Автоматическая машина для изготовления гофрированных листообразных элементов, в частности, для упаковки, теплоизоляции, звукоизоляции и т.п. - RU2363583C2
Код документа: RU2363583C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к автоматической машине для изготовления гофрированных листообразных элементов, особенно для упаковки, теплоизоляции, звукоизоляции и т.п.
Предпосылки к созданию изобретения
В патенте GB 1110287 описан лист, изготавливаемый из термопластичного полимера, экструдируемый с гофрированным профилем, в котором гофры формируют в направлении, по существу параллельном направлению экструдирования.
По существу плоский лист соединяют с полученным гофрированным листом, например, путем ламинирования; такой плоский лист может быть изготовлен из материалов с очень отличающимися характеристиками и может быть получен, например, из вспененного пластикового материала.
Этот вариант исполнения обладает недостатком, заключающимся в том, что готовые изделия сложно хранить, так как соединенный лист, полученный таким способом, нельзя сворачивать в рулон из-за того, что гофры расположены по существу параллельно продольному направлению полотна.
По этой причине изделие в таком варианте исполнения не получило приемлемого распространения среди потребителей, так как практически невозможно вести его производство в промышленных масштабах.
Сущность изобретения
Целью изобретения является решение проблемы, указанной выше, путем создания автоматической машины, с помощью которой можно изготавливать гофрированные листообразные элементы автоматически, обеспечивая непрерывное и эффективное в промышленном масштабе производство.
В пределах этой цели задачей изобретения является создание автоматической машины, с помощью которой можно непрерывно соединять гофрированный листообразный элемент по меньшей мере с одним плоским листообразным элементом, доводя непосредственно до изготовления готового изделия, которое можно хранить в относительно ограниченном пространстве.
Другой задачей настоящего изобретения является создание автоматической машины, с помощью которой можно, благодаря ее конструктивным особенностям, обеспечить максимальную гарантированную надежность и безопасность при использовании.
Другой задачей настоящего изобретения является создание автоматической машины, которую можно легко изготовить с применением обычных коммерчески доступных элементов и материалов, и которая также является конкурентноспособной просто с точки зрения экономической эффективности.
Эту цель и эти задачи, которые станут более очевидными при ознакомлении с подробным описанием, достигают посредством использования автоматической машины для изготовления гофрированных листообразных элементов, в частности, для упаковки, теплоизоляции, звукоизоляции и т.п., содержащей: средства для непрерывного гофрирования по меньшей мере одного первого полотна, которое транспортируется в продольном направлении; средства для подачи второго плоского полотна согласованно с первым полотном; средства для соединения друг с другом по меньшей мере одного первого полотна и второго полотна в дискретных областях, при этом средства для непрерывного гофрирования по меньшей мере одного первого полотна содержат катушку для подачи указанного по меньшей мере одного первого полотна, которое надлежит вводить между верхним конвейером и нижним конвейером, при этом верхний конвейер содержит множество верхних стержней, которые расположены между нижними стержнями, установленными на нижнем конвейере, при этом верхние стержни и нижние стержни взаимно чередуются, и попеременно сопрягаются с противоположными сторонами первого полотна, которое соответственно принимает волнообразную форму, отличающейся тем, что нижние стержни приспособлены для перемещения вдоль направлений, по существу параллельных направлению расположения упомянутых верхних стержней и по существу перпендикулярных направлению продвижения упомянутых конвейеров.
Предпочтительно, средства для подачи второго плоского полотна согласованно с первым полотном располагают второе плоское полотно сбоку рядом с нижней поверхностью первого полотна, которому уже придана гофрированная конфигурация так, что множество нижних стержней остается введенным в полости, образованные между первым полотном и вторым полотном.
Предпочтительно, верхний конвейер содержит множество верхних стержней, установленных на боковых рычагах, выступающих от соединительных блоков, которые сопряжены со звеньями бесконечной верхней цепи, причем рычаги расположены по существу под прямыми углами относительно направления цепи.
Предпочтительно, нижний конвейер содержит нижнюю цепь, к которой присоединено с помощью средств множество нижних стержней для приведения в действие упомянутых нижних стержней.
Предпочтительно, нижняя ветвь упомянутых верхнего конвейера пересекает верхнюю ветвь упомянутого нижнего конвейера для расположения верхних стержней и упомянутых нижних стержней таким образом, чтобы они занимали взаимно чередующиеся положения.
Предпочтительно, вспомогательную цепь, перемещаемую согласованно с нижней цепью и с помощью которой поддерживают множество направляющих элементов, которые можно вводить в сопряжение с концами упомянутых нижних стержней в положении, при котором они вытолкнуты из упомянутых средств приведения в действие, содержащих цилиндры.
Предпочтительно, средства для подачи второго плоского полотна согласованно с первым полотном содержат катушку для подачи второго полотна, которое проводят вокруг соединительного вала, установленного вблизи верхней ветви нижнего конвейера под нижними стержнями.
Предпочтительно, средства для соединения друг с другом первого полотна и второго полотна в дискретных областях содержат нагнетательное средство для подачи горячего воздуха, которое приводят в действие между первым полотном и вторым полотном до соединения второго полотна с нижними изгибами первого полотна.
Предпочтительно, расположенные в полостях, образованных между первым полотном и вторым полотном, извлекают из полостей вблизи края верхней ветви нижнего конвейера.
Предпочтительно, нижние стержни выводят из упомянутых цилиндров вблизи края нижней ветви упомянутого нижнего конвейера.
Предпочтительно, машина содержит средства для введения дополнительного полотна, которому сообщают продольное движение, и также содержит средства для гофрирования дополнительного полотна.
Предпочтительно, машина содержит средства для подачи дополнительного плоского полотна.
Предпочтительно, в машину подают гофрированный листообразный элемент, изготовленный ранее, для соединения его с дополнительным полотном.
Предпочтительно, машина содержит у края верхнего конвейера станцию для присоединения дополнительного плоского полотна со стороны, расположенной напротив стороны, снабженной упомянутым вторым полотном.
Предпочтительно, машина содержит второе нагнетательное средство для подачи горячего воздуха, которое приводят в действие между дополнительным плоским полотном и гофрированным листообразным элементом, которое выпускают из верхнего конвейера.
Предпочтительно, машина содержит средства для приведения в действие нижних стержней у края верхней ветви нижнего конвейера.
Предпочтительно, средства для приведения в действие стержней содержат каретки, перемещаемые вдоль направлений, по существу параллельных продвижению стержней, причем каретки поддерживаются двумя направляющими балками, которые можно перемещать согласованно с нижним конвейером для введения и извлечения стержней, соответственно, у края нижней ветви и у края верхней ветви нижнего конвейера.
Предпочтительно, машина содержит над каретками пальцы для сопряжения их с конвейером для приведения их в действие, снабженным упорами, установленными с одинаковым шагом и перемещаемыми в направлении движения стержней, причем упоры сопрягают последовательно с пальцами для сообщения поступательного движения стержням в направлении, соответствующем введению и извлечению их относительно полотна, подвергаемого гофрированию.
Предпочтительно, машина содержит средства для регулирования расстояния между нижним конвейером и верхним конвейером для изменения ширины изгибов, формируемых в по меньшей мере одном первом продольно перемещаемом полотне.
В соответствии с изобретением также предложен способ изготовления гофрированных листообразных элементов с использованием вышеуказанной машины, отличающийся тем, что в полотне, продвигаемом непрерывно, формируют гофры вдоль направления, по существу перпендикулярного направлению продвижения, и тем, что полотно, гофрированное таким образом, прочно прикрепляют к плоскому полотну, продвигаемому непрерывно.
Предпочтительно, соединение между гофрированным полотном и плоским полотном выполняют у краев изгибов гофрированного полотна.
Предпочтительно, осуществляют гофрирование по меньшей мере двух полотен, расположенных бок о бок и отделенных вдоль линии, по существу параллельной линии продвижения полотна, причем гофрированные и взаимно отделенные полотна присоединяют к одному плоскому полотну.
Предпочтительно, соединение между соответствующими полотнами выполняют путем местного расплавления.
Предпочтительно, упомянутые полотна изготавливают из вспененного материала.
Краткое описание чертежей
Дополнительные отличительные особенности и преимущества настоящего изобретения станут более очевидными при ознакомлении с описанием предпочтительного, но не исключительного, варианта исполнения автоматической машины для изготовления гофрированных листообразных элементов, в частности, для упаковки, теплоизоляции, звукоизоляции и т.п., проиллюстрированной в качестве примера, не ограничивающего объем изобретения, на прилагаемых чертежах, на которых:
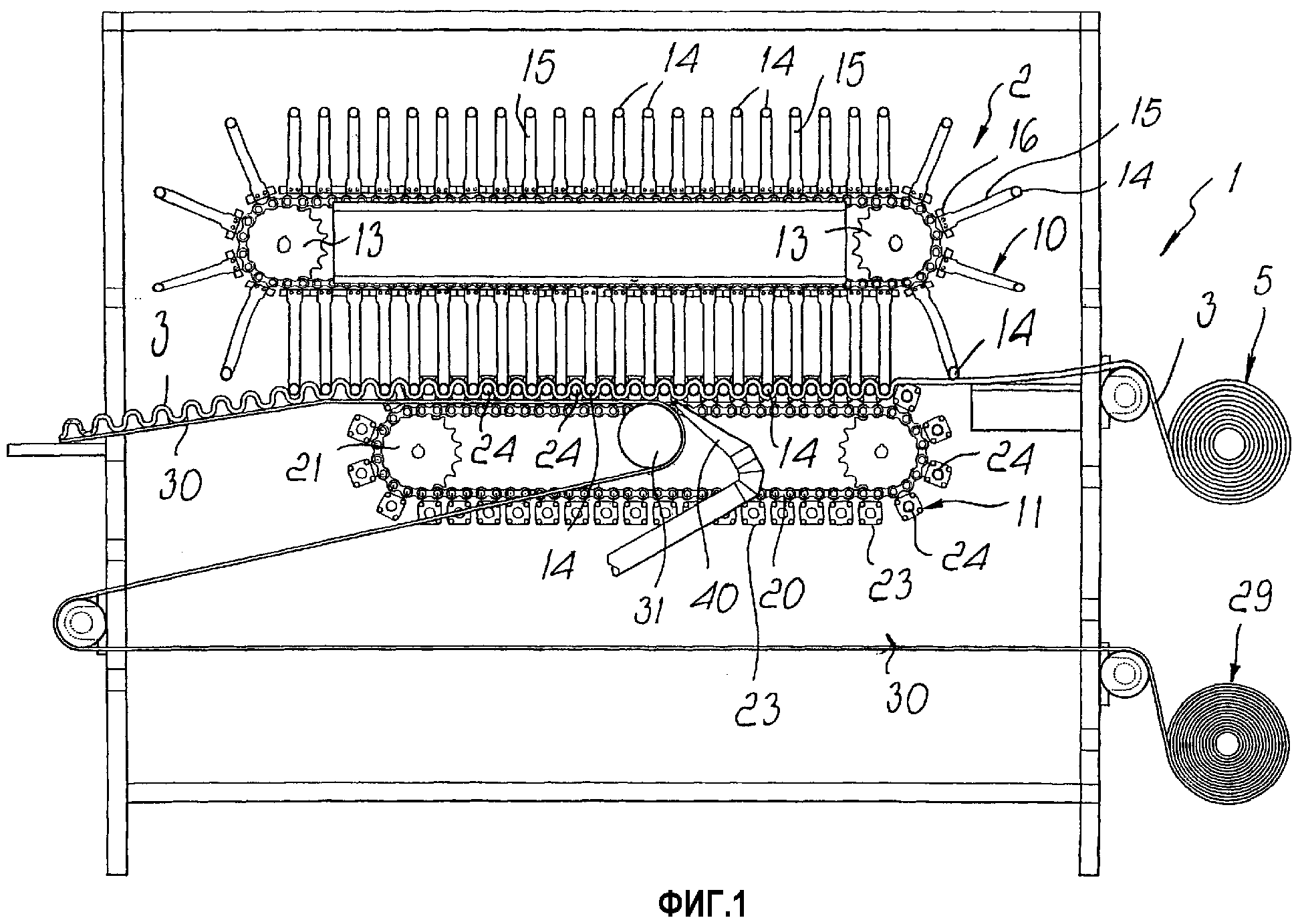
фиг.1 представляет схематический вид спереди автоматической машины;
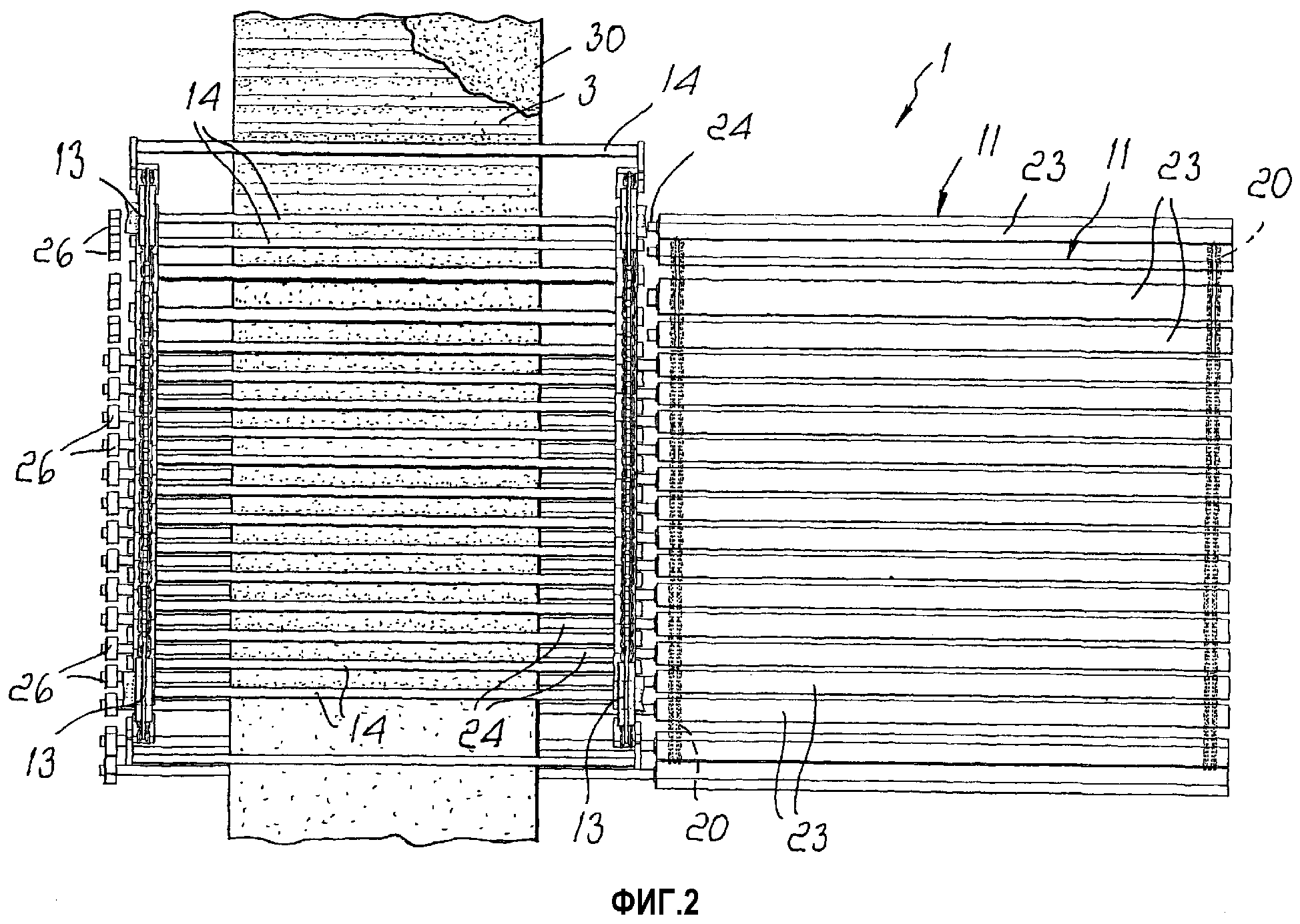
фиг.2 - схематический вид сверху автоматической машины;
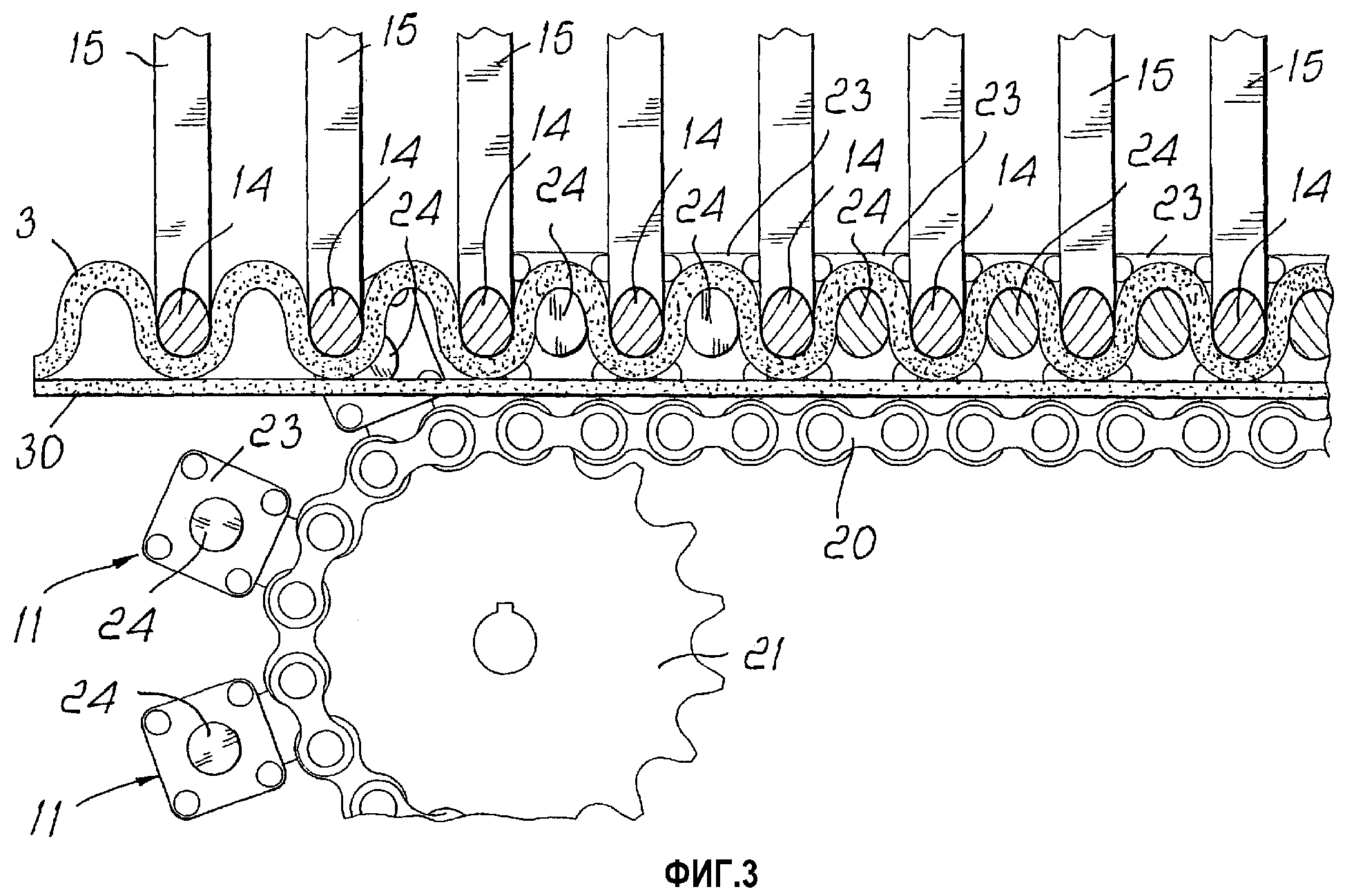
фиг.3 - частичный вид спереди средств для непрерывного гофрирования первого полотна;
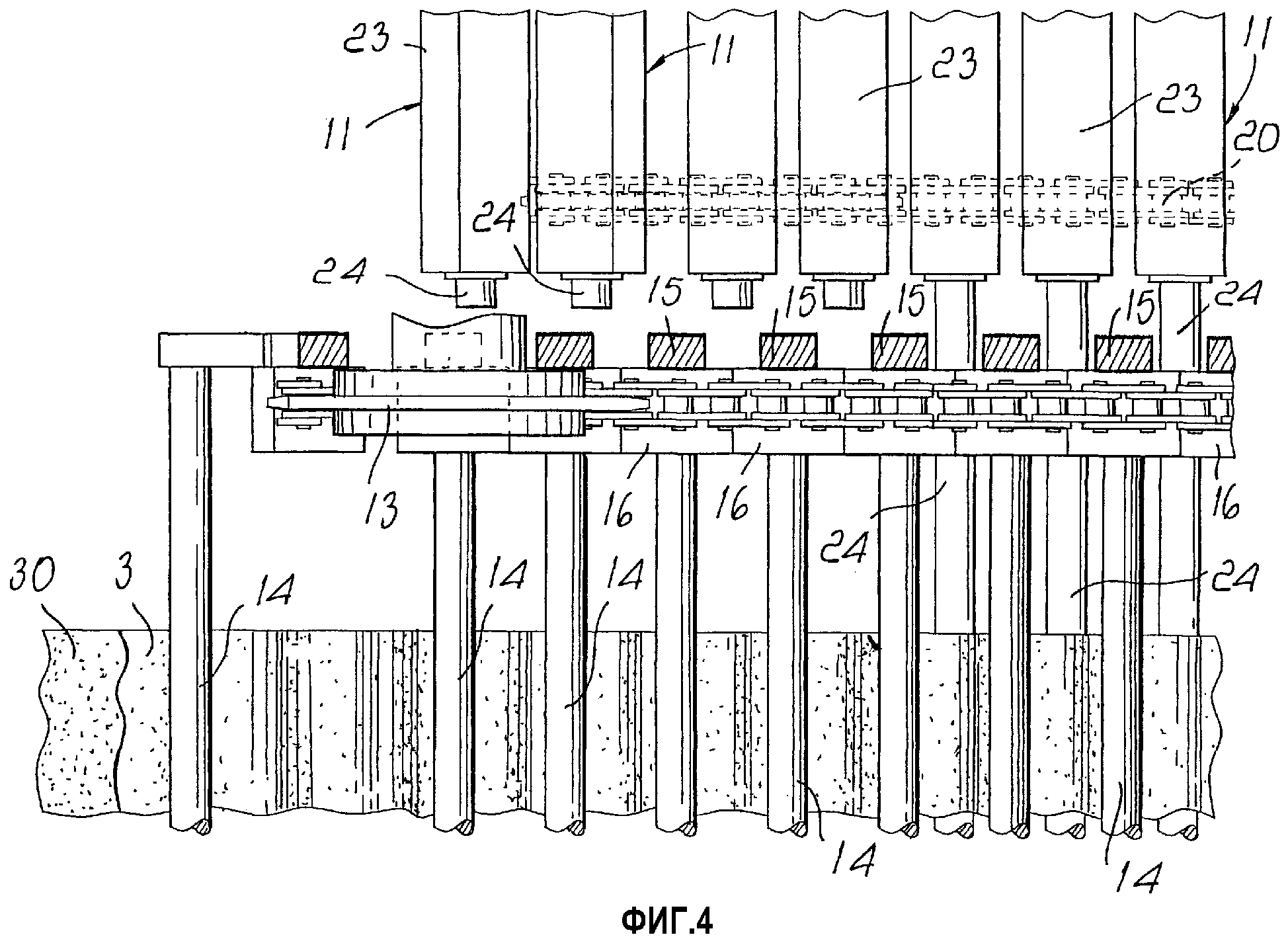
фиг.4 - вид сверху выпускной части средств для непрерывного гофрирования первого полотна;
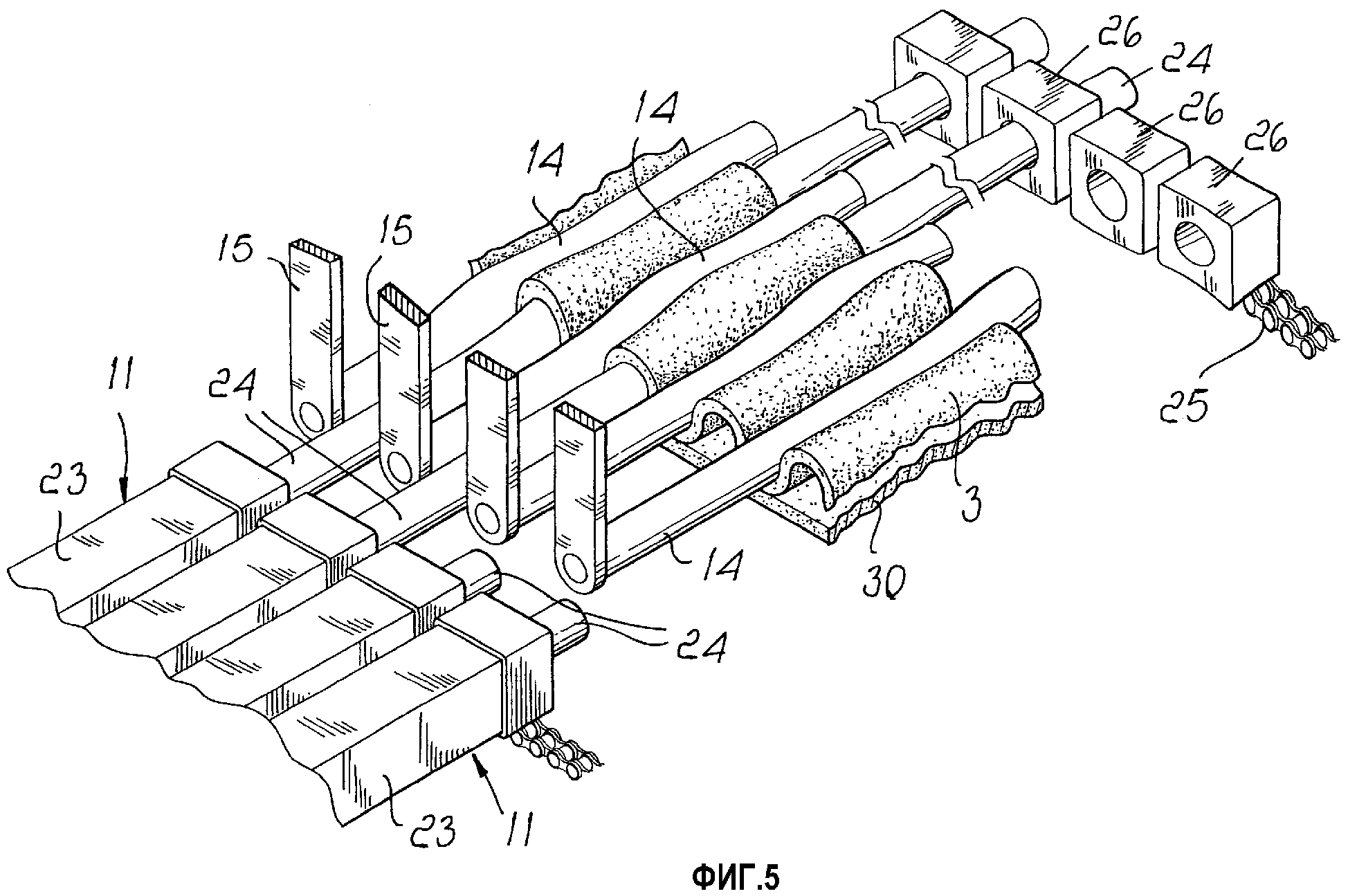
фиг.5 - вид в перспективе выпускной части средств для непрерывного гофрирования первого полотна;
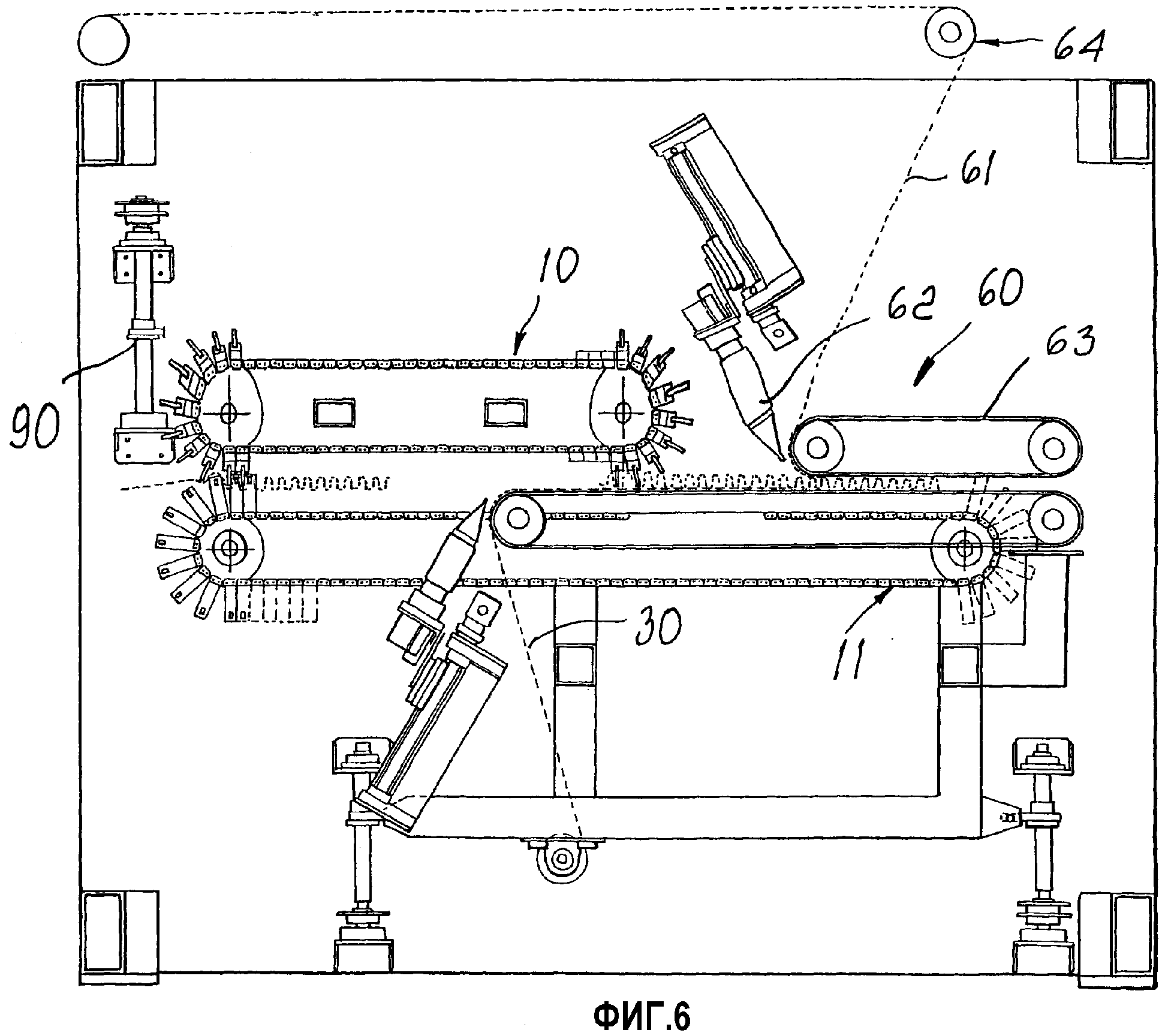
фиг.6 - схематический вид другого варианта исполнения машины, на которой осуществляют наложение плоского полотна с обеих сторон;
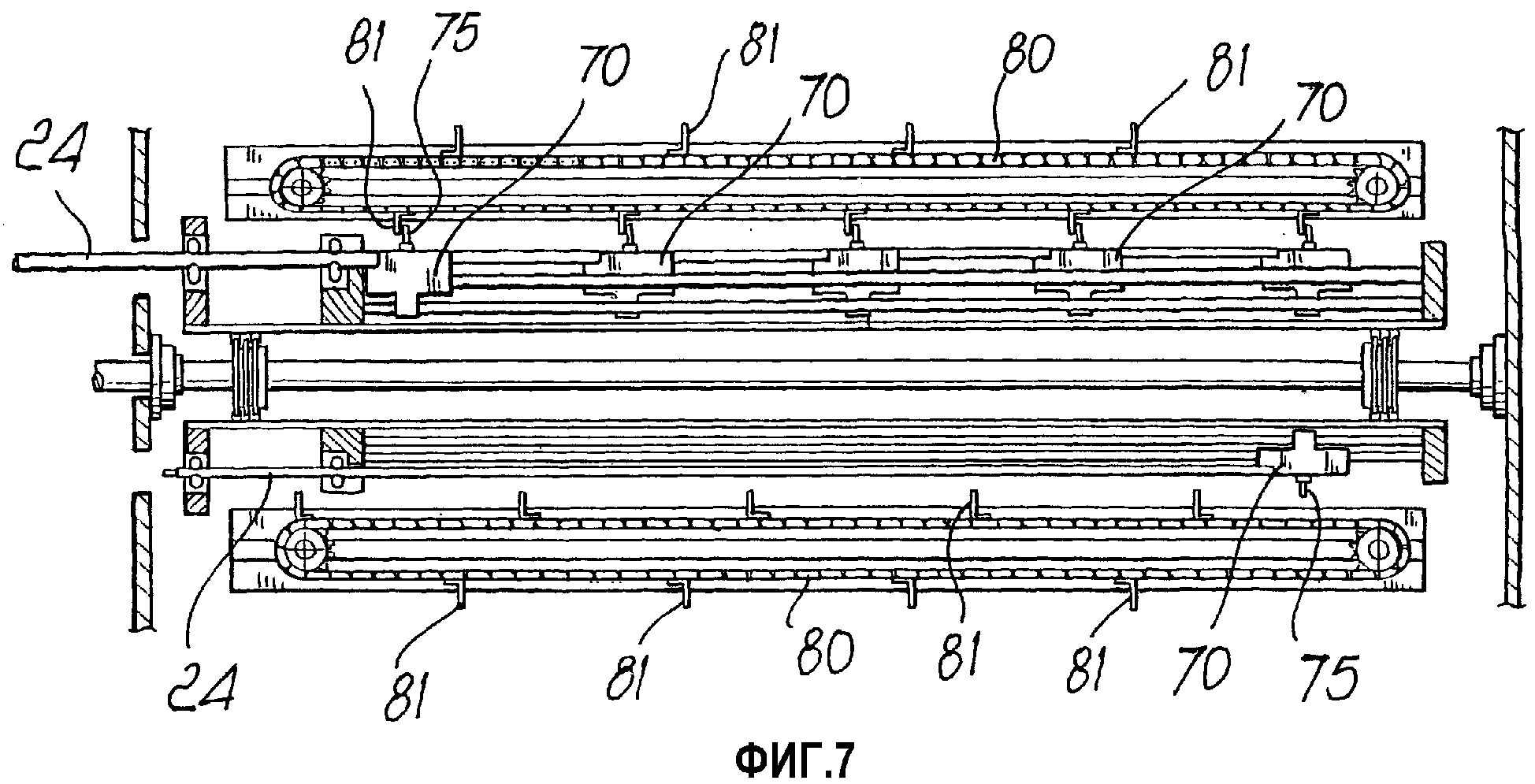
фиг.7 - вид спереди других средств для приведения в действие нижних стержней;
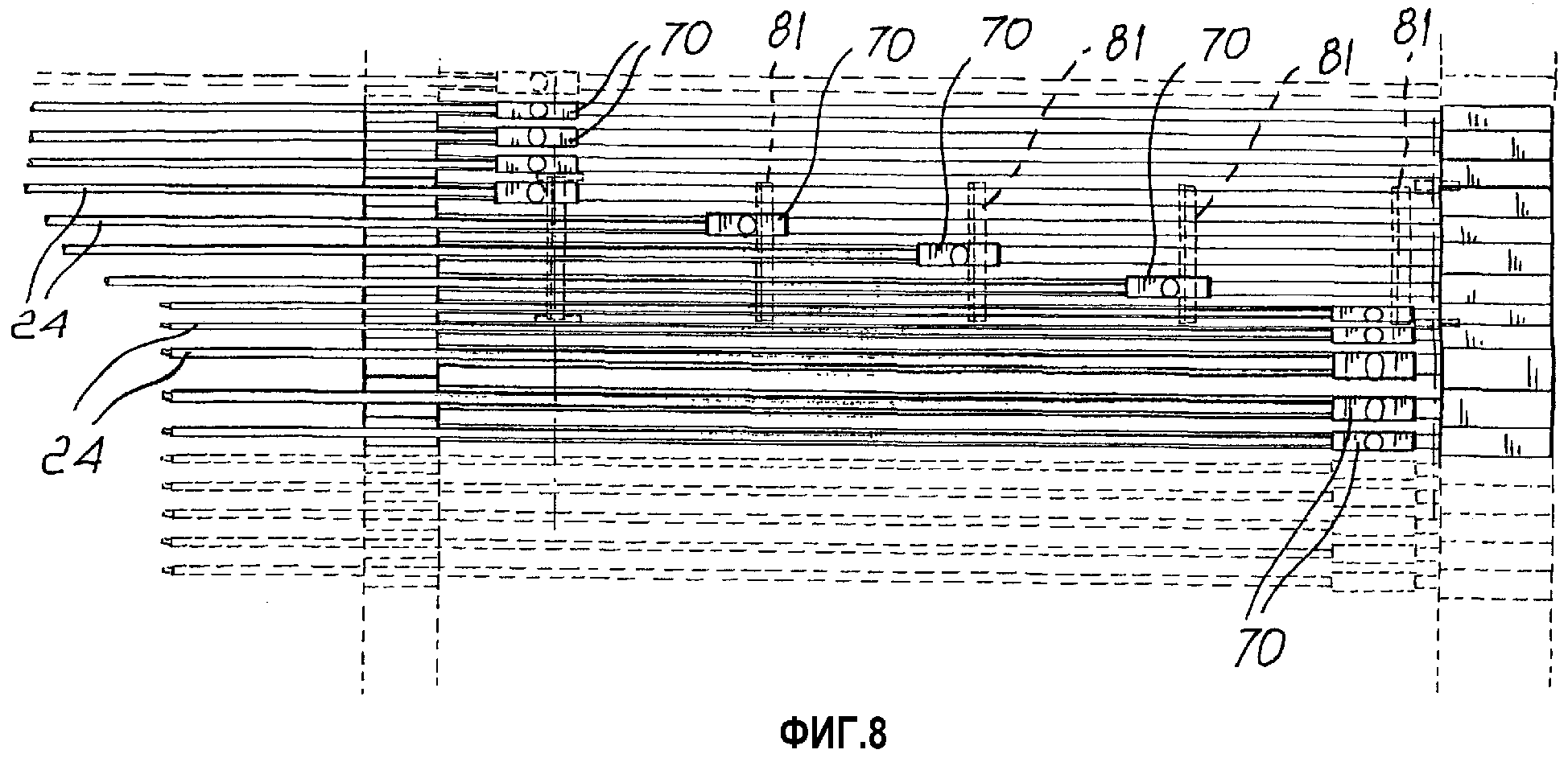
фиг.8 - схематический вид снизу средств для приведения в действие нижних стержней при введении их между полотнами;
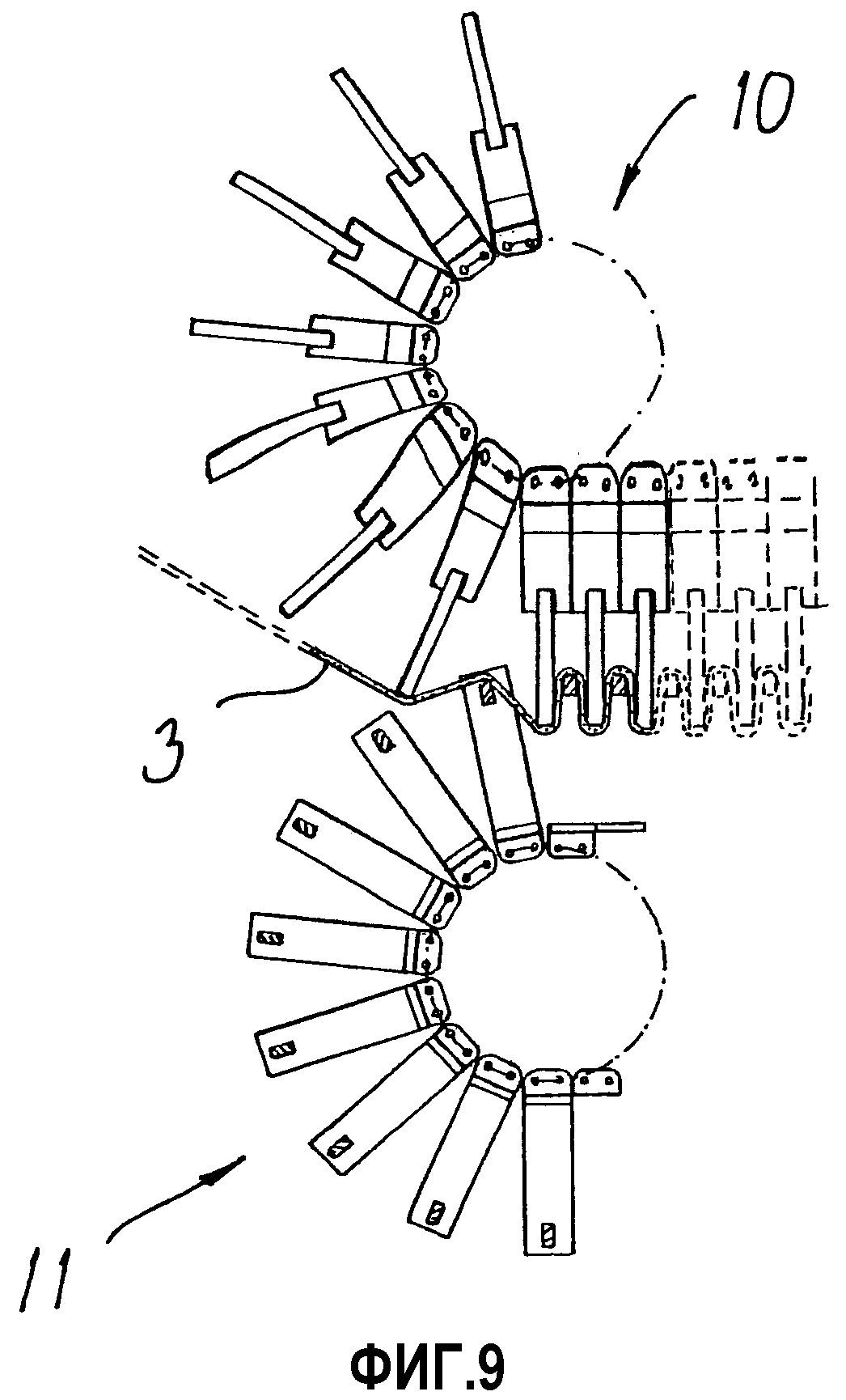
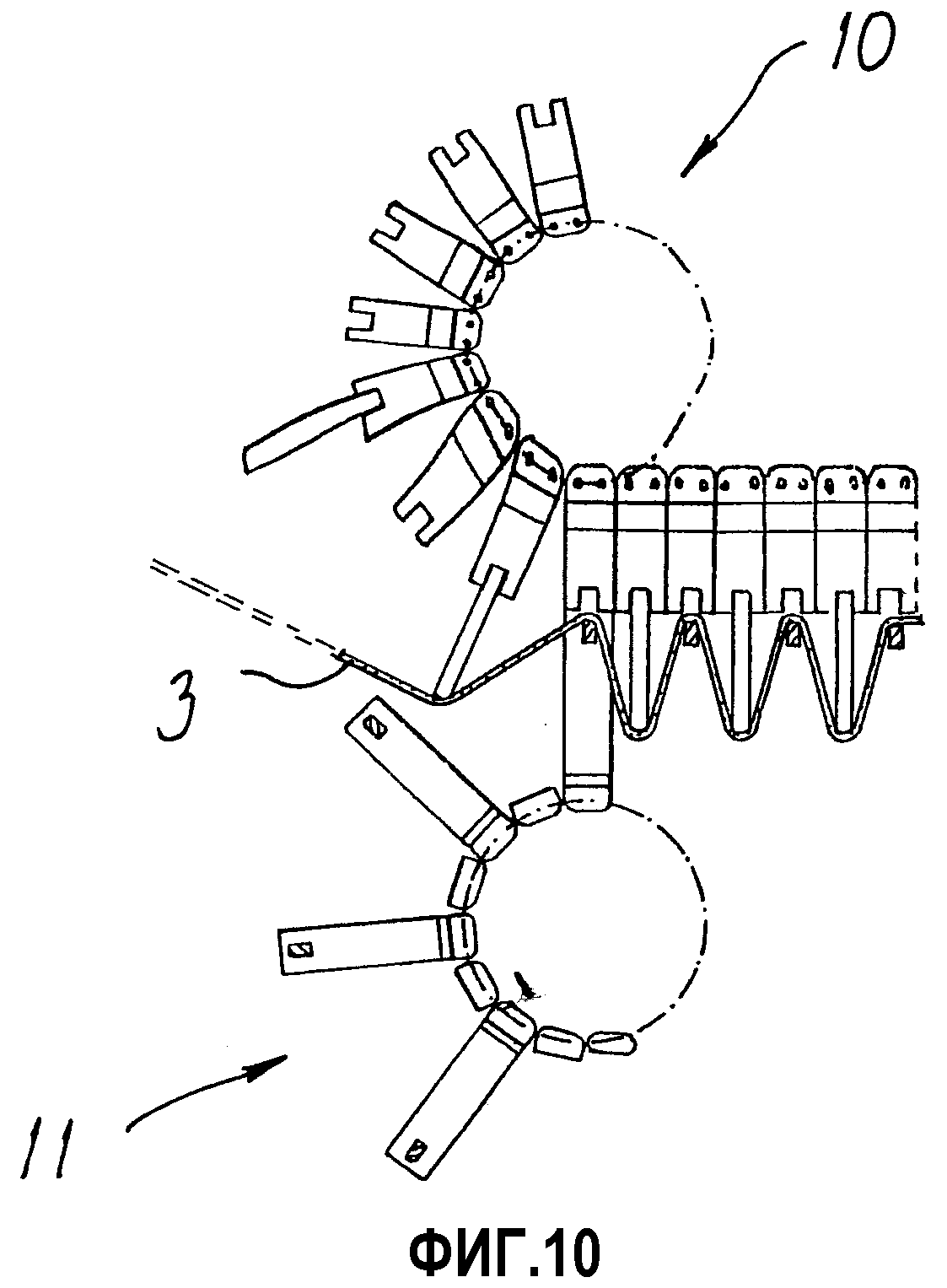
фиг.9 и 10 - виды двух различных возможных вариантов сопряжения между верхним конвейером и нижним конвейером для выполнения различных видов гофрирования;
фиг.11-19 - виды дополнительных возможных вариантов исполнения различных типов гофрированных листообразных элементов.
Предпочтительные варианты осуществления изобретения
Автоматическая машина (см. чертежи) для изготовления гофрированных листообразных элементов, в частности, для упаковки, теплоизоляции, звукоизоляции и т.п. содержит: остов, обозначенный в общем позицией 1, на котором установлены средства, обозначенные в общем позицией 2, для непрерывного гофрирования первого полотна.
Упомянутые средства для непрерывного гофрирования первого полотна представлены в виде катушки 5 для подачи первого полотна 3, установленной с возможностью вращения на остове 1 и подачи полотна, предпочтительно изготовленного из вспененного пластикового материала.
Можно также подавать первое полотно и по меньшей мере одно первое смежное полотно так, чтобы была продольная линия раздела между полотнами 3, которые подвергают гофрированию.
Гофрирующие средства 2 представлены в виде верхнего конвейера, обозначенного в общем позицией 10, и нижнего конвейера 11.
Верхний конвейер представлен верхней цепью 12, которой сообщают непрерывное движение, и которая огибает звездочки 13, установленные по краям и связанные со средствами привода, с помощью которых задают вид движения и скорость перемещения полотна.
Верхний конвейер 10 содержит множество верхних стержней или планок, 14, присоединенных к боковым рычагам 15, выступающим от соединительных блоков 16, которые на практике сопряжены со звеньями цепи 12 так, чтобы они (рычаги) всегда располагались по существу под прямыми углами к направлению цепи.
Верхние стержни 14 сопрягают с верхней поверхностью первого полотна 3 и перемещают в продольном направлении согласованно с нижним конвейером 11, содержащим нижнюю цепь 20, огибающую звездочки 21, которую приводят в движение так, чтобы обеспечивать синхронное движение нижней цепи 20 и верхней цепи 12.
Средства для приведения в действие нижних стержней 24 присоединены к цепи 20 и представлены, например, в виде множества нижних цилиндров 23, расположенных под прямыми углами к протяжению цепи 20, с помощью которых поддерживают множество нижних стержней 24, перемещаемых вдоль направлений, по существу параллельных направлению верхних стержней 14 для введения их между упомянутыми стержнями.
Более подробно, нижняя ветвь верхнего конвейера 10 на практике пересекает верхнюю ветвь нижнего конвейера 11 так, что верхние стержни 14 и нижние стержни 24 взаимно чередуются, и их попеременно сопрягают с противоположными сторонами первого полотна 3, которое соответственно принимает волнообразную форму, например, синусоидальную форму.
Нижним стержням 24 сообщают движение, перпендикулярное направлению движения полотна по причинам, более подробно описанным ниже, и для того, чтобы можно было выводить их из сопряжения с первым полотном, когда это требуется.
Машина дополнительно содержит вспомогательную цепь 25, перемещаемую синхронно с цепью 20 и расположенную сбоку от верхнего конвейера, напротив стороны, где находятся цилиндры 23.
Вспомогательной цепью поддерживают множество направляющих элементов 26, которые перемещают согласованно с цилиндрами 23 для того, чтобы с их помощью поддерживать свободные концы нижних стержней 24 в выведенном положении.
Автоматическая машина дополнительно содержит средства 29 для подачи второго плоского полотна согласованно с первым полотном.
Упомянутые средства для подачи представлены в виде катушки 29 для подачи второго полотна 30, установленного на остове 1, причем полотно 30 подают на соединительный вал 31, расположенный под верхними стержнями, вблизи с верхней ветвью первого конвейера.
С помощью этого устройства второе полотно 30 располагают сбоку рядом с нижней поверхностью первого полотна 3, которому уже придана гофрированная конфигурация так, что некоторое количество нижних стержней 24 остается введенным в полости, образованные между первым полотном 3 и вторым полотном 30.
Кроме того, машина содержит соединительные средства, с помощью которых обеспечивают взаимное соединение в дискретных областях между первым полотном 3 и вторым полотном 30.
Упомянутые соединительные средства в предпочтительном варианте исполнения представлены в виде нагнетательных средств 40 для подачи горячего воздуха, с помощью которых на практике обеспечивают местное расплавление пластикового материала, представляющего собой первое и второе полотна, достигая соединения путем контакта в зоне вала 31, поверх которого пропускают второе полотно в контакте с нижними изгибами первого полотна.
На этом этапе соединения с помощью верхних стержней 14 на практике первое полотно прижимают ко второму полотну, таким образом улучшая его присоединение ко второму плоскому полотну.
Вблизи края верхней ветви нижнего конвейера 11 нижние стержни надлежит извлечь из полостей и таким образом вывести их из сопряжения с двумя соединенными полотнами, которые, как показано на фигурах, принимают конфигурацию, образующую множество полостей.
Стержни 24 остаются в отведенном положении внутри соответствующих цилиндров 23 до тех пор, пока их не подводят к краю нижней ветви нижнего конвейера, где стержни выводят из цилиндров и располагают так, чтобы они находились под первым полотном и над вторым полотном.
С помощью описанного выше устройства, таким образом, может быть получена машина, на которой можно непрерывно и автоматически соединять друг с другом два полотна из вспененного пластикового материала, одно из которых гофрируют так, чтобы сформировать между первым и вторым полотнами множество полостей, расположенных бок о бок, благодаря чему можно уменьшить массу получаемого изделия и образовать на практике множество камер, посредством которых создают действенный барьер, используемый как для звукоизоляции, так и для теплоизоляции.
На фиг.6 представлен другой вариант исполнения машины, который, помимо аналогичных компонентов, описанных ранее, для соединения первого и второго полотен, содержит станцию 60 для присоединения дополнительного плоского полотна 61, естественно, с противоположной стороны от второго полотна 30.
С этой целью предусмотрено второе нагнетательное средство 62 для подачи горячего воздуха, с помощью которого производят местное расплавление дополнительного полотна 61 для обеспечения соединения гофрированного полотна 3 с соединительным полотном 63, расположенным над изготавливаемым изделием в направлении протяжения верхнего конвейера 10.
Предпочтительно, чтобы на определенном протяжении стержни 24 оставались внутри изгибов для повышения стабильности размеров во время соединения и чтобы затем их извлекали для обеспечения возможности отделения путем извлечения стержней у края верхней ветви нижнего конвейера, которая в данном случае находится под верхним конвейером.
Предпочтительно предусмотрены другие средства для приведения в действие стержней 24 (см. фиг.7 и 8), причем такие средства представлены в виде кареток 70, которые можно перемещать в направлении, по существу параллельном продвижению стержней, причем каретки поддерживают с помощью двух направляющих балок 71, которые перемещают согласованно с нижним конвейером так, чтобы обеспечить возможность введения и извлечения стержней предусмотренным способом.
Для перемещения стержней 24 над каретками 70, снабженными пальцами 75 для сопряжения, предусмотрены конвейеры 80 для приведения в действие, снабженные упорами 81, установленными с равномерным шагом, которые перемещают в направлении движения стержней 24 и сопрягают последовательно с пальцами 75 так, чтобы обеспечить, с предназначенным шагом, поступательное движение стержней 24, которые принудительно вводят и извлекают из изгибов, образованных в полотне, подвергнутом гофрированию.
С помощью описанного устройства можно обеспечить быстрое перемещение очень простыми средствами.
Предпочтительно, чтобы упомянутые средства приведения в действие, или конвейеры, 80 были установлены у крайней части верхней ветви нижнего конвейера, где производят извлечение, и у нижней части нижней ветви нижнего конвейера, где осуществляют введение.
С помощью машины можно также регулировать, при желании, ширину изгибов полотна, которое подвергают гофрированию, и для этого предусмотрены средства 90 для регулирования расстояния, с помощью которых можно изменять, при желании, расстояние между нижним конвейером 11 и верхним конвейером 10.
Как показано на фиг.9 и 10, можно также изменять, при желании, расстояние между стержнями так, чтобы иметь возможность варьирования согласно требованиям производства как размеров изгибов, так и расстояния между изгибами, формируемыми в гофрируемом полотне 10.
Следует отметить, и это является очень важной особенностью изобретения, что с помощью машины, описанной выше, можно непрерывно изготавливать полотно, в котором гофрированный слой получают путем непрерывного волнообразного изгибания плоского полотна и формирования изгибов, располагаемых по существу под прямыми углами к направлению движения ленты; кроме того, изгибы присоединяют в дискретных областях по меньшей мере к одному другому плоскому полотну.
Кроме того, благодаря возможности соединения множества полотен на последовательных этапах можно получать очень широкий диапазон совершенно разных изделий.
Из сказанного выше, таким образом, несомненно, следует, что благодаря изобретению достигнуты поставленные цели и задачи и, в частности, то, что с помощью машины, описанной выше, можно обеспечивать автоматически и непрерывно соединение двух или большего числа полотен вспененного пластикового материала, таким образом получая готовое изделие, которое с функциональной и коммерческой точек зрения является особенно практичным и полезным.
Изобретение, представленное таким образом, может быть подвергнуто ряду модификаций, которые подпадают под объем прилагаемой формулы изобретения.
Некоторые возможные варианты исполнения гофрированного листообразного элемента проиллюстрированы со ссылками на фиг.11-19; упомянутый элемент изготавливают путем использования устройства, описанного выше типа, которое может содержать дополнительные технологические станции, или в которое можно вводить уже изготовленный листообразный элемент вместо одного из полотен.
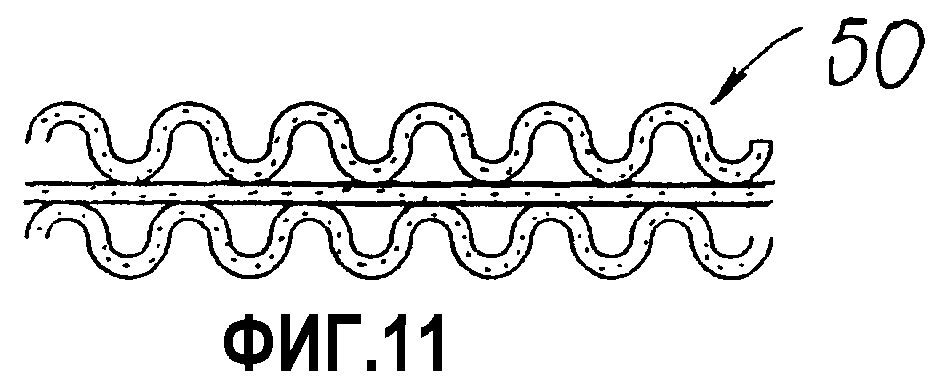
На фиг.11 показан гофрированный элемент, обозначенный позицией 50, в который введен дополнительный гофрированный слой и соединен с плоским полотном, с одной стороны которого уже было сформировано гофрированное полотно.
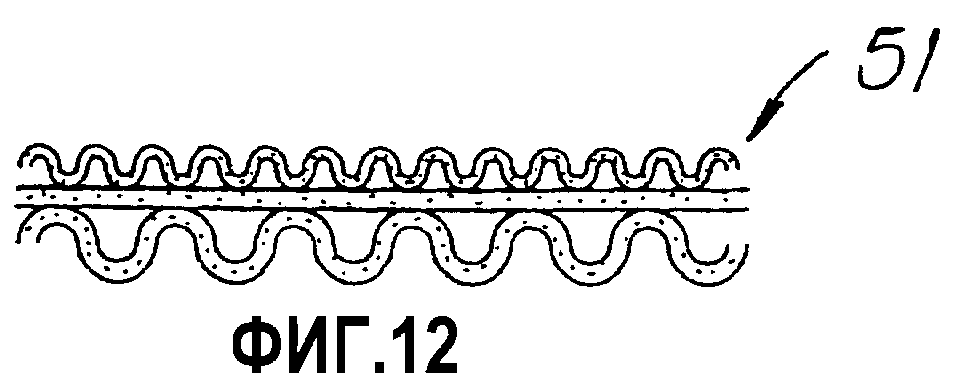
На фиг.12 представлен вид гофрированного листообразного элемента 51, в котором с противоположных сторон плоского полотна расположены гофрированные полотна с различными шагами гофр.
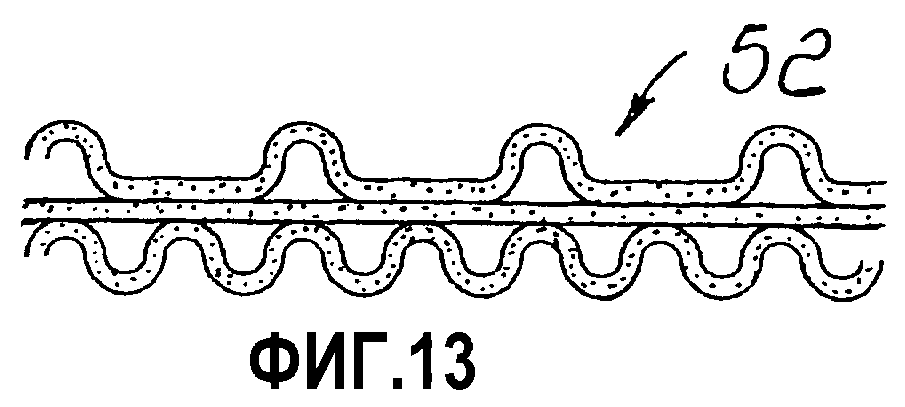
На фиг.13 представлен листообразный элемент 52, содержащий гофрированные компоненты, присоединенные к сторонам плоского полотна; один из упомянутых гофрированных компонентов имеет переменный шаг гофр, т.е. изгиб сформирован между пространствами, в которых, вместо изгиба, обеспечен контакт между плоским полотном и гофрированным полотном, а гофр имеет протяженность, соответствующую шагу промежутка, т.е. области, в которой гофр можно было сформировать.
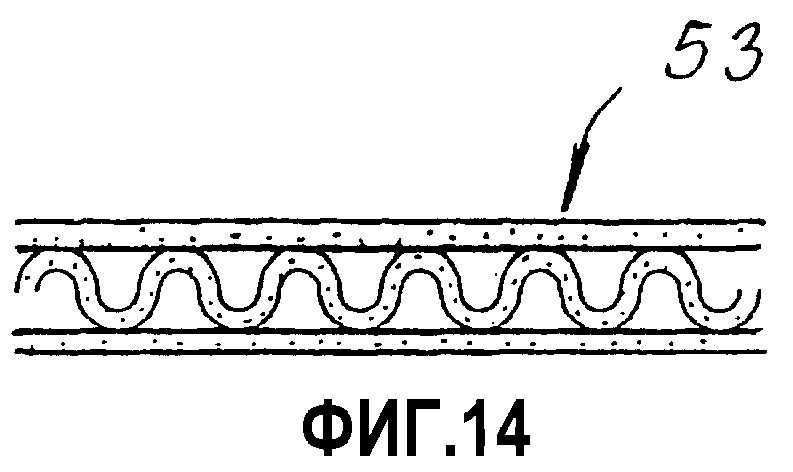
На фиг.14 представлен листообразный элемент 53, полученный из двух плоских полотен, между которыми расположено гофрированное полотно.
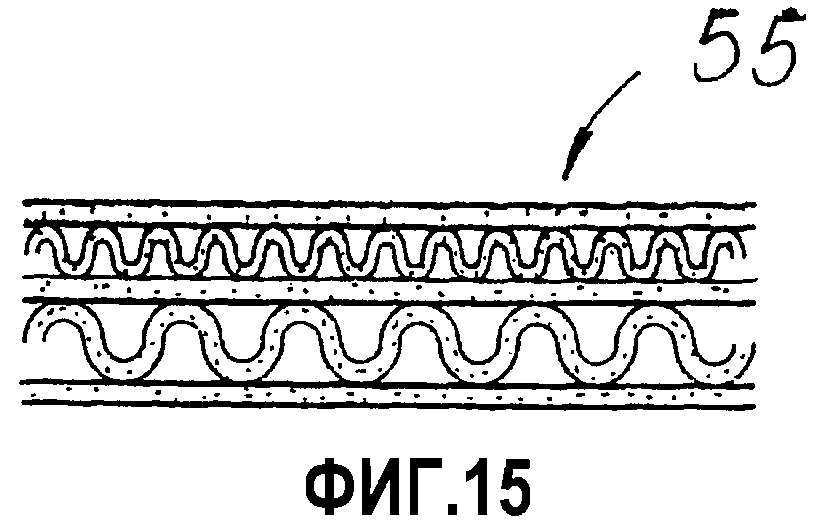
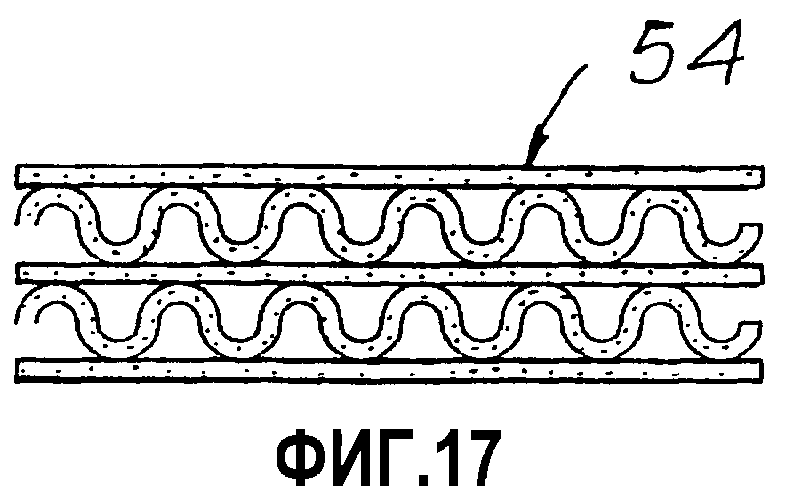
На фиг.15 представлен листообразный элемент 54, в котором в чередующемся порядке расположены гофрированные и плоские полотна; гофрированный элемент 55 на фиг.16 также содержит чередующиеся гофрированные и плоские полотна, причем гофрированные полотна сформированы с различными шагами между гофрами и различной шириной гофр.
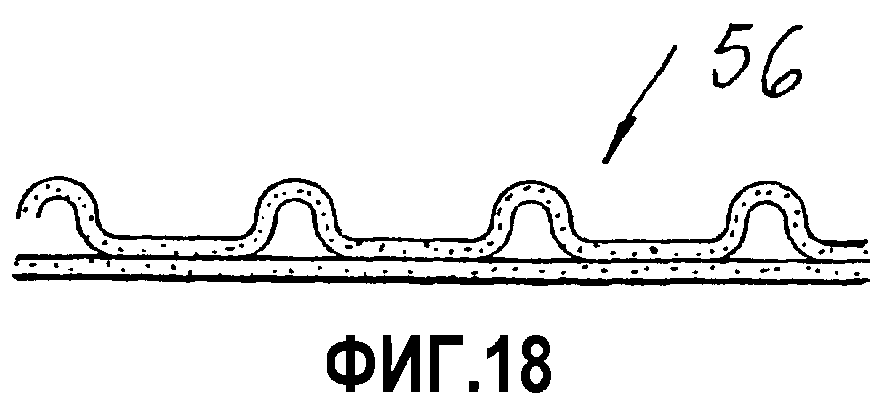
На фиг.17 представлен листообразный элемент 56, полученный путем соединения плоского полотна с гофрированным полотном с чередующимся шагом;
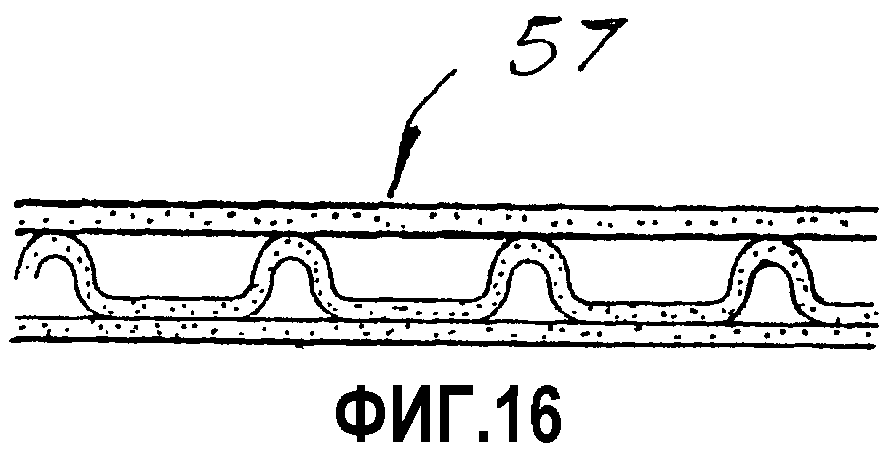
на фиг.18 вместо этого показан листообразный элемент 57, в котором гофрированное полотно с чередующимся шагом расположено между двумя плоскими полотнами.
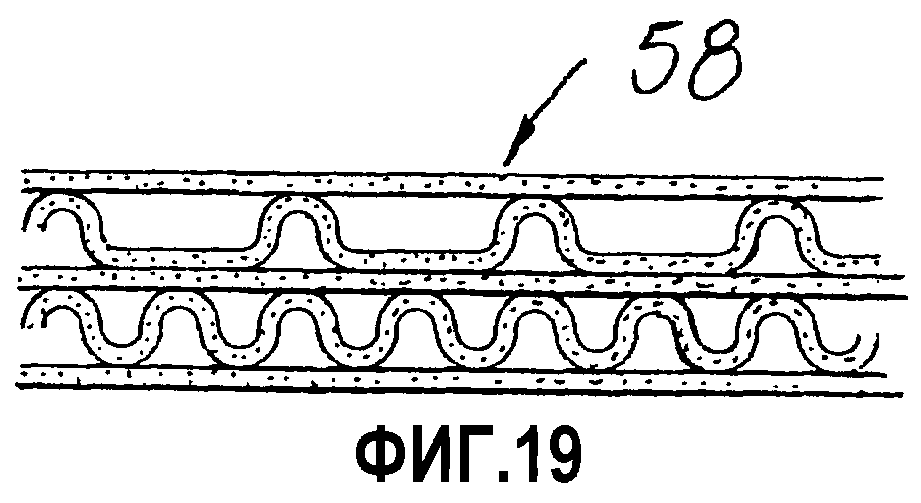
На фиг.19 представлен вид листообразного элемента 58, где плоские полотна, между которыми расположены гофрированные полотна различного типа, например гофрированное полотно с одинаковым шагом и гофрированное полотно с чередующимся шагом, уложены попеременно.
Изделия, описанные выше, можно изготавливать путем введения дополнительных технологических станций на машине, описанной выше, или можно использовать машину того же типа, в которую можно подавать уже изготовленное изделие и получать новое изделие путем соединения множества ранее полученных полотен для получения выбранной композиции.
Все детали могут быть дополнительно заменены другими технически эквивалентными компонентами, и отдельные характеристики, приведенные для описания конкретных примеров, могут быть в действительности заменены другими, отличными от них характеристиками, которые представлены в других примерах вариантов исполнения.
На практике можно использовать любые материалы, а также любые возможные формы и размеры в зависимости от их конкурентноспособности при конкретных вариантах применения и в соответствии с предъявляемыми требованиями.
Приоритет формулы изобретения настоящей заявки испрашивается на основании Итальянской заявки на патент №М12003А000930.
Реферат
Автоматическая машина содержит средства для непрерывного гофрирования по меньшей мере одного первого полотна, которое транспортируется в продольном направлении. Кроме того, машина содержит средства для подачи второго плоского полотна согласованно с первым полотном. Средства для соединения друг с другом по меньшей мере одного первого полотна и второго полотна в дискретных областях. При этом средства для непрерывного гофрирования по меньшей мере одного первого полотна содержат катушку для подачи указанного по меньшей мере одного первого полотна, которое надлежит вводить между верхним конвейером и нижним конвейером. При этом верхний конвейер содержит множество верхних стержней, которые расположены между нижними стержнями, установленными на нижнем конвейере. При этом верхние стержни и нижние стержни взаимно чередуются, и попеременно сопрягаются с противоположными сторонами первого полотна, которое соответственно принимает волнообразную форму. Причем нижние стержни приспособлены для перемещения вдоль направлений, по существу параллельных направлению расположения верхних стержней и по существу перпендикулярных направлению продвижения конвейеров. Изобретение также относится к способу изготовления гофрированных листообразных элементов. Изобретение обеспечивает создание машины, которая обеспечивает непрерывное и эффективное изготовление гофрированных листообразных элементов, при этом обеспечивая высокую надежность и безопасность при использовании, кроме того, данная машина является простой в изготовлении. 2 н. и 22 з.п. ф-лы, 19 ил.
Комментарии