Способ закалки заготовок микроканальных пластин - RU2690591C1
Код документа: RU2690591C1
Описание
Изобретение относится к области производства микроканальных пластин, а именно к способам увеличения механической прочности не вытравленных заготовок различного типономинала путем проведения на них операции закалки.
Известен способ закалки стекла, включающий нагрев стекла до начальной закалочной температуры, затем принудительное охлаждение путем импульсного воздухоструйного обдува в течение 3-х минут с последующим естественным охлаждением до комнатной температуры в условиях естественной конвенции воздушных масс. Данное изобретение направлено на получение упрочненного стекла способного воспринимать механическую обработку без саморазрушения [см патент RU №2151750, МПК7 С03В 27/016, опубл. 27.06.2000 г.].
Недостатками данного способа являются наличие принудительного воздушного обдува, что усложняет и удлиняет процесс закаливания.
Наиболее близким к заявляемому техническому решению является способ закалки стекла, включающим нагрев стекла до закалочной температуры и охлаждение на воздухе в условиях естественной конвекции воздушных масс до комнатной температуры (см. патент №2237621 МПК С03 В 27/016, опубл. 10.10.2004 г.)
Недостатком данного способа являются наличие принудительного воздушного обдува, что усложняет и удлиняет процесс закаливания.
Задачей предлагаемого технического решения является повышение производительности изготовления микроканальных пластин, увеличение запаса прочности перед операцией вытравливания жилы и упрощение процесса закаливания.
Технический результат заключается в увеличении механической прочности микроканальных заготовок, что позволяет ликвидировать их треск на последующей стадии вытравливания жилы, а также способствует значительному уменьшению прогиба (неплоскостности) микроканальных пластин.
Решение технической задачи достигается тем, что в способе закалки заготовок микроканальных пластин, включающем нагрев стекла до закалочной температуры и охлаждение на воздухе в условиях естественной конвекции воздушных масс до комнатной температуры, согласно изобретению, предварительно перед нагревом блок не вытравленных заготовок микроканальных пластин вертикально укладывают в кварцевую кассету, затем помещают ее в муфельную печь, нагревают до температуры 455-485°С, выдерживают при этой температуре 20-70 минут в зависимости от типономинала заготовок и охлаждают на воздухе до комнатной температуры.
Данный способ позволит повысить производительность изготовления микроканальных пластин, увеличить запас прочности перед операцией вытравливания жилы и упростить процесс закаливания, а также ликвидировать треск на последующей стадии вытравливания жилы и значительно уменьшить прогиб микроканальных пластин.
Проведение закалки ниже указанной температуры 450°С не сопровождается положительным эффектом по увеличению механической прочности МКПО, так как данная температура ниже температуры стеклования и не способна снять остаточные напряжения. Закалка выше указанной температуры приводит к деформации заготовок МКПО, образованию вмятин в местах касания заготовок оснастки. Выбираемая температура термообработки также зависит от типономинала заготовок (в большей степени от их геометрических размеров толщины и диаметра).
Длительность выдержки также влияет на степень закаливания, оно зависит от типономинала заготовок (чем больше типономинал, тем длительнее выдержка при указанной температуре). Выдержка заготовок, свыше 70 минут приводит к деформации заготовок.
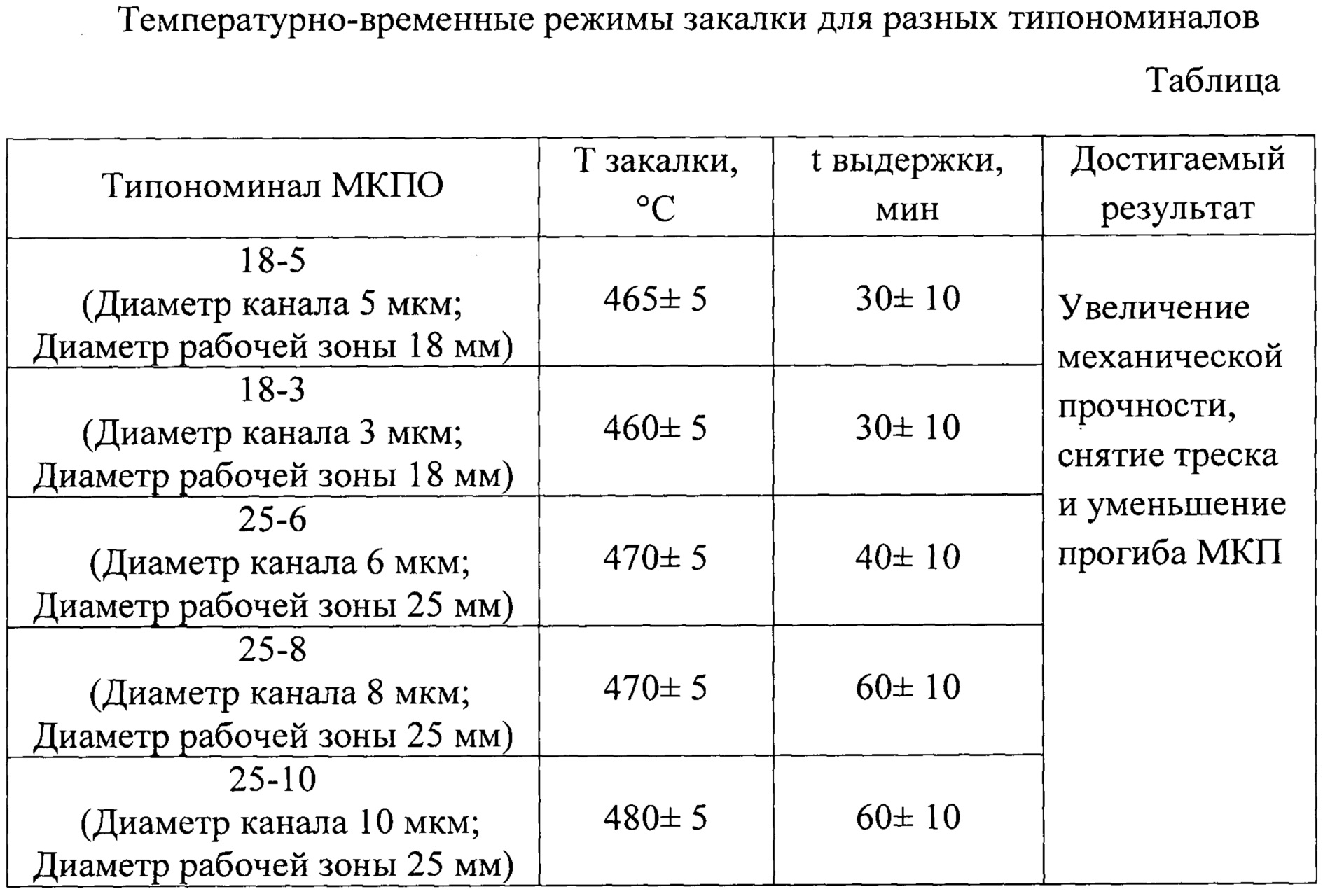
Сущность изобретения поясняется таблицей, в которой показаны температурно-временные режимы закалки для разных типономиналов.
Способ закалки заготовок микроканальных пластин осуществляли следующим образом.
Блок-партии не вытравленных заготовок микроканальных пластин толщиной 200-400 мкм в зависимости от типономинала, укладывали в кварцевую кассету в вертикальном положении, затем кассету помещали в модифицированную муфельную печь, нагревали до температуры трансформации 450-485°С и выдерживали при этой температуре в течение 20-70 минут в зависимости от типономинала заготовок, после чего охлаждали до комнатной температуры.
Пример
Полированные не вытравленные заготовки микроканальных пластин типономиналом 18-5 с диаметром канала 5 мкм и диаметром рабочей зоны 18 мм (см. табл.) укладывали в кварцевую кассету в вертикальном положении и загружали в муфельную печь. В муфельной печи выставляли температурно-временной режим: нагревания до температуры 465°С; выдерживание при заданной температуре 30 мин. По истечению указанного времени муфельную печь отключали, из нее извлекали заготовки и охлаждали на воздухе в условиях естественной конвекции воздушных масс в течении 10 мин. После закалки, полученные заготовки приобретали больший запас прочности за счет создания значительных постоянных внутренних напряжений, сжимающих в наружных слоях и растягивающих во внутренних.
Использование предлагаемого способа закалки заготовок микроканальных пластин позволит по сравнению с прототипом повысить производительность изготовления микроканальных пластин, увеличить запас прочности перед операцией вытравливания жилы и упростить процесс закаливания, а также ликвидировать треск на последующей стадии вытравливания жилы и значительно уменьшить прогиб микроканальных пластин.
Реферат
Изобретение относится к области производства микроканальных пластин. Предварительно, перед нагревом, блок не вытравленных заготовок микроканальных пластин вертикально укладывают в кварцевую кассету и помещают в муфельную печь. Нагрев в печи осуществляют до температуры 455-485°С, выдерживают при этой температуре 20-70 минут и охлаждают на воздухе до комнатной температуры. Технический результат – увеличение механической прочности микроканальных заготовок, что позволяет ликвидировать их треск на последующей стадии вытравливания жилы, а также способствует значительному уменьшению прогиба микроканальных пластин. 1 табл., 1 пр.
Комментарии