Арматурная полоса и способ ее непрерывного производства - RU2133806C1
Код документа: RU2133806C1
Чертежи
Описание
Изобретение относится к сетчатой арматурной полосе, приспособленной для укрепления соединений горизонтальной кладки. Под сетчатой полосой здесь подразумевается сетчатая конструкция из отрезков стальной проволоки любого сечения, сваренных между собой.
При строительстве путем кладки последовательные горизонтальные ряды строительного камня укладываются один поверх другого. После завершения укладки ряда на его поверхность наносится слой связывающего цемента, такого как строительный раствор. После этого на слой раствора укладывается арматурная полоса, после чего на нее наносится еще один слой строительного раствора так, что эти два слоя сливаются друг с другом сквозь ячейки сетки, в результате чего образуется единый слой связывающего строительного раствора с проложенной в нем арматурной полосой. Следующий ряд строительного камня затем укладывается поверх этого слоя так, что создается горизонтальное соединение между предыдущим и последующим рядами строительного камня. Таким образом, это соединение оказывается укрепленным от образования вертикальных трещин. Если ряд строительного камня длиннее, чем длина одной арматурной полосы, естественно, укладывается большее количество арматурных полос конец к концу с некоторым перекрытием для обеспечения непрерывности арматуры. При этом необходимо обращать внимание на то, чтобы ячейки арматурных полос в последовательных их соединениях между собой располагались уступами (или в "шахматном порядке") относительно друг друга.
Для того чтобы арматурная полоса была адаптирована к такой горизонтальной кладке, полоса должна иметь ширину составляющую примерно 0,6 - 0,9 толщины стены, которую она должна укрепить, что предполагает ширину полосы, лежащую в пределах от 3 до 30 см, а обычно - от 5 до 18 см. Практическая длина полосы для облегчения работы с ней на стройплощадке составляет от 2 до 7 м. В целом полосы практически плоски, но это не означает, что они не могут иметь выступов, отступающих наружу от плоскости полосы, которые могут вставляться в выемки в стене или в вертикальные отверстия в строительных камнях или между ними. Кроме того, для надлежащего укрепления соединения горизонтальной кладки при укладке камней сетчатая структура полосы должна быть достаточно открытой для протекания сквозь ее ячейки строительного раствора или другого связывающего вещества, чтобы соединение двух примыкающих рядов строительного камня могло осуществляться одним слоем связывающего раствора, в котором бы залегала арматурная полоса. Наконец, для надлежащего укрепления соединения горизонтальной кладки ряд отрезков стальной проволоки, являющейся частью сетчатой конструкции и имеющей площадь сечения в пределах от 6 до 20 мм2 и прочность на разрыв, большую 450 Н/мм2, должен проходить прямо в продольном направлении от одного продольного конца полосы к другому. Эти отрезки проволоки являются усиливающими. Остальные отрезки проволоки сетки служат для соединения этих продольных усиливающих отрезков проволоки в единую структуру, имеющую форму сетчатой полосы. Все эти остальные отрезки проволоки названы здесь соединительной структурой из стальной проволоки. Эта соединительная структура может иметь большое разнообразие форм, например, может включать ряд отдельных поперечных отрезков проволоки, приваренных к усиливающим отрезкам с обеих сторон полосы, формируя лестничную структуру, или предпочтительно включать один единый отрезок проволоки в виде зигзага, приведенный ниже в качестве примера. Рассмотренная отдельно без усиливающих отрезков проволоки эта соединительная структура может, таким образом, представлять собой либо ряд соединяемых друг с другом элементов, либо набор отдельных отрезков проволоки. Изобретение не будет ограничено каким-то определенным вариантом выполнения этой соединительной структуры, хотя вариант в виде одного единого отрезка проволоки в форме зигзага будет предпочтительным вариантом.
В обычном варианте выполнения такой сетчатой арматурной полосы полоса включает два прямых и непрерывных усиливающих отрезка проволоки с круглым сечением, проходящих параллельно друг другу вдоль полосы на определенном расстоянии друг от друга и образующих боковые кромки полосы, причем оба усиливающих отрезка проволоки соединяются друг с другом соединительной структурой из стальной проволоки, которая с обеих сторон полосы приварена точечной сваркой к обращенным друг к другу сторонам указанных соседних усиливающих отрезков. Эта соединительная структура состоит предпочтительно из единого непрерывного отрезка стальной проволоки с круглым сечением, который проходит от одной продольной стороны полосы к другой в виде V-образного зигзага, идущего взад и вперед от одной точки контакта на внутренней стороне одного из двух соседних усиливающих отрезков проволоки к точке контакта на внутренней стороне другого прилегающего усиливающего отрезка проволоки, причем проволока приваривается точечной сваркой в последовательных точках контакта к соответствующим усиливающим отрезкам проволоки. Здесь внутренней стороной усиливающего отрезка проволоки является сторона, обращенная к соседнему усиливающему отрезку. Предпочтительно, усиливающие отрезки проволоки имеют насечку для получения хорошего эффекта сцепления со связывающим цементом. В этом случае проволока, из которой сделана полоса, имеет диаметр в пределах 3 - 4 мм. Поскольку зигзагообразная проволока или в более общем плане соединительная структура из стальной проволоки приварена точечной сваркой к внутренним сторонам усиливающих отрезков проволоки, а не к верхним или низким сторонам, толщина полосы равна диаметру проволоки.
Для получения возможности создания кладки с более тонкими соединительными слоями может применяться способ, известный из Британского патента N 1403101, где подобные полосы после сварки отрезков проволоки с круглыми сечением прокатываются до сплющенной конфигурации сечения. Таким образом, получается арматурная полоса, у которой зигзагообразная проволока и два усиливающих отрезка проволоки расплющены в плоскости полосы до толщины, которая может быть менее 1,75 мм с соотношением толщины к ширине в пропорции, меньшей 0,3.
Задачей изобретения является создание арматурной полосы, которая также имеет сплющенное сечение проволоки, но со структурой, дающей ряд преимуществ, а также, не ограничиваясь этими преимуществами, может быть изготовлена в очень тонком исполнении, также толщиной менее 1,75 мм и с соотношением толщины и ширины сечения проволоки в пропорции, меньшей 0,3. Здесь нет необходимости ограничивать количество усиливающих отрезков проволоки в полосе до двух, и, таким образом, в полосе может быть более двух усиливающих отрезков проволоки. Между каждыми двумя отрезками проволоки каждой различимой пары соседних усиливающих отрезков проволоки расположена соответствующая часть соединительной структуры из стальной проволоки, форма которой не должна обязательно быть ограниченной V-образной конфигурацией в виде зигзага.
В арматурной полосе, соответствующей изобретению, усиливающие отрезки проволоки также имеют плоское сечение в плоскости полосы, предпочтительно с толщиной, меньшей 1,75 мм и соотношением толщины к ширине сечения проволоки в пропорции менее 0,3, а эта полоса также отличается тем, что точечные сварные швы имеют нерасплющенную конфигурацию, и тем, что указанная соединительная структура из стальной проволоки включает ряд отрезков стальной проволоки, имеющих толщину, не превышающую толщину указанных усиливающих отрезков проволоки. Предпочтительно, эта соединительная структура из стальной проволоки состоит из одного единого зигзагообразного отрезка проволоки, как было описано выше.
Вышеуказанные характеристики предусматривают создание арматурной полосы, которая делается тонкой не путем прокатки всей плоскости полосы, а путем сварки с одной стороны тонких ранее расплющенных отрезков проволоки, например, ранее прокатанных лент, служащих усиливающими отрезками проволоки, и, с другой стороны, тонких отрезков проволоки, подобранных по толщине так, чтобы они не были толще, чем ленты, и которые служат соединительной структурой.
С одной стороны, эта концепция устраняет вынужденную необходимость прокатывать уже готовые сварные швы, что приводит к получению прокатанных сварных швов со сплющенной структурой, например, с металлографической структурой после холодной обработки. При испытании прочности на разрыв известных полос было обнаружено, что всегда происходит разрыв сварочных швов при натяжении, примерно равном 500 Н/мм2. Таким образом, не было смысла применять усиливающие отрезки проволоки, обладающие прочностью на разрыв, большей чем прочность самых слабых точек сварки. Благодаря тому, что такие сварные швы не будут больше применяться, становится возможным увеличение прочности усиливающих отрезков проволоки на разрыв до 600 Н/мм2 и более, хотя и не свыше 1000 Н/мм2, исходя из производственной целесообразности. Более того, чем более тонкими были откатаны полосы для применения с соответствующими более тонкими соединениями рядов кладки, тем большие холодные деформации происходили со сварными швами и, таким образом, тем более слабыми становились эти сварные швы. В связи с этим прокатка полос с проволокой, первоначально имеющей круглое сечение, до соотношений толщины и ширины сечения в пропорциях менее 0,3 не рекомендовалась, и более плоские варианты выполнения полос, как правило, не имели спроса на рынке.
С другой стороны, при применении заранее сплющенных усиливающих отрезков проволоки, в соответствии с изобретением - заранее прокатанных отрезков, появляется возможность - в предпочтительном варианте осуществления изобретения - осуществлять прокатку с обжатием боковых кромок, причем по меньшей мере стороны, подвергающиеся точечной сварке, должны быть плоскими, приблизительно прямыми кромками, примерно перпендикулярными плоскости ленты, в противоположность закругленным кромкам проволоки, являющимся частью арматурной полосы, прокатанной между двумя роликами. Такая плоская кромка становится удобной, устраняя трудности при сварке очень тонких лент с соединительной структурой из проволоки такой же толщины, или даже из более тонкой проволоки, когда эта проволока имеет круглое сечение, что предпочтительно. Точечная сварка закругленной кромки очень тонкой ленты (менее 1,75 мм) и тонкой круглой проволоки соединительной структуры (также менее 1,75 мм) становится трудноосуществимой с достаточно коротким временем сварки и без риска прожигания тонкой проволоки из-за слишком малой площади контакта. Благодаря уплощенным внутренним кромкам применение тонких лент и проволоки тоньше 1,75 мм и производство тонких полос, имеющих толщину, меньшую 1,75 мм, становится в любом случае значительно более простым с учетом экономических производственных обстоятельств.
По сравнению с ранее применявшимися полосами, которые прокатывались в уже готовом виде как единое изделие существует другое преимущество, относящееся к проволоке соединительной структуры. Они прокатывались до образования широких лент, таких как те, которые показаны в британском патенте, на который делалась ссылка выше, и из-за этого размер ячеек сетки уменьшался на величину, которой нельзя пренебречь, притом, что это те ячейки, через которые связывающий цемент скрепляет нижний ряд строительного камня с верхним рядом кладки. Размер этих ячеек становится особенно важным, когда строительные камни укладываются с очень тонким соединением, содержащим очень мало связывающего цемента, в особенности при применении строительной техники, при которой связывающий раствор используется для скрепления мягких строительных камней, отлитых в формах. Однако по замыслу, соответствующему изобретению, теперь может подбираться очень тонкая проволока с круглым сечением и диаметром, не большим, чем толщина усиливающих отрезков проволоки, и эти отрезки проволоки с круглым сечением теперь уже не прокатываются, что бы делало их шире.
Наконец, существует еще одно преимущество, заключающееся в простоте производства, когда желательно откатать полосы до очень малой толщины. При производстве полос, прокатываемых целиком как единое изделие трудно экономично расплющить проволоку, в особенности когда необходимо получить сочетание толщины и ширины в пропорции, меньшей 0,3. Для этого необходимо начинать прокатку с несколькими пропусками, причем применяется прокатное оборудование со сравнительно большими размерами и сравнительно большими значениями давления. Однако прокатка отдельных отрезков проволоки с круглым сечением до получения лент с очень плоским сечением при помощи непрерывной многопропускной последовательной прокатки с возможностью прокатки с обжатием боковых стенок на последнем пропуске, например, с обжимной головкой, является достаточно распространенной техникой, применяемой с уже существующим и известным малогабаритным прокатным оборудованием, причем эта техника обеспечивает высокий уровень стабильного качества. Эта техника может также использоваться для расплющивания усиливающих отрезков проволоки арматурных полос, соответствующих настоящему изобретению. То же касается и предпочтительных отрезков проволоки с круглым сечением соединительной структуры, экономичное производство которых при помощи протягивания для получения конечного уменьшенного диаметра является сложившейся практикой. Кроме того, сразу после прокатки и до сварки на плоские стороны усиливающих отрезков проволоки может наноситься насечка, которая остается на них без изменений в арматурной полосе, как в уже готовом изделии. Согласно технике прокатки полосы как единого изделия насечка, которая в некоторых случаях наносится на усиливающие отрезки проволоки заранее, сглаживается. Если тем не менее необходимо нанести насечку на арматурную полосу как в уже готовое изделие, в этом случае трудно предотвратить скручивание полосы в процессе нанесения насечки. Выпрямление такой полосы после нанесения насечки до приемлемого состояния достаточно сложно, чтобы вообще отказаться от идеи нанесения насечки на уже сваренную полосу. Однако когда насечка наносится на отдельные плоские отрезки проволоки и они скручиваются, техника их выпрямления до прямой конфигурации путем противоположного изгибания между сравнительно малыми выпрямляющими роликами проста, хорошо известна и не воздействует на насечку. Эта насечка дает преимущество, заключающееся в лучшем сцеплении усиливающих отрезков проволоки со связывающим цементом.
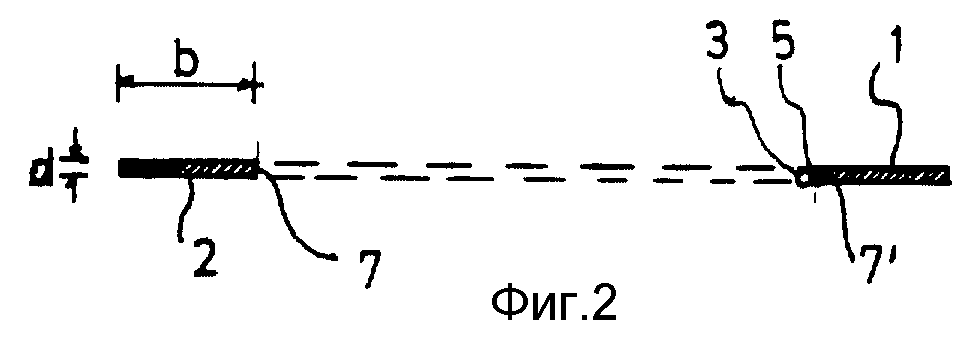
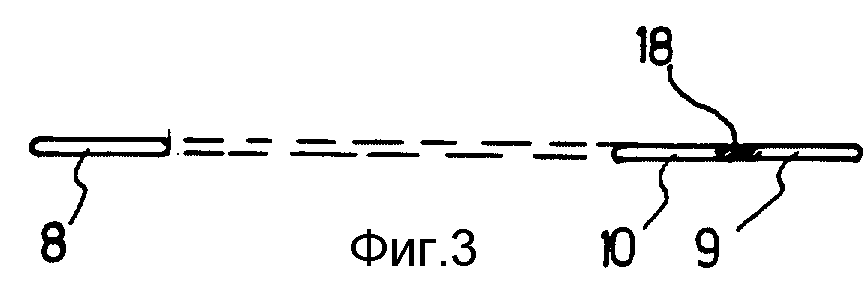
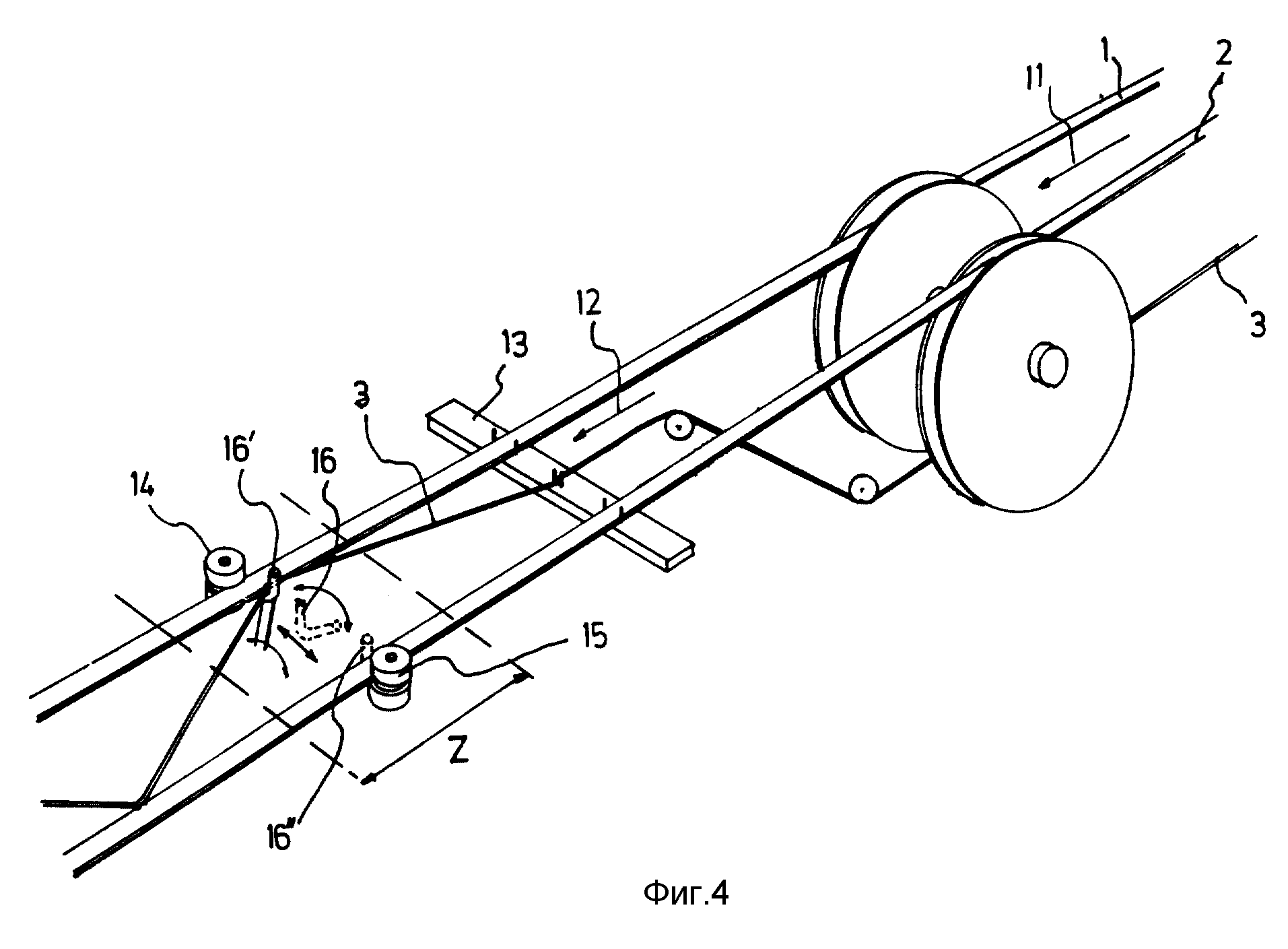
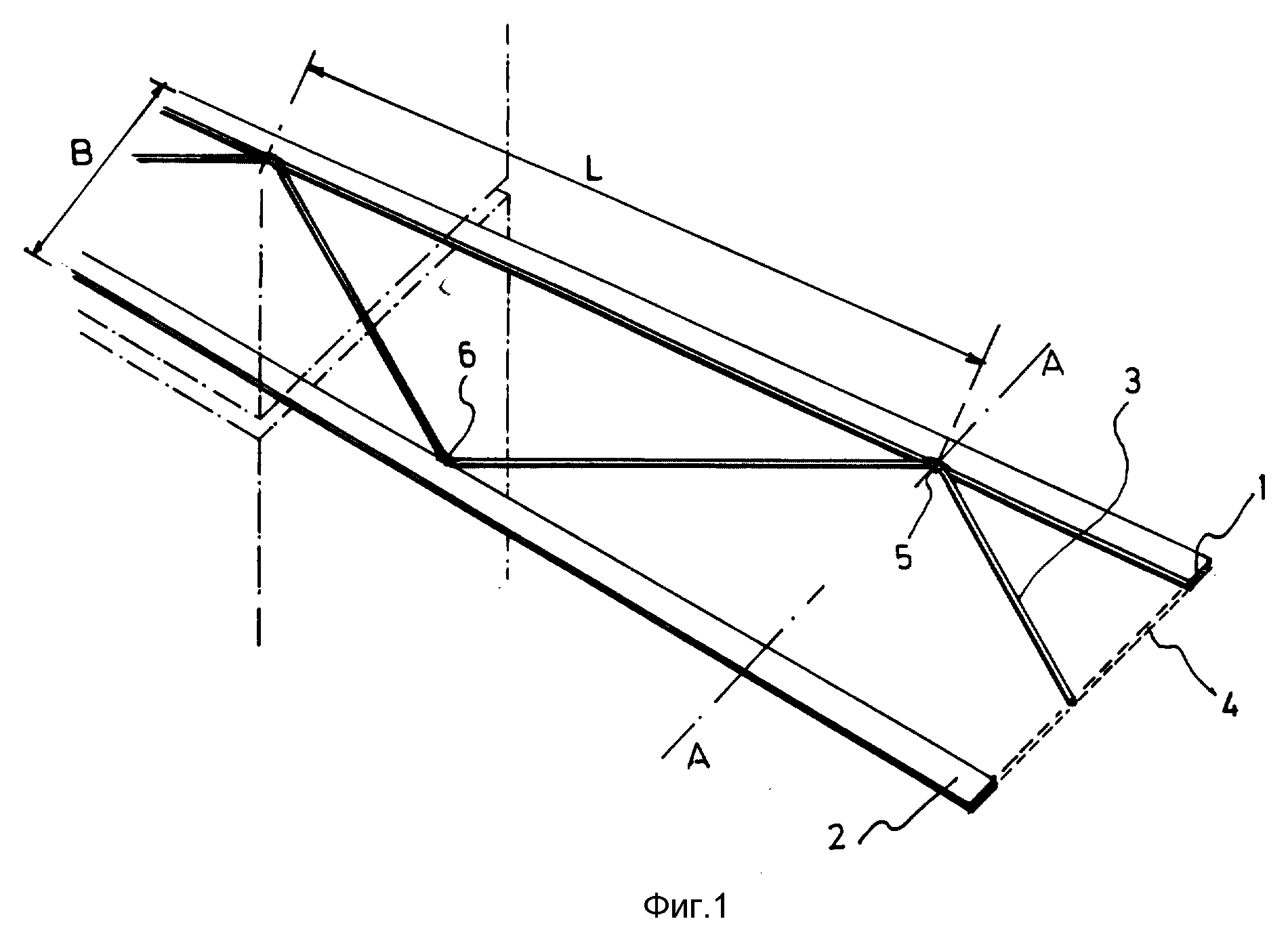
Изобретение будет далее изложено на примере и со ссылками на ряд чертежей, которые включают: фиг. 1 - предпочтительный вариант осуществления изобретения, в котором полоса включает два усиливающих отрезка проволоки и соединительную структуру из стальной проволоки между ними, состоящую из одного единого отрезка проволоки в форме V-образного зигзага; фиг. 2 - вариант осуществления изобретения, показанный на фиг. 1, в разрезе по линии АА фиг. 1; фиг. 3 - аналогичный разрез арматурной полосы, в соответствии с вышеупомянутым предшествующим уровнем техники; фиг. 4 - схематическое изображение способа производства варианта осуществления изобретения, соответствующего фиг. 1.
Атматурная полоса, как показано на фиг. 1, включает два усиливающих отрезка 1 и 2, между которыми проходит V-образный зигзагом соединительный отрезок проволоки 3 (например, не имеющий закруглений, прямые стороны которого образуют ряд соединяющихся между собой V-образных зигзагов, как показано на фиг.1). Ширина B полосы составляет 10 см, а длина волны L зигзага - 40 см.
Усиливающие отрезки проволоки - это непрерывные отрезки, проходящие параллельно друг другу от одного продольного конца 4 до другого конца (находится за пределами фигуры и не показан). Сечение усиливающих отрезков представляет собой прямоугольник с большей стороной, лежащей в плоскости полосы (например, в плоскости, в которой лежат два параллельных отрезка проволоки). Ширина b усиливающих отрезков составляет 8 мм, а толщина d - 1,5 мм, как можно видеть в разрезе на фиг. 2. Здесь соотношение толщины и ширины этих усиливающих отрезков проволоки, таким образом, равно 0,1875. Усиливающие отрезки проволоки изготовляются из углеродистой стали с содержанием углерода 0,12% и имеют прочность на разрыв примерно 600 Н/мм2. Хотя это не видно на чертеже, поверхность плоских сторон усиливающих отрезков проволоки 1 и 2 (например, сторон с вышеуказанным большим размером, являющихся их шириной), включает ряд поперечных тиснений шириной 3 мм, по одному на каждые 6 мм длины. Эти тиснения являются насечкой, которая служит для улучшения сцепления усиливающих отрезков проволоки и связывающего цемента.
Соединительный отрезок проволоки 3 проходит V-образным зигзагом от одного продольного конца 4 полосы к другому. Кроме того, этот соединительный отрезок проволоки 3 также проходит в поперечном направлении взад и вперед от точки контакта 5 на внутренней поверхности усиливающего отрезка проволоки 1 к точке контакта 6 на внутренней поверхности усиливающего отрезка проволоки 2, таким образом создавая зигзагообразную линию. Таким образом, "внутренней поверхностью" усиливающего отрезка проволоки является тонкая сторона его сечения, обращенная к другому усиливающему отрезку проволоки, как показано на фиг. 2, для внутренней поверхности 7 усиливающего отрезка 2, и для внутренней поверхности 7, усиливающего отрезка проволоки 1 в точке контакта 5. В последовательных контактных районах 5 и 6, которые, таким образом, созданы в виде точек контакта, проволока 3 приваривается точечной сваркой к усиливающему отрезку проволоки, с которым она находится в контакте. Эта проволока 3 изготовлена из относительно мягкой стали и может легко протягиваться до диаметра 1,5 мм так, что она не выступает за пределы толщины усиливающих отрезков проволоки. Прочность проволоки на разрыв составляет примерно 100 Н/мм2.
На фиг. 3 показан аналогичный разрез арматурной полосы, соответствующей предшествующему уровню техники. Она включает два усиливающих отрезка проволоки 8 и 9 и зигзагообразный отрезок проволоки 10, которые первоначально имели круглое сечение и диаметр 4 мм и которые были сварены, образуя полосу, у которой отрезки проволоки 8, 9 и 10 располагались так же, как показано на фиг. 1, и полученная таким образом полоса после этого прокатывалась как единое изделие до конфигурации, которую можно видеть в разрезе на фиг. 3. Сварной шов 18, при помощи которого отрезки проволоки с круглым сечением были соединены друг с другом, после холодной прокатки, таким образом, становится швом со сплющенной структурой. Более того, все отрезки проволоки, включая оба усиливающих отрезка и зигзагообразный отрезок, имеют таким образом полученную плоскую в плоскости полосы форму. Все кромки (например, короткие стороны расплющенных отрезков проволоки) в процессе прокатки были закруглены наружу. Однако в соответствии с изобретением преимущественно по меньшей мере внутренние стороны усиливающих отрезков проволоки имеют плоские кромки для того, чтобы точечная сварка в точках контакта 5 (фиг. 2) имела достаточную площадь контакта. В процессе предварительной прокатки отдельных отрезков проволоки эти кромки обжимаются в последнем пропуске так, что внешние закругления, образованные при прокатке в предыдущих пропусках, вновь делаются плоскими. В целом это приводит к получению прямой внутренней кромки, перпендикулярной плоскости полосы. Предпочтительно внешняя сторона также обжимается так, что усиливающие отрезки проволоки имеют прямоугольное сечение.
Фиг. 4 представляет собой схематическое изображение предпочтительного способа производства арматурной полосы, соответствующей фиг. 1. Каждый усиливающий отрезок проволоки 1 и 2 был предварительно отдельно прокатан в ходе непрерывного процесса, включающего ряд последовательных пропусков, и в последнем пропуске он прокатывается с обжимом боковых кромок, образуя проволоку с прямоугольным сечением, имеющую толщину 1,5 мм и ширину 8 мм. Для этой цели может применяться обжимная голова. После прохождения последнего пропуска проволока проходит через еще один ролик, отпрессовывающий насечку на ее поверхности. Полученные таким образом отрезки плоской проволоки находятся на больших катушках, которые непрерывно разматываются, причем отрезки проволоки подаются с одинаковой скоростью и параллельно через выпрямитель (не показан) в направлении, показанном стрелкой 11, к пункту точечной сварки, который обозначен буквой z. Выпрямители служат для ликвидации постоянного изгибания отрезков проволоки (вызванного нанесением насечки и наматыванием на катушки) с тем, чтобы таким образом обеспечивать подачу прямой проволоки к пункту точечной сварки и получать прямую арматурную полосу без внутренних изгибающих напряжений (которые могут привести к искривлению полосы). Такие выпрямители достаточно хорошо известны в технологии обработки проволоки. Они включают ряд выпрямляющих роликов, установленных таким образом, чтобы проволока, подаваемая через них, изгибалась попеременно в одном и затем в другом направлении, что приводит к тому, что остаточные внутренние напряжения сокращаются до нуля. В данном варианте применения изгибания производятся в плоскости, перпендикулярной ширине проволоки.
Проволока 3 для соединительной структуры из стальной проволоки - это предварительно протянутая проволока, например, ранее протянутая до получения круглого сечения проволока. Диаметр подобран так, чтобы он не был больше толщины усиливающих отрезков проволоки, например, составлял 1,5 мм. Эта проволока также непрерывно сматывается с катушки и подается в направлении, показанном стрелкой 12 к пункту точечной сварки. Направляющая планка 13 обеспечивает параллельную подачу отрезков проволоки 1 и 2 в одной плоскости, причем с лежащими в этой плоскости сплющенными их поверхностями, и подачу проволоки 3 также в этой плоскости. Отрезки проволоки 1 и 2 проходят пункт сварки через ведущие ролики 14 и 15 соответственно, каждый из которых имеет кольцевой паз по их окружности, в который вставляется внешняя кромка отрезка 1 и отрезка 2 так, чтобы прочно удерживать эти отрезки для точечной сварки. В пункте точечной сварки отрезок проволоки 3 проходит через направляющую 16, которая также служит сварочным электродом. Эта направляющая имеет V-образную конфигурацию в плоскости, перпендикулярной направлению подачи отрезков проволоки 1 и 2. Эта направляющая осуществляет поперечное возвратно-поступательное движение, синхронизированное со скоростью подачи отрезков проволоки 1 и 2, и это приводит к тому, что проволока 3 вводится в контакт попеременно с внутренними сторонами усиливающих отрезков 1 и 2. Вместе с этим возвратно-поступательным движением направляющая осуществляет вращение в своей плоскости вокруг вершины V-образной фигуры. Таким образом, находясь в положении 16', примыкающем к отрезку проволоки 1, одна ножка V-образной направляющей прижимает проволоку 3 к внутренней стороне отрезка проволоки 1, как показано на фигуре, а в положении 16'', примыкающем к отрезку проволоки 2, другая ножка V-образной направляющей прижимает проволоку 3 к внутренней стороне отрезка проволоки 2. В эти моменты сварочный ток подается от этой направляющей на отрезки проволоки 1 или 2 через точки контактов провода 3 с отрезками проволоки 1 или 2. Таким способом и в комбинации с точечной сваркой соединительной структуре из стальной проволоки придается форма V-образного зигзага. После этого на выходе из пункта сварки получается непрерывная арматурная полоса, которая нарезается через каждые 3 м длины. Эти прямые 3-метровые полосы укладываются одна на другую, образовывая пакеты полос, которые потом упаковываются. Однако, что касается очень тонких арматурных полос, которые могут быть изготовлены в соответствии с изобретением, эта непрерывная полоса может оставаться неразрезанной, скатываться в рулоны, после чего нарезаться на полосы нужной длины при непосредственном применении на строительной площадке.
Реферат
Сетчатая арматурная полоса предназначена для укрепления соединений горизонтальной кладки. Полоса включает ряд усиливающих отрезков стальной проволоки, проходящих в продольном направлении, и структуру из одного или более соединительных отрезков проволоки, которые привариваются точечной сваркой к боковым кромкам усиливающих отрезков проволоки и имеют круглое поперечное сечение с диаметром, не превышающим толщину усиливающих отрезков проволоки. Усиливающие отрезки проволоки прокатаны до операции сварки, так что сварные швы имеют нерасплющенную структуру. Боковые кромки усиливающих отрезков проволоки, на которых производится сварка, могут делаться плоскими в результате прокатки с обжимом боковых кромок. Использование таких арматурных полос позволяет уменьшить толщину соединения кладки. 2 с. и 14 з.п.ф-лы, 4 ил.
Комментарии