Способ изготовления контурированных акустических структур - RU2674799C1
Код документа: RU2674799C1
Чертежи



Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[01] В общем, настоящее изобретение относится к акустическим структурам, которые используют для ослабления шума, который излучается от конкретного источника. Более конкретно, настоящее изобретение касается изготовления контурированных акустических структур.
2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[02] Общепризнано, что наилучшим способом обращения с избыточным шумом, генерируемым конкретным источником, является обработка шума на источнике. Обычно этого достигают добавлением акустических демпфирующих структур (акустических средств обработки) к структуре источника шума. Одним особенно проблематичным источником шума является реактивный двигатель, используемый на большей части пассажирских воздушных летательных аппаратов. Акустические средства обработки обычно встраивают в структуры впуска двигателя, гондолы и выпуска. Эти акустические средства обработки включают в себя акустические резонаторы, которые содержат относительно тонкие акустические материалы или сетки, которые имеют миллионы отверстий, создающих акустический импеданс для звуковой энергии, создаваемой двигателем.
[03] Сотовая структура представляет собой популярный материал для использования в воздушных летательных аппаратах и космических летательных аппаратах, поскольку он является относительно прочным и легким. Для акустических применений, таких как гондолы двигателей, акустические материалы добавляют к сотовой структуры так, чтобы сотовые ячейки были акустически закрытыми на конце, расположенном на расстоянии от двигателя, и покрытыми пористым покрытием на конце, ближайшем к двигателю. Таким образом, закрывая сотовые ячейки акустическим материалом создают акустический резонатор, который обеспечивает ослабление, демпфирование или подавление шума. Кроме того, акустические перегородки обычно вводят внутрь сотовых ячеек, чтобы придавать резонатору дополнительные свойства ослабления шума.
[04] Один способ включения акустических перегородок в ячейки сотовой структуры заключается прежде всего в образовании акустических вставок из акустического материала, такого как акустическая сетка или перфорированная акустическая пленка. Плоские акустические вставки изготавливают более крупными по сравнению с отверстиями ячеек. В соответствии с этим, когда вставки продвигают в ячейки толкателем, они складываются в акустические перегородки по форме крышки. Формой крышки обеспечивается участок анкерного закрепления, который соприкасается со стенками ячейки, и центральный участок перегородки, который ослабляет звуковые волны в ячейке. После вставления в ячейки трением между участком анкерного закрепления акустической перегородочной крышки и стенками сотовой структуры акустическая перегородочная крышка временно фиксируется на месте. Затем адгезив используют для постоянного соединения участков анкерного закрепления со стенками ячеек вставленных акустических перегородочных крышек.
[05] Постоянное соединение акустических перегородочных крышек выполняют погружением всей сотовой структуры в резервуар с жидким адгезивом. Глубину, на которую сотовую структуру погружают в адгезив, выбирают так, чтобы участки анкерного закрепления вставленных акустических перегородочных крышек окунались в жидкий адгезив. Этот процесс погружения в адгезив является особенно эффективным, поскольку им обеспечивается одновременное соединение многих сотен акустических перегородок, которые располагаются в типичной сотовой акустической структуры. Существенное требование к этой процедуре заключается в том, что сотовая структура должна быть планарной или плоской, чтобы глубина погружения в резервуар клея была одинаковой для всех ячеек и легко контролируемой. Акустические сотовые панели, в которых используются акустические перегородочные крышки, подробно описаны в патентах США №№ 7434659, 7510052, 7854298, 8413761, 8579076, 8607924 и 8733500, содержания которых включены в эту заявку путем ссылки.
[06] Многие акустические структуры, такие как гондолы реактивных двигателей, следует делать криволинейными или контурированными для получения структуры, которая окружает источник шума. Придание кривизны плоским акустическим сотовым панелям или оконтуривание их обычно выполняют после помещения плоской панели на криволинейную поверхность формы. Затем сочетание теплоты и давления используют для придания панели кривизны, соответствующей поверхности формы. Несколько небольших плоских панелей, обычно объединенных друг с другом, образуют более крупную панель, размер которой находится ближе к требуемому размеру конечной акустической структуры. Оконтуривание узла панелей выполняют на относительно большой поверхности формы при использовании теплоты и давления. Собранные панели могут быть соединены друг с другом до, после или во время образования контура на форме.
[07] Описанная выше процедура формования плоских акустических сотовых панелей пригодна для образования акустических структур, в которых радиус кривой линии (радиус кривизны) является относительно большим. Однако имеются несколько ситуаций, особенно при образовании гондол реактивных двигателей, когда желательно уменьшать радиус кривой линии для получения панели с более резким изгибом кривой линии или контура. Попытки использовать процедуры формования для образования акустических сотовых панелей с относительно резкими изгибами кривых линий были неудачными. Например, стенки и перегородки сотовой структуры деформируются, когда радиус кривой линии уменьшают сверх обычных пределов. Кроме того, соединительные линии между панелями и узловыми соединениями, расположенными в панелях, подвергаются опасности повреждения, когда радиус кривой линии уменьшают.
[08] В настоящее время имеется необходимость в создании способа образования контурированных акустических сотовых панелей, в которых кривизна панели имеет относительно резкий изгиб и в то же самое время исключены проблемы деформирования структуры, акустических искажений и повреждения соединений, которые связаны с попытками использования обычных процедур для формования таких криволинейных панелей с резкими изгибами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[09] В соответствии с настоящим изобретением было обнаружено, что можно изготавливать акустические сотовые панели, в которых кривизна или контур панели имеет более резкий изгиб, чем контуры, получаемые в настоящее время при использовании обычных процедур формования панелей. Настоящее изобретение включает в себя использование существующей акустической сотовой панели и разрезание панели на сегменты. Затем сегменты соединяют или соединяют швами друг с другом, чтобы образовать сегментированную акустическую сотовую панель, которая имеет кривизну с более резким изгибом, чем исходная панель. Было обнаружено, что сегментированные акустические сотовые панели представляют собой криволинейные акустические сотовые панели с резкими изгибами, которые не имеют деформаций структуры или акустических искажений.
[10] Настоящее изобретение основано на способе, в котором существующую акустическую сотовую панель, имеющую радиус кривизны, разрезают на сегменты, имеющие продольные и поперечные стороны, которые продолжаются между краями сотовой структуры. Сегменты соединяют друг с другом вдоль их продольных или поперечных сторон, чтобы образовать сегментированную акустическую сотовую структуру, в которой радиус кривизны отличается от радиуса кривизны исходной акустической сотовой панели. Что касается особенности изобретения, то было обнаружено, что форму продольных или поперечных сторон сегментов и толщину адгезивного соединения можно регулировать, чтобы создавать сегментированные акустические сотовые панели, которые являются сильно криволинейными и которые пригодны для использования в ответственных применениях по подавлению шума, таких как гондолы реактивных двигателей.
[11] В одном варианте осуществления изобретения сегменты соединяют вдоль их продольных сторон, при этом поперечные стороны имеют прямоугольную форму. Адгезивное соединение, которое используют для соединения швами сегментов друг с другом, имеет в поперечном сечении форму клина, при этом толщину адгезивного соединения изменяют от одного края сотовой структуры до другого. Это сочетание прямоугольных поперечных сторон и клиновидных адгезивных соединительных линий позволяет изменять радиусы кривизны исходной панели без искажения акустических или структурных свойств панели.
[12] В еще одном варианте осуществления изобретения сегменты соединяют друг с другом вдоль их продольных сторон, при этом поперечные стороны имеют форму трапеции или клина. Адгезивное соединение, которое используют для соединения швами сегментов друг с другом, имеет равномерную толщину от одного края сотовой структуры до другого. Это сочетание клиновидных поперечных сторон и адгезивной соединительной линии равномерной толщины также позволяет изменять радиусы кривизны исходной панели без искажения акустических или структурных свойств панели.
[13] Что касается особенности настоящего изобретения, то можно использовать существующую акустическую сотовую панель, которая является плоской или криволинейной, а также можно использовать обычные процедуры теплового формования и дополнительно повышать изгиб кривой линии даже без искажения структурных или акустических свойств панели. Такие контурированные панели с резкими изгибами найдут особое применение в области ослабления шума реактивных двигателей, в которой возможность создания сильно криволинейных гондол и других акустических структур является важным проектным решением.
[14] Описанные выше и многие другие признаки и сопутствующие преимущества настоящего изобретения станут более понятными при обращении к последующему подробному описанию в сочетании с сопровождающими чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах:
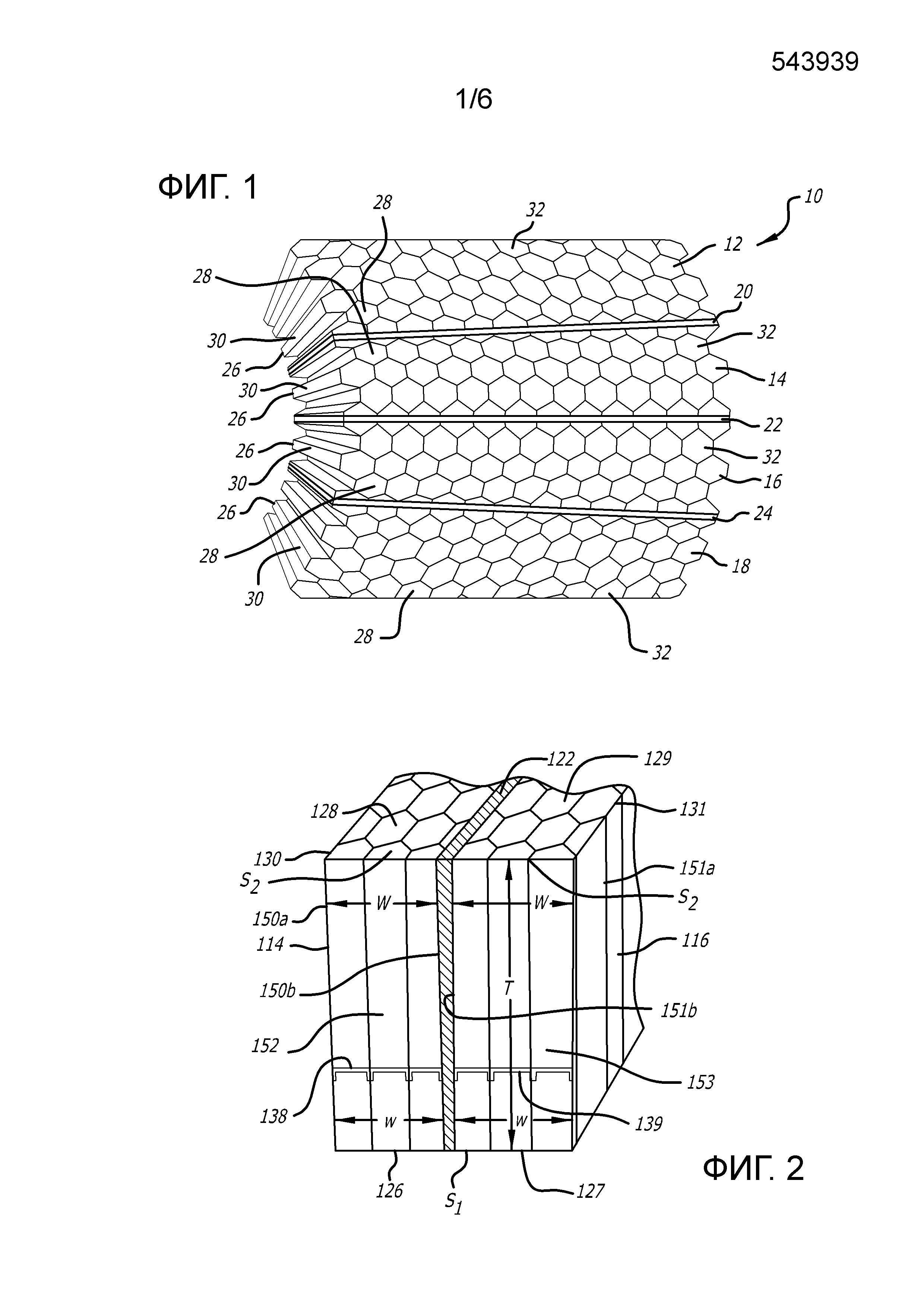
[15] фиг. 1 - перспективный вид служащей примером контурированной акустической сотовой панели, которая была изготовлена в соответствии с настоящим изобретением;
[16] фиг. 2 - вид сбоку участка двух прямоугольных сегментов первой предпочтительной, служащей примером контурированной акустической сотовой панели, которая была изготовлена в соответствии с настоящим изобретением;
[17] фиг. 3 - вид сбоку участка двух клиновидных сегментов второй предпочтительной, служащей примером контурированной акустической сотовой панели, которая была изготовлена в соответствии с настоящим изобретением;
[18] фиг. 4 - вид сверху участка первой предпочтительной, служащей примером контурированной акустической сотовой панели с показом адгезивного соединения между сторонами двух прямоугольных сегментов;
[19] фиг. 5 - вид сверху участка второй предпочтительной, служащей примером контурированной акустической сотовой панели с показом адгезивного соединения между сторонами двух клиновидных сегментов;
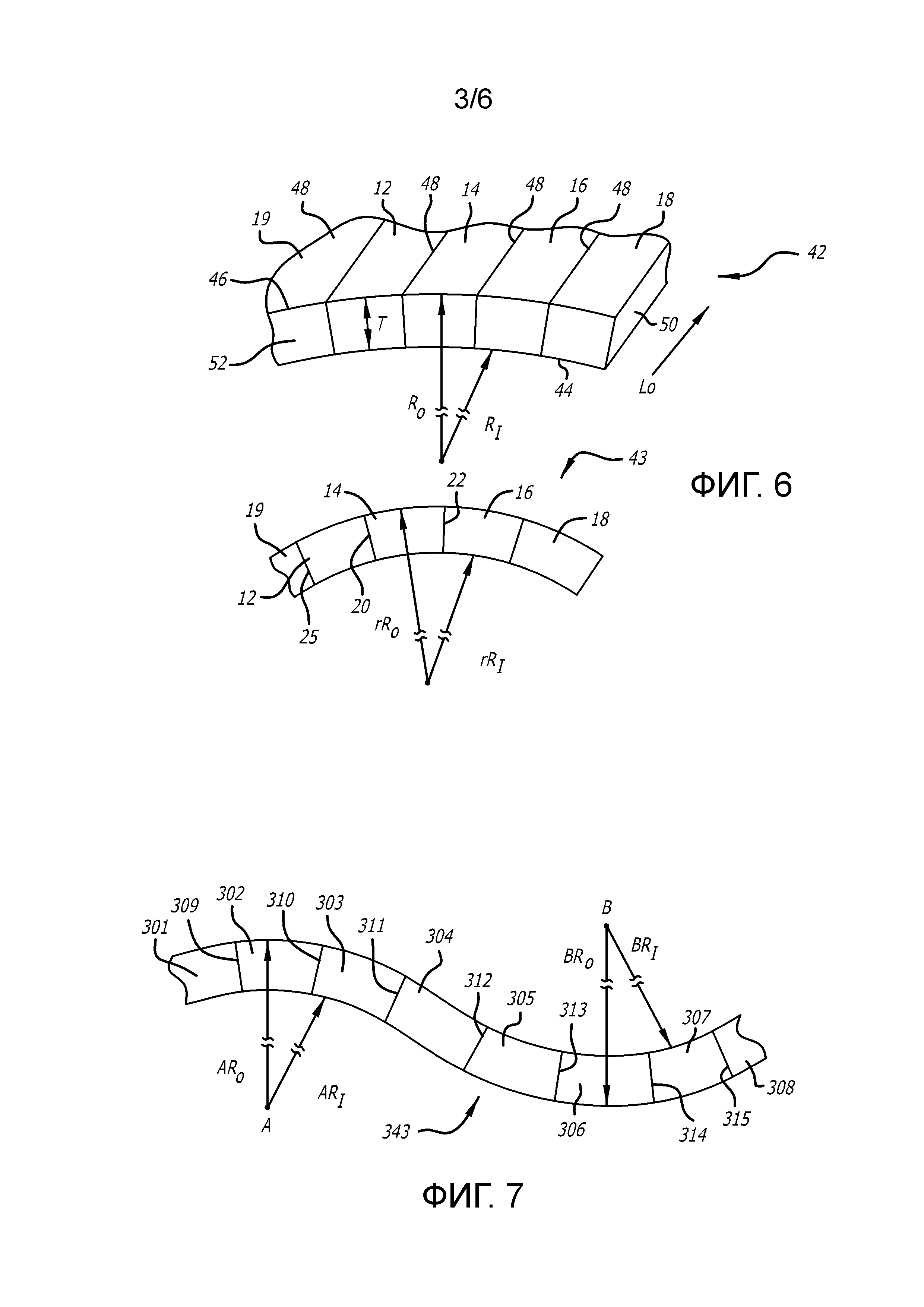
[20] фиг. 6 - схематическое представление, иллюстрирующее, каким образом настоящее изобретения используется для уменьшения радиусов кривизны и получения акустической сотовой панели с контуром, имеющим более резкий изгиб;
[21] фиг. 7 - схематическое представление, иллюстрирующее, каким образом настоящее изобретение можно использовать для изготовления контурированных акустических сотовых панелей, имеющих сложные контуры;
[22] фиг. 8 - схематическое представление, иллюстрирующее этапы использования формы для установки в заданное положение сегментов во время формования первой предпочтительной, служащей примером контурированной акустической сотовой панели, за которым следовала механическая обработка панели для дальнейшего повышения изгиба контура;
[23] фиг. 9 - схематическое представление, иллюстрирующее этапы использования формы для установки в заданное положение сегментов во время формования второй предпочтительной, служащей примером контурированной акустической сотовой панели, за которым следовала механическая обработка панели для дальнейшего повышения изгиба контура;
[24] фиг. 10 - вид участка, служащей примером контурированной акустической сотовой панели со сплошным и пористым облицовочными листами, которые обычно соединяют с панелью для образования акустической структуры; и
[25] фиг. 11 - пример акустической структуры, находящейся на месте ослабления шума, генерируемого источником.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[26] На фиг. 1 позицией 10 показана, служащая примером контурированная акустическая сотовая панель, предназначенная для использования при изготовлении акустических структур согласно настоящему изобретению. Контурированная акустическая сотовая панель 10 включает в себя четыре сегмента 12, 14, 16 и 18 сотовой структуры. Четыре сегмента сотовой структуры соединены друг с другом вдоль их продольных сторон адгезивными соединениями 20, 22 и 24, которые имеют форму швов или соединительных линий. Каждый из сегментов 12, 14, 16 и 18 состоит из сотовой структуры, имеющей первый край 26, который должен располагаться вблизи источника шума, и второй край 28. Сотовая структура в каждом из сегментов включает в себя стенки 30, которые продолжаются между двумя краями 26 и 28, обозначая множество ячеек 32. Каждая из ячеек 32 имеет глубину (также называемую толщиной заполнителя или панели), которая равна расстоянию между двумя краями 26 и 28. Кроме того, каждая ячейка 32 имеет площадь поперечного сечения, которая измеряется перпендикулярно стенкам 30 ячейки.
[27] Как показано на фиг. 10, акустическую сотовую панель 10 обычно располагают между пористым облицовочным листом 34 и сплошным акустическим экранирующим облицовочным листом 36, чтобы образовать акустическую структуру, такую как гондола реактивного двигателя. Сплошной акустический экранирующий облицовочный лист 36 образует акустический экран на нижней части акустических ячеек 32, которая соответствует второму краю 28 сотовой структуры. Индивидуальные сплошные акустические экраны можно вводить в ячейки 32, когда желательно, чтобы акустическая нижняя часть ячеек не соответствовала второму краю 28 сотовой акустической панели 10. Акустические перегородки 38 расположены во всех ячейках 32. Как показано на фиг. 10 и 11, предпочтительно, чтобы перегородки 38 были расположены ближе к первому краю 26, чем к второму краю. На фиг. 11 участок законченной акустической структуры показан в рабочем положении как часть гондолы, окружающей одну или несколько частей реактивного двигателя, который схематически показан позицией 40.
[28] Способ согласно настоящему изобретению включает в себя использование плоской или криволинейной акустической сотовой панели и разрезание ее на сегменты определенной формы, которые затем соединяют друг с другом способом, в соответствии с которым изменяют исходную форму панели так, чтобы образовать кривые линии или контуры с более резкими изгибами. В этом описании акустическая сотовая панель представляет собой акустическую сотовую панель, в которой акустические перегородки вводят и присоединяют на месте в ячейках сотовой структуры. Обратимся к фиг. 6, на которой показана существующая акустическая сотовая панель 42, которая изготовлена при использовании обычной процедуры, в соответствии с которой плоскую акустическую сотовую панель нагревают и изгибают на поверхности формы по возможности без деформации стенок ячеек или перегородок. Первый край 44 панели 42 имеет кривизну с радиусом RI и второй край 46 имеет кривизну с радиусом RO. Толщина (Т) панели 42 получена разрезанием в продольном направлении (LO) по линиям 48 для образования сегментов 12, 14, 16, 18 и 19, каждый из которых имеет продольные стороны 50 и поперечные стороны 52. Что касается особенностей изобретения, то сегменты затем соединяют друг с другом вдоль их продольных сторон в 20, 22, 24 и 25 таким образом, чтобы радиусы кривизны RI и RO уменьшались до rRI и rRO, соответственно, без дополнительного теплового формования и без деформации стенок или перегородок сотовой структуры. Измененная сегментированная акустическая сотовая панель с контуром, имеющим более резкий изгиб, показана позицией 43 на фиг. 6.
[29] В первом предпочтительном варианте осуществления существующую акустическую сотовую панель разрезают, чтобы образовать сегменты 112, 114, 116, 118 и 119, которые, как показано на фиг. 2 и 8, имеют поперечные стороны прямоугольной формы и адгезивные соединения, имеющие толщину, возрастающую от первого края панели к второму краю. Что касается фиг. 2, то первый сегмент 114 показан присоединенным к второму сегменту 116 адгезивным соединением 122. Первый сегмент имеет продольные стороны 150a/150b и поперечную сторону 152. Второй сегмент 116 имеет продольные стороны 151a/151b и поперечную сторону 153. Первый сегмент 114 имеет первую краевую поверхность 126 первого сегмента и вторую краевую поверхность 128 первого сегмента. Ширина (w) первой краевой поверхности 126 первого сегмента равна ширине (W) второй краевой поверхности 128 первого сегмента, так что боковая грань 152 имеет прямоугольную форму. Второй сегмент 116 имеет первую краевую поверхность 127 второго сегмента и вторую краевую поверхность 129 второго сегмента. Ширина (w) первой краевой поверхности 127 второго сегмента равна ширине (W) второй краевой поверхности 129 второго сегмента, так что боковая грань 153 также имеет прямоугольную форму. Толщину (Т) сегментов можно изменять относительно ширины (w/W), так что возможны различные прямоугольные формы, включая квадратную.
[30] Первый сегмент 114 включает в себя такие же перегородки 138 в ячейках 130, какие имелись в исходной акустической сотовой панели, а кривизны первой краевой поверхности 126 и второй краевой поверхности 128 такие же, как в исходной панели. Второй сегмент 116 также включает в себя такие же перегородки 139 в ячейках 131, какие имелись в исходной акустической сотовой панели, а кривизны первой краевой поверхности 127 и второй краевой поверхности 129, такие же, как в исходной панели.
[31] В этом первом предпочтительном варианте осуществления объединенные первые краевые поверхности 126 и 127 первого и второго сегментов 114 и 116 образуют сегментированную поверхность (S1), имеющую радиус (rRI) кривизны, который меньше, чем радиус (RI) кривизны исходной акустической сотовой панели. Таким же образом объединенные вторые краевые поверхности 128 и 129 первого и второго сегментов 114 и 116 образуют сегментированную поверхность (S2), имеющую радиус (rRO) кривизны, который меньше, чем радиус (RO) кривизны исходной акустической сотовой панели.
[32] Поскольку в этом первом предпочтительном варианте осуществления сегменты 114 и 116 имеют прямоугольную форму, необходимое уменьшение радиусов кривизны до rRI и rRO достигается соединением сегментов друг с другом вдоль их продольных граней 150b и 151b при использовании клиновидной адгезивной соединительной линии 122. Адгезивное соединение 122 создают так, чтобы толщина адгезивного соединения на сегментированной первой краевой поверхности (S1) была небольшой или меньше, чем толщина адгезивного соединения на сегментированной второй краевой поверхности (S2).
[33] Было обнаружено, что использование прямоугольных сегментов в сочетании с клиновидным адгезивным соединением делает возможным значительное уменьшение радиусов кривизны акустической сотовой панели и в то же время получение структурно прочной панели, в которой на акустические свойства исходной панели не оказывают отрицательного влияния уменьшение радиусов кривизны и получающийся более резкий изгиб контура панели.
[34] При использовании клиновидного адгезивного соединения согласно первому предпочтительному варианту осуществления также предпочтительно, чтобы продольные грани 150b и 151b имели определенную форму, при которой сегменты можно вкладывать друг в друга, как показано на фиг. 4, для образования сцепления с вложением друг в друга. Вложением продольных граней 150b и 151b друг в друга обеспечивается повышение площади поверхности соединения, что является предпочтительным при изменении толщины адгезивного соединения 122.
[35] Степень уменьшения радиусов кривизны, достигаемая при использовании прямоугольных сегментов согласно первому предпочтительному варианту осуществления, определяется и регулируется изменением толщины клиновидного адгезивного соединения. Следствием большего приращения толщины между сегментированной первой краевой поверхностью и сегментированной второй поверхностью будет большее уменьшение радиусов кривизны. Для типичных акустических сотовых панелей толщиной от 2 до 20 см, которые имеют гексагональные ячейки шириной от 0,5 до 2 см при толщине стенок ячеек от 0,25 мм до 10 мм, предпочтительно, чтобы адгезивное соединение имело приращение толщины от 1 мм до 5 мм. Например, предпочтительные панельные сегменты имеют толщину (t) от 4 до 10 см и ширину (w) от 3 до 8 см. Предпочтительно, чтобы адгезивное соединение имело толщину от 0,5 до 2 мм на S1 и приращение толщины от 2 до 6 мм на S2. При использовании плоских панельных сегментов можно образовывать измененные сегментированные акустические панели согласно этому варианту осуществления изобретения, внутренние радиусы (rRI) кривизны которых меньше 100 см и составляют всего лишь 25 см, особенно в случае панелей, имеющих толщину (t) около нижнего конца диапазона. Даже возможно получение кривых линий с более резким изгибом, когда исходные панельные сегменты являются криволинейными.
[36] Как показано на фиг. 8, образование адгезивных соединений между прямоугольными сегментами предпочтительно выполнять на форме 60. Форма имеет криволинейную поверхность 62, на которую помещают прямоугольные сегменты 112, 114, 116, 118 и 119, чтобы образовать измененную акустическую панель 143. Криволинейная поверхность 62 имеет радиус (Rm) кривизны, который близок к требуемому измененному радиусу (rRI) кривизны или равен ему. Клиновидные зазоры образуются между прямоугольными сегментами, когда их закрепляют на поверхности 62 формы. Использование поверхности 62 формы для образования клиновидных зазоров является предпочтительным для гарантии точной ориентации сегментов и образования требуемых клиновидных адгезивных соединений 120, 122, 124 и 125 между сегментами. Адгезив, используемый для образования адгезивной линии или шва, можно наносить на грани сегментов до или после ориентации сегментов на поверхности формы.
[37] В дополнение к использованию клиновидных адгезивных соединений при изменении контура исходной акустической сотовой панели предпочтительно механически обрабатывать внешние поверхности измененной панели 143 для дальнейшего повышения изгиба контура панели. Как показано на нижней части фиг. 8, измененная акустическая панель 143 механически обработана, что показано пунктирной линией 145, для удаления излишнего сотового материала 147 и образования механически обработанной панели, которая включает в себя механически обработанные сегменты 112m, 114m, 116m, 118m и 119m. Внешние поверхности этих механически обработанных сегментов показаны пунктирной линией 145. Эта механическая обработка панели позволяет дополнительно уменьшить радиус (rRI) кривизны сегментированной поверхности (S1) и/или радиус (rRO) кривизны сегментированной поверхности (S2), чтобы при необходимости получить еще более резкий изгиб кривых линий. Механическую обработку панели можно использовать для дальнейшего уменьшения радиусов кривизны до 60% первоначальной величины. Кроме того, механическую обработку можно использовать для удаления сотового материала, чтобы делать открытые боковые грани механически обработанной панели более пригодными для соединения с другими панелями, особенно в случае, когда сегменты вставляют друг в друга при соединении.
[38] Пример второго предпочтительного варианта осуществления применительно к изготовлению измененных акустических сотовых панелей согласно настоящему изобретению включает в себя разрезание существующей акустической сотовой панели 42 на сегменты клиновидной формы вместо сегментов прямоугольной формы, которые используются в первом предпочтительном варианте осуществления. Клиновидные сегменты соединяют друг с другом, используя адгезивное соединение равномерной толщины, чтобы получать измененную акустическую сотовую панель, имеющую контур с более резкими изгибом.
[39] Пример второго предпочтительного варианта осуществления показан на фиг. 3, 5 и 9. Что касается фиг. 3, то первый сегмент 214 показан соединенным с вторым сегментом 216 адгезивным соединением 222. Первый сегмент имеет продольные стороны 250a/250b и поперечную сторону 252. Второй сегмент 216 имеет продольные стороны 251a/251b и поперечную сторону 253. Первый сегмент 214 имеет первую краевую поверхность 226 первого сегмента и вторую краевую поверхность 228 первого сегмента. Ширина (w) первой краевой поверхности 226 первого сегмента меньше, чем ширина (W) второй краевой поверхности 228 первого сегмента, так что боковая грань 252 имеет трапецеидальную или клиновидную форму. Второй сегмент 216 имеет первую краевую поверхность 227 второго сегмента и вторую краевую поверхность 229 второго сегмента. Ширина (w) первой краевой поверхности 227 второго сегмента меньше, чем ширина (W) второй краевой поверхности 229 второго сегмента, так что боковая грань 253 также имеет трапецеидальную или клиновидную форму. Толщину (Т) сегментов можно изменять относительно ширины (w/W), так что возможны различные клиновидные формы.
[40] Первый сегмент 214 включает в себя такие же перегородки 238 в ячейках 230, какие имелись в исходной акустической сотовой панели, а кривизны первой краевой поверхности 226 и второй краевой поверхности 228 такие же, как в исходной панели. Второй сегмент 216 также включает в себя такие же перегородки 239 в ячейках 231, какие имелись в исходной акустической сотовой панели, а кривизны первой краевой поверхности 227 и второй краевой поверхности 229 такие же, как в исходной панели.
[41] В этом втором предпочтительном варианте осуществления объединенные первые краевые поверхности 226 и 227 первого и второго сегментов 214 и 216 образуют сегментированную поверхность (S1), имеющую радиус (rRI) кривизны, который меньше, чем радиус (RI) кривизны исходной акустической сотовой панели. Таким же образом объединенные вторые краевые поверхности 228 и 229 первого и второго сегментов 214 и 216 образуют сегментированную поверхность (S2), имеющую радиус (rRO) кривизны, который меньше, чем радиус (RO) кривизны исходной акустической сотовой панели.
[42] Поскольку сегменты 214 и 216 в этом втором предпочтительном варианте осуществления имеют трапецеидальную или клиновидную форму, требуемое уменьшение радиусов rRI и rRO кривизны достигается соединением сегментов друг с другом вдоль их продольных граней 250b и 251b при использовании адгезивной соединительной линии 222, которая имеет постоянную или равномерную толщину. Адгезивное соединение 222 образуют так, чтобы толщина адгезивного соединения на сегментированной первой краевой поверхности (S1) была такой же, как толщина адгезивного соединения на сегментированной второй краевой поверхности (S2).
[43] Было обнаружено, что использование клиновидных сегментов в сочетании с адгезивным соединением равномерной толщины делает возможным значительное уменьшение радиусов кривизны акустической сотовой панели и в то же время получение структурно прочной панели, в которой на акустические свойства исходной панели не оказывают отрицательного влияния уменьшение радиусов кривизны и получающийся более резкий изгиб контура панели.
[44] При использовании клиновидных сегментов согласно второму предпочтительному варианту осуществления нет необходимости в том, чтобы продольные грани 250b и 251b были вложены друг в друга, как показано это на фиг. 4. Вместо этого продольные грани 250b и 251b могут быть совмещены при любой подходящей ориентации, включая совмещение с вложением или совмещение без вложения, показанное на фиг. 5.
[45] Степень уменьшения радиусов кривизны, достигаемая при использовании клиновидных сегментов согласно второму предпочтительному варианту осуществления, определяется и регулируется различием между шириной (w) первой краевой поверхности и шириной (W) второй краевой поверхности. Следствием большей ширины (W) по сравнению с шириной (w) является более значительное получающееся уменьшение радиусов кривизны. Для типичных акустических сотовых панелей толщиной от 2 до 20 см, имеющих гексагональные ячейки, ширина которых составляет от 0,5 до 2 см, со стенками ячеек толщиной от 0,25 мм до 10 мм предпочтительно, чтобы ширина (w) первой краевой поверхности была от 5 мм до 20 мм и меньше, чем ширина (W) второй краевой поверхности. Например, панели толщиной от 4 до 10 см предпочтительно нарезать на сегменты, в которых w составляет от 3 до 7 см и W составляет от 4 до 8 см. Предпочтительно, чтобы внутренний угол между первой боковой поверхностью и поперечными сторонами сегментов составлял от 91 до 95°. Нет необходимости в том, чтобы оба внутренних угла данного сегмента были одинаковыми. Внутренние углы могут быть переменными, особенно в ситуациях, когда постоянный радиус кривизны не является желательным. При использовании плоских панельных сегментов можно образовывать измененные сегментированные акустические панели согласно этому варианту осуществления, в которых внутренние радиусы (rRI) кривизны меньше 100 см и доходят до 25 см, особенно для панелей, имеющих толщину (t) около нижнего конца диапазона. При криволинейных исходных сегментах панели возможны даже более резкие изгибы кривых линий.
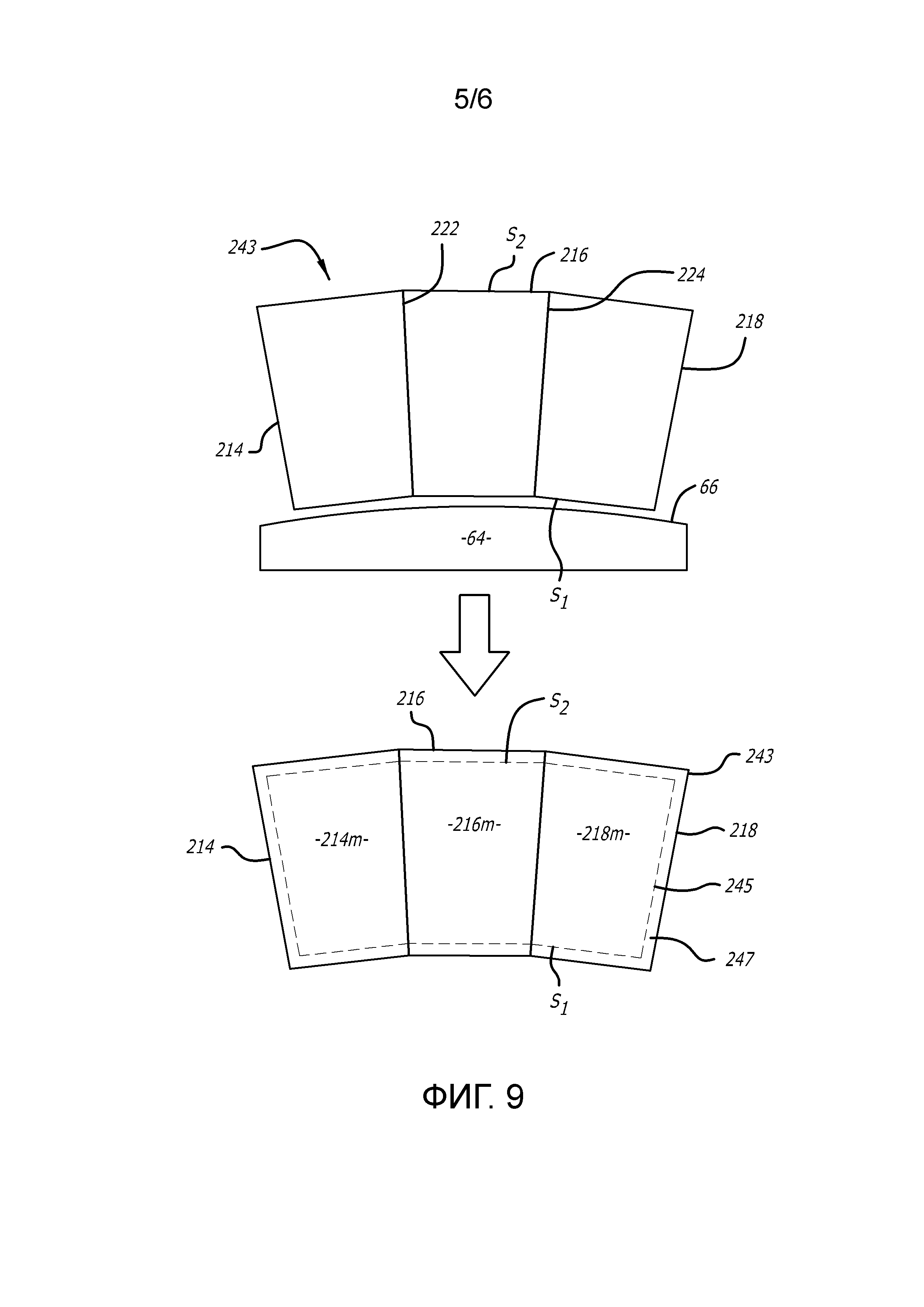
[46] Как показано на фиг. 9, образование адгезивных соединений между клиновидными сегментами предпочтительно выполнять на форме 64. Форма имеет криволинейную поверхность 66, на которую помещают клиновидные сегменты 214, 216 и 218, чтобы образовать измененную акустическую панель 243. Криволинейная поверхность 66 имеет радиус (Rm) кривизны, который близок к требуемому измененному радиусу (RI) кривизны или равен ему. Зазоры равномерной толщины образуются между клиновидными сегментами, когда их закрепляют на поверхности 66 формы. Предпочтительно использовать поверхность 66 формы для образования клиновидных зазоров, чтобы гарантировать точную ориентацию клиновидных сегментов и образование требуемых адгезивных соединений 222 и 224 равномерной толщины. Адгезив, используемый для образования адгезивной линии или шва, можно наносить на грани сегментов до или после того, как сегменты ориентированы на поверхности формы.
[47] В дополнение к использованию клиновидных сегментов при изменении контура исходной акустической сотовой панели предпочтительно механически обрабатывать внешние поверхности измененной панели 243 для дополнительного изгибания контура панели. Как показано на нижней части фиг. 9, измененная акустическая панель 243 обработана механически, что показано пунктирной линией 245, для удаления излишнего сотового материала 247 и образования механически обработанной панели, которая включает в себя механически обработанные сегменты 214m, 216m и 218m. Внешние поверхности этих механически обработанных сегментов показаны пунктирной линией 245. Эта механическая обработка панели позволяет дополнительно уменьшать радиус (rRI) кривизны сегментированной поверхности (S1) и/или радиус (rRO) кривизны сегментированной поверхности (S2), чтобы при необходимости получать кривые линии с еще более резким изгибом. Кроме того, механическую обработку можно использовать для удаления сотового материала, чтобы делать открытые боковые грани механически обработанной панели более пригодными для соединения с другими панелями, особенно в случаях, когда при соединении сегменты вкладывают друг в друга.
[48] При желании описанные выше первый и второй предпочтительные варианты осуществления можно объединять, чтобы получать контуры с такими резкими изгибами, которые невозможно получать при использовании любого одного варианта осуществления. Например, клиновидные сегменты согласно второму варианту осуществления можно присоединять друг к другу вдоль их продольных граней, используя клиновидные соединения из первого варианта осуществления. Это сочетание клиновидных форм для как сегментов сотовой структуры, так и соединительных линий между сегментами позволяет при необходимости получать контуры с предельно резкими изгибами.
[49] Настоящее изобретение можно использовать для того, чтобы использовать существующие плоские или криволинейные акустические сотовые панели и образовывать измененные панели, имеющие многочисленные кривые линии. Как показано на фиг. 7, существующая криволинейная акустическая сотовая панель, такая как панель 42 на фиг. 6, была разрезана на многочисленные сегменты 301-308 в соответствии с первым и/или вторым предпочтительными вариантами осуществления, а сегменты были соединены друг с другом по соединительным линиям 309-315 для образования контурированной панели 343, имеющей по меньшей мере две кривые линии или два контура с различными радиусами кривизны. Первый контур расположен около центра А при краевых поверхностях панели, имеющих радиусы ARI и ARO кривизны. Второй контур расположен около центра В при краевых поверхностях панели, имеющих радиусы BRI и BRO кривизны. Оба радиуса ARI и BRI панели 343 меньше, чем RI исходной панели. Оба радиуса ARO и BRO панели 343 также меньше, чем RO исходной панели.
[50] Сотовая структура, используемая в акустической панели, может быть изготовлена из любых материалов, которые обычно используют в акустических сотовых структурах, включая металлы, керамики и композиционные материалы, такие как стеклянные или углеродные волокна, объединенные с матрицей смолы. Подходящую акустическую сотовую структуру образуют из арамидной бумаги, которую покрывают теплостойкой смолой, такой как фенольная смола. Арамидная бумага NOMEX® и арамидная бумага KEVLAR® производятся E.I. DuPont de Nemours & Company (Уилмингтон, Делавэр). Сотовая структура, изготовленная из этих покрытых смолой бумаг, доступна для приобретения от Hexcel Corporation (Даблин, Калифорния) под торговым наименованием Hex Web® HRH. Однако изобретение особенно пригодно для повышения изгиба контуров акустической сотовой структуры, изготовленной из алюминиевых или стеклянных волокон, пропитанных теплостойкой смолой, такой как фенольная смола. Предпочтительная алюминиевая сотовая структура доступна для приобретения от Hexcel Corporation под торговым наименованием Hex Web® CR-PAA-5056 с ячейками шириной 1 см и плотностью заполнителя 4,2 или 3,1 фунт/фут3 (67,28 или 49, 66 кг/м3). Предпочтительная сотовая структура, изготовленная из стеклянных волокон и матрицы фенольной смолы, также доступна для приобретения от Hexcel Corporation под торговым наименованием Hex Web® HTP с ячейками шириной 1 см и плотностью заполнителя 3,2; 3,5; 4,5 или 6,0 фунт/фут3 (51,26; 56,06; 72,08 или 96,11 кг/м3).
[51] Размеры сотовой структуры, которую разрезают на сегменты в соответствии с настоящим изобретением, могут изменяться в широких пределах. Для подавления шума на воздушном летательном аппарате сотовые заполнители обычно имеют гексагональные ячейки шириной от 0,5 см до 2 см, при этом толщина заполнителей составляет от 2 см до 20 см (расстояние между краями сотовой структуры). Толщина стенок сотовой структуры также может изменяться, при этом стенки типичной сотовой структуры имеют толщину порядка от 0,25 мм до 10 мм. Сочетанием размера ячеек, толщины стенок и плотностью используемого материала определяется плотность заполнителя. Сотовая структура, имеющая плотность порядка от 2 фунт/фут3 до 8 фунт/фут3 (от 32,17 кг/м3 до 128,15 кг/м3), является предпочтительной.
[52] Материалы, используемые для изготовления сплошного акустического экранирующего листа 36, также могут быть любыми сплошными облицовочными листовыми материалами, обычно используемыми для акустических структур, которые обычно включают в себя материалы таких же видов, которые используют для изготовления сотовой структуры. Материалы, используемые для изготовления пористого облицовочного листа 34 также могут быть любыми материалами, обычно используемыми для таких пористых структур, при условии, что поры или перфорации в структуры являются достаточными для вхождения звуковых волн от реактивного двигателя или другого источника шума в акустические ячейки или резонаторы.
[53] Перегородки или акустические вставки предпочтительно изготавливать из сетчатой ткани, тканной из моноволокна. Волокна могут быть образованы из стекла, углерода, керамики или полимеров. Полимерные моноволокна, изготовленные из полиамида, такого как полиамид 6 (нейлон, 6 РА6) и полиамид 12 (нейлон 12, РА12), полиэфира, сополимера полиэтилена и хлортрифторэтилена (ECTFE), сополимера этилена и тетрафторэтилена (ETFE), политетрафторэтилена (PTFE), полифенилсульфида (PPS), полифторэтиленпропилена (FEP), полиэфирэфиркетона (PEEK), являются несколькими примерами. Например, листы из сетчатой акустической ткани можно получать от SEFAR America Inc. (Buffalo Division Headquarter 111 Calumet Street Depew, NY 14043) под торговыми наименованиями SEFAR PETEX, SEFAR NITEX и SEFAR PEEKTEX. Пленки, изготовленные из перечисленных выше материалов перегородок, также можно использовать при условии, что они являются перфорированными для обеспечения требуемых свойств акустического демпфирования.
[54] Адгезив, который используют для соединения перегородок со стенками ячеек, может быть любым из обычных адгезивн, используемых при изготовлении сотовой панели. Предпочтительные клеи включают в себя клеи, которые являются стабильными при высокой температуре (300-500°F (148,8-260°С)). Примеры адгезивн включают в себя эпоксидные, акриловые, фенольные, цианоакрилатные, бисмалеимидные, полиамид-имидные и полиимидные клеи.
[55] Адгезивные соединения или швы между сегментами можно образовывать при использовании любой из типичных процедур, применяемых для соединения секций сотовой структуры. Предпочтительная процедура соединения, включающая использование клея на подложке адгезивного шва сотовой структуры или подложке адгезивного шва соединяемых сегментов, подробно описана в патенте США №8579076, содержание которого включено в эту заявку путем ссылки. Подходящие клеи для соединения друг с другом прямоугольных или клиновидных сотовых сегментов включают в себя клеи некоторых видов, которые используют для присоединения перегородок к стенках сотовой структуры. Адгезив должен быть стабильным при высоких температурах (от 300 до 500°F (от 148,8 до 260°С)). Примеры адгезивн для соединения или сращивания сегментов включают в себя эпоксидные, акриловые, фенольные, цианоакрилатные, бисмалеимидные, полиамид-имидные и полиимидные клеи. Полиамид-имидные клеи являются предпочтительными соединительными клеями. Если при образовании клиновидных адгезивных соединений используют подложку адгезивного шва сотовой структуры, то предпочтительно, чтобы толщина подложки адгезивного шва сотовой структуры была согласована с изменением толщины соединения.
[56] Повышение изгиба кривой линии или контура, которое может быть достигнуто при использовании способа настоящего изобретения, изменяется в зависимости от исходного радиуса кривизны существующей панели, которую разрезают на сегменты, и вариаций формы клиновидных сегментов и/или клиновидных соединительных линий. Радиус кривизны обычных образуемых из алюминиевых или стеклянных волокон/фенольной смолы формованием с нагревом/формованием под давлением акустических панелей, которые используют в гондоле реактивного двигателя, обычно ограничен величиной, составляющей около 100 см или более. При использовании способа согласно настоящему изобретению, можно уменьшать радиус кривизны акустических сотовых панелей этих видов значительно ниже 100 см, при этом возможны радиусы кривизны до 25 см. Эти малые радиусы кривизны и возможность образования сложных кривых линий обеспечиваются изобретением без искажения акустических свойств панелей.
[57] Таким образом, при наличии описанных примеров вариантов осуществления настоящего изобретения специалистам в данной области техники должно быть понятно, что раскрытия предмета изобретения являются только иллюстративными и что различные другие альтернативы, варианты и модификации могут быть сделаны в рамках объема настоящего изобретения. В соответствии с этим настоящее изобретение не ограничено описанными выше вариантами осуществления, а ограничено только нижеследующей формулой изобретения.
Реферат
Изобретение относится к устройствам для подавления акустических колебаний. Акустическую сотовую панель, имеющую радиус кривизны, разрезают на сегменты, которые имеют продольные и поперечные стороны, продолжающиеся между краями сотовой структуры. Сегменты соединяют друг с другом вдоль их продольных или поперечных сторон, чтобы образовать сегментированную акустическую сотовую структуру, в которой радиус кривизны отличается от радиуса кривизны исходной акустической сотовой панели. Форму продольных или поперечных сторон сегментов и толщину адгезивного соединения можно регулировать, чтобы получать сегментированные акустические сотовые панели, которые являются сильно криволинейными и которые пригодны для использования в ответственных применениях, связанных с подавлением шума, таких как гондолы реактивных двигателей. Техническим результатом является получение кривизны или контура панели имеющего более резкий изгиб и не имеющих деформаций структуры или акустических искажений. 3 н. и 17 з.п. ф-лы, 11 ил.
Комментарии