Способ пайки вакуумного стеклопакета индукционным нагревом - RU2736268C1
Код документа: RU2736268C1
Чертежи





Описание
Область техники
Настоящее изобретение относится к области технологий вакуумных стеклопакетов, и, в частности, оно относится к способу пайки вакуумного стеклопакета индукционным нагревом.
Предпосылки изобретения
Вакуумный стеклопакет представляет собой новый вид стеклопакетов и обычно состоит из двух стеклянных листов, при этом между этими двумя стеклянными листами образована вакуумная камера. Благодаря наличию этой вакуумной камеры вакуумный стеклопакет обладает хорошими свойствами звукоизоляции, теплоизоляции и защиты от конденсации, а также больше соответствует требованиям к развитию в отношении энергосбережения и защиты окружающей среды, действующим в Китае.
Качество уплотнения вакуумного стеклопакета напрямую влияет на свойства вакуумного стеклопакета. В настоящее время для уплотнения вакуумного стеклопакета в основном применяют два способа: согласно первому способу для обеспечения уплотнения используют стеклянный порошок с низкой температурой плавления, а согласно второму — для обеспечения уплотнения используют металл. При применении металла для обеспечения уплотнения сначала на края противоположных поверхностей двух стеклянных листов необходимо нанести металлические слои; затем технологией пайки получают прочное соединение металлических слоев с припоем и тем самым обеспечивают герметичное уплотнение двух стеклянных листов.
В процессе уплотнения материал для пайки можно нагревать высокочастотным индукционным нагревом, при этом головку для высокочастотной индукционной пайки получают намоткой высокочастотной индукционной катушки, как показано на фиг. 1. В процессе пайки центральная линия головки для высокочастотной индукционной пайки выровнена относительно центральной линии полоски припоя и головка для высокочастотной индукционной пайки перемещается с постоянной скоростью вдоль центральной линии полоски припоя, и тем самым по периметру вакуумного стеклопакета обеспечивается герметичное паяное соединение.
Поскольку припой в области уплотнения находится вместе с металлическими слоями, то кроме припоя во время работы головки для высокочастотной индукционной пайки также нагреваются металлические слои в области уплотнения. В процессе реального производства обнаруживается, что на стеклянных листах в областях углов часто возникает пережог металлических слоев, поэтому нахождение головки для высокочастотной индукционной пайки в областях углов, как показано на фиг. 2, значительно снижает прочность сцепления металлических слоев со стеклянными листами. Например, если металлические слои представляют собой слои серебряной пленки, нанесенные спеканием на стеклянные листы, то в результате перегрева серебро в серебряной пленке в областях углов стеклянных листов вплавляется в материал для пайки, так что прочность соединения полученного вакуумного стеклопакета в областях углов значительно снижается, что влияет на надежность и долговечность уплотнения вакуумного стеклопакета.
Сущность изобретения
Проведенные авторами исследования, в которых внимание уделялось проблеме аналогов, известных из предшествующего уровня техники, которая заключается в том, что пайка индукционным нагревом снижает прочность соединения в областях углов вакуумного стеклопакета, показали, что скорость головки для высокочастотной индукционной пайки в областях углов необходимо снижать, чтобы изменить ее направление, и затем снова повышать, и, следовательно, длительность индукционного нагрева внутренних угловых участков в областях углов вакуумного стеклопакета слишком велика, а скорость нагрева в области краев металлических слоев во время нагревания значительно превышает скорость нагрева в центре металлических слоев, что является основной причиной пережога металлических слоев в областях углов, при этом пережог внутренних угловых участков в областях углов является особенно серьезным. В результате исследований авторы обнаружили, что теоретически указанная выше проблема может быть решена путем уменьшения мощности индукционного нагрева, увеличения скорости движения головки для высокочастотной индукционной пайки и изменения высоты головки для высокочастотной индукционной пайки относительно металлических слоев; в процессе осуществления на практике было обнаружено, что пригодность к применению таких подходов является низкой, и пускай они и обеспечивают определенные результаты, но эти результаты не очевидны.
Задачей настоящего изобретения является предоставление способа пайки вакуумного стеклопакета индукционным нагревом, в котором изменение траектории движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев обеспечивает отклонение траектории движения центра головки для высокочастотной индукционной пайки относительно центральной линии ширины металлических слоев, и тем самым уменьшается индуктивная мощность металлических слоев в областях углов и предотвращается пережог металлических слоев в областях углов. Здесь следует объяснить, что такое область угла: под областью угла понимается область, в которой центральная линия ширины металлического слоя меняет свое направление.
Согласно настоящему изобретению техническое решение вышеуказанной задачи следующее:
Способ пайки вакуумного стеклопакета индукционным нагревом, при этом вакуумный стеклопакет содержит верхний стеклянный лист и нижний стеклянный лист; в областях, подлежащих уплотнению, верхнего стеклянного листа и нижнего стеклянного листа обеспечивают металлические слои; на металлическом слое в области, подлежащей уплотнению, нижнего стеклянного листа обеспечивают непрерывный слой припоя; верхний стеклянный лист и нижний стеклянный лист накладывают друг на друга; во время пайки центр головки для высокочастотной индукционной пайки перемещают вдоль центральной линии ширины металлических слоев; при этом при индукционном нагреве областей углов металлических слоев изменяют траекторию движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев для смещения траектории движения центра головки для высокочастотной индукционной пайки относительно центральной линии ширины металлических слоев со снижением индуктивной мощности в областях углов металлических слоев и предотвращением перегрева металлических слоев в этих областях.
Кроме того, указанное изменение траектории движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев обеспечивают смещением траектории движения центра головки для высокочастотной индукционной пайки в областях углов наружу относительно центральной линии ширины металлических слоев.
Кроме того, указанное изменение траектории движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев обеспечивают изменением формы металлических слоев с обеспечением дугообразных внутренних и внешних краев металлических слоев в областях углов.
Кроме того, радиус дуговых сегментов указанных металлических слоев на внутреннем крае в областях углов равен r, а радиус дуговых сегментов металлических слоев на внешнем крае в областях углов равен R; прямолинейный участок металлических слоев имеет ширину d, при этом d=R–r.
Кроме того, указанные металлические слои имеют ширину 8 мм, радиус дуговых сегментов металлических слоев на внутреннем крае в областях углов равен 3 мм, и радиус дуговых сегментов металлических слоев на внешнем крае в областях углов равен 11 мм.
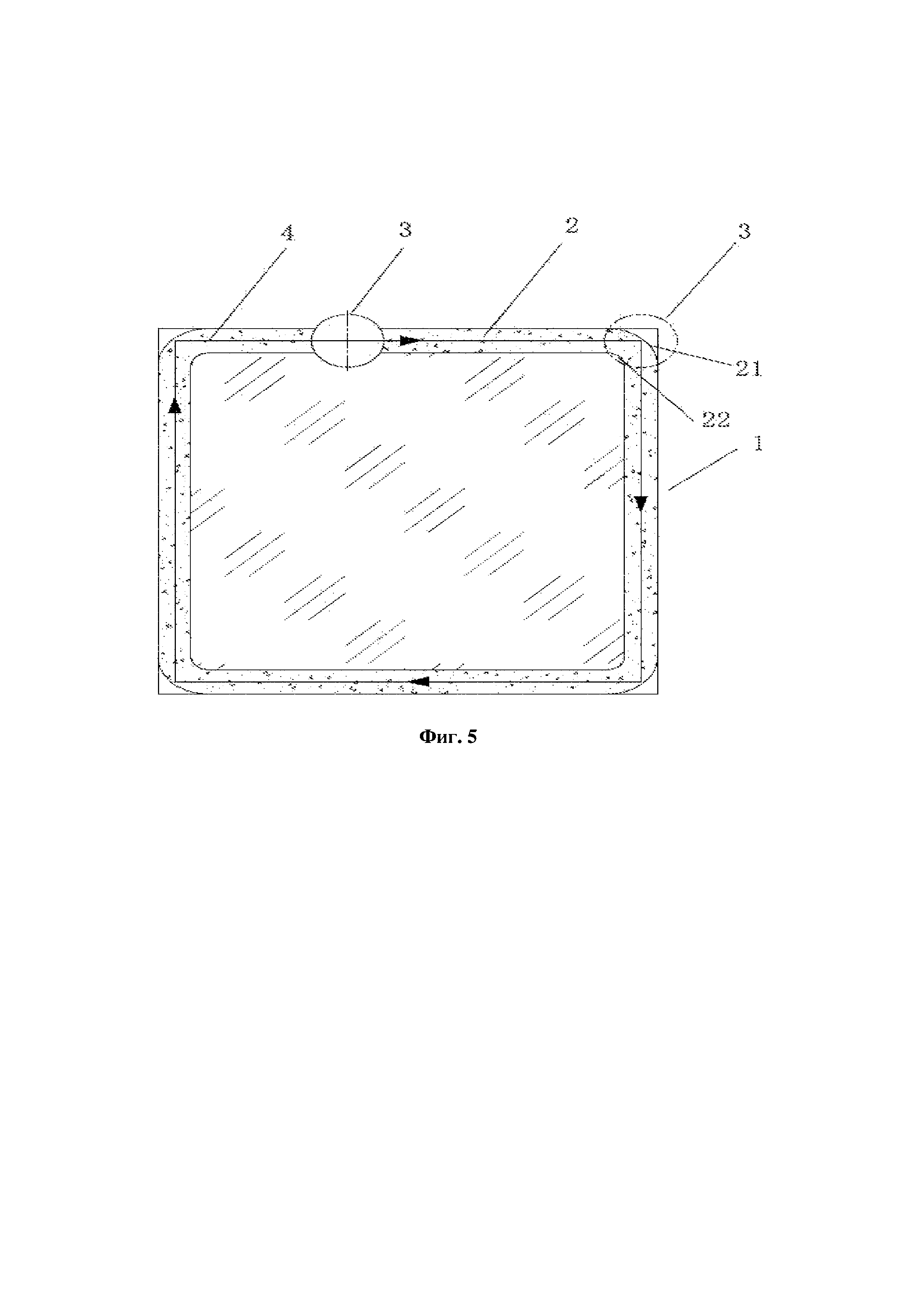
Кроме того, в случае круглых стеклянных листов металлические слои, расположенные в областях, подлежащих уплотнению, стеклянных листов имеют кольцевую форму, при этом ширина кольца равна d, а радиус внутренней окружности кольца равен r; траектория движения центра головки для высокочастотной индукционной пайки представляет собой окружность, которая является концентрической относительно кольца, и радиус окружности равен R, при этом r+d/2 Кроме того, при указанном изменении траектории движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев расстояние смещения траектории движения центра головки для высокочастотной индукционной пайки относительно центральной линии ширины металлических слоев составляет меньше половины ширины металлических слоев. В способе согласно настоящему изобретению изменением траектории движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев обеспечивают отклонение траектории движения центра головки для высокочастотной индукционной пайки относительно центральной линии ширины металлических слоев, и тем самым уменьшается индуктивная мощность металлических слоев в областях углов и предотвращается пережог металлических слоев. Вакуумный стеклопакет, полученный этим способом, характеризуется повышением герметичности в областях, подлежащих уплотнению, при этом повышается коэффициент удовлетворения требованиям и увеличивается срок службы вакуумного стеклопакета. Описание прилагаемых графических материалов На фиг. 1 представлено схематическое изображение головки для высокочастотной индукционной пайки; на фиг. 2 представлено схематическое изображение пайки индукционным нагревом, известной из предшествующего уровня техники; на фиг. 3 представлено схематическое изображение пайки согласно варианту осуществления 1; на фиг. 4 представлено увеличенное схематическое изображение области А на фиг. 3; на фиг. 5 представлено схематическое изображение пайки согласно варианту осуществления 2; на фиг. 6 представлено схематическое изображение пайки согласно варианту осуществления 3; на фиг. 7 представлено схематическое изображение пайки согласно варианту осуществления 4; на фиг. 8 представлено схематическое изображение пайки согласно варианту осуществления 5; при этом на фигурах: 1 – стеклянный лист; 2 – металлический слой; 21 – внешний край металлического слоя в области угла; 22 – внутренний край металлического слоя в области угла; 23 – центральная линия ширины металлического слоя; 3 – головка для высокочастотной индукционной пайки; 4 – путь перемещения. Конкретные варианты осуществления Ниже настоящее изобретение описано более подробно с помощью вариантов осуществления. Настоящее изобретение может быть осуществлено во многих различных формах и не должно рассматриваться как ограниченное представленными в качестве примера вариантами осуществления, описанными в данном документе. Для простоты объяснения относительные пространственные термины, такие как «верхний», «нижний», «левый», «правый» и т. д., могут использоваться в данном документе для описания взаимосвязи одних элементов, или признаков, показанных на фигурах, с другими элементами, или признаками. Следует понимать, что кроме ориентаций, показанных на фигурах, такие пространственные термины охватывают различные ориентации устройства при его использовании или эксплуатации. Например, если устройство на фигурах было перевернуто, то элементы, описанные как расположенные «под» другими элементами, или признаками, будут располагаться «над» другими элементами или признаками. Таким образом, например, термин «нижний» может предполагать обе ориентации: верхнюю и нижнюю. Поскольку устройство может быть расположено по-разному (повернуто на 90 градусов или расположено с другими ориентациями), то далее соответствующим образом представлено описание расположения в пространстве согласно данному документу. Вариант осуществления 1 На фиг. 3 и фиг. 4 представлен первый конкретный вариант осуществления способа пайки вакуумного стеклопакета индукционным нагревом согласно настоящему изобретению; согласно этому варианту осуществления стеклянный лист 1, подлежащий уплотнению, представляет собой стекло квадратной формы; на стеклянный лист 1 в периферийной области, подлежащей уплотнению, предварительно наносят металлический слой 2, при этом металлический слой 2 на внутреннем и внешнем краях областей его 4 углов выполнен прямоугольным; на металлический слой 2 наносят непрерывный слой припоя; при пайке прямолинейного участка металлического слоя 2 центр головки 3 для высокочастотной индукционной пайки выравнивают с центральной линией ширины металлического слоя 2 с перемещением с постоянной скоростью, при этом ее путь 4 перемещения является прямолинейным; при проведении пайки в областях углов металлического слоя 2 путь 4 перемещения головки 3 для высокочастотной индукционной пайки смещают наружу с отклонением центра головки 3 для высокочастотной индукционной пайки в процессе ее перемещения от центральной линии ширины металлического слоя 2, и тем самым снижают индуктивную мощность металлического слоя 2 в областях углов, при этом расстояние смещения должно быть меньше половины ширины металлического слоя 2. Вариант осуществления 2 На фиг. 5 представлен второй конкретный вариант осуществления способа пайки вакуумного стеклопакета индукционным нагревом согласно настоящему изобретению; согласно этому варианту осуществления стеклянный лист 1, подлежащий уплотнению, представляет собой стекло квадратной формы; на стеклянный лист 1 в периферийной области, подлежащей уплотнению, предварительно наносят металлический слой 2; на металлический слой 2 наносят непрерывный слой припоя; при пайке прямолинейного участка металлического слоя 2 центр головки 3 для высокочастотной индукционной пайки выравнивают с центральной линией ширины металлического слоя 2 с перемещением с постоянной скоростью, при этом ее путь 4 перемещения является прямолинейным; при проведении пайки в областях углов металлического слоя 2 путь перемещения головки 3 для высокочастотной индукционной пайки оставляют неизменным, то есть по сторонам замкнутой фигуры, образованной примыканием центральных линий ширины металлического слоя 2 после их пересечения, как показано на фиг. 2. Форму металлического слоя 2 в областях углов изменяют с обеспечением дугообразных внешних краев 21 и внутренних краев 22 металлического слоя в областях углов, поэтому в процессе перемещения головки 3 для высокочастотной индукционной пайки ее центр отклонен наружу относительно центральной линии металлического слоя 2, и тем самым снижается индуктивная мощность металлического слоя 2 в областях углов, при этом расстояние смещения должно быть меньше половины ширины металлического слоя 2. Металлический слой имеет ширину предпочтительно 8 мм, радиус дугового сегмента металлического слоя на внутреннем крае в областях углов равен предпочтительно 3 мм, и радиус дугового сегмента металлического слоя на внешнем крае в областях углов равен предпочтительно 11 мм. Вариант осуществления 3 На фиг. 6 представлен третий конкретный вариант осуществления способа пайки вакуумного стеклопакета индукционным нагревом согласно настоящему изобретению; согласно этому варианту осуществления стеклянный лист 1, подлежащий уплотнению, выполнен круглым; на стеклянный лист 1 в периферийной области, подлежащей уплотнению, предварительно наносят кольцевой металлический слой 2, при этом кольцо имеет ширину d, а радиус внутренней окружности кольца равен r; согласно этому варианту осуществления металлический слой 2 не имеет прямолинейных участков и полностью состоит из областей углов; способ пайки в областях углов в основном такой же, как описанный в варианте осуществления 1; путь 4 перемещения головки 3 для высокочастотной индукционной пайки смещают наружу с отклонением центра головки 3 для высокочастотной индукционной пайки в процессе ее перемещения от центральной линии 23 ширины металлического слоя 2, и тем самым снижают индуктивную мощность металлического слоя 2 в областях углов; траектория движения центра головки 3 для высокочастотной индукционной пайки представляет собой окружность, которая является концентрической относительно кольцевого металлического слоя 2, а радиус указанной окружности равен R, при этом r+d/2 Вариант осуществления 4 На фиг. 7 представлен четвертый конкретный вариант осуществления способа пайки вакуумного стеклопакета индукционным нагревом согласно настоящему изобретению, при этом способ пайки в основном такой же, как описанный в варианте осуществления 1, и отличие заключается в том, что согласно этому варианту осуществления стеклянный лист 1 выполнен трапециевидной формы. Вариант осуществления 5 На фиг. 8 представлен пятый конкретный вариант осуществления способа пайки вакуумного стеклопакета индукционным нагревом согласно настоящему изобретению, при этом способ пайки в основном такой же, как описанный в варианте осуществления 1, и отличие заключается в том, что согласно этому варианту осуществления стеклянный лист 1 выполнен треугольной формы. Выше со ссылкой на прилагаемые графические материалы представлено описание лишь нескольких предпочтительных вариантов осуществления настоящего изобретения, но настоящее изобретение ими не ограничивается, и любые модификации и/или изменения, сделанные специалистами в данной области техники без отклонения от сущности настоящего изобретения, входят в объем защиты настоящего изобретения.
Реферат
Изобретение относится к области технологий вакуумных стеклопакетов, и, в частности, оно относится к способу пайки вакуумного стеклопакета индукционным нагревом. Способ пайки вакуумного стеклопакета индукционным нагревом, при этом вакуумный стеклопакет содержит верхний стеклянный лист и нижний стеклянный лист; в областях, подлежащих уплотнению, верхнего стеклянного листа и нижнего стеклянного листа обеспечивают металлические слои; на металлическом слое в области, подлежащей уплотнению, нижнего стеклянного листа обеспечивают непрерывный слой припоя; верхний стеклянный лист и нижний стеклянный лист накладывают друг на друга; во время пайки центр головки для высокочастотной индукционной пайки перемещают вдоль центральной линии ширины металлических слоев; при этом при индукционном нагреве областей углов металлических слоев изменяют траекторию движения центра головки для высокочастотной индукционной пайки относительно положения центральной линии ширины металлических слоев для смещения траектории движения центра головки для высокочастотной индукционной пайки относительно центральной линии ширины металлических слоев со снижением индуктивной мощности в областях углов металлических слоев. Технический результат - предотвращение перегрева металлических слоев в этих областях. 6 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ составной герметизации для вакуумного стекла
Комментарии