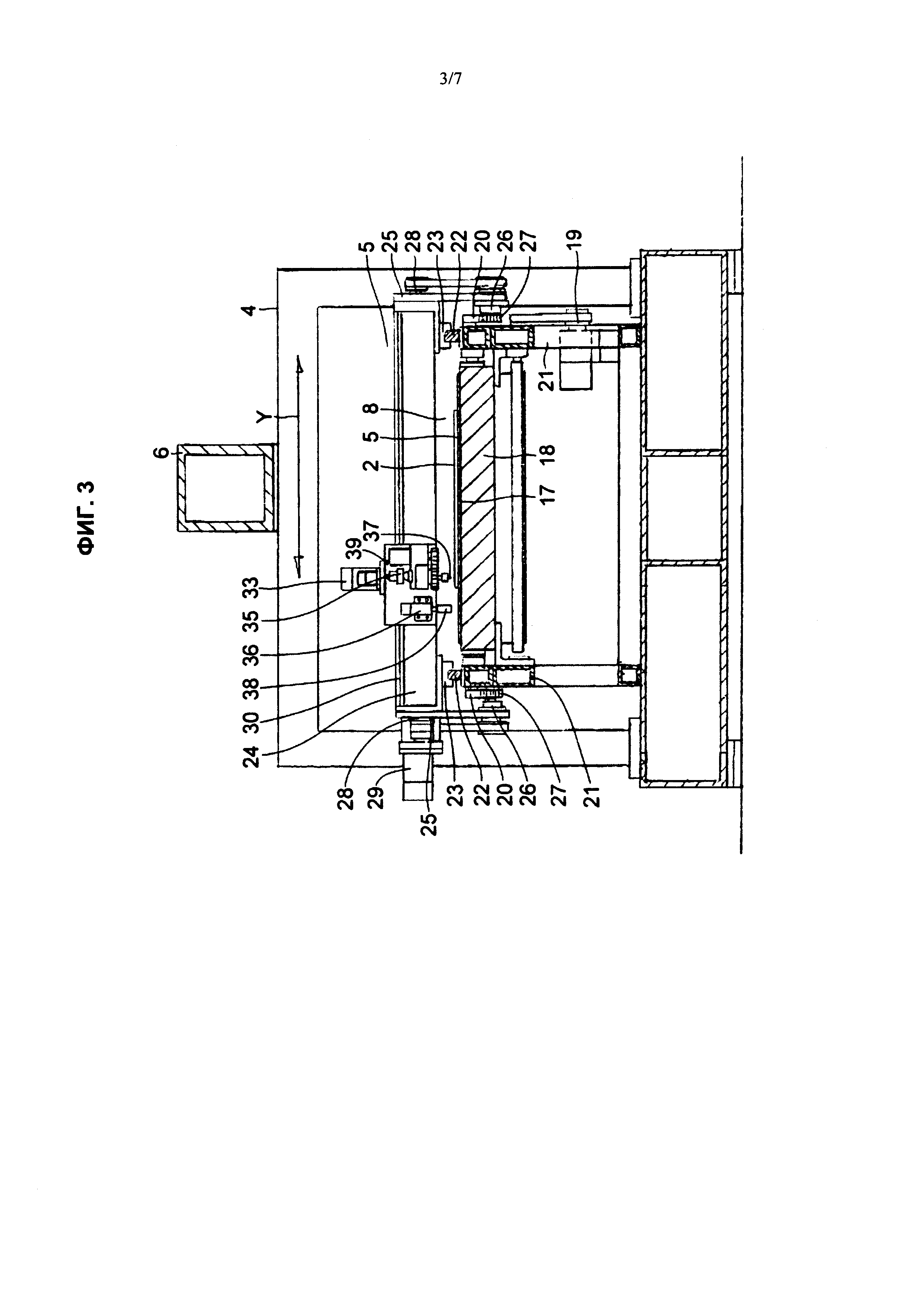
На фиг. 3 показан пояснительный вид в разрезе в направлении стрелок по линии III-III на фиг. 1;
На фиг. 4 показан пояснительный вид в разрезе в направлении стрелок по линии IV-IV на фиг. 1;
На фиг. 5 показан пояснительный вид спереди предпочтительного второго варианта осуществления настоящего изобретения;
На фиг. 6 показан пояснительный вид в разрезе в направлении стрелок по линии VI-VI на фиг. 5; и
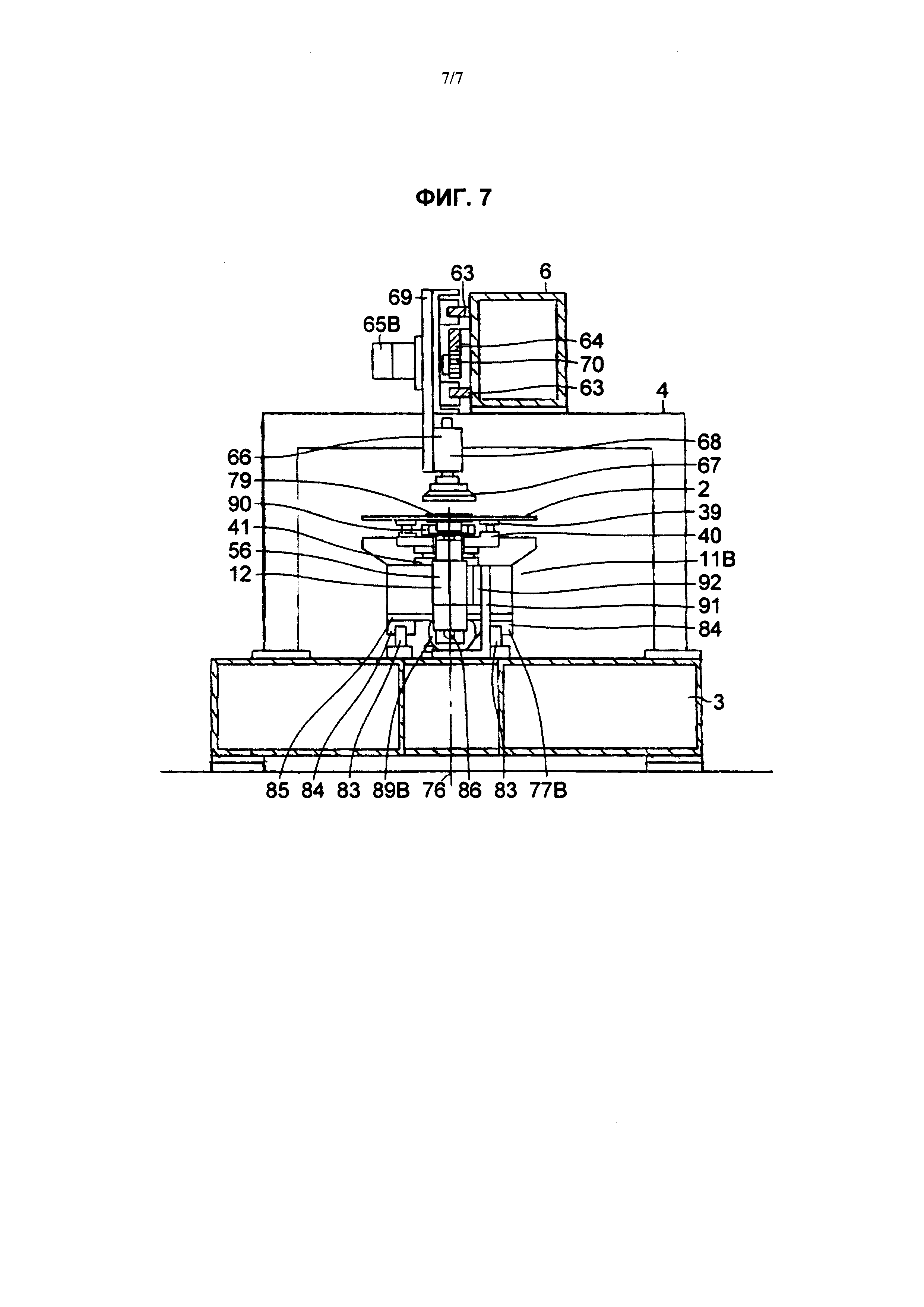
На фиг. 7 показан пояснительный вид в разрезе в направлении стрелок по линии VII-VII на фиг. 5.
Предпочтительный способ осуществления изобретения
Далее описан один из предпочтительных способов осуществления настоящего изобретения со ссылкой на варианты осуществления, проиллюстрированные на чертежах. Следует отметить, что изобретение не ограничено этими вариантами осуществления.
Первый вариант осуществления
На фиг. 1-4 показано устройство 1 обработки листового стекла в соответствии с этим вариантом осуществления, которое имеет основание 3, установленное на поверхности 3А пола, пару портальных рам 4, вертикально установленных на правом конце R и левом конце L основания 3, и опору 6, соединяющую портальные рамы 4 и линейно проходящую в направлении оси X.
Устройство 1 обработки листового стекла содержит участок 7 подачи, участок 8 разметки и ломки изгибом, участок 9 шлифовки и участок 10 выгрузки. Участок 7 подачи, участок 8 разметки и ломки изгибом, участок 9 шлифовки и участок 10 выгрузки проходят от правого конца R в сторону левого конца L, при этом участок 8 разметки и ломки изгибом приспособлен формировать разметочную линию на листовом стекле 2 осуществлять ломку изгибом и отделять листовое стекло 2 по разметочной линии в состоянии, в котором листовое стекло 2 зафиксировано фактически в том же положении.
Участок 7 подачи и участок 8 разметки и ломки изгибом снабжены устройством 5 разметки, участок 9 шлифовки снабжен двумя шлифовальными рабочими столами 11А и 11В и одной шлифовальной головкой 12, а участок 10 выгрузки снабжен разгрузочным конвейером 13.
Устройство 5 разметки, оба шлифовальных рабочих стола 11А и 11В и разгрузочный конвейер 13 последовательно проходят вдоль опоры 6, т.е. в направлении оси X и расположены с необходимыми промежутками. Над устройством 5 разметки, обоими шлифовальными рабочими столами 11А и 11В и разгрузочным конвейером 13 расположено устройство 14 транспортировки листового стекла.
Устройство 5 разметки содержит конвейерный стол 15, служащий плоской опорой для листового стекла и перемещающий 2, позиционирующий и останавливающий листовое стекло 2, а также разметочную головку 35, которая перемещается в плоской системе координат X-Y параллельно верхней поверхности конвейерного стола 15.
Конвейерный стол 15, который установлен внутри рамы 21 основного корпуса в направлении оси X, содержит широкую бесконечную конвейерную ленту 17, опорное основание 18, служащее плоской опорой для нижней стороны конвейерной ленты 17, и управляющий подачей листового стекла электродвигатель 19, сообщающий движение конвейерной ленте 17 под управлением средств ЧПУ. Между участком 7 подачи и участком 8 разметки и ломки изгибом находится центральная область С, проходящая в направлении оси X верхней поверхности конвейерной ленты 17. На раме 21 основного корпуса находится пара направляющих 22, проходящих в направлении оси X по противоположным боковым областям конвейерного стола 15, при этом на направляющей 22 подвижно установлен ползун 23. Над конвейерным столом 15 с обоих его концов на ползунах 23 посредством пары кронштейнов 25 установлена подвижная рама 24 таким образом, чтобы приподнимать конвейерный стол 15.
Подвижная рама 24 с обеих сторон опирается на ползуны 23 и приспособлена линейно перемещаться по направляющим 22 в направлении оси X. С каждой противоположной стороны конвейерного стола 15 рядом с направляющими параллельно им проходит зубчатая рейка 20.
На каждом кронштейне 25 установлен зубчатый механизм 26, имеющий шестерню 27, при этом каждая шестерня 27 входит в зацепление с каждой зубчатой рейкой 20.
Через обе стороны подвижной рамы 24 проходит вал 28, который с обеих сторон посредством шкива и ременной передачи соединен с зубчатыми механизмами 26 и с одной боковой стороны соединен с приводом 29 подачи по координате X.
На подвижной раме 24, которая движется в направлении оси X, т.е. совершает движение по оси X при приведении в действие привода 29 подачи по координате X, установлена пара направляющих 30 и зубчатая рейка 31, проходящая вдоль направляющих 30 в направлении оси Y перпендикулярно оси X. На ползунах, способных перемещаться по направляющим 30 в направлении оси Y, установлен Т-образный кронштейн 32, способный линейно перемещаться в направлении оси Y по паре направляющих 30 посредством соответствующих ползунов, способных перемещаться по направляющим 30 в направлении оси Y.
На выходном вращающемся вале привода 33 подачи по координате Y, находящемся на верхней поверхности Т-образного кронштейна 32, установлена шестерню 34, входящая в зацепление с зубчатой рейкой 31. Т-образный кронштейн 32 приспособлен перемещаться в направлении оси Y, т.е. совершать движение по оси Y за счет вращении шестерни 34 при приведении в действие привода 33 подачи по координате Y и за счет зацеплении шестерни 34 с зубчатой рейкой 31.
На передней поверхности Т-образного кронштейна 32 рядом размещены разметочная головка 35, имеющая отрезной (разметочный) диск 37, и устройство 36 ломки изгибом, имеющее толкающий стержень (толкатель) 38. Разметочная головка 35 и устройство 36 ломки изгибом приспособлены за одно целое совершать плоское координатное перемещение над верхней поверхностью конвейерного стола 15, т.е. в данном варианте осуществления перемещение в направлении оси X и в направлении оси Y, а именно, перемещение в плоскости координат X-Y при приведении в действие привода 29 подачи по координате X и привода 33 подачи по координате Y.
На участке 8 разметки и ломки изгибом разметочная головка 35 и устройство 36 ломки изгибом за одно целое совершают перемещение в плоскости координат X-Y под управлением средств ЧПУ на основании предварительно сохраненной информации о формировании разметки для разметочной головки 35. За счет этого перемещения в плоскости координат X-Y разметочная головка 35 сначала формирует разметочные линии на листовом стекле 2 по мере того, как ее отрезной диск 37 прижимается к листовому стеклу 2, т.е. необработанному листовому стеклу. После формирования разметочных линий разметочная головка 35 и устройство 36 ломки изгибом за одно целое совершают перемещение в плоскости координат X-Y под управлением средств ЧПУ на основании предварительно сохраненной информации о ломке изгибом для устройства 36 ломки изгибом. За счет этого перемещения в плоскости координат X-Y устройство 36 ломки изгибом приспособлено выполнять ломку изгибом и отделять по разметочным линиям лишние участки листового стекла 2 со сформированными на нем разметочными линиями путем последовательного прижатия листового стекла 2 толкающим стержнем 38 во множестве требуемых положений прижатия с получением тем самым листового стекла (вырезанного листового стекла) 2, лишние участки которого отломлены изгибом и отделены. После этого челночный транспортер 62А устройства 14 транспортировки возвращается в положение над листовым стеклом (вырезанным листовым стеклом) 2, лишние участки которого отломлены изгибом и отделены. При этом присоска 67 челночного транспортера 62А опускается, чтобы присосать и поднять листовое стекло 2, лишние участки которого отломлены изгибом и отделены, а челночный транспортер 62А приспособлен перемещаться в сторону участка 9 шлифовки листового стекла 2, которое присосала и подняла эта присоска 67. В то же время, конвейерная лента 17 приспособлена выгружать лишние участки (стекольный бой) листового стекла, остающиеся на конвейерной ленте 17, в бункер для стекольного боя (не показанный), находящийся с нижней по потоку стороне конвейерной ленты 17, и перемещаться при приведении в действие управляющего подачей листового стекла электродвигателя 19 с целью транспортировки вновь поступившего необработанного листового стекла 2 на участок 8 разметки и ломки изгибом.
Оба шлифовальных рабочих стола 11А и 11В последовательно расположены с промежутком между ними с промежутком между ними и проходят в направлении D транспортировки листового стекла 2, т.е. в направлении оси X в канале транспортировки листового стекла 2, а шлифовальная головка 12 неподвижно закреплена на боковой стороне канала транспортировки.
Каждый из шлифовальных рабочих столов 11А и 11В содержит множество чашечных присосок 39 для присасывания и фиксации листового стекла 2 горизонтально на их верхней поверхности; основание 40 стола, которое присасывает и служит опорой для чашечных присосок 39; основной корпус 41, на котором с возможностью вращения установлено основание 40 стола и который осуществляет вращение основания 40 стола с регулировкой угла в определенной плоскости, т.е. в горизонтальной плоскости в данном варианте осуществления под управлением средств ЧПУ; средство 42 перемещения по оси Y, на котором установлен основной корпус 41 и которое перемещает каждый из основных корпусов 41 и, следовательно, каждое из оснований 40 независимо друг от друга по оси Y; и общее для обоих оснований 40 средство 47 перемещения по оси X, на котором установлено оба средства 42 перемещения по оси Y и которое перемещает оба средства 42 перемещения по оси Y и, следовательно, каждое из оснований 40 за одно целое по оси X.
Основания 40 шлифовальных рабочих столов 11А и 11В, совершающие линейное возвратно-поступательное движение при перемещении по оси X средством 47 перемещения по оси X, попеременно продвигаются в положение, соответствующее шлифовальной головке 12. Основание 40 стола, которое было продвинуто в положение, соответствующее шлифовальной головке 12, приспособлено совершать движение в плоскости полярных координат относительно шлифовальной головки 12 путем его вращения с регулировкой угла основным корпусом 41 и путем перемещения по оси Y средством 42 перемещения по оси Y. В то же время, основание 40 стола, которое не было продвинуто в положение, соответствующее шлифовальной головке 12, и отведено от шлифовальной головки 12, прекращает вращение с регулировкой угла и перемещение по оси Y, и вместо этого удаляет листовое стекло 2, которое было отшлифовано непосредственно перед этим шлифовальной головкой 12 и помещается на нем, и доставляет новое листовое стекло 2 для шлифовки.
Каждое из средств 42 перемещения по оси Y содержит две направляющие 43, проходящие в направлении оси Y по верхней поверхности перемещающегося по оси X общего основания 50; перемещающееся по оси Y основание 44, которое установлено на ползунах, способных перемещаться в направлении оси Y по двум направляющим 43, и на котором смонтирован основной корпус 41; подающий винт 45, посредством гайки соединенный с перемещающимся по оси Y основанием 44 и с возможностью вращения установленный на перемещающемся по оси X основании 50 между двумя направляющими 43; и управляющий движением по оси Y электродвигатель 46, выходной вращающийся вал которого соединен с одним концом подающего винта 45 и установлен на перемещающемся по оси X основании 50.
Средство 47 перемещения по оси X содержит две направляющие 48, проходящие в направлении оси X по верхней поверхности основания 3; перемещающееся по оси X основании 50, которое установлено на ползунах, способных перемещаться в направлении оси X по двум направляющим 48; подающий винт 52, посредством гайки соединенный с перемещающимся по оси X основанием 50 и с возможностью вращения установленный на основании 3 между двумя направляющими 48; и управляющий движением по оси X электродвигатель 53, выходной вращающийся вал которого соединен с одним концом подающего винта 52 и установлен на основании 3.
Шлифовальная головка 12, которая находится в положении вблизи канала транспортировки листового стекла 2 и посредством кронштейна 54 установлена на опоре 6, содержит шпиндельный двигатель 56, который посредством средства 55 регулировки вертикального положения установлен на кронштейне 54, и шлифовальный диск 57, установленный на выходном вращающемся вале шпиндельного двигателя 56. Листовое стекло 2 совершает движение в плоскости полярных координат относительно шлифовального диска 57 по мере того, как листовое стекло 2, помещающееся на основании 40 стола совершает вращение с регулировкой угла относительно шлифовального диска 57 в направлении Е вокруг оси О основания 40 стола и перемещение по оси Y.
Устройство 14 транспортировки листового стекла, проходящее по задней поверхности 61 опоры 6 в направлении оси X, имеет два челночных транспортера 62А и 62В, которые приспособлены совершать линейное возвратно-поступательное движение в направлении оси X посредством ползунов 59, способных перемещаться в направлении оси X по двум направляющим 63, проходящим по задней поверхности 61 опоры 6, от положения над участком 8 разметки и ломки изгибом устройства 5 разметки до положения над разгрузочным конвейером 13. Каждый из челночных транспортеров 62А и 62В имеет подвижное основание 69, установленное на ползунах 59, сервоприводы 65А и 65В перемещения, соответственно, установленные на подвижном основании 69, и устройство 66 присасывания и подъема листового стекла, установленное на соответствующем подвижном основании 69. Каждый из сервоприводов 65А и 65В перемещения имеет выходной вращающийся вал с установленной на нем шестерней 70, которая входит в зацепление с зубчатой рейкой 64, проходящей между направляющими 63 по задней поверхности 61.
При независимом приведении в действие соответствующих сервоприводов 65А и 65В перемещения под управлением средств ЧПУ, два соответствующих подвижных основания 69 независимо друг от друга совершают возвратно-поступательное перемещение на необходимое расстояние в направлении оси X под управлением средств ЧПУ.
Одно устройство 66 присасывания и подъема листового стекла, установленное на соответствующем подвижном основании 69, имеет множество присосок 67 для присасывания и прекращения присасывания листового стекла 2 и подъемно-опускной блок 68, на котором установлены присоски 67 и который установлен на подвижном основании 69 таким образом, чтобы поднимать и опускать присоски 67 в вертикальном направлении.
После того, как на участке 8 разметки и ломки изгибом вырезано новое листовое стекло 2, челночный транспортер 62А, снабженный устройством 66 присасывания и подъема листового стекла, которое присасывает и поднимает вырезанное листовое стекло 2, начинает движение вперед в сторону участка 9 шлифовки, т.е. в направлении D транспортировки. В этот момент на шлифовальном рабочем столе 11А на участке 9 шлифовки выполняется шлифовка наружных кромок листового стекла 2 за счет движения основания 40 стола в плоскости полярных координат относительно шлифовальной головки 12, а листовое стекло 2, отшлифованное на шлифовальном рабочем столе 11В, удаляется на разгрузочный конвейер 13 челночным транспортером 62В, который вернулся в зону доступа к листовому стеклу. При перемещении в этом состоянии челночный транспортер 62А с присосанным вырезанным листовым стеклом 2 проходит мимо шлифовального диска 57, выполняющего шлифовку, и над шлифовальным рабочим столом 11А, выполняющим шлифовку, и достигает положения над шлифовальным рабочим столом 11В, который завершил удаление листового стекла 2. После этого челночный транспортер 62А опускает присоску 67 и прекращает присасывание, чтобы тем самым доставить вырезанное листовое стекло 2 и поместить его на шлифовальный рабочий стол 11В. После доставки и помещения на шлифовальный рабочий стол 11В челночный транспортер 62А приступает к возврату на участок 8 разметки и ломки изгибом, а шлифовальный рабочий стол 11В одновременно присасывает и фиксирует поступившее вырезанное листовое стекло 2 своими чашечными присосками 39. По завершении шлифовки листового стекла 2 на шлифовальном рабочем столе 11А шлифовальный рабочий стол 11В совершает перемещение по оси Y и продвигается в сторону шлифовальной головки 12, чтобы начать шлифовку шлифовальной головкой 12. Шлифовальный рабочий стол 11А, на котором ранее завершена шлифовка, совершает перемещение по оси Y и возвращается в зону доступа к листовому стеклу. К этому моменту челночный транспортер 62В уже прошел мимо шлифовального диска 79, выполняющего шлифовку, и над шлифовальным рабочим столом 11В, выполняющим шлифовку, и достиг положения над шлифовальным рабочим столом 11А, чтобы уже начать удаление отшлифованного листового стекла 2. К этому моменту челночный транспортер 62А присосал новое вырезанное листовое стекло 2 и перемещает его в сторону шлифовального рабочего стола 11А. Таким образом, шлифовальная головка 12 в зафиксированном состоянии продолжает шлифовку листового стекла 2 на постоянной основе.
Устройство 1 обработки листового стекла 2 согласно этому варианту осуществления состоит из шлифовальной головки 12, прикрепленной к боковой стороне канала транспортировки листового стекла 2 на участке 9 шлифовки, и двух последовательно расположенных шлифовальных рабочих столов 11А и 11В, параллельно проходящих в направлении D транспортировки листового стекла и приспособленных независимо друг от друга совершать вращение с регулировкой угла, а также движение по оси X параллельно направлению транспортировки D листового стекла и по оси Y перпендикулярно ему. Оба шлифовальных рабочих стола 11А и 11В приспособлены попеременно продвигаться в положение, соответствующее шлифовальной головке 12, и возвращаться из него, и совершать плоское координатное перемещение относительно шлифовальной головки 12, чтобы побуждать шлифовальную головку 12 выполнять шлифовку листового стекла 2 при продвижении. Таким образом, шлифовальная головка 12 приспособлена продолжать шлифовку листового стекла 2 на непрерывной основе по мере попеременного повторения операции, при этом, когда, например, шлифовальный рабочий стол 11А, на котором размещено листовое стекло, позволяет выполнять шлифовку листового стекла 2 шлифовальной головкой 12, шлифовальный рабочий стол 11В отходит из положения, соответствующего шлифовальной головке 12, чтобы удалить уже отшлифованное листовое стекла и принять следующее листовое стекло 2 для новой шлифовки. Поскольку в устройстве 1 обработки листового стекла согласно этому варианту осуществления шлифовальная головка 12 попеременно продолжает шлифовку листового стекла 2 на обоих рабочих столах 11А и 11В и не прекращает ее, может достигаться высокая производительность.
Второй вариант осуществления
На фиг. 5-7 показано устройство 80 обработки листового стекла согласно второму варианту осуществления настоящего изобретения, в котором устройство 5 разметки, устройство 14 транспортировки листового стекла и разгрузочный конвейер 13 сконструированы и действуют также, как в устройстве 1 обработки листового стекла согласно первому варианту осуществления, за исключением того, что устройство 14 транспортировки листового стекла находится на передней поверхности 60 опоры 6, а не на задней поверхности 61 опоры 6, поэтому их описание будет опущено. Хотя конструкция, в которой участок 9 шлифовки содержит два шлифовальных рабочих стола 11А и 11В и одну шлифовальную головку 12, идентична конструкции устройства 1 обработки листового стекла согласно первому варианту осуществления, шлифовальные рабочие столы 11А и 11В и шлифовальная головки 12 расположены и действуют иначе, чем в устройстве 1 обработки листового стекла согласно первому варианту осуществления.
Как и каждый из шлифовальных рабочих столов 11А and 11В устройства 1 обработки листового стекла согласно первому варианту осуществления, каждый из шлифовальных рабочих стола 11А и 11В содержит множество чашечных присосок 39 для присасывания и фиксации листового стекла 2 горизонтально на их верхней поверхности; основание 40 стола, которое присасывает и служит опорой для чашечных присосок 39; и основной корпус 41, на котором с возможностью вращения установлено основание 40 стола и который осуществляет вращение основания 40 стола с регулировкой угла в горизонтальной плоскости, под управлением средств ЧПУ.
Шлифовальные рабочие столы 11А и 11В и шлифовальная головка 12 последовательно расположены с промежутком между ними и проходят в направлении D транспортировки ниже канала 75 транспортировки листового стекла 2 или на центральной линии 76 ниже канала транспортировки 75. С промежутком между шлифовальными рабочими столами 11А и 11В с передней и задней сторон в направлении транспортировки неподвижно установлена шлифовальная головка 12, проходящая в направлении D транспортировки.
Устройство 80 обработки листового стекла имеет средства 77А и 77В перемещения по оси X для попеременного продвижения шлифовальных рабочих стола 11А и 11В в положение, соответствующее шлифовальной головке 12, и отвода из него путем сообщения шлифовальным рабочим столам 11А и 11В движения в направлении оси X независимо друг от друга. Соответствующие шлифовальные рабочие столы 11А и 11В попеременно занимают положение, соответствующее шлифовальной головке 12, за счет линейного движения вперед/назад каждого из средств 77А и 77В перемещения по оси X в направлении оси X и приспособлены совершать движение в плоскости полярных координат относительно шлифовальной головки 12 за счет вращения с регулировкой угла в направлении Е основания 40 стола в положении, соответствующем шлифовальной головке 12, и за счет движения по оси X средств 77А и 77В перемещения по оси X, и отходить в положение доставки и в положение удаления листового стекла 2. В частности, соответствующие шлифовальные рабочие столы 11А и 11В приспособлены попеременно присасывать листовое стекло 2, продвигаться до шлифовальной головки 12 и совершать управляемую в плоскости полярных координат шлифовку листового стекла 2 во взаимодействии со шлифовальной головкой 12, отходить от шлифовальной головки 12 и доставлять и удалять листовое стекло 2.
Шлифовальная головка 12 имеет шлифовальный диск 79 для шлифовки листового стекла 2 путем вращения и шпиндельный двигатель 56, имеющий выходной вращающийся вал для вращения шлифовального диска 79, но в отличие от первого варианта осуществления шлифовальная головка 12 неподвижно вертикально установлена на основании 3 в перевернутом положении, т.е. шлифовальный диск 79 находится на верхней стороне, а шпиндельный двигатель 56 находится на нижней стороне, т.е. неподвижно вертикально установлен на основании 3 посредством кронштейна 91, смонтированного на основании 3 и средства 92 регулировки вертикального положения, расположенного на кронштейне 91.
Это устройство 80 обработки листового стекла дополнительно имеет распылитель 90 для распыления охлаждающей воды на шлифовальный диск 79. Струя охлаждающей воды из распылителя 90 распыляется на шлифовальный диск 79, находящийся в рабочем положении шлифовки напротив шлифовальных рабочих столов 11А и 11В. Когда шлифовальный диск 79 находится напротив шлифовального рабочего стола 11А в направлении оси X, и положение шлифовального диска 79 относительно листового стекла 2 на шлифовальном рабочем столе 11А является рабочим, распылитель 90 распыляет охлаждающую воду в это положение, а распыление охлаждающей воды в положение шлифовального диска 79 на стороне шлифовального рабочего стола 11В прекращается. В то же время, когда шлифовальный диск 79 находится напротив шлифовального рабочего стола 11В в направлении оси X, и положение шлифовального диска 79 относительно листового стекла 2 на шлифовальном рабочем столе 11В является рабочим, охлаждающая вода распыляется в это положение, а распыление охлаждающей воды в положение шлифовального диска 79 на стороне шлифовального рабочего стола 11А прекращается.
Каждое из средств 77А и 77В перемещения шлифовальных рабочих столов 11А и 11В по оси X имеет пару направляющих 83, проходящих по основанию 3 в направлении оси X; перемещающееся по оси X основании 85, которое установлено на ползунах 84, находящихся на этих направляющих 83; подающий винт 86, посредством гайки соединенный с перемещающимся по оси X основанием 85 и установленный на основании 3 между направляющими 83; и управляющий движением по оси X электродвигатель 89А или 89В, соединенный с подающим винтом 86.
Шлифовальный рабочий стол 11А приспособлен для перемещения по оси X при приведении в действие управляющего движением по оси X электродвигателя 89А, а шлифовальный рабочий стол 11В приспособлен для перемещения по оси X при приведении в действие управляющего движением по оси X электродвигателя 89В.
После того, как на участке 8 разметки и ломки изгибом устройства 80 обработки листового стекла вырезано новое листовое стекло 2, челночный транспортер 62А в состоянии, в котором он присосал и поднял это вновь вырезанное листовое стекло 2, начинает движение вперед в сторону участка 9 шлифовки. В этот момент шлифовальный рабочий стол 11А присасывает листовое стекло 2 на участке 9 шлифовки и выполняет шлифовку наружных кромок листового стекла 2 посредством движения в плоскости полярных координат во взаимодействии со шлифовальной головкой 12, а отшлифованное листовое стекло 2 на шлифовальном рабочем столе 11В удаляется в разгрузочный конвейер 13 челночным транспортером 62В, который вернулся в зону доступа к листовому стеклу.
В этом состоянии челночный транспортер 62А с присосанным вырезанным листовым стеклом 2 проходит мимо шлифовального диска 79, выполняющего шлифовку, и над шлифовальным рабочим столом 11А, выполняющим шлифовку, и достигает положения над шлифовальным рабочим столом 11В, который завершил удаление листового стекла 2. После этого челночный транспортер 62А опускает присоску 67 и прекращает присасывание, чтобы тем самым доставить вырезанное листовое стекло 2 и поместить его на шлифовальный рабочий стол 11В. После доставки и помещения на шлифовальный рабочий стол 11В челночный транспортер 62А приступает к возврату на участок 8 разметки и ломки изгибом, а шлифовальный рабочий стол 11В одновременно присасывает и фиксирует поступившее вырезанное листовое стекло 2 своими чашечными присосками 39, перемещается в направлении оси X, продвигается в сторону шлифовальной головки 12 и начинает шлифовку во взаимодействии со шлифовальной головкой 12. Шлифовальный рабочий стол 11А, который ранее выполнял шлифовку, перемещается по оси X и возвращается в зону доступа к листовому стеклу. К этому моменту челночный транспортер 62В уже прошел над шлифовальным диском 79, выполняющим шлифовку, и над шлифовальным рабочим столом 11В, выполняющим шлифовку, и достиг положения над шлифовальным рабочим столом 11А, чтобы уже начать удаление отшлифованного листового стекла 2. К этому моменту челночный транспортер 62А присосал новое вырезанное листовое стекло 2 и перемещает его в сторону шлифовального рабочего стола 11А. Таким образом, шлифовальный диск 79 приспособлен непрерывно шлифовать листовое стекло 2, которое попеременно подается шлифовальными рабочими столами 11А и 11В на участки шлифовки с верхней и нижней по потоку сторон в направлении D транспортировки.
Устройство 80 обработки листового стекла согласно этому варианту осуществления состоит из шлифовальной головки 12 и двух шлифовальных рабочих столов 11А и 11В, между которыми с передней и задней сторон направлении D транспортировки расположена шлифовальная головка 12 и которые способны независимо друг от друга перемещаться по оси X в направлении транспортировки D и совершать вращение с регулировкой угла независимо друг от друга. Оба шлифовальных рабочих стола 11А и 11В приспособлены попеременно продвигаться в положение, соответствующее шлифовальной головке 12, и совершать плоское координатное перемещение, т.е. в плоскости полярных координат относительно шлифовальной головки 12 в этом варианте осуществления. Таким образом, шлифовальная головка 12 приспособлена продолжать шлифование листового стекла 2 на непрерывной основе по мере попеременного повторения операции, в процессе выполнения шлифовки шлифовальной головкой 12 посредством движения в плоскости полярных координат, например, шлифовального рабочего стола 11А с листовым стеклом 2 относительно шлифовальной головки 12 шлифовальный рабочий стол 11В отходит из положения, соответствующего шлифовальной головке 12, удаляет уже отшлифованное листовое стекла 2 и принимает следующее листовое стекло 2 для новой шлифовки. Поскольку шлифовальная головка 12 попеременно продолжает шлифовку листового стекла 2 на обоих рабочих столах 11А и 11В и не прекращает шлифовку, в устройстве обработки листового стекла согласно этому варианту осуществления также может достигаться высокая производительность.
Описание позиций
1: устройство обработки листового стекла
2: листовое стекло
3: основание
Реферат
Изобретение относится к машиностроению и может быть использовано для обработки листового стекла. Устройство содержит шлифовальную головку, два последовательно расположенных шлифовальных рабочих стола, проходящих в направлении транспортировки листового стекла с возможностью независимого вращения с регулировкой угла по оси Х и имеющих основание стола, основной корпус для придания основанию стола контролируемого углового вращения и средство для перемещения основного корпуса по оси Y, перпендикулярной оси Х. Оба рабочих стола приспособлены к попеременному перемещению к шлифовальной головке и от нее с контролируемым угловым вращением и перемещением по оси Y с обеспечением шлифовки листового стекла. При выполнении шлифования на одном из рабочих столов другой из столов отходит от шлифовальной головки для удаления отшлифованного стекла и принятия нового. В результате обеспечивается высокая производительность шлифования листового стекла. 2 н.п. ф-лы, 7 ил.
Комментарии