Трубчатая заготовка и способ изготовления стеклянных емкостей из трубчатой заготовки - RU2299186C2
Код документа: RU2299186C2
Чертежи
Описание
Изобретение относится к трубчатой заготовке для изготовления стеклянных емкостей, в частности пузырьков, ампул и шприцев в фармацевтической области, в частности, с признаками ограничительной части пункта 1 формулы изобретения, далее, к способу изготовления стеклянных емкостей из трубчатой заготовки, в частности, для заполнения фармацевтическими продуктами.
Из публикации ЕР-В-111710 известен способ изготовления пузырьков из стеклянной трубчатой заготовки. Стеклянную трубчатую заготовку получают при этом из непрерывной струи стекла. Для этого от стеклянного трубчатого жгута отрезают трубку нужной длины и размягчают ее на обоих концах. Размягченные концы аксиально вытягивают до тех пор, пока стеклянная трубка в этой зоне не сомкнется и тем самым не будут получены закрытые концы трубки. В непосредственной близости от одного из обоих закрытых концов трубки выполняют точечное отверстие и подготовленную таким образом трубку нужной длины в виде трубчатой заготовки помещают в производственный автомат, где ее перерабатывают в пузырек. Трубчатую заготовку помещают в производственном автомате в вертикальном положении таким образом, что точечное отверстие лежит в вертикальном направлении внизу. На верхнем конце стенку трубки умеренно нагревают. Над точечным отверстием трубку нужной длины затем термически разрезают, причем на оставшейся трубчатой заготовке временно образуется донышко, которое, однако, вследствие создающегося избыточного давления сразу же снова лопается. В этом месте формуют горлышко первого пузырька. На расстоянии от этого места, соответствующем длине пузырька, трубчатую заготовку затем снова термически разрезают, причем из оставшейся трубки одновременно образуются донышко первого пузырька и дополнительное донышко, которое, однако, вследствие создающегося внутреннего избыточного давления сразу же снова лопается. Эти операции повторяют с оставшейся трубчатой заготовкой, в результате чего возникают отдельные пузырьки, обладающие подходящей для фармацевтических целей чистотой.
Сами трубчатые заготовки, которые, как описано, например, в полезной модели DE 8232133 U1, могут быть выполнены в виде закрытой с обеих сторон трубчатой заготовки с закупориваемым пленкой отверстием, изготовляют, как правило, со смещением по времени относительно собственно изготовления стеклянных емкостей. Способом, описанным, например, в DE-А-2729966, их упаковывают в пакеты, причем их в самой плотной упаковке, будучи расположенными рядом и друг над другом, охватывают чехлом из эластичного материала. Они поступают затем во вдвойне защищенном состоянии к изготовителю стеклянных емкостей, который применяет уже описанный способ. Для полной укупорки отдельной трубчатой заготовки точечное отверстие, служащее вентиляционным отверстием, снова закупоривают пленкой. Эта пленка обладает таким свойством, что она при умеренном нагреве размягчается, а затем под небольшим давлением разрывается, или же состоит из материала, сгорающего без остатка. Этим обеспечивается необходимая для фармацевтических целей чистота. Изготовление трубчатой заготовки отличается при этом, однако, повышенными затратами. Далее, для изготовления стеклянных емкостей, в частности стеклянных емкостей для фармацевтических целей, всегда выбрасывается часть длины трубчатой заготовки, а именно часть с вентиляционным отверстием и остающаяся при разделении на трубчатые пузырьки часть трубчатой заготовки меньшей длины, чем пузырек. Далее наблюдалось, что из подобной трубчатой заготовки в соответствии с описанным способом при изготовлении стеклянных емкостей определенная доля дефектных стеклянных емкостей может быть исключена только за счет точного согласования отдельных параметров процесса.
В основе изобретения лежит поэтому задача создания способа изготовления стеклянных емкостей, в частности для фармацевтических целей, например, в виде пузырьков, ампул и шприцев, отличающегося высокой экономичностью. При этом целью является, в частности, оптимальное использование всей длины трубчатой заготовки. Далее, технологические затраты и затраты на технику управления при изготовлении стеклянных емкостей должны поддерживаться на как можно более низком уровне или они должны характеризоваться более широким полем допусков.
Решение согласно изобретению охарактеризовано признаками независимых пунктов 1 и 5 формулы. Предпочтительные варианты выполнения описаны в зависимых пунктах формулы.
Трубчатая заготовка согласно изобретению для изготовления стеклянных емкостей, в частности, пригодных для фармацевтических целей, в частности пузырьков, ампул и шприцев, содержит стенку с двумя концевыми зонами, причем первая концевая зона стенки трубки закрыта, образуя донышко. В области первой концевой зоны в стенке трубки предусмотрено, по меньшей мере, одно вентиляционное отверстие. Оно выполнено предпочтительно перпендикулярно оси трубчатой заготовки. Диаметр этого вентиляционного отверстия лежит предпочтительно в пределах от>0 до<1% открытой поверхности, имеющейся у обычной открытой с обеих сторон трубки. Согласно изобретению вторая концевая зона свободна от укупорки, т.е. имеет отверстие или полностью открыта. Для изготовления подобной трубчатой заготовки от непрерывной стеклянной трубки отрезают трубку нужной длины. Один из обоих открытых концов этой трубки нужной длины размягчают и с помощью действующего в осевом направлении усилия вытягивают до тех пор, пока стенки трубки не сомкнутся и тем самым не образуется первое более плоское или слегка вогнутое внутрь донышко, т.е. направленное в ограниченное стенкой трубки внутреннее пространство. После укупорки одной концевой зоны затем в области этой концевой зоны в стенке трубки выполняют вентиляционное отверстие. Это может происходить, например, за счет прожигания с помощью остроконечной горелки. Отделение от непрерывной стеклянной трубки может характеризоваться немного увеличенным переносом частиц в области открытого конца. Было, однако, установлено, что в связи со способом согласно изобретению для изготовления стеклянных емкостей, в частности стеклянных емкостей, пригодных для фармацевтических целей, этот недостаток снова компенсируется посредством осуществляемых там операций так, что могут быть изготовлены стеклянные емкости очень высокой чистоты и тем самым пригодные для фармацевтических целей. Трубчатая заготовка согласно изобретению отличается тем самым меньшими технологическими затратами по сравнению с описанным уровнем техники. Далее, для транспортировки трубчатой заготовки собственно к месту изготовления стеклянных емкостей не требуется никаких особых мер и для упаковки в пакеты могут применяться уже известные из уровня техники способы.
В отношении выполнения донышка в трубчатой заготовке каких-либо ограничений нет. Оно может быть выполнено плоским или же слегка вогнутым внутрь. Геометрия донышка является при этом функцией температуры и величины усилия, действующего в закупориваемой концевой зоне трубки.
Для того чтобы исходя из открытой концевой зоны трубки начать изготовление стеклянных емкостей, открытая концевая зона имеет предпочтительным образом плоскостность >0 и ≤1 мм, предпочтительно ≤0,8 мм.
Для изготовления стеклянных емкостей, в частности, пригодных для применения в фармацевтических целях, в частности в виде пузырьков, ампул или шприцев, из выполненной согласно изобретению трубчатой заготовки последнюю помещают в производственный автомат и перерабатывают там в стеклянные трубчатые емкости. Согласно изобретению трубчатую заготовку помещают при этом в производственный автомат предпочтительно в вертикальном положении таким образом, что закрытая концевая зона с вентиляционным отверстием находится в вертикальном направлении вверху. Вторая открытая концевая зона находится тогда в вертикальном направлении внизу. Во второй открытой концевой зоне можно сразу же начинать изготовление за счет того, что ее нагревают и образуют нужную форму горлышка. На расстоянии, соответствующем длине стеклянной емкости, исходя из формованного горлышка трубчатую заготовку термически разрезают, причем во время этого процесса одновременно образуется донышко стеклянной емкости. Оно может быть выполнено плоским или же с вогнутостью, направленной в ограниченное стенкой трубки внутреннее пространство. Отдельные операции непрерывно повторяют затем с трубчатой заготовкой, причем образуются следующие стеклянные емкости. Уже изготовленную стеклянную трубчатую емкость предпочтительно удаляют из направляющей для трубчатой заготовки, так что остальная трубчатая заготовка с открытой теперь концевой зоной может быть смещена в положение, занимавшееся ранее удаленной стеклянной емкостью. Это дает то преимущество, что нагревательный и формообразующий блоки для изготовления горлышка не приходится смещать и при вертикальном расположении трубчатой заготовки она может сама занимать это положение в направлении силы тяжести. Существенное преимущество этого решения состоит в том, что, во-первых, начинать с изготовления стеклянных емкостей можно сразу же без выбрасывания материала трубчатой заготовки и, далее, из-за всегда имеющегося вентиляционного отверстия условиями давления в трубчатой заготовке легко управлять, так что не возникает повреждений или дефектных стеклянных емкостей из-за возможных пиков давления в трубчатой заготовке. Далее, уже при термическом разрезании может происходить образование донышка у оставшейся трубчатой заготовки, причем это никоим образом не представляет проблемы, поскольку за счет целенаправленного нагрева этой концевой зоны можно снова выполнить требуемое отверстие и тем самым также форму горлышка. Возможно возникающий при изготовлении трубчатой заготовки недостаток, состоящий в увеличенном переносе частиц в открытой концевой зоне, можно снова компенсировать этим способом, в частности, за счет целенаправленного нагрева.
Решение согласно изобретению дает тем самым, в частности, при массовом изготовлении стеклянных емкостей значительное экономическое преимущество за счет использования трубчатой заготовки с закрытой с одной стороны концевой зоной и вентиляционным отверстием по сравнению с известными решениями с закрытой с обеих сторон концевой зоной и вентиляционным отверстием или с закрытой с одной стороны концевой зоной без вентиляционного отверстия. Подготовка за счет отделения зоны с вентиляционным отверстием отпадает, далее, условиями давления благодаря имеющемуся вентиляционному отверстию можно надежно управлять, так что они не вызывают негативного влияния при изготовлении стеклянных емкостей.
В одном особенно предпочтительном выполнении и в зависимости от нужной формы горлышка управляют нагревом второй концевой зоны. Преимущество в том, что за счет управляемого нагрева достигается отверстие нужного диаметра.
Согласно другому предпочтительному выполнению изобретения способ осуществляют автоматически. Это дает возможность повышения производительности, в частности, при массовом производстве.
Решение согласно изобретению поясняется ниже с помощью чертежей, на которых изображают:
- фиг.1: продольный разрез выполненной согласно изобретению трубчатой заготовки;
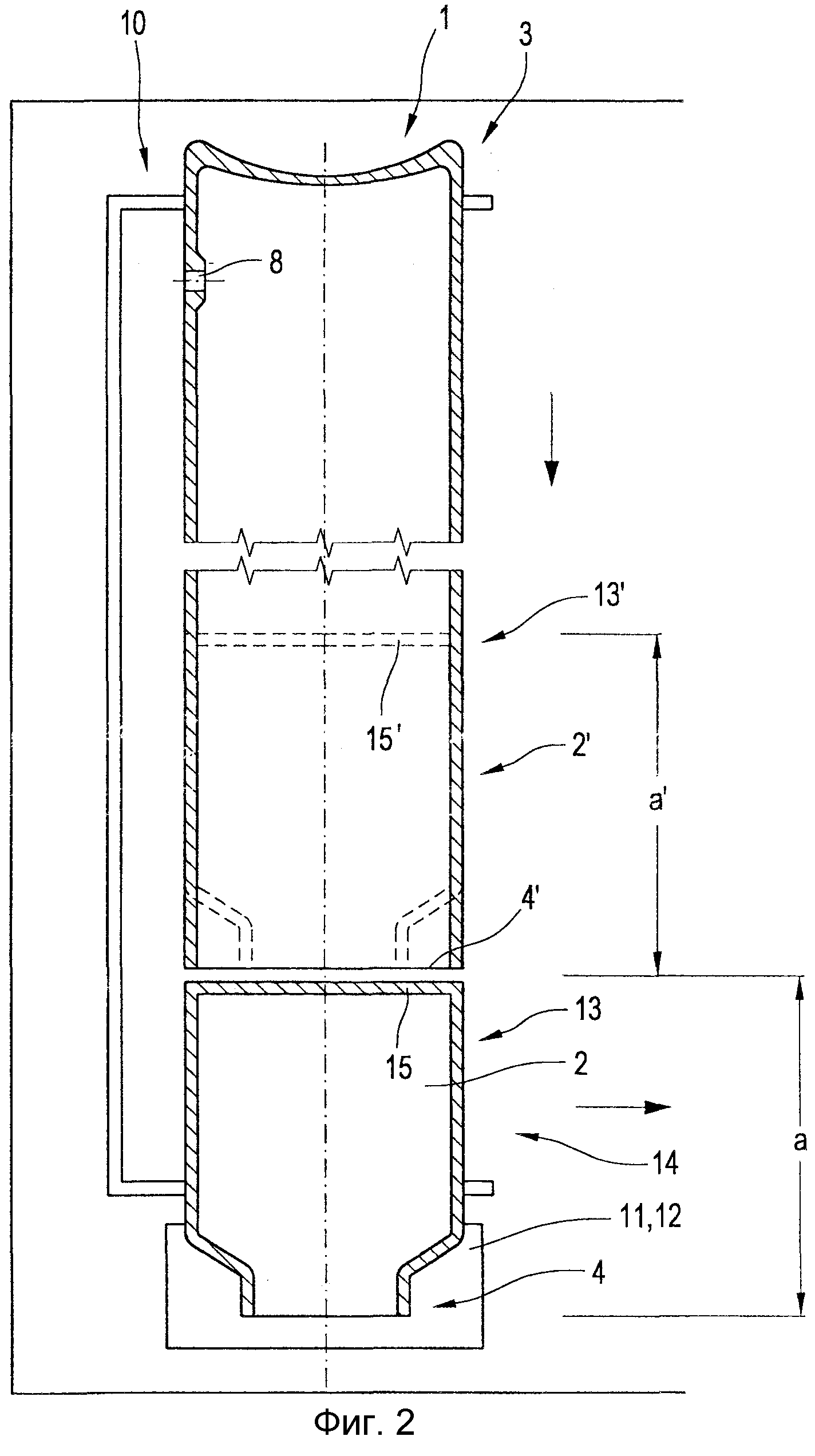
- фиг.2: в схематичном, сильно упрощенном виде, - основной принцип способа изготовления стеклянных емкостей, в частности, пригодных для использования в фармацевтических целях.
На фиг.1 в схематичном, сильно упрощенном виде изображен продольный разрез выполненной согласно изобретению трубчатой заготовки 1, которую используют для изготовления стеклянных емкостей 2, которые могут быть выполнены, например, в виде пузырьков, ампул или шприцев и, в частности, пригодны для фармацевтических целей. Трубчатая заготовка 1 изображена при этом в продольном разрезе. Она имеет две концевые зоны - первую 3 и вторую 4. Первая концевая зона 3 при этом закупорена. Для этого непосредственно на конце 5 трубки предусмотрено донышко 6. При этом донышко, как в изображенном случае, может быть выполнено вогнутым в направлении ограниченного стенкой донышка внутреннего пространства 7 трубчатой заготовки. Возможно также плоское выполнение (не показано) донышка 6. Трубчатая заготовка 1 открыта согласно изобретению во второй концевой зоне 4. Дополнительно предусмотрено вентиляционное отверстие 8, которое выполнено в стенке 9 трубчатой заготовки 1 и расположено предпочтительно вблизи донышка 6. Ось вентиляционного отверстия проходит при этом перпендикулярно средней оси RМ трубки. Оно расположено, далее, в первой концевой зоне 3.Трубчатую заготовку 1 получают при этом из непрерывной стеклянной трубки конечной длины. При этом от стеклянной трубки отделяют образующий трубчатую заготовку 1 трубчатый элемент длиной l. Возникающий при этом трубчатый элемент открыт в обеих концевых зонах. Одну из обеих открытых концевых зон длины l трубки затем размягчают и с помощью действующего в осевом направлении усилия вытягивают до тех пор, пока стенки трубчатого элемента в этой зоне не сомкнутся и не образуется первое более плоское или слегка вогнутое внутрь донышко 6. Вторая концевая зона, которая у готовой трубчатой заготовки 1 соответствует тогда открытой концевой зоне 4, остается необработанной. Требуемая плоскостность в открытой концевой зоне обеспечивается при этом посредством отделения от первичной стеклянной трубки, осуществляемого, как правило, термически. В первой концевой зоне 3 выполняют затем вентиляционное отверстие 8. Его выполняют предпочтительно с помощью остроконечной горелки.
Полученную трубчатую заготовку 1 затем для осуществления способа согласно изобретению помещают в производственный автомат 10 предпочтительно таким образом, что закрытая концевая зона 3 с вентиляционным отверстием 8 оказывается в вертикальном направлении вверху. Изготовление начинают с открытой концевой зоны 4. При этом в открытой концевой зоне 4 стенку 9 трубки умеренно нагревают, например, с помощью устройства 11, причем нужное горлышко стеклянной емкости 2 формуют с помощью устройства 12. Устройство 11 для нагрева и устройство 12 для формообразования могут быть при этом объединены также в один блок. На расстоянии а от открытого конца трубки, в частности от уже выполненного горлышка, трубчатую заготовку 1 затем термически разрезают, причем при разрезании в возникающей при этом концевой зоне 13 образующего затем стеклянную емкость 2 отрезка 14 трубки образуется донышко 15. Полученную таким образом стеклянную емкость 2 удаляют из производственного автомата 10 по стрелке и трубчатую заготовку направляют в вертикальном направлении вниз или она падает вниз. Вторая концевая зона 4', образующаяся у трубчатой заготовки 1 после удаления стеклянной емкости 2, может быть путем термического разрезания либо закупорена, либо снабжена отверстием. Это, однако, не играет для дальнейшего изготовления никакой роли, поскольку эту вторую концевую зону 4' снова подвергают нагреву также с помощью устройства 11, а с помощью устройства 12 для формообразования выполняют нужное горлышко стеклянной емкости 2', т.е. второй полученной из трубчатой заготовки 1 стеклянной емкости. Условия давления в трубчатой заготовке 1 остаются благодаря имеющемуся вентиляционному отверстию 8 под контролем. Возникающий контур стеклянного пузырька 2' показан прерывистой линией. После удаления пузырька 2 из автомата или, по меньшей мере, из направляющей стеклянный пузырек 2' изготовляют в положении, изображенном на фиг.2 для стеклянного пузырька 2. Вслед за выполнением горлышка повторно осуществляют процесс разрезания трубчатой заготовки 1 на расстоянии а', причем в процессе разрезания или вслед за ним возникающую концевую зону 13' отрезка 14' трубки закупоривают донышком 15'. Этот процесс может быть продолжен до конца трубчатой заготовки 1, причем выбрасывают лишь верхнюю часть с вентиляционным отверстием. Изготовление, начинающееся с открытой концевой зоны, дает при этом то преимущество, что, во-первых, можно сразу же начинать изготовление стеклянных емкостей, не планируя утилизируемый отрезок, и, во-вторых, можно оптимальным образом использовать имеющуюся в распоряжении длину трубчатой заготовки 1, поскольку выбрасывают лишь оставшуюся концевую зону с вентиляционным отверстием и поэтому с самого начала не требуется сложных расчетов в отношении величины отходов, как в случае выполнения с закрытой с обеих сторон концевой зоной.
Перечень ссылочных позиций
1 - трубчатая заготовка
2, 2' - стеклянная емкость
3 - первая концевая зона
4 - вторая концевая зона
5 - конец трубки
6 - донышко
7 - внутреннее пространство
8 - вентиляционное отверстие
9 - стенка
10 - производственный автомат
11 - устройство для нагрева
12 - устройство для формообразования
13, 13' - концевая зона
14, 14' - отрезок
15, 15' - донышко
RМ - средняя ось трубки
а, а' - расстояние
Реферат
Изобретение относится к трубчатой заготовке для изготовления стеклянных емкостей, в частности пузырьков, ампул или шприцев, в частности, пригодных для фармацевтических целей. Техническим результатом является оптимальное использование всей длины трубчатой заготовки. Для этого заготовка содержит стенку, включающую в себя две концевые зоны - первую и вторую. Причем первая концевая зона закупорена с образованием донышка и вентиляционное отверстие выполнено в области концевой зоны в стенке трубки. При этом образующий вторую концевую зону конец трубки имеет отверстие. Причем стенка трубки имеет во второй концевой зоне плоскостность >0 и ≤0,8 мм. Также предложен способ изготовления стеклянных емкостей. 2 н. и 9 з.п. ф-лы, 2 ил.

Комментарии