Способ вырезания листового стекла и позиционирования вырезанного листового стекла и устройство для его осуществления - RU2671239C1
Код документа: RU2671239C1
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу вырезания листового стекла и позиционирования вырезанного листового стекла и устройству для его осуществления.
Кроме того, настоящее изобретение относится к способу вырезания множества отдельных необработанных листовых стекол малого размера из необработанного листового стекла большого размера и последовательного позиционирования вырезанных необработанных листовых стекол и устройству для его осуществления.
Уровень техники
Позиционирование отдельного необработанного листового стекла малого размера традиционно осуществляется путем прижатия его наружных кромок к стопорным валикам, расположенным во множестве необходимых положений.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-A-9-124330
Патентный документ 2: JP-А-2001-261357
Краткое изложение сущности изобретения
Задачи, решаемые в изобретении
При позиционировании отдельного необработанного листового стекла малого размера путем его прижатия к стопорным валикам имеют место отклонения в зависимости от состояния формы полученной путем ломки изгибом кромки необработанного листового стекла, степени износа валиков, типа прижатия к валикам и величины прижимающей силы. В частности, когда требуется, чтобы участок между наружной кромкой отдельного необработанного листового стекла малого размера и линией резания, формируемой на отдельном необработанном листовом стекле малого размера, отсутствовал или являлся минимальным, как в последние годы, или когда требуется точная шлифовка наружной кромки отдельного необработанного листового стекла малого размера, из-за снижения точности позиционирования и отклонения при позиционировании не удается сформировать линию резания и осуществить ломку изгибом или выполнить шлифовку наружной кромки, что приводит к потерям отдельных необработанных листовых стекол малого размера.
Настоящее изобретение создано с учетом описанных выше особенностей, и в его основу положена задача создания способа и устройства вырезания листового стекла и позиционирования вырезанного листового стекла с возможностью предотвращения неудачного формирования линий резания и неудачной ломки изгибом или неудачного шлифования наружной кромки и без потери вырезанных листовых стекол, представляющих собой отдельные необработанные листовые стекла малого размера.
Средства решения задач
Способ вырезания листового стекла и позиционирования вырезанного листового стекла согласно настоящему изобретению включает стадии: формирования линий резания на необработанном листовом стекле с помощью системы координат обработки, предварительно установленной в положение формирования линий резания на необработанном листовом стекле; нанесения меток для совмещения, по меньшей мере, в двух положениях, предварительно установленных в системе координат обработки, на каждое из множества листовых стекол, вырезаемых из необработанного листового стекла, до формирования множества вырезанных листовых стекол, вырезанных из необработанного листового стекла по линиям резания; обнаружения фактического положения метки для совмещения на вырезанном листовом стекле путем формирования и обработки изображения метки для совмещения с помощью камеры, установленной в положении позиционирования вырезанного листового стекла с нанесенной на него меткой для совмещения путем использования в качестве исходного положения координат метки для совмещения, заданных в системе координат обработки; расчета величины погрешности позиционирования между фактическим положением метки для совмещения и исходным положением; и корректировки положения и угла вырезанного листового стекла на основании величины погрешности позиционирования.
Кроме того другой способ вырезания листового стекла и позиционирования вырезанного листового стекла согласно настоящему изобретению включает стадии: формирования линий резания на необработанном листовом стекле с помощью головки разметочного инструмента путем ее перемещения с управлением посредством числовых команд вдоль поверхности необработанного листового стекла в координатной плоскости X-Y предварительной установленной системы координат обработки; нанесения меток для совмещения, по меньшей мере, в двух положениях, установленных в системе координат обработки, на каждое из множества листовых стекол, вырезаемых из необработанного листового стекла, до формирования множества листовых стекол, вырезанных из необработанного листового стекла по линиям резания; обнаружения фактического положения метки для совмещения на вырезанном листовом стекле путем формирования и обработки изображения метки для совмещения с помощью камеры, установленной в положении позиционирования вырезанного листового стекла с нанесенной на него меткой для совмещения путем использования в качестве исходного положения координат метки для совмещения, заданных в системе координат обработки; расчета величины погрешности позиционирования в плоскости X-Y между фактическим положением метки для совмещения и исходным положением; и корректировки положения и угла вырезанного листового стекла в плоскости X-Y на основании величины погрешности позиционирования.
Еще один способ вырезания листового стекла и позиционирования вырезанного листового стекла согласно настоящему изобретению включает стадии: формирования линий резания на необработанном листовом стекле с помощью системы координат обработки, предварительно установленной в положение формирования линий резания на необработанном листовом стекле; нанесения меток для совмещения, по меньшей мере, в одном положении, предварительно установленном в системе координат обработки, на каждое из множества листовых стекол, вырезаемых из необработанного листового стекла, до формирования множества вырезанных листовых стекол, вырезанных из необработанного листового стекла по линиям резания; обнаружения фактического положения метки для совмещения на вырезанном листовом стекле путем формирования и обработки изображения метки для совмещения с помощью камеры, установленной в положении позиционирования вырезанного листового стекла с нанесенной на него меткой для совмещения путем использования в качестве исходного положения координат метки для совмещения, заданных в системе координат обработки; и корректировки положения и угла вырезанного листового стекла на основании положения и формы обнаруженного фактического положения метки для совмещения и исходного положения и формы нанесенной метки для совмещения.
Устройство вырезания листового стекла и позиционирования вырезанного листового стекла согласно настоящему изобретению содержит: устройство формирования линий резания, имеющее разметочную головку, которая перемещается в координатной плоскости X-Y по поверхности необработанного листового стекла с целью формирования линий резания на необработанном листовом стекле; маркировочное устройство, которое до вырезания листового стекла из необработанного листового стекла с линиями резания, сформированными на нем разметочной головкой, наносит метку для совмещения, по меньшей мере, в двух положениях в области вырезаемого листового стекла; вырезное устройство, которое вырезает листовое стекло из необработанного листового стекла по линиям резания, сформированным устройством формирования линий резания; камеру, установленную в положении позиционирования листового стекла, вырезанного вырезным устройством, путем использования в качестве исходного положения координат метки для совмещения, заданных в системе координат обработки, установленной в устройстве формирования линий резания; и устройство для корректировки положения и угла, которое обнаруживает фактическое положение метки для совмещения путем обработки изображения метки для совмещения, сформированного камерой, и рассчитывает величину погрешности позиционирования между обнаруженным фактическим положением метки для совмещения и исходным положением метки для совмещения, чтобы тем самым скорректировать положение и угол вырезанного листового стекла на основании величины погрешности позиционирования.
Кроме того, устройство вырезания листового стекла и позиционирования вырезанного листового стекла согласно настоящему изобретению содержит: устройство формирования линий резания, имеющее разметочную головку, которая перемещается в координатной плоскости X-Y по поверхности необработанного листового стекла с целью формирования линий резания на необработанном листовом стекле; маркировочное устройство, которое до вырезания листового стекла из необработанного листового стекла с линиями резания, сформированными на нем разметочной головкой, наносит метку для совмещения, по меньшей мере, в одном положении в области вырезаемого листового стекла; вырезное устройство, которое вырезает листовое стекло из необработанного листового стекла по линиям резания, сформированным устройством формирования линий резания; камеру, установленную в положении позиционирования листового стекла, вырезанного вырезным устройством, путем использования в качестве исходного положения координат метки для совмещения, заданных в системе координат обработки, установленной в устройстве формирования линий резания; и устройство для корректировки положения и угла, которое обнаруживает фактическое положение метки для совмещения путем обработки изображения метки для совмещения, сформированного камерой, и рассчитывает величину погрешности позиционирования между обнаруженным фактическим положением метки для совмещения и исходным положением метки для совмещения, чтобы тем самым скорректировать положение и угол вырезанного листового стекла на основании величины погрешности позиционирования.
В одном из примеров осуществления способа согласно настоящему изобретению разметочная головка формирования линий резания и маркировочная головка размещены в устройстве формирования линий резания рядом друг с другом на общем кронштейне и рассчитаны на координатное перемещение как единое целое, при первом перемещении разметочная головка формирует линии резания на необработанном листовом стекле большого размера, а при последующем перемещении маркировочная головка наносит метки для совмещения на необработанное листовое стекло большого размера. Соответственно, метки для совмещения могут наноситься в точных положениях по отношению к форме линии резания.
Кроме того, в одном из примеров осуществления способа согласно настоящему изобретению при установке двух ПЗС-камер в положении позиционирования система координат обработки, установленная в устройстве формирования линий резания, смещается, координаты меток для совмещения, заданные в устройстве формирования линий резания, устанавливаются в положении позиционирования в качестве исходных положений, и в этих исходных положениях устанавливаются ПЗС-камеры, в результате чего может определяться положение метки на основании снабженных метками координат в устройство формирования линий резания, и осуществляется корректировка положения и угла отдельного необработанного листового стекла малого размера. Соответственно, может выполняться точное позиционирование.
Согласно настоящему изобретению метка для совмещения предпочтительно наносится, по меньшей мере, в двух положениях; тем не менее, если метка для совмещения имеет такую форму, которая позволяет определять величину углового отклонения, такую как перекрещивающаяся форма и многоугольник, включая треугольник, метка для совмещения может наноситься только, по меньшей мере, в одном положении, и в этом случае достаточно, чтобы камера была также установлена, по меньшей мере, в одном положении. Кроме того, камерой или камерой в качестве формирователя сигналов изображения предпочтительно является ПЗС-камера, образованная ПЗС-формирователем сигналов изображения, но также может использоваться камера другого типа, такая как камера на КМОП-структурах, образованная формирователем сигналов изображения на КМОП-структурах.
Кроме того, согласно настоящему изобретению вырезанное листовое стекло, находящееся в положении позиционирования, перемещается в последующее положение обработки, при этом может быть предусмотрено, что в таком последующем положении обработки помимо линий резаний окончательной формы формируется торцевая линия, вырезанное листовое стекло подвергается ломке изгибом по линиям резания окончательной формы и торцевой линии резания, после чего наружные кромки подвергнутой ломке изгибом листового стекла подвергаются шлифовке с целью получения готового изделия из листового стекла. В качестве альтернативы, в последующем положении обработки может выполняться только шлифовка наружных кромок вырезанного листового стекла с целью получения готового изделия из листового стекла. В этом случае в положении формирования линий резания на предыдущей стадии помимо формирования на необработанном листовом стекле линии резания окончательной формы и торцевой линии резания на нее также наносится метка для совмещения, и листовое стекло с нанесенной на него меткой для совмещения, которая была вырезана путем ломки изгибом по линиям резания окончательной формы и торцевой линии резания в положении ломки изгибом на аналогичной предыдущей стадии, устанавливается в заданное положение в положении позиционирования.
Кроме того, согласно настоящему изобретению операции формирования линий резания, включая торцевую линию резания, нанесения меток для совмещения и вырезания могут выполняться в одном положении.
Преимущества изобретения
За счет корректировки положения и угла вырезанных листовых стекол согласно настоящему изобретению может обеспечиваться способ вырезания листового стекла и позиционирования вырезанного листового стекла и устройство для его осуществления с возможностью предотвращения неудачного формирования линий резания и неудачной ломки изгибом или неудачного шлифования наружной кромки при последующей обработке вырезанного листового стекла и без потери вырезанных листовых стекол, представляющих собой отдельные необработанные листовые стекла малого размера.
Краткое описание чертежей
На фиг. 1 показан пояснительный вид в плане одного из предпочтительных вариантов осуществления настоящего изобретения;
на фиг. 2 показан пояснительный вертикальный вид сбоку с частичным разрезом варианта осуществления, проиллюстрированного на фиг. 1;
на фиг. 3 показан пояснительный вид в разрезе в направлении стрелок по линиям III-III варианта осуществления, проиллюстрированного на фиг. 1;
на фиг. 4 показан пояснительный вид спереди разметочной головки, показанной на фиг. 1;
на фиг. 5 показан пояснительный вид в разрезе в направлении стрелок по линиям V-V варианта осуществления, проиллюстрированного на фиг. 1;
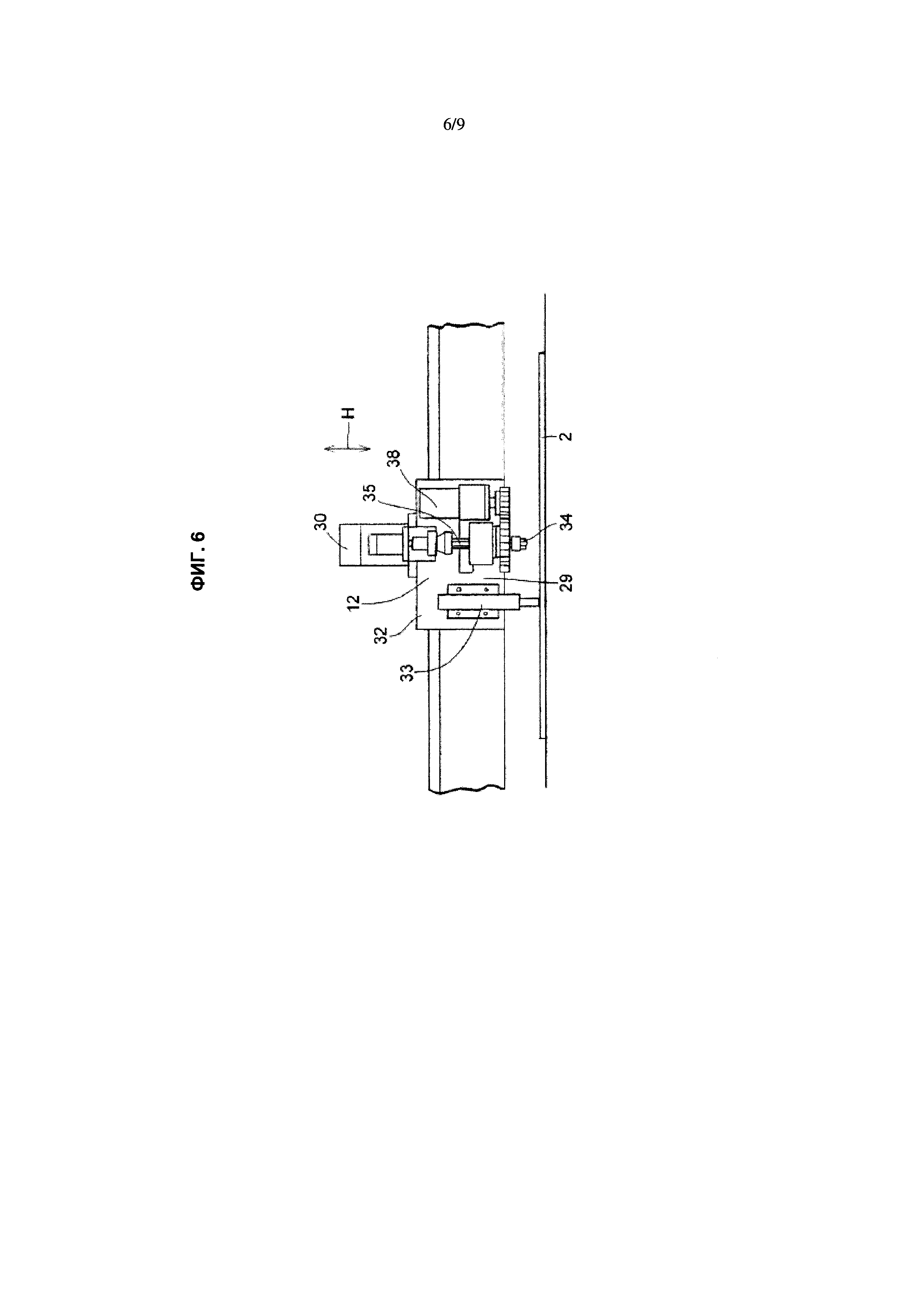
на фиг. 6 показана схема, поясняющая операцию маркировки верхней поверхности листового стекла в варианте осуществления, проиллюстрированном на фиг. 1;
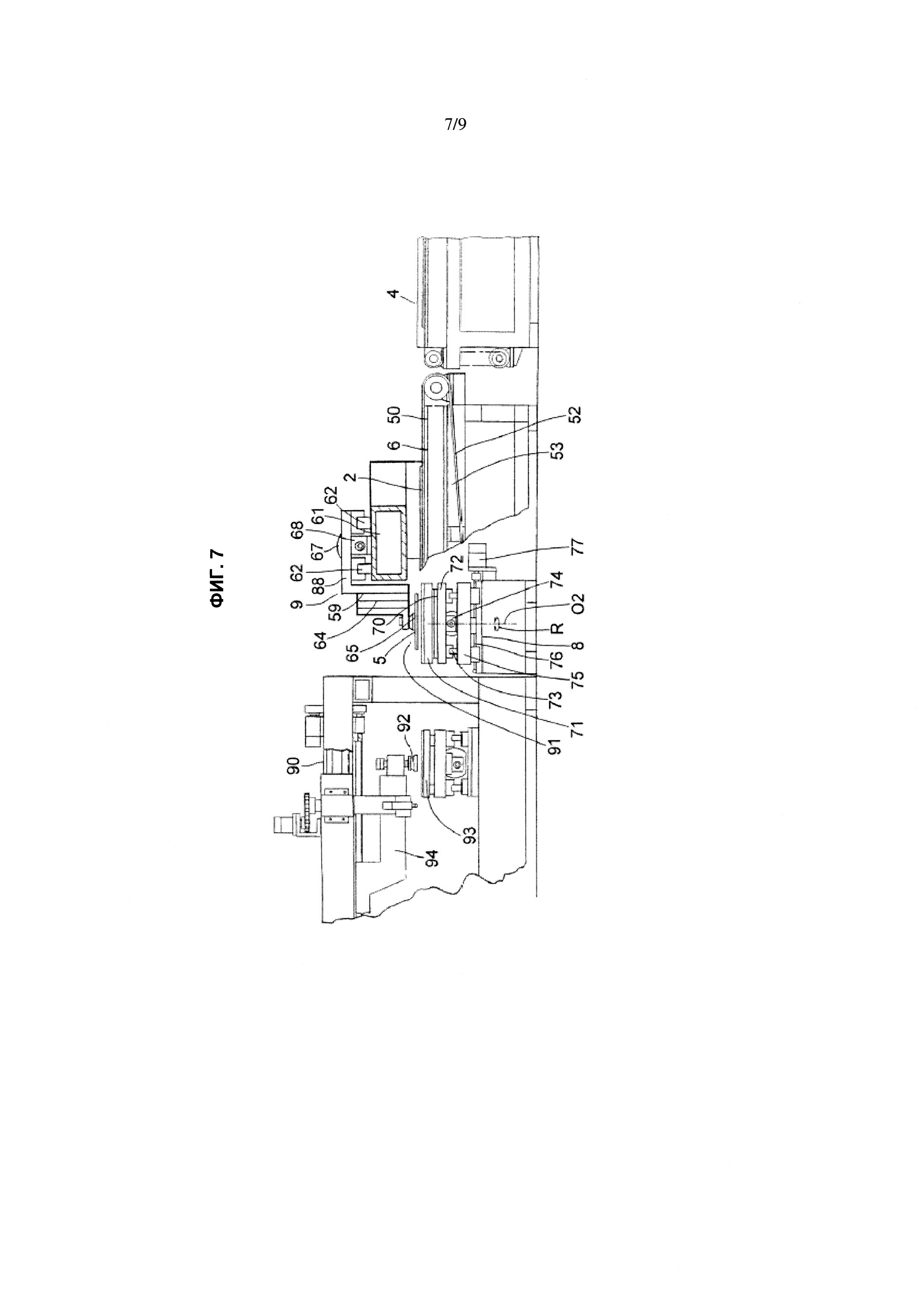
на фиг. 7 показана схема, поясняющая транспортировку отдельного необработанного листового стекла малого размера в положение позиционирования в варианте осуществления, проиллюстрированном на фиг. 1;
на фиг. 8 показана схема, поясняющая формирование изображения метки для совмещения на отдельном необработанном листовом стекле малого размера с помощью ПЗС-камеры в положении позиционирования в варианте осуществления, проиллюстрированном на фиг. 1; и
на фиг. 9 показан пояснительный вид в разрезе в направлении стрелок по линиям IX-IX, варианта осуществления, проиллюстрированного на фиг. 1.
Лучший вариант осуществления изобретения
Далее описан предпочтительный вариант осуществления настоящего изобретения со ссылкой на наглядный вариант осуществления, проиллюстрированный на чертежах. Следует отметить, что изобретение не ограничено этим вариантом осуществления.
Показанное на фиг. 1-9 устройство 1 вырезания листового стекла и позиционирования вырезанного листового стекла (называемое далее устройством позиционирования вырезанного листового стекла) содержит устройство 4 формирования линий резания, находящееся в положении 4а формирования линий 3 резания на перемещаемой необработанном листовом стекле 2 большого размера с получением множества отдельных необработанных листовых стекол 5 малого размера; устройство 6 ломки изгибом и разделения, т.е. вырезное устройство, которое после поступления в него из устройства 4 формирования линий резания необработанного листового стекла 2 со сформированными на нем линиями 3 резания последовательно выполняет ломку изгибом и разделяет необработанное листовое стекло 2 на необработанные листовые стекла 5 по линиям 3 резания, начиная с фронтальной области, медленно перемещая (периодически подавая) необработанное листовое стекло 2, т.е. вырезает необработанные листовые стекла 5, т.е. вырезанные листовые стекла из необработанного листового стекла 2 по линиям 3 резания, сформированным устройством 4 формирования линий резания; пару устройств 8 корректировки угла и положения, которые после поступления в них необработанного листового стекла 5 из устройства 6 ломки изгибом и разделения корректируют положение и угол поступившего необработанного листового стекла 5; пару всасывающих и транспортировочных устройств 9, которые расположены над положением 7 ломки изгибом и разделения в устройстве 6 ломки изгибом и разделения и устройствами 8 корректировки угла и положения и транспортируют необработанные листовые стекла 5 до соответствующих устройств 8 корректировки угла и положения, всасывая и поднимая их; и, по меньшей мере, одну камеру 10, т.е. две ПЗС-камеры 10 в данном варианте осуществления, установленные над соответствующими устройствами 8 корректировки угла и положения. Каждое из устройств 8 корректировки угла и положения, установленное в положении 16 позиционирования, которое также является положением 91 при обработке для каждой следующей пары устройств 90 для обработки, например, устройств 90 шлифования наружных кромок вырезанных необработанных листовых стекол 5, приспособлено для выполнения установки в заданное положение, включая корректировку положения и угла необработанных листовых стекол 5, размещенных на основании формирования изображений двумя ПЗС-камерами 10 и последующей операции обработки изображений.
Устройство 4 формирования линий резания имеет конвейерный стол 11 с ленточным конвейером 13 для транспортировки плоско опирающейся на него перемещаемой необработанного листового стекла 2 в направлении А параллельно оси X и средство 42 формирования линий резания с разметочной головкой 12, которая перемещается в координатной плоскости X-Y над ленточным конвейером 13 параллельно его верхней поверхности.
Помимо широкой конвейерной ленты 13 конвейерный стол 11 имеет основание 14, служащее плоской опорой для нижней стороны конвейерной ленты 13, которая движется в направлении А, и привод 15, состоящий из электродвигателя, шкива и ремня для обеспечения кругового движения конвейерной ленты 13 с целью транспортировки необработанного листового стекла 2 в направлении А посредством электродвигателя привода 15 с управлением посредством числовых команд.
На каждой из рам 18 основного корпуса с обеих сторон в направлении по оси Y, перпендикулярном направлению по оси X конвейерной ленты 13, установленной в направлении по оси X с внутренней стороны рам 18 основного корпуса, установлена направляющая 19, проходящая в направлении по оси X, а на каждой направляющей 19 установлен ползун 20, подвижный в направлении по оси X.
Предусмотрена подвижная рама 21, которая прикреплена к ползунам 20, проходящим через каждый из кронштейнов 22 на обоих концах подвижной рамы 21 в направлении по оси Y таким образом, чтобы конвейерная лента 13 была приподнята над конвейерной лентой 13, при этом подвижная рама 21, с обеих сторон опирающаяся на ползуны 20 в направлении по оси Y, способна перемещаться в направлении по оси X по направляющим 19.
На каждой из рам 18 основного корпуса с обеих сторон в направлении по оси Y конвейерной ленты 13 установлена зубчатая рейка 23, проходящая в направлении по оси X параллельно направляющей 19. На каждом из кронштейнов 22, проходящих с обеих сторон в направлении по оси Y подвижной рамы 21, установлен зубчатый механизм 24, имеющий шестерню 17, входящую в зацепление с зубчатой рейкой 23.
Через подвижную раму 21 проходит вал 25, концы которого с возможностью вращения с обеих сторон проходят через участки ее стенок и кронштейны 22 в направлении по оси Y, при этом вал 25 связан с зубчатым механизмом 24 посредством ременной передачи на каждом конце в направлении по оси Y. С одним концом вала 25 в направлении по оси Y связан выходной вращающийся вал привода 26 подачи по координате X, опирающийся на один из кронштейнов 22. Соответственно, подвижная рама 21 приспособлена для перемещения в направлении по оси X за счет вращения вала 25 и вращения шестерни 17 посредством ременной передачи при приведении в действие привода 26 подачи по координате X.
На подвижной раме 21 в направлении по оси Y рядом друг с другом размещена пара направляющих 27, рядом с которыми также размещена зубчатая рейка 43. На ползуне 28, подвижно установленном на каждой из направляющих 27 в направлении по оси Y, установлен кронштейн 29, а на верхней поверхности кронштейна 29, способного перемещаться в направлении по оси Y по направляющим 27 посредством ползунов 28, установлен привод 30 подачи по координате Y. На выходном вращающемся вале привода 30 подачи по координате Y установлена шестерня 31, входящая в зацепление с зубчатой рейкой 43. Соответственно, кронштейн 29 приспособлен для перемещения в направлении по оси Y за счет вращения шестерни 31 и вхождения шестерни 31 в зацепление с зубчатой рейка 43 при приведении в действие привода 30 подачи по координате Y.
На передней поверхности 32 кронштейна 29 рядом друг с другом размещены разметочная головка 12 для формирования линий 3 резания на необработанном листовом стекле 2 и маркировочная головка 33, т.е. маркировочное устройство 85 для совмещения на верхнюю поверхность необработанного листового стекла 2 методом штампования или струйной печати. Разметочная головка 12 и маркировочная головка 33 приспособлены для перемещения как одно целое в направлении по оси Y при приведении в действие привода 30 подачи по координате Y.
Разметочная головка 12 содержит отрезной диск 34; шлицевой вал 35, на нижнем конце которого находится отрезной диск 34; шлицевой блок 36, который установлен на кронштейне 29 и удерживает шлицевой вал 35 с возможностью движения в вертикальном направлении Н перпендикулярно плоскости X-Y и с возможностью вращения в направлении R вокруг его оси О; блок 37 пневмоцилиндра, который имеет шток цилиндра, соединенный с верхним концом шлицевого вала 35 и установленный на кронштейне 29. Помимо разметочной головки 12 средство 42 формирования линий резания дополнительно содержит вращающее устройство 41 с регулированием углового перемещения для вращения шлицевого вала 35 с регулированием углового перемещения с целью установки режущей кромки отрезного диска 34 в направлении формирования линий 3 резания.
При формировании линии 3 резания на необработанном листовом стекле 2 отрезным диском 34 блок 37 пневмоцилиндра, который перемещает шлицевой вал 35 и, следовательно, отрезной диск 34 в вертикальном направлении Н вверх и вниз, приспособлен опускать отрезной диск 34, чтобы прижимать необработанное листовое стекло 2 за счет давления воздуха.
Вращающее устройство 41 с регулированием углового перемещения содержит ведомую шестерню 39, установленную на шлицевом вале 35, ведущую шестерню 40, входящую в зацепление с ведомой шестерней 39, и регулирующий угол электродвигатель 38, который имеет выходной вращающийся вал с установленной на нем ведущей шестерней 40 и установлен на кронштейне 29. Вращающее устройство 41 с регулированием углового перемещения приспособлено вращать шлицевой вал 35 в направлении R вокруг оси О с регулированием углового перемещения с целью установки режущей кромки отрезного диска 34 в направлении формирования линий 3 резания.
Устройство 6 ломки изгибом и разделения имеет ленточный конвейер 50, приспособленный для перемещения необработанного листового стекла 2 со сформированными на нем линиями 3 резания и метками 85 для совмещения, нанесенными на участки соответствующих необработанных листовых стекол 5. ленточный конвейер 50 имеет конвейерную ленту 52, на которую плоско опирается перемещаемое необработанное листовое стекло 2 и которая повторяет поступательную подачу в направлении А и временно прекращает подачу. Устройство 6 ломки изгибом и разделения приспособлено для последовательного вырезания необработанных листовых стекол 5 путем ломки изгибом и отделения необработанного листового стекла 2 по линиям 3 резания, начиная с фронтальной области, синхронно с поступательной подачей и временным прекращением подачи по конвейерной ленте 52.
Помимо широкой конвейерной ленты 52 ленточный конвейер 50 имеет основание 53, служащее плоской опорой для нижней стороны конвейерной ленты 52, а также привод 54 для вращения конвейерной ленты 52 таким образом, чтобы повторять поступательную подачу плоско опирающегося на нее необработанного листового стекла 2 в направлении А и временно прекращать подачу.
Устройство 6 ломки изгибом и разделения имеет положение 7 ломки изгибом и разделения в положении 51 ломка изгибом и разделения, которое расположено перпендикулярно направлению А на находящемся ниже по потоку участке ленточного конвейера 50. В положении 7 ломки изгибом и разделения в основании 53, на которое опирается конвейерная лента 52, выполнено отверстие 55, проходящее в направлении по оси Y перпендикулярно направлению А, т.е. направлению транспортировки необработанного листового стекла 2, и отверстие 57, проходящее в направлении А, т.е. по оси X в центральной области направления по оси Y. В отверстии 55 помещается ролик 56 для ломки поперечным изгибом, который перемещается в вертикальном направлении Н, а отверстии 57 помещается ролик 58 для ломки продольным изгибом, который перемещается вертикальном направлении Н.
Каждое из пары всасывающих и транспортировочных устройств 9, которые последовательно размещены рядом друг с другом в направлении по оси Y над положением 7 ломки изгибом и разделения, имеет всасывающий и транспортировочный манипулятор 59, а каждый всасывающий и транспортировочный манипулятор 59 приспособлен совершать возвратно-поступательное движение в направлении по оси Y между положением 7 ломки изгибом и разделения и устройством 8 корректировки угла в положении 16 позиционирования.
Каждое из всасывающих и транспортировочных устройств 9, установленное на вертикальной стойке 60, имеет каркасный корпус 61, занимающий пространство от положения над положением 7 ломки изгибом и разделения до положения над положением 16 позиционирования. На верхних поверхностях каркасных корпусов 61 уложена пара направляющих 62, а каждый из всасывающих и транспортировочных манипуляторов 59 посредством кронштейна 88 установлен на ползуне, который установлен на направляющих 62 с возможностью движения в направлении по оси Y. Каждый из всасывающих и транспортировочных манипуляторов 59, которые способны линейно перемещаться в направлении по оси Y по соответствующим направляющим 62, имеет всасывающее и подъемное устройство 63. Каждое всасывающее и подъемное устройство 63 имеет блок 64 пневмоцилиндра направляющего типа, установленный на передней поверхности кронштейна 88, а также пару присосок 65, установленных на подвижном по вертикали корпусе блока 64 пневмоцилиндра направляющего типа.
На каждом каркасном корпусе 61 вдоль направляющих 62 в возможностью вращения установлен шариковый винт 66, при этом каждый шариковый винт 66 соединен резьбой с гайкой 68, прикрепленной к кронштейну 88, и, следовательно, соединен с кронштейном 88 посредством гайки 68, и один конец каждого шарикового винта 66 связан с выходным вращающимся валом перемещающего манипулятор электродвигателя 67.
Каждый перемещающий манипулятор электродвигатель 67, один конец которого проходит в направлении по оси Y каркасного корпуса 61, приспособлен для линейного перемещения всасывающего и транспортировочного манипулятора 59 с управлением посредством числовых команд в направлении по оси Y посредством гайки 68 и кронштейна 88, когда перемещающий манипулятор электродвигатель 67 посредством числовых команд сообщает вращение шариковому винту 66. Каждый всасывающий и транспортировочный манипулятор 59 приспособлен для всасывания и подъема посредством присосок 65 необработанного листового стекла 5, подвергнутого ломке изгибом и отделенного в положении 7 ломки изгибом и разделения, всасывания и транспортировки необработанного листового стекла 5 в положение 16 позиционирования и прекращения всасывания на верхней поверхности поворотного стола 71 устройства 8 корректировки угла и положения, чтобы тем самым поместить необработанное листовое стекло 5 на верхнюю поверхность поворотного стола 71.
В каждом положении 16 позиционирования находится устройство 8 корректировки угла и положения и две ПЗС-камеры 10, установленные над устройством 8 корректировки угла и положения. Каждое устройство 8 корректировки угла и положения имеет поворотный стол 71, на которое помещают необработанное листовое стекло 5, и регулирующий угол электродвигатель 70 для вращения поворотного стол 71 с регулированием углового перемещения вокруг центральной оси 02, перпендикулярной плоскости X-Y.
Каждый поворотный стол 71 опирается на направляющее устройство 73 ориентированного по оси Y стола 72 посредством регулирующего угол электродвигателя 70 и приспособлен для перемещения в направлении по оси Y с управлением посредством числовых команд со стороны ориентированного по оси Y электродвигателя 74. Ориентированный по оси Y стол 72 опирается на направляющее устройство 76 ориентированного по оси X стола 75 и приспособлен для перемещения в направлении по оси X с управлением посредством числовых команд со стороны ориентированного по оси X электродвигателя 77. За счет этих устройств каждый поворотный стол 71 приспособлен для перемещения с управлением посредством числовых команд в направлениях по оси X и по оси Y системы координат обработки для положении 16 позиционирования, которые соответствуют направлениям по оси X и по оси Y системы координат обработки для положения 4а формирования линий резания.
В положении 16 позиционирования также задана система координат обработки, идентичная системе координат обработки, заданной в устройстве 4 формирования линий резания в положении 4а формирования линий резания на необработанном листовом стекле 5, при этом в положении 16 позиционирования установлены две ПЗС-камеры 10 таким образом, что их центральные положения формирования изображений находятся в соответствующих положениях в системе координат обработки, заданной в положении 16 позиционирования (эти положения являются исходными положениями двух меток 85 для совмещения в системе координат обработки для положения 16 позиционирования), которые соответствуют положениям двух меток 85 для совмещения, заданным на необработанном листовом стекле 5 в системе координат обработки устройства 4 формирования линий резания (эти положения являются координатами в направлениях по оси X и по оси Y в системе координат обработки, заданной в устройстве 4 формирования линий резания в положении 4а формирования линий резания). Формируют изображения меток 85 для совмещения на необработанном листовом стекле 5, перемещенном до поворотного стола 71, и обрабатывают изображения, рассчитывают величину погрешности позиционирования на основании исходного положения, и рассчитывают величину углового отклонения необработанного листового стекла 5 на основании величины погрешности позиционирования.
Устройство 1 позиционирования вырезанного листового стекла для вырезания необработанных листовых стекол 5 из необработанного листового стекла 2 и позиционирования вырезанных необработанных листовых стекол 5 содержит устройство 4 формирования линий резания с разметочной головкой 12, которая перемещается в координатной плоскости X-Y по поверхности необработанного листового стекла 2 и формирует линии 3 резания на необработанном листовом стекле 2; маркировочную головку 33, т.е. маркировочное устройство, которое до вырезания необработанного листового стекла 5, т.е. вырезанного листового стекла из необработанного листового стекла 2 с линиями 3 резания, сформированными на нем разметочной головкой 12, наносит метку 85 для совмещения, по меньшей мере, в одном положении, т.е. двух положениях в данном варианте осуществления на вырезаемое необработанное листовое стекло 5; устройство 6 ломки изгибом и разделения, т.е. вырезное устройство, которое вырезает необработанные листовые стекла 5 из необработанного листового стекла 2 по линиям 3 резания, сформированным устройством 4 формирования линий резания; ПЗС-камеру 10, установленную в положении 16 позиционирования необработанных листовых стекол 5, вырезанных устройством 6 ломки изгибом и разделения, путем использования в качестве исходного положения координаты меток, заданные в системе координат обработки, установленной в устройстве 4 формирования линий резания; и устройство 8 корректировки угла и положения, которое определяет фактическое положение метки 85 для совмещения путем обработки изображения метки 85 для совмещения, сформированного ПЗС-камерой 10, и рассчитывает величину погрешности позиционирования между этим обнаруженным фактическим положением метки 85 для совмещения и исходным положением метки 85 для совмещения, чтобы тем самым скорректировать положение и угол необработанного листового стекла 5 на основании величины погрешности позиционирования. В устройстве 1 позиционирования вырезанного листового стекла необработанное листовое стекло 2 доставляется и помещается на конвейерный стол 11 путем установки в предварительно заданное исходное положение в предварительной заданной системе координат обработки для положения 4а формирования линий резания на конвейерном столе 11, и при установке и фиксации необработанного листового стекла 2 в заданном положении в системе координат обработки для положения 4а формирования линий резания после его поступления на конвейерный стол 11 с управлением посредством числовых команд и размещения на нем разметочная головка 12 и маркировочная головка 33 перемещаются как одно целое с управлением посредством числовых команд на основе числовой информации, заранее сохраненной с целью формирования линий резания на отдельных необработанных листовых стеклах малого размера. Сначала с помощью разметочной головке 12 формируют на верхней поверхности необработанного листового стекла 2 линии 3 резания с целью получения множества необработанных листовых стекол 5. Затем разметочная головка 12 и маркировочная головка 33 перемещаются как одно целое с управлением посредством числовых команд на основе числовой информации, заранее сохраненной с целью маркировки, и на каждое необработанное листовое стекло 5 наносятся две метки 85 для совмещения с помощью маркировочной головки 33, которая переместилась в заданные два положения на каждом необработанном листовом стекле 5 с линиями резания, сформированными на верхней поверхности необработанного листового стекла 2.
Кроме того, в устройстве 1 позиционирования вырезанного листового стекла необработанное листовое стекло 2, на котором завершено формирование линий резания и маркировка, удаляется с конвейерного стола 11 путем перемещения конвейерной ленты 13 и поступает на верхнюю поверхность конвейерной ленты 52 ленточного конвейера 50 устройства 6 ломки изгибом и разделения. В устройстве 6 ломки изгибом и разделения необработанное листовое стекло 2 размещают плашмя и медленно перемещают, повторяя линейную подачу в направлении А посредством конвейерной ленты 52 и прекращая подачу. Когда при таком медленном перемещении фронтальная область 87 необработанного листового стекла 2 достигает положения 7 ломки изгибом и разделения, а линия резания 3 в направлении по оси Y достигает ролика 56 для ломки поперечным изгибом, конвейерная лента 52 останавливается, после чего присоски 65 соответствующих всасывающих и транспортировочных манипуляторов 59 опускаются и всасывают отдельные необработанные листовые стекла 5 малого размера, и одновременно с этим ролик 56 для ломки поперечным изгибом и ролик 58 для ломки продольным изгибом отжимаются вверх с целью ломки изгибом необработанного листового стекла 2 по линиям 3 резания в положении 7 ломки изгибом и разделения. Затем присоски 65 каждого всасывающего и транспортировочного манипулятора 59, которые всасывают необработанное листовое стекло 5, поднимаются, в результате чего необработанное листовое стекло 5, которое всасывают присоски 65, отделяется от остального необработанного листового стекла 2. Продолжая всасывать вырезанное необработанное листовое стекло 5, каждый всасывающий и транспортировочный манипулятор 59 всасывает и транспортирует необработанное листовое стекло 5 в положение 16 позиционирования и помещает его на поворотный стол 71. Две установленные выше ПЗС-камеры 10 формируют соответствующие изображения меток 85 для совмещения в двух положениях на необработанном листовом стекле 5, помещенном на поворотный стол 71, полученные видеоданные подвергаются арифметической обработке, и путем этой арифметической обработки устанавливается фактические положения центров двух меток 85 для совмещения необработанном листовом стекле 5, помещенном на поворотный стол 71, и угол необработанного листового стекла 5 с целью расчета величины погрешности позиционирования и величины углового отклонения от исходных положениях центров меток 85 для совмещения и от угла отсчета в направления по оси X и оси Y, соответственно, необработанного листового стекла 5. Соответственно, каждый поворотный стол 71 приспособлен для поворота с регулированием угла с управлением посредством числовых команд со стороны регулирующего угол электродвигателя 70, а также для регулируемого перемещения в направления по оси X и оси Y с управлением посредством числовых команд со стороны ориентированного по оси Y электродвигателя 74 и ориентированного по оси X электродвигателя 77 с целью уменьшения до нуля расчетной величины погрешности позиционирования и величины углового отклонения и тем самым позиционирования установленных необработанных листовых стекол 5.
Всасывающий блок 92 транспортировочного устройства обрабатывающего устройства 90 следующей стадии поднимает необработанное листовое стекло 5, установленное устройством 8 корректировки угла и положения и помещает его на рабочий стол обрабатывающего устройства 90.
Описание позиций
1: устройство позиционирования вырезанного листового стекла
2, 5: необработанное листовое стекло 3: линия резания
4: устройство формирования линий резания
6: устройство ломки изгибом и разделения
7: положение ломки изгибом и разделения
8: устройство корректировки угла и положения
9: всасывающее и транспортировочное устройство
10: ПЗС-камера
Реферат
Изобретение относится к способу и устройству для вырезания множества отдельных необработанных стекол малого размера из необработанного листового стекла и последовательному их позиционированию. Технический результат изобретения – предотвращение неточного формирования линий резания, отломки изгибом или шлифования наружной кромки листов стекла малого размера. Устройство позиционирования вырезанного листового стекла содержит устройство (4) формирования линий резания, находящееся в положении (4а) формирования линий резания; устройство (6) ломки изгибом и разделения для вырезания необработанных листовых стекол (5) из необработанного листового стекла (2) по линиям (3) резания; пару устройств (8) корректировки угла и положения необработанного листового стекла (5); пару присасывающих и транспортировочных устройств (9) для подъема путем присасывания и транспортировки необработанного листового стекла (5) до каждого устройства (8) корректировки угла и положения; две ПЗС-камеры (10), установленные над соответствующими устройствами (8) корректировки угла и положения. 5 н.п. ф-лы, 9 ил.
Комментарии